Изобретение относится к способу изготовления поверхностной структуры прессового штампа, в частности прессующей пластины или бесконечной ленты, для прессования пластин из материала, пластиковых пленок, разделительных пленок, поверхностей из ПВХ (ПВХ - поливинилхлорид), ЭВП (ЭВП - эксклюзивные виниловые плитки), чековых карточек, паспортов, кредитных карт или пластиковых карт.
Пластины материала, например древесно-стружечные пластины, требуются для мебельной промышленности и для внутренней отделки, например для ламинатных полов. Пластины материала имеют сердечник из пластин МДФ (древесноволокнистая пластина средней твердости) или пластин ХДФ (древесноволокнистая пластина высокой плотности), причем, по меньшей мере, с одной стороны укладываются различные прокладки материала, например декоративное покрытие или защитный слой (оверлейный слой). Для того чтобы предотвращать коробление изготовленных пластин материала, как правило, на обеих сторонах пластины материала используется одинаковое количество прокладок материала, причем в прессе пластины материала спрессовываются друг с другом с использованием прессующих пластин или бесконечных лент и одновременно осуществляется тиснение поверхности. Как правило, речь идет о горячем прессовании, для того чтобы различные прокладки материала из терморекативных полимеров, например меламиновой смолы, соединять под тепловым воздействием посредством сплавления пластиковых материалов с поверхностью сердечника.
При этом посредством декоративных слоев может оказываться влияние на образец и цветовое оформление, а посредством прессующих пластин и бесконечных лент - на формирование структуры поверхности. Например, на декоративной бумаге может быть выдавлена декоративная отделка под дерево или каменную плитку или используются структуры, которые художественно выполнены в соответствии с соответствующей целью применения. При этом декоративные бумаги могут также состоять из защитного слоя, который на верхней или нижней стороне имеет оттиск.
Для улучшения похожей на натуральную имитации, в частности при декоративных отделках под дерево, каменную плитку или поверхностях природных камней, прессующие пластины или бесконечные ленты снабжают поверхностной структурой, которая выполнена соответствующей покрытию декоративного слоя и имеет негативное изображение предусмотренной поверхностной структуры. По этой причине прессующие пластины или бесконечные полосы имеют такое формирование структуры по глубине, которое соответствует, например, жилкам поверхности древесины, видимой с декоративного слоя. У других декоративных слоев формирование структуры по глубине может быть также выполнено соответствующим покрытию. Кроме того, существует возможность изготовлять прессующие пластины и бесконечные ленты с незначительным формированием структуры для того, чтобы производить большее частичное прессование поверхности, не образуя при этом глубоких структур.
Для дальнейшего улучшения похожей на натуральную имитации, в частности при декоративных отделках под дерево, каменную плитку или поверхностях природных камней, используются прессующие пластины или бесконечные ленты, которые, помимо этого, имеют определенные степени блеска. При этом при помощи оцифрованной технологии оттиска для декоративных бумаг и оцифрованного изготовления поверхностей прессующих пластин достигается высокое соответствие покрытию, которое благодаря точно подогнанной ориентации имеет очень большое сходство с натуральными деревянными панелями или сопоставимыми материалами. Кроме того, благодаря установке определенной степени блеска создается возможность производить возможные отражения или оттенки, которые для наблюдателя создают впечатление натуральной поверхности древесины или других материалов.
Для достижения соответствующего покрытию тиснения пластин материала для изготовления прессующих пластин или бесконечных лент требуется высокий стандарт качества, который предусматривает, в частности, точно подогнанное изготовление с предусмотренными декоративными слоями. При этом прессующие пластины или бесконечные ленты используются в качестве верхней и нижней половины штампа в короткотактных проходных прессах, которые облицованы прессующими пластинами, или в двухленточных прессах для бесконечных лент, причем одновременно производятся тиснение и нагрев защитного слоя, так что термореактивные полимеры посредством расплавления и затвердевания могут соединяться с сердечником.
При этом имеющиеся в распоряжении оцифрованные данные декоративного образца используются для того, чтобы наносить антитравильный слой (сопротивления травлению) для формирования структуры прессующих пластин или бесконечных лент. С этой целью антитравильный слой наносится на прессующие пластины или бесконечные ленты, например, при помощи цифрового печатающего устройства, для того чтобы затем производить процесс травления. После удаления антитравильного слоя может осуществляться дальнейшая обработка, причем предпочтительно при наиболее глубоких формированиях структур поверхностей могут последовательно производиться несколько процессов травления. Для этого на уже травленую прессующую пластину или бесконечную ленту снова наносится антитравильный слой и осуществляется повторное травление, пока не будет достигнута желаемая структура глубины. Сверх этого, во время отдельных процессов травления может производиться грубое или точное формирование структуры, в зависимости от того, какой мотив лежит в основе декоративных слоев. Описанное изготовление антитравильного слоя основывается на новейшей технологии, в то время как при более ранних изготовлениях антитравильного слоя использовался, например, фильтрационный способ нанесения покрытий, прежде чем осуществлялся процесс травления.
Согласно как новым, так и более старым способам изготовления на пластины наносится антитравильный слой, для того чтобы покрытыми областями антитравильного слоя имитировать выпуклые поверхностные структуры, в то время как пропуски испытывают поверхностное травление. При этом травленые области образуют профильные впадины необходимой структуры, которая образовывается в качестве негативной формы. После каждого травления поверхность очищается, при необходимости наносится новый шаблон, так что могут осуществляться дальнейшие травления, или посредством дальнейших технологических процессов поверхность может подвергаться дальнейшему процессу улучшения, например твердому хромированию, установке степени блеска и т.д.
Нанесение антитравильного слоя при помощи фильтрационного способа нанесения покрытий или цифровой печатной техники с последующим травлением требует относительно много времени, так что изготовление прессующих пластин сопряжено с высокими расходами.
В частности, если пластины материала должны прессоваться, то используются крупноформатные прессовые штампы в виде прессующих пластин или бесконечных лент, имеющие длину края по меньшей мере больше чем 1 м.
Кроме того, прессовые штампы могут также использоваться для прессования пластиковых пленок, разделительных пленок, поверхностей ПВХ, ЭВП, причем размеры прессовых штампов адаптируются к конечным продуктам. Наряду с этим, существует возможность прессовать при помощи прессовых штампов чековые карточки, паспорта, кредитные карты или пластиковые карты, причем в этом случае, как правило, имеют значение связанные с безопасностью метки. Если связанные с безопасностью метки нанесены на декоративные слои, то прессование осуществляется, как правило, при помощи гладкого или имеющего небольшую поверхностную структуру прессового штампа. Альтернативно, вполне возможно вдавливать связанные с безопасностью метки декоративного слоя дополнительно в поверхность при помощи прессовых штампов.
В основе данного изобретения лежит задача по указанию нового способа, при помощи которого поверхностная структура прессовых штампов может изготовляться без вреда для окружающей среды, и создаются условия для рационализации изготовления.
Согласно изобретению для решения задачи относительно способа предусмотрено то, что изготовление поверхностной структуры прессового штампа, в частности прессующей пластины или бесконечной ленты, осуществляется при помощи трехмерного создания слоев, причем способ включает в себя следующие этапы:
- получение и использование оцифрованных данных трехмерной топографии поверхностной структуры,
- создание оцифрованных данных отдельных двухмерных слоев трехмерной топографии,
- использование оцифрованных данных двухмерных слоев, чтобы направлять обрабатывающую головку и/или позиционировать ее на координатной плоскости XY, или для перемещения рабочего стола в заданной координатами X и Y плоскости относительно неподвижно зафиксированной обрабатывающей головки, чтобы соединять материал слоя с имеющимся материалом основы или с уже изготовленным слоем в зависимости от оцифрованных данных двухмерных слоев.
Дальнейшие предпочтительные варианты осуществления изобретения раскрыты в зависимых пунктах формулы изобретения.
Изготовление прессующих пластин или бесконечных лент должно осуществляться согласно новому способу при помощи трехмерного создания слоев. С этой целью привлекаются подготовленные оцифрованные данные трехмерной топографии, для того чтобы при помощи трехмерной топографии создавать оцифрованные данные отдельных двухмерных слоев. При этом количество двухмерных слоев зависит от необходимой глубины структуры, то есть от наивысшей до расположенной глубже всего точки создаваемой структуры. Как правило, при изготовлении поверхностной структуры прессующих пластин или бесконечных полос при помощи технологии травления достигается формирование структуры с глубиной в 80 мкм. Однако в отдельных случаях эта структура может распространяться до глубины в 400 мкм. То же самое относится к изготовлению прессующих пластин или бесконечных лент при помощи трехмерного создания слоев. Чем больше должна производиться последующая глубина проникновения прессовых штампов, тем больше должна выбираться разница между самой глубокой и самой высокой точкой, так что в отдельном случае должно изготовляться множество отдельных двухмерных слоев при помощи обрабатывающей головки.
При помощи оцифрованных данных двухмерных слоев существует возможность направлять обрабатывающую головку и/или позиционировать ее на координатной плоскости XY или производить перемещение рабочего стола в заданной координатами X и Y плоскости относительно неподвижно зафиксированной обрабатывающей головки, для того чтобы соединять материал слоя с имеющимся материалом основы или с уже изготовленным слоем в зависимости от оцифрованных данных двухмерных слоев. Посредством обрабатывающей головки в зависимости от использованного материала слоя выбранная область поверхности обрабатывается таким образом, что материал слоя соединяется с имеющейся основой, будь то материал основы или уже изготовленный слой. В зависимости от того, какая обрабатывающая головка используется, может осуществляться направление, например, лазерного луча или электронного луча. В случае обрабатывающей головки, похожей на печатающую головку, она может перемещаться над прессовым штампом в координатной плоскости XY, если рабочий стол установлен неподвижно. Альтернативно может перемещаться рабочий стол в координатной плоскости XY, если в особых случаях использования обрабатывающая головка фиксируется в неподвижном положении. Однако это не исключает того, что для быстрой обработки может перемещаться как обрабатывающая головка, так и рабочий стол. При неподвижном рабочем столе могут использоваться и перемещаться, например, несколько независимых обрабатывающих головок. Таким образом, существует возможность при помощи полученных оцифрованных данных двухмерных слоев производить управление обрабатывающей головкой, причем по существу проходятся контуры изготовляемой поверхностной структуры, для того чтобы создавать соединение с новым нанесенным материалом слоя.
При этом благодаря оцифрованным данным существует возможность точного управления обрабатывающей головкой, так что может многократно производиться практически идентичное воспроизведение поверхностной структуры или, при необходимости несколько слоев могут располагаться друг над другом в виде ступеней. Для этого лишь необходимо получить оцифрованные данные трехмерной топографии, которые воспроизводят сформированную природную поверхностную структуру. Затем рассчитанные из оцифрованных данных трехмерной топографии двухмерные слои используются для управления обрабатывающей головкой в плоскости, которая задается координатами X и Y, так что при помощи оцифрованных данных обрабатывающая головка может перемещаться в определенное положение. Вследствие этого существует возможность наносить при помощи обрабатывающей головки частичное расположение слоев, для того чтобы имитировать необходимое формирование структуры поверхности.
Особое преимущество данного изобретения заключается в том, что с высокой неизменной точностью осуществляется упрочнение материала слоя, и, таким образом, могут предотвращаться места с дефектами или нежелательные перекрытия структур. При этом посредством соответствующего изобретению способа может производиться как грубое формирование структуры поверхности, так и тонкое формирование структуры поверхности, так что при определенных условиях процесс травления абсолютно не нужен. Дальнейшее существенное преимущество заключается в том, что оцифрованные данные делают возможной сколь угодно частую воспроизводимость поверхности и это без трудоемких мер по контролю, вследствие чего контролирующая деятельность обслуживающего персонала может сводиться к минимуму. В качестве дальнейшего особого преимущества следует указать то, что экологически вредные, используемые согласно уровню техники, способы травления могут избегаться в значительной степени. Вышеупомянутый способ действия является преимуществом, в частности, для изготовления крупноформатных прессовых штампов, как, например, прессующих пластин или бесконечных лент. В данном случае "крупноформатные прессовые штампы" означают прессовый штамп, по меньшей мере, с длиной края больше чем в 1 м. Как правило, прессующие пластины изготовляются в порядке величины 3 на 6 м.
Для создания слоя используется материал слоя, имеющийся в твердом, жидком, пастообразном, газообразном или порошкообразном виде, причем упрочнение с имеющимся несущим телом или ранее нанесенными слоями осуществляется при помощи обрабатывающей головки. Таким образом, в случае жидкого или пастообразного материала слоя можно было бы исходить из трехмерной печати.
В дальнейшем варианте осуществления способа предусмотрено то, что обрабатывающая головка предназначена для создания электромагнитного излучения, причем используется, в частности, инфракрасное излучение или лазерное излучение с одной или двумя длинами волн, и/или что обрабатывающая головка испускает электронный луч. При помощи электромагнитного излучения или электронного луча упрочняется нанесенный материал слоя, причем обрабатывающая головка может состоять из инфракрасной лампы, ультрафиолетовой лампы, лазера или источника электронных лучей.
Если используется электронный луч для обрабатывающей головки, то он может отклоняться посредством расположенной по меньшей мере частично неподвижно обрабатывающей головки, как это происходит у лампового телевизора, причем используются оцифрованные данные двухмерных слоев.
При этом, в зависимости от использованной обрабатывающей головки, могут применяться различные материалы слоя, например металлы, такие как железо, золото, медь, титан и т.д., или пластики, такие как АБС-пластик (сополимер акрилонитрила, бутадиена и стирола) и полимеры, или порошок. Соединение материалов слоев может осуществляться, например, посредством спекания или полимеризации с высоким растворением на материале основы, которое возможно до диапазона нанометров. Говоря о материале основы, речь идет о прессовом штампе, например о прессующй пластине или о бесконечной ленте.
Трехмерное создание слоев может осуществляться, например, при помощи твердых, жидких или газообразных материалов, которые частично послойно наносятся и упрочняются, причем для жидких материалов на переднем плане находится полимеризация, в то время как для газообразных материалов принимается во внимание химическая реакция. В качестве твердых материалов могут использоваться проволоки, однокомпонентные и многокомпонентные порошки, а также пленки. Если исходить из твердых материалов, например проволоки, то она может расплавляться и затвердевать на несущем теле. Однокомпонентные и многокомпонентные порошки упрочняются связующим веществом или используются для расплавления с последующим затвердением, причем в этом случае используются лазеры согласно методу "выборочного лазерного спекания" (SLS - "selektiven laser sintering"). Если используются пленки, то они посредством вырезания и сцепления или полимеризации могут упрочняться с несущим телом. По окончании остатки пленки удаляются, и способ продолжается по меньшей мере одной дальнейшей пленкой. Жидкие материалы предпочтительно полимеризуются, причем это осуществляется при помощи тепла, излучения с двумя длинами волн или излучения с одной длиной волны. Излучение с одной длиной волны может использоваться, например, от лампы, лазерного луча или при помощи голографии.
Известным способом является создание аддитивных слоев, при котором порошок используется в качестве основы для трехмерного создания слоев, например посредством трехмерной печати. Такой 3D-принтер имеет одну или несколько печатающих головок, которые работают при этом как у обычного струйного принтера. Однако вместо печатной краски при помощи печатающих головок может наноситься жидкое клеящее вещество (вяжущее средство) на слой порошка. Для этого в качестве основы служат двухмерные слои трехмерной топографии. Во время трехмерной печати с порошком на самый нижний слой наносится при помощи подвижной печатающей головки жидкое клеящее вещество на слой порошка. При этом 3D-принтер наносит двухмерное изображение первого слоя на несущий материал со слоем порошка и таким образом склеивает отдельные частицы материала друг с другом на несущем материале. После этого новый тончайший слой порошка автоматически растягивается над первым слоем, и процесс повторяется со вторым слоем. Таким образом, наносится слой за слоем, пока не возникнет желаемая трехмерная топография. Чтобы трехмерная структура могла расти снизу вверх, слой порошка в каждом случае наносится на упрочненный слой. При этом количество материала рассчитывается таким образом, что слои друг с другом соединяются, в частности склеиваются. Порошок и клей могут состоять из различных материалов. Например, могут обрабатываться пластиковые порошки или спеченный порошок стекла и другие порошкообразные материалы. Говоря об этом способе действия, речь идет о самой простой возможности достижения трехмерного создания слоев.
Для предусмотренного способа изготовления прессующих пластин или бесконечных лент предпочтительно принимается в расчет способ спекания (выборочное лазерное спекание; SLS). В этом случае обрабатываются металлические порошковые материалы, которые, в отличие от трехмерной печати, не соединяются жидким клеящим веществом, а сплавляются при помощи мощного лазера. Тем самым, наряду с пластиками можно также обрабатывать металлы, керамические материалы и песок.
Дальнейший способ спекания (выборочная лазерная плавка; SLM) также выполняется при помощи порошкообразных материалов и лазера, причем порошкообразные материалы сплавляются, то есть полностью расплавляются, так что может достигаться очень высокая плотность изготовленной поверхностной структуры. При электронно-лучевой плавке (electronic beam melting; EBM) порошкообразные металлы сплавляются друг с другом в соответствии с похожим принципом при помощи хорошо регулируемого электронного луча, причем управление электронным лучом может просто осуществляться, и достигается высокая точность растворения.
Далее принимается в расчет трехмерная печать при помощи расплавленных материалов (моделирование методом направления; FDM). При этом речь идет о самых популярных методах печати расплавленными материалами, причем в первую очередь используются пластики, такие как АБС-пластики или полилактид (ПЛА), для трехмерной печати жидкими материалами предпочтительно могут использоваться жидкие чувствительные к ультрафиолету пластики (фотополимеры). В этом случае известна стереолитография (STL; SALA). При этом способе действия в резервуар заливается жидкая эпоксидная смола, причем этот особый пластик обладает тем особенным свойством, что он затвердевает по истечении определенного времени посредством естественного освещения. Для того чтобы тем самым создавать трехмерный объект, отдельные слои трехмерной модели проецируются при помощи лазера на поверхность жидкого материала; как только первый слой затвердел, несущее тело перемещается на высоту структуры слоя вниз, чтобы над ним жидкая смола или пластик могли снова накапливаться или наноситься при помощи механической руки. После этого проецируется следующий слой и жидкая смола, например эпоксидная смола, упрочняется. После окончания создания слоев не полностью затвердевший объект извлекается из ванны и зачастую дополнительно засвечивается в собственной световой камере до полного затвердевания. Дальнейшими способами являются технология цифровой обработки света (DLP - digital light processing) и технология многоструйного моделирования (MJM - multi jet modeling). Альтернативно существует возможность применять технологию послойного переноса изображения путем создания пленочного слоя (FTI - film transfer imaging), причем транспортировочная пленка принимает светочувствительный пластик, который при помощи обрабатывающей головки затвердевает в соответствии с необходимой структурой.
Из вышеуказанных способов рекомендуется для изготовления прессующих пластин предпочтительно спекание, так как в этом случае могут послойно наноситься металлы, которые сами по себе обладают достаточной устойчивостью формы. Однако с таким же успехом могут использоваться пластиковые материалы, которые расплавляются на металлическом несущем теле. Перед электролитическим осаждением металла не проводящий электричество пластиковый материал на несущей поверхности должен оснащаться проводящим электричество слоем. Это может осуществляться, например, посредством распыления содержащего серебро раствора или содержащего восстанавливающее средство раствора. Затем снабженный серебряным покрытием пластиковый материал обрабатывается в гальванической ванне таким образом, что на имеющей поверхностную структуру несущей поверхности осаждается металлический слой из цветного металла, например меди, никеля или латуни. По окончании этого может наноситься слой хрома по меньшей мере с одной степенью блеска.
Для точной обработки изготовляемой поверхностной структуры на материале основы предусмотрено то, что перемещение обрабатывающей головки осуществляется на расстоянии от 1 см до 20 см от поверхности. При этом далее предусмотрено то, что обрабатывающая головка автоматически перемещается в зависимости от возникающего изменения расстояния, например ввиду незначительных шероховатостей материала основы, между поверхностью и обрабатывающей головкой. Вследствие этого достигается то, что при неизменных в остальном данных управления обрабатывающей головки ширина обрабатываемой поверхности не изменятся ввиду изменяющегося расстояния.
В дальнейшем варианте осуществления способа предусмотрено то, что за основу предпочтительно берется использование оцифрованных данных поверхностной структуры естественно выращенных исходных материалов, как, например, деревянных поверхностей, или природных минералов, в частности поверхностей природных камней, или искусственно изготовленных структур, например керамических поверхностей. Таким образом, при помощи трехмерного создания слоев могут наноситься все необходимые поверхностные структуры на прессующие пластины или бесконечные ленты, для того чтобы затем их использовать для прессования пластин материала. Если при помощи прессовых штампов должны прессоваться пластиковые пленки, разделительные пленки, поверхности ПВХ или ЭВП, то эти прессовые штампы могут также основываться на природных поверхностных структурах или искусственных поверхностных структурах. Если прессуются чековые карточки, паспорта, кредитные карты или иные пластиковые карты, то на переднем плане, как правило, находятся связанные с безопасностью метки, которые либо посредством наружного прессования нанесены лишь на декоративном слое, либо при необходимости также при помощи прессового штампа могут дополнительно впрессовываться в наружный слой. В этом случае речь может идти о знаках деревьев, фирменных маркировках или особых графических символах.
В дальнейшем варианте осуществления способа предусмотрено использование трехмерного сканера для регистрации поверхностной структуры и для расчета оцифрованных данных для определения трехмерной топографии, причем сканер при помощи поворачиваемых зеркал точно сканирует всю поверхность образцов или регистрирует ее посредством считывания всей поверхностной структуры при помощи отклоненного по меньшей мере одним зеркалом лазерного луча и полученных из этого отражений. Равным образом мог бы использоваться трехмерный микроскоп, который дополнительно предоставляет достаточные и улучшенные данные структуры глубины. Альтернативно могут использоваться изображения уровня серого цвета поверхностной структуры. Затем полученные вследствие этого оцифрованные данные трехмерной топографии конвертируются в структуру двухмерных слоев, так что обрабатывающая головка может управляться.
Для того чтобы упрощать регистрацию имеющихся оцифрованных трехмерных данных и, в частности, дальнейшую обработку, в дальнейшем варианте осуществления способа предусмотрено то, что производится конвертирование цифровых трехмерных данных, в частности посредством интерполяции и уплотнения данных, для получения оцифрованных данных двухмерных слоев и управления обрабатывающей головкой.
Для трехмерного создания слоев для формирования структуры поверхности может быть предпочтительно предусмотрено то, что поверхностная структура вне зависимости от повторяющегося раппорта разделяется на частичные области, которые в каждом случае последовательно обрабатываются или по меньшей мере частично обрабатываются параллельно несколькими обрабатывающими головками. При этом границы частичных областей могут свободно выбираться и предпочтительно устанавливаются таким образом, что границы совпадают с необработанными областями поверхности, так что погрешности, которые обусловлены техническими причинами, не проявляются при формировании структуры поверхности. В зависимости от использованной обрабатывающей головки установленные частичные области могут иметь длину края от 10 см до 100 см, предпочтительно 50 см.
Далее при использовании способа предусмотрено то, что лучи лазера или электронный луч источника электронных лучей падают на поверхность под углом к перпендикуляру (координате Z). При этом фокусировка лазерного или электронного луча возможна на диаметр от 2 до 10 нм.
Для того чтобы была возможность производить обусловленные техническими причинами разрывы в формировании структуры поверхности, то есть в нанесении использованного материала слоя, и для того чтобы после этого осуществлять дальнейшую обработку, в дальнейшем предпочтительном варианте осуществления способа предусмотрено то, что на поверхности предусмотрены измерительные точки, которые позволяют контролировать в любое время положение обрабатывающей головки, так что может осуществляться корректирующая регулировка, и обрабатывающая головка может снова приступать к своей работе точно в том положении, где работа была ранее прервана.
Изготовленные прессующие пластины или бесконечные ленты после выполненного формирования структуры могут подвергаться дальнейшим процессам обработки. Например, могут наноситься несколько слоев хрома с различными степенями блеска, причем сначала осуществляется сплошное хромирование и либо выступающие, либо расположенные глубже области поверхностной структуры покрываются шаблоном, для того чтобы после этого наносить по меньшей мере один второй хромирующий слой. Альтернативно существует возможность оказывать влияние на степень блеска посредством растворов для нанесения блестящих покрытий, последующей механической обработки или поверхностного травления. После окончания этих дальнейших этапов способа прессующая пластина или бесконечная лента изготовлены и могут использоваться для предусмотренной цели применения.
Кроме того, в основе данного изобретения лежит задача по получению устройства, при помощи которого трехмерная слоистая структура может наноситься на крупноформатные прессующие пластины или бесконечные ленты согласно соответствующему изобретению способу.
Согласно изобретению задача относительно устройства решается вследствие того, что устройство включает в себя по меньшей мере одно опорное устройство для обрабатываемых материалов, по меньшей мере одну обрабатывающую головку и направляющую для направления и/или перемещения обрабатывающей головки в любое положение или для перемещения рабочего стола в пределах заданной координатами X и Y плоскости, а также независимые приводные элементы для запуска положения и блок управления, который предусмотрен для направления, позиционирования и управления обрабатывающей головкой или рабочим столом. При этом управление координатами X и Y осуществляется посредством оцифрованных данных отдельных двухмерных слоев трехмерной топографии, причем при помощи по меньшей мере одной обрабатывающей головки упрочняется использованный материал слоя.
Предусмотренное для осуществления способа устройство состоит в первую очередь из опорного устройства, на котором могут располагаться прессующие пластины или бесконечные ленты. Ввиду размеров обрабатываемых прессующих пластин или бесконечных лент, по меньшей мере, с длиной края более чем в 1 м опорное устройство должно быть выполнено крупноформатным и создавать условия для плоского прилегания прессующих пластин или бесконечных лент. При помощи направляющей создаются условия для перемещения обрабатывающей головки в заданной координатами X и Y плоскости, причем предусмотрены независимые приводные элементы для запуска положения. При этом при помощи блока управления, в который передаются оцифрованные данные отдельных двухмерных слоев трехмерной топографии, осуществляется направление, позиционирование и управление обрабатывающей головкой или рабочим столом, если обрабатывающая головка установлена неподвижно. Использованная при этом обрабатывающая головка служит для того, чтобы упрочнять использованный материал слоя в порошкообразном, пастообразном, газообразном или жидком виде.
В дальнейшем варианте осуществления устройства предусмотрено то, что одна или несколько обрабатывающих головок расположены в направлении координат на плоскости и могут совместно перемещаться в направлении дальнейшей координаты. При этом обрабатывающие головки могут быть расположены на расстоянии от 1 см до 20 см от поверхности, причем обрабатывающей головкой может обрабатываться поверхность с длиной края от 10 см до 100 см, предпочтительно 50 см.
В дальнейшем варианте осуществления устройства предусмотрено то, что опорное устройство имеет плоскую лицевую поверхность, которая разделена на множество частичных поверхностей и в пределах частичных поверхностей имеет всасывающие отверстия для вакуумного удерживающего устройства. При помощи вакуумного удерживающего устройства присасывается прессующая пластин или бесконечная лента, так что эта пластина или лента может опираться по плоскости на опорное устройство и удерживается в неподвижном положении для дальнейших этапов обработки посредством обрабатывающей головки, для того чтобы предотвращать перемещения прессующих пластин или бесконечных лент во время формирования структуры поверхности посредством сдвига.
Изготовленные прессующие пластины или бесконечные ленты после выполненного формирования структуры могут, как уже упоминалось относительно способа, подвергаться дальнейшим процессам обработки. Например, могут наноситься несколько слоев хрома с различными степенями блеска, причем сначала осуществляется сплошное хромирование и либо выступающие, либо расположенные глубже области поверхностной структуры покрываются шаблоном, для того чтобы после этого наносить по меньшей мере один второй хромирующий слой. Альтернативно существует возможность оказывать влияние на степень блеска посредством растворов для нанесения блестящих покрытий, последующей механической обработки или поверхностного травления. После окончания этих дальнейших этапов способа прессующая пластина или бесконечная лента изготовлены и могут использоваться для предусмотренной цели применения.
Изготовленные при помощи трехмерного создания слоев поверхностные структуры прессовых штампов, в частности металлической прессующей пластины или бесконечной ленты, предусмотрены для того, чтобы они использовались для прессования и/или выдавливания пластин из материала, пластиковых пленок, разделительных пленок, поверхностей ПВХ, ЭВП (ЭВП - эксклюзивные виниловые плитки), чековых карточек, паспортов, кредитных карт или пластиковых карт, причем благодаря процессу прессования получается соответствующая природной поверхностная структура с глубиной до 500 мкм, и причем при формировании структуры поверхности прессового штампа для управления координатами X и Y используются оцифрованные данные двухмерного слоя трехмерной топографии поверхностной структуры, и причем поверхность обрабатывается частично, и осуществляется воспроизведение заданной трехмерной топографии поверхностной структуры или ее негативного изображения на поверхности прессового штампа посредством нанесения материала слоя.
Далее изобретение относится к пластине материала по меньшей мере с частично тисненой поверхностью, которая изготавливаться с использованием прессующей пластины или бесконечной ленты, которые были изготовлены согласно одному из пунктов формулы изобретения относительно способа и с использованием устройства согласно одному из пунктов формулы изобретения относительно устройства.
В предпочтительном варианте осуществления соответствующего изобретению способа в качестве образца используются оцифрованные данные трехмерной топографии поверхностной структуры естественно выращенных исходных материалов, как, например, деревянных поверхностей, или природных минералов, в частности поверхностей природных камней, или искусственно изготовленных структур, например керамических поверхностей. Оцифрованные данные могут регистрироваться, например, при помощи сканнера, который при помощи поворачиваемой зеркальной техники точно регистрирует всю трехмерную топографию поверхностной структуры или регистрирует ее посредством считывания всей трехмерной топографии поверхностной структуры образца при помощи отклоненного по меньшей мере одним зеркалом лазерного луча и полученных из этого отражений. Предпочтительно может использоваться трехмерный микроскоп с улучшенной разрешающей способностью по глубине. Кроме того, для формирования структуры поверхности могут использоваться оцифрованные данные изображений уровня серого цвета поверхностной структуры. При этом цветовая шкала разбивается между былым и черным цветом на необходимое количество интервалов. Затем каждому интервалу присваивается числовое значение. Интервалу, который соответствует белому цвету, или интервалу, который соответствует черному цвету, присваивается число ноль. Затем интервалы по порядку пронумеровываются до противоположного конца цветовой шкалы. Координата Z может принимать соответствующие интервалам числовые значения или любые кратные им числовые значения и может использоваться для изготовления двухмерных слоев.
Особое преимущество данного изобретения заключается в том, что используются простые несущие тела, например стальные пластины, на которые наносится либо с полимеризацией, либо со спеканием трехмерная слоистая структура для формирования структуры поверхности. Вследствие этого не нужны трудоемкие способы травления с предварительным нанесением антитравильного слоя (шаблона). Таким образом, этот способ характеризуется как в высшей степени экологически безвредный способ, даже если при необходимости в конце предусмотрено нанесение дальнейших металлических слоев, в частности твердых хромовых слоев.
В дальнейшем изобретение разъясняется более подробно при помощи чертежей.
На чертежах показаны:
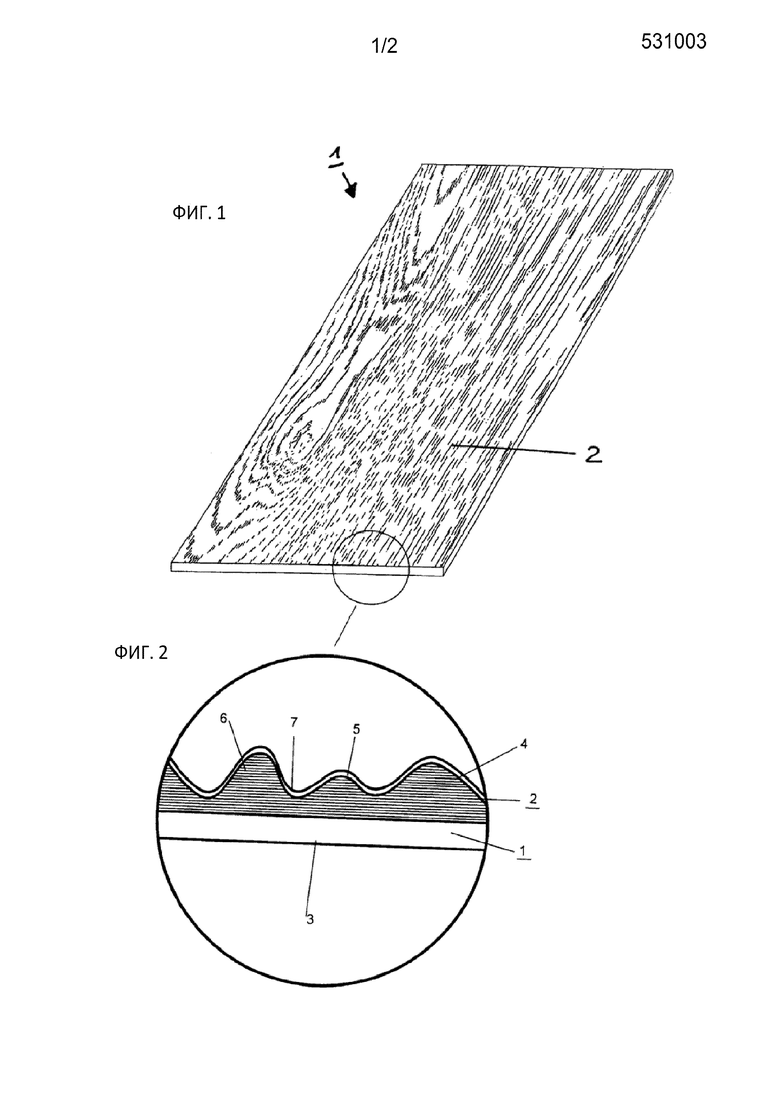
фиг. 1 - на виде сверху прессующая пластина с поверхностной структурой;
фиг. 2 - на сильно увеличенном подробном виде слоистое строение поверхностной структуры прессующей пластины согласно фиг. 1; и
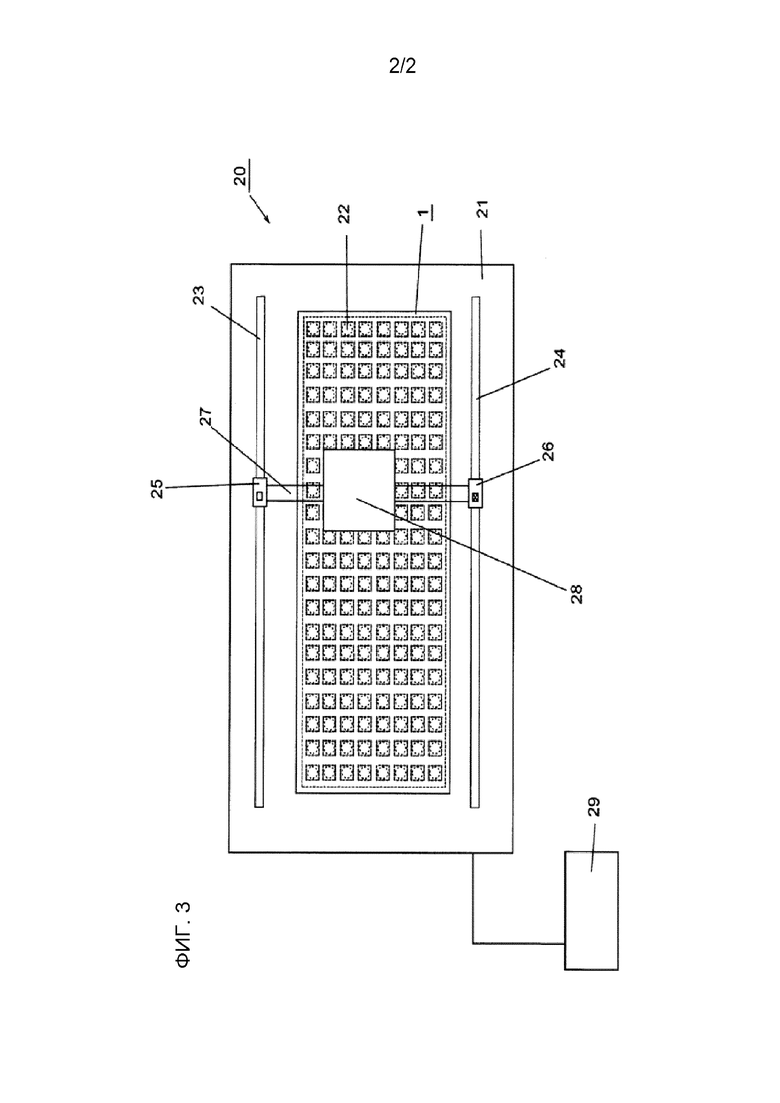
фиг. 3 - на виде сверху схематичное изображение устройства для изготовления прессующих пластин.
Фиг. 1 показывает на изображении в перспективе прессующую пластину 1, которая может использоваться для изготовления пластин материала. В показанном примере осуществления прессующая пластина 1 имеет поверхностную структуру 2, которая соответствует текстуре древесины. Прессующая пластина 1 была изготовлена согласно соответствующему изобретению способу с использованием оцифрованных данных трехмерной топографии, при котором формирование структуры было произведено посредством нанесения множества отдельных двухмерных слоев. После окончания формирования структуры поверхности либо по всей поверхности, либо частично наносится один, при необходимости также несколько хромовых слоев. Тем самым прессующая пластина 1 может использоваться для прессования пластин материала.
Фиг. 2 показывает на сильно увеличенном изображении поперечное сечение прессующей пластины 1 с поверхностной структурой 2. При этом на несущую пластину 3 нанесено множество отдельных слоев 4, которые своим формообразованием соответствуют необходимой поверхностной структуре. Отдельные слои 4 упрочняются при помощи обрабатывающей головки и после этого снабжаются хромовым слоем 5. Альтернативно могут использоваться несколько хромовых слоев, которые, например, на возвышениях 6 или на расположенных глубже областях 7 создают различные степени блеска.
Фиг. 3 показывает на виде сверху устройство 20, которое предусмотрено для изготовления поверхностной структуры прессующей пластины 1. Прессующая пластина 1 устанавливается на рабочем столе 21, который снабжен множеством воронкообразных выемок 22, которые присоединены к вакуумному насосу, так что прессующая пластина 1 может практически полностью по плоскости фиксироваться на рабочем столе 21. Вдоль прессующей пластины 1 расположены направляющие рельсы 23, 24, на которых расположены с возможностью перемещения направляющие 25, 26 скольжения, причем каждая направляющая 25, 26 скольжения имеет приводной двигатель. Направляющие 25, 26 скольжения соединены друг с другом поперечной балкой 27, которая предусмотрена для установки обрабатывающей головки 28. Обрабатывающая головка 28 также при помощи приводных двигателей может перемещаться поперек к продольному распространению направляющих рельсов 23, 24, так что обрабатывающая головка 28 может достигать любого положения над прессующей пластиной 1. Говоря об обрабатывающей головке 28, речь идет согласно данному изобретению о создающей электромагнитное излучение обрабатывающей головке 28 или об испускающей электронный луч обрабатывающей головке 28, при помощи которой производится необходимое формирование структуры поверхности прессующей пластины 1. Для этого множество отдельных слоев наносятся друг на друга и упрочняются согласно данному, соответствующему изобретению способу, так что слои сцепляются с материалом основы 3 прессующей пластины 1 и после этого могут покрываться хромовым слоем.
При этом обрабатывающая головка 28 перемещается для нанесения слоев посредством блока 29 управления, который посредством трехмерной топографии и установленных из нее оцифрованных двухмерных слоев перемещает обрабатывающую головку 28 в необходимое положение при помощи приводных двигателей направляющих 25, 26 скольжения.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 прессующая пластина
2 поверхностная структура
3 материал основы
4 слои
5 хромовый слой
6 возвышения
7 расположенные глубже области
20 устройство
21 рабочий стол
22 воронкообразные выемки
23 направляющий рельс
24 направляющий рельс
25 направляющая скольжения
26 направляющая скольжения
27 поперечная балка
28 обрабатывающая головка
29 блок управления
Изобретение относится к способу изготовления поверхностной структуры крупноформатного прессового штампа. Техническим результатом является повышение экологической безопасности и упрощение технологии производства. Технический результат достигается способом изготовления поверхностной структуры (2) крупноформатного прессового штампа с длиной края более чем 1 м, в частности прессующей пластины (1) или бесконечной ленты, для прессования пластин из материала, пластиковых пленок, разделительных пленок, поверхностей из ПВХ, ЭВП (ЭВП - эксклюзивные виниловые плитки), чековых карточек, паспортов, кредитных карт или пластиковых карт, который включает в себя следующие этапы: получение и использование оцифрованных данных трехмерной топографии поверхностной структуры (2); создание оцифрованных данных отдельных двухмерных слоев (4) трехмерной топографии, использование оцифрованных данных двухмерных слоев (4), чтобы направлять обрабатывающую головку (28) и/или позиционировать ее на координатной плоскости XY, или для перемещения рабочего стола (21) в заданной координатами X и Y плоскости относительно неподвижно зафиксированной обрабатывающей головки (28), для того чтобы соединять материал слоя с имеющимся материалом основы (3) или с уже изготовленным слоем в зависимости от оцифрованных данных двухмерных слоев (4), причем поверхностную структуру (2) независимо от повторяющегося раппорта разделяют на частичные области, каждую из которых последовательно обрабатывают или частично обрабатывают параллельно несколькими обрабатывающими головками, и/или границы частичных областей могут свободно выбираться, и/или установленные частичные области в зависимости от использованной обрабатывающей головки (28) имеют длину края от 10 см до 100 см. 4 н. и 12 з.п. ф-лы, 3 ил.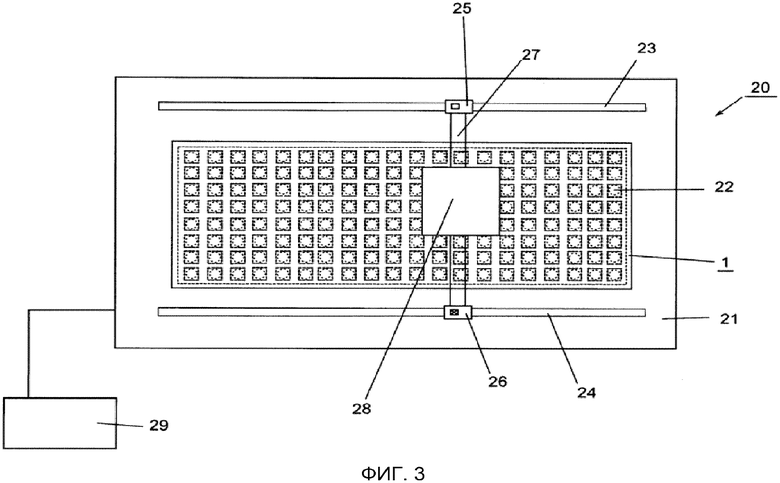
1. Способ изготовления поверхностной структуры (2) крупноформатного прессового штампа, по меньшей мере, с длиной края более чем 1 м, в частности прессующей пластины (1) или бесконечной ленты, для прессования пластин из материала, пластиковых пленок, разделительных пленок, поверхностей из ПВХ, ЭВП (ЭВП - эксклюзивные виниловые плитки), чековых карточек, паспортов, кредитных карт или пластиковых карт, включающий в себя, по меньшей мере, следующие этапы:
- получение и использование оцифрованных данных трехмерной топографии поверхностной структуры (2),
- создание оцифрованных данных отдельных двухмерных слоев (4) трехмерной топографии,
- использование оцифрованных данных двухмерных слоев (4), чтобы направлять обрабатывающую головку (28) и/или позиционировать ее на координатной плоскости XY или для перемещения рабочего стола (21) в заданной координатами X и Y плоскости относительно неподвижно зафиксированной обрабатывающей головки (28), для того чтобы соединять материал слоя с имеющимся материалом основы (3) или с уже изготовленным слоем в зависимости от оцифрованных данных двухмерных слоев (4), причем поверхностную структуру (2) независимо от повторяющегося раппорта разделяют на частичные области, каждую из которых последовательно обрабатывают или по меньшей мере частично обрабатывают параллельно несколькими обрабатывающими головками, и/или границы частичных областей могут свободно выбираться, и/или установленные частичные области в зависимости от использованной обрабатывающей головки (28) имеют длину края от 10 см до 100 см.
2. Способ по п.1, отличающийся тем, что материал слоя используют в твердом, жидком, пастообразном, газообразном или порошкообразном виде.
3. Способ по п.1 или 2, отличающийся тем, что обрабатывающая головка (28) предназначена для создания электромагнитного излучения, причем используют, в частности, инфракрасное излучение или лазерное излучение с одной или двумя длинами волн, и/или обрабатывающая головка (28) испускает электронный луч.
4. Способ по любому из пп. 1-3, отличающийся тем, что перемещение обрабатывающей головки (28) осуществляют на расстоянии от 1 см до 20 см от поверхности и/или обрабатывающую головку (28) перемещают в зависимости от возникающего изменения расстояния между поверхностью и обрабатывающей головкой (28).
5. Способ по любому из пп. 1-4, отличающийся тем, что за основу берут использование оцифрованных данных поверхностной структуры (2) естественно выращенных исходных материалов, как, например, деревянных поверхностей, или природных минералов, в частности поверхностей природных камней, или искусственно изготовленных структур, например керамических поверхностей, и/или что оцифрованные данные соответствуют покрытию декоративного слоя.
6. Способ по любому из пп. 1-5, отличающийся тем, что предусмотрено использование трехмерного сканера для регистрации поверхностной структуры (2) и для расчета оцифрованных данных для определения трехмерной топографии, причем сканер при помощи поворачиваемых зеркал точно сканирует всю поверхность образцов, или регистрирует ее посредством считывания всей поверхностной структуры (2) при помощи отклоненного по меньшей мере одним зеркалом лазерного луча и полученных при этом отражений, или предусмотрено использование трехмерного микроскопа или использование изображения уровня серого цвета поверхностной структуры (2).
7. Способ по любому из пп. 1-6, отличающийся тем, что производят конвертирование цифровых трехмерных данных, в частности посредством интерполяции и уплотнения данных, для получения оцифрованных данных двухмерных слоев (4) и управления обрабатывающей головкой (28).
8. Способ по любому из пп. 1-7, отличающийся тем, что границы частичных областей устанавливают таким образом, что границы совпадают с необработанными областями поверхности и/или что установленные частичные области в зависимости от использованной обрабатывающей головки (28) имеют длину края 50 см.
9. Способ по любому из пп. 1-8, отличающийся тем, что материал слоя состоит из порошка металла, такого как титан, который спекают, и/или материал слоя состоит из жидкого или пастообразного пластика или смолы, который полимеризуется, и/или материал слоя состоит из газообразного вещества, которое затвердевает, и/или материал слоя состоит из однокомпонентного или многокомпонентного порошка, который посредством связующего вещества или отвердителя затвердевает, полимеризуется или расплавляется, и/или материал слоя состоит из пленки, которая частично полимеризуется.
10. Способ по любому из пп. 1-9, отличающийся тем, что лучи лазера или электронный луч источника электронного излучения падают на поверхность под углом к перпендикуляру (координате Z) и/или фокусировка лазерного или электронного луча осуществляется на диаметр от 2 до 10 нм.
11. Способ по любому из пп. 1-10, отличающийся тем, что на поверхности предусмотрены измерительные точки, которые позволяют контролировать в любой момент положение обрабатывающей головки (28), так что может осуществляться корректирующая регулировка.
12. Устройство (20) для применения способа по любому из пп. 1-11, включающее в себя по меньшей мере одно опорное устройство для обрабатываемых материалов, по меньшей мере одну обрабатывающую головку (28) и направляющую для направления и/или перемещения обрабатывающей головки (28) в любое положение или для перемещения рабочего стола (21) в пределах заданной координатами X и Y плоскости, а также независимые приводные элементы для запуска в положение и блок управления (29), который предусмотрен для направления, позиционирования и управления обрабатывающей головкой (28) или рабочим столом (21), отличающееся тем, что устройство (20) предназначено для того, чтобы осуществлять управление координатами X и Y посредством оцифрованных данных отдельных двухмерных слоев (4) трехмерной топографии, и устройство (20) предназначено для того, чтобы при помощи по меньшей мере одной обрабатывающей головки (28) упрочнять использованный материал слоя, причем устройство (20) дополнительно предназначено для того, чтобы разделять поверхностную структуру (2), вне зависимости от повторяющегося раппорта, на частичные области и обрабатывать каждую последовательно или обрабатывать их по меньшей мере частично несколькими обрабатывающими головками параллельно, и/или устройство предназначено для того, чтобы свободно выбирать границы частичных областей, и/или устройство предназначено для того, чтобы установленные частичные области в зависимости от использованной обрабатывающей головки (28) имели длину края от 10 см до 100 см.
13. Устройство (20) по п.12, отличающееся тем, что одна или несколько обрабатывающих головок расположены в направлении координат на плоскости и выполнены с возможностью совместного перемещения в направлении дополнительной координаты и/или обрабатывающие головки расположены на расстоянии от 1 см до 20 см от поверхности, и обрабатывается поверхность с длиной края от 10 см до 100 см или предпочтительно 50 см.
14. Устройство (20) по п.12 или 13, отличающееся тем, что опорное устройство имеет плоскую лицевую поверхность, которая разделена на множество частичных поверхностей и в пределах частичных поверхностей имеет всасывающие отверстия для вакуумного удерживающего устройства, и/или обрабатывающая головка (28) включает в себя инфракрасную лампу, ультрафиолетовую лампу, лазер или источник электронного излучения.
15. Прессующая пластина (1) или бесконечная лента, изготовленные при помощи способа по любому из пп. 1-11 с использованием устройства (20) по любому из пп. 12-14, для прессования и/или выдавливания пластин из материала, пластиковых пленок, разделительных пленок, поверхностей из ПВХ, ЭВП (ЭВП - эксклюзивные виниловые плитки), чековых карточек, паспортов, кредитных карт или пластиковых карт, причем благодаря процессу прессования получается поверхностная структура (2) с глубиной до 500 мкм, и причем при формировании структуры поверхности прессового штампа для управления координатами X и Y используются оцифрованные данные двухмерного слоя трехмерной топографии поверхностной структуры (2), и причем поверхность обрабатывается частично и осуществляется воспроизведение заданной трехмерной топографии поверхностной структуры (2) или ее негативного изображения на поверхности прессового штампа посредством нанесения материала слоя.
16. Пластина из материала, имеющая по меньшей мере частично выдавленную поверхность с использованием прессующей пластины (1) или бесконечной ленты, изготовленных при помощи способа по любому из пп. 1-11 с использованием устройства (20) по любому из пп. 12-14, включающая в себя поверхностную структуру (2) естественно выращенных исходных материалов, как, например, деревянных поверхностей или природных минералов, в частности поверхностей природных камней, или искусственно изготовленных структур, например керамических поверхностей.
| Соединительная розетка | 1988 |
|
SU1629934A1 |
| СПОСОБ СЕЛЕКЦИИ ГАРАДОЛАХСКИХ И ГАРАБАХСКИХ ОВЕЦ НОВОГО ТИПА | 1993 |
|
RU2060658C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКРЕТНОЙ ГРАВЮРЫ ШТАМПА | 2011 |
|
RU2466814C1 |
| WO 2004009364 A1, 29.01.2004 | |||
| СИСТЕМА И СПОСОБ ДЛЯ НАМАГНИЧИВАНИЯ РОТОРОВ ТИПА ПОСТОЯННЫХ МАГНИТОВ В ЭЛЕКТРИЧЕСКИХ МАШИНАХ | 2006 |
|
RU2412516C2 |
| СПОСОБ ОДНОВРЕМЕННОГО ИЗГОТОВЛЕНИЯ РЕПЛИК И ПРЯМОЙ АППЛИКАЦИИ МИКРОСТРУКТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2131615C1 |

