Изобретение касается способа определения временной зависимости напряжения на электродах клещей для точечной сварки во время процесса точечной сварки как индикатора качества сварки, электроды закреплены в установленных с возможностью перемещения друг к другу рычагах клещей, причем через измерительные линии определяется измеряемое напряжение, и при помощи компенсационной катушки измеряется индуктированное напряжение компенсации.
Изобретение касается также устройства определения временной зависимости напряжения на электродах клещей для точечной сварки во время процесса точечной сварки как индикатора качества сварки, причем электроды закреплены в установленных с возможностью перемещения друг к другу рычагах клещей, с измерительным устройством измеряемого напряжения между электродами, измерительное устройство соединено с проходящими вдоль рычагов клещей измерительными линиями, и с компенсационной катушкой для измерения индуктированного напряжения компенсации для корректирования погрешностей измерения в измерительных линиях.
При контактной сварке с помощью клещей для точечной сварки в контакт приводятся, по меньшей мере, две соединяемые друг с другом детали и посредством приложения сварочного тока через электроды клещей точечной сварки детали оплавляются, вследствие чего образуется сварное соединение. Для контроля качества, а также регулирования характеристики сварочного тока требуется непрерывное получение характеристики сварочного тока и напряжения на электродах во время процесса точечной сварки.
Обычно параметры качества напряжения на электродах, которые получаются из меняющегося по времени омического сопротивления R(t) деталей и сварочного тока i(t), определяются посредством проведенных главным образом параллельно к подводящему и обратному проводам сварочного тока измерительных линий. Посредством такой измерительной схемы образуется индуктивная петля через подводящие проводы и измерительные линии, в которых посредством действующих во время процесса точечной сварки магнитных полей индуцируется напряжение, которое искажает результаты измерений. Часто изменения магнитного поля настолько велики, что индуктированное напряжение и вовсе больше, чем измеряемое напряжение на электродах.
Для подавления индукционной составляющей в измерительном сигнале часто используются аналоговые и цифровые фильтры. При этом недостатком является то, что подавляется не только индукционная составляющая, но и искажается временная зависимость напряжения на электродах R(t)*i(t).
Для компенсации индуктированного напряжения применяются компенсационные катушки, и благодаря этому уменьшается или устраняется влияние магнитных полей. Например, в машине для точечной сварки в соответствии с DE 3129170 A1 компенсационная катушка соединяется с образованной измерительными линиями и подводящими проводами сварочного тока катушкой таким образом, что погрешность в результате индуктированного напряжения аппроксимативно компенсируется. При этом недостатком является то, что изменения магнитного потока не могут быть скорректированы. Подобные изменения в магнитном поле вызваны, например, движением клещей относительно детали от одной сварной точки к другой или насыщением материалов деталей, которые находятся в магнитном поле клещей, в то время как производится сварка. Следовательно, данные изменения возникают практически всегда так, что погрешности являются случайными.
Кроме того, на напряжение, определяемое способами, при которых линии измерения контактируют не в зоне электродов, влияют действующие на рычагах клещей, подводящих и обратных проводах сварочного тока температуры. Это происходит потому, что температура влияет на сопротивление подводящего провода и, следовательно, на падение напряжения так, что результат измерения искажается.
Задача настоящего изобретения заключается в создании вышеназванного способа и вышеуказанного устройства, с помощью которых можно максимально точно определить временную зависимость напряжения на электродах клещей для точечной сварки во время процесса точечной сварки. Недостатки уровня техники должны быть устранены или, по меньшей мере, сокращены.
Решается задача в соответствии с изобретением согласно способу благодаря тому, что измеряемое напряжение и напряжение компенсации регистрируются отдельно друг от друга и что определяется соотношение между измеряемым напряжением и напряжением компенсации. В противоположность уровню техники благодаря настоящему способу обеспечивается специальная обработка измеряемого напряжения и напряжения компенсации, вследствие чего индуктированное напряжение может компенсироваться независимо от меняющегося магнитного потока, и очень точно определяется напряжение на электродах. Благодаря точно определенному напряжению на электродах, в свою очередь, лучше можно судить о качестве сварки. Настоящий способ отличается тем, что во время всего процесса точечной сварки определяются измеряемое напряжение и напряжение компенсации и что возможно постоянное устранение погрешностей измерения в результате индуктированного напряжения.
Согласно другому признаку изобретения предусмотрено, что непрерывно определяется соотношение между измеряемым напряжением и напряжением компенсации во время процесса точечной сварки так, что получаются точные результаты измерения.
В соответствии с предпочтительным вариантом способа данное соотношение между измеряемым напряжением и напряжением компенсации определяется в те моменты, когда возникают скачкообразные изменения напряжения. Здесь, в моменты, где возникают быстрые изменения напряжения в компенсационной катушке, а также должны возникать быстрые изменения напряжения в сигнале измеряемого напряжения, следовательно, можно судить путем сравнения измеряемого напряжения и напряжения компенсации о величине индуктированного напряжения.
В соответствии со следующим признаком изобретения предусмотрено, что напряжение компенсации умножается на полученное соотношение и для определения напряжения на электродах вычитается из измеряемого напряжения. Следовательно, напряжение на электродах без искажения в результате фильтрации и изменяющихся магнитных потоков во время сварки от одной сварной точки к другой очень точно можно определить благодаря устранению индуктированного напряжения.
Дополнительно для определения напряжения на электродах из измеряемого напряжения с учетом поправки на индуктированное напряжение может быть вычтено падение напряжения на сопротивлении подводящих проводов. Благодаря этому могут быть устранены другие факторы влияния и более точно определено напряжение на электродах.
Падение напряжения на сопротивлении подводящих проводов может быть определено через омическое сопротивление подводящих проводов во время процесса точечной сварки без свариваемых деталей. Следовательно, перед самим процессом точечной сварки осуществляется процесс точечной сварки без соединяемых деталей и измеряемое напряжение без индуктированного напряжения делится на измеренный сварочный ток и определяется благодаря омическому сопротивлению подводящих проводов. Таким образом, может проводиться точная корректировка изменяющегося в зависимости от температуры сопротивления подводящих проводов на корпусе клещей.
Предпочтительно величины измеряемого напряжения и напряжения компенсации преобразуются в цифровые и поступают в обрабатывающий модуль, в частности, в микропроцессор.
Предпочтительно компенсационной катушкой для измерения напряжениякомпенсации перекрывается часть определенной измерительными линиями для установления измеряемого напряжения площади. При этом компенсационная катушка предпочтительно располагается таким образом, чтобы по возможности не ухудшать доступ к свариваемым деталям. Благодаря этому также гарантируется, что по своей форме не отличаются индуктированные напряжения в измерительной линии и в компенсационной катушке из-за посторонних магнитных полей, например в результате сварочных токов соседних клещей для сварки во время процесса точечной сварки и, следовательно, может происходить компенсация индукционной составляющей в измеряемом напряжении.
В частности, с целью контроля качества предпочтительно, если регистрируемое напряжение и напряжение компенсации и/или производные от них величины сохраняются.
Указанная задача в соответствии с изобретением решается также посредством вышеуказанного устройства для определения временной характеристики напряжения на электродах клещей для точечной сварки, причем устройство для измерения напряжения и устройство для измерения напряжения компенсации выполнены в виде отдельных модулей для раздельной регистрации и соединены с устройством для обработки полученных результатов измерений. Как уже выше было упомянуто, благодаря раздельной регистрации и обработке измеряемого напряжения и напряжения компенсации может быть максимально точно определено напряжение на электродах при изменяющемся магнитном потоке благодаря непрерывно выполняемой точной компенсации индуктированного напряжения в измеряемом напряжении без искажения посредством фильтрации временной характеристики. Предпочтительным является также то, что обрабатывающий модуль и измерительные устройства размещены в одном измерительном приборе, установленном около клещей для сварки, например на корпусе клещей. Таким образом, минимизируется влияние помех. При этом в предпочтительном способе осуществления изобретения результаты измерений подготавливаются в обрабатывающем модуле и через систему шин поступают к другим элементам оборудования.
Предпочтительно компенсационная катушка перекрывает часть определенной измерительными линиями площади, однако, без существенного ухудшения доступа к свариваемым деталям.
Если наличие меняющихся по времени посторонних магнитных полей может быть исключено, то также возможно создание компенсационной катушки посредством катушки Роговского. Катушка Роговского не имеет стального сердечника, вследствие чего может быть исключено нелинейное воздействие стального сердечника. Она расположена вокруг подводящей сварочный ток составной части клещей. Предпочтительно катушка Роговского одновременно может использоваться для установления сварочного тока и определения индуктированного напряжения для компенсации, благодаря чему могут быть снижены расходы на содержание и эксплуатацию оборудования.
Согласно следующему признаку изобретения предусмотрено, что сконструировано устройство обработки данных для регистрации измеряемого напряжения и напряжения компенсации и для определения соотношения между измеряемым напряжением и напряжением компенсации и что из значений, зарегистрированных в те моменты, в которых возникают скачкообразные изменения напряжения, можно определить соотношение. При этом соотношение определяется из значений, зарегистрированных в те моменты, в которых возникают скачкообразные изменения. Путем сравнения измеряемого напряжения и напряжения компенсации в те моменты, в которых возникают скачкообразные изменения напряжения, следовательно, можно устранить составляющую индуктированного напряжения в измеряемом напряжении на протяжении всего процесса сварки.
Предпочтительно сконструировано устройство обработки данных для перемножения напряжения компенсации с полученным соотношением и вычитания перемноженного с соотношением напряжения компенсации из измеряемого напряжения для определения напряжения на электродах.
Также может быть предусмотрено запоминающее устройство для сохранения измеренного напряжения, напряжения компенсации и/или производных от них величин.
Наконец, в соответствии с предпочтительным вариантом осуществления устройства измерительные линии, главным образом, закреплены перед электродами, благодаря чему возникающее на электродах падение напряжения не зависит от колебаний температуры. Обычно электроды имеют водяное охлаждение, вследствие чего температура данной охлаждаемой части подводящего провода изменяется незначительно и, таким образом, в процессе эксплуатации может правильно учитываться ранее установленное сопротивление подводящего провода. Кроме того, не оказывает негативного влияния замена электродов, которая непрерывно происходит в процессе эксплуатации.
Настоящее изобретение более подробно поясняется при помощи приложенных чертежей. На них показано:
на фиг.1 схематическая блок-схема клещей для точечной сварки с устройством для определения временной зависимости напряжения на электродах;
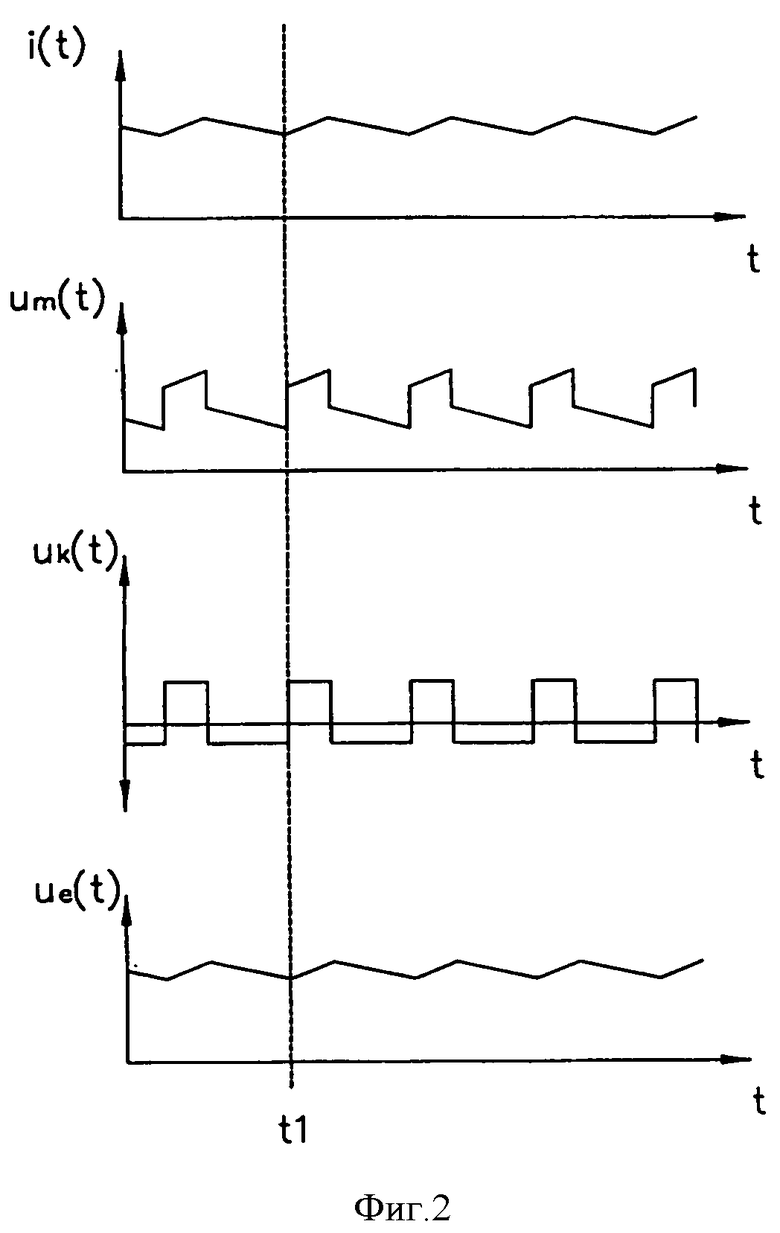
на фиг.2 временные зависимости сварочного тока, измеряемого напряжения,напряжения компенсации и полученного из них напряжения на электродах во время процесса точечной сварки; и
на фиг.3 блок-схема возможного варианта выполнения устройства для определения временной зависимости напряжения на электродах клещей для точечной сварки.
На фиг.1 схематически показаны клещи 1 для точечной сварки с установленными с возможностью перемещения друг к другу рычагами 2 клещей и закрепленные на них электроды 3. Через соответствующие подводящие провода 4, а также предпочтительно рычаги 2 клещей подается на электроды 3 генерируемый в источнике 5 питания сварочный ток i(t). Во время процесса точечной сварки соединяемые детали 13 сжимаются посредством электродов 3 и оплавляются посредством сварочного тока i(t) так, что образуется сварное соединение. Для определения временной зависимости напряжения ue(t) между электродами 3 клещей 1 для точечной сварки во время процесса точечной сварки определяется напряжение um(t) через измерительные линии 6. Измерительные линии 6 предпочтительно проводятся по всей длине рычагов 2 клещей и соединяются с расположенным на клещах 1 для точечной сварки измерительным прибором 8. При этом в частности, посредством протекающего сварочного тока i(t) индуцируется напряжение ui(t) в измерительных линиях 6, и результат измерения искажается. Дополнительно на индуктированное напряжение ui(t) влияет деталь 13. Для компенсации данного индуктированного напряжения ui(t), которое накладывается на напряжение um(t), компенсационная катушка 7 предпочтительно располагается над частью образованной посредством измерительных линий 6 и электродов 3 катушки для создания индуктивной связи катушек. В компенсационной катушке 7 напряжение индуцируется исключительно посредством протекающего в процессе точечной сварки тока i(t). Оно измеряется в виде напряжения компенсации uk(t). Предпочтительно компенсационная катушка 7 проводится над частью рычагов 2 клещей и коромысел 14 так, что доступ к клещам 1 для точечной сварки не ухудшается. При этом важно, что в соответствующем измерительном приборе 8 напряжение um(t) и напряжение компенсации uk(t) регистрируются отдельно друг от друга и обрабатываются. Посредством напряжения компенсации uk(t), следовательно, можно определить наведенное на измеряемое напряжение um(t) напряжение ui(t) так, что можно точно получить напряжение на электродах ue(t).
На фиг.2 при помощи временной характеристики сварочного тока i(t), напряжения um(t) и напряжения компенсации uk(t) в среднечастотной установке постоянного тока показан способ в соответствии с изобретением для определения временной зависимости напряжения на электродах ue(t) во время процесса точечной сварки на среднечастотной установке. Сварочный ток i(t) течет от источника 5 питания через подводящие провода 4 и рычаги 2 клещей к электродам 3 в омическую индуктивную цепь и по этой причине в ней невозможны скачкообразные изменения. Области сварочного тока i(t) с положительным и отрицательным шагом генерируются через управление сварочного трансформатора в источнике 5 питания. На изображении вместо фактической характеристики в виде показателя степени экспоненциальной зависимости были аппроксимированы положительные и отрицательные шаги сварочного тока i(t) посредством прямых линий. Далее ограниченные шаги скачкообразных составляющих сигнала были аппроксимированы при помощи вертикальных линий.
Напряжение um(t) составляется дополнительно из индуктированного напряжения ui(t) и напряжения на электродах ue(t). При этом на индуктированное напряжение ui(t) влияет свариваемая деталь 13, так как деталь 13 перемещается в образованную измерительными линиями 6 катушку и магнитный поток катушки изменяется. Кроме того, следует отметить, что положение детали 13 изменяется с каждьм сварным соединением, как обозначено стрелкой на фиг.1.
В противоположность напряжению um(t) кривая напряжения uk(t) на компенсационной катушке 7 пропорциональна производной сварочного тока i(t), так как деталь 13 не оказывает влияния на магнитный поток в компенсационной катушке 7. Скачкообразные изменения характеристики напряжения компенсации uk(t) и напряжения um(t) соответствуют точкам перегиба кривой сварочного тока i(t).
Путем сравнения напряжения um(t) и напряжения компенсации uk(t) в области скачкообразных изменений, например в момент t1, измерительный прибор 8 может определить соотношение v(t), основываясь на амплитуде скачка изменения напряжения. Данное соотношение v(t) необходимо, чтобы можно было компенсировать неодинаковые площади измерительной и компенсационной катушки 7, и судить по напряжению компенсации uk(t) об индуктированном напряжении ui(t). Если напряжение компенсации uk(t) перемножить с данным полученным соотношением v(t) и вычесть из напряжения um(t), то получается точное значение напряжения на электродах ue(t). Таким образом, из напряжения um(t) исключается индуктированное напряжение ui(t). Из данного напряжения на электродах ue(t) дополнительно должно быть вычтено еще и падение напряжения uL(1) из-за сопротивления подводящих проводов 4. Это необходимо, так как измерительные линии 6 не могут быть проведены к каждому участку электродов 3, которые образуют сварное соединение. Соответственно электроды 3 также должны регулярно меняться. По этой причине измерительные линии 6 закрепляются главным образом в так называемых держателях 15, которые зажимают электрод 3. Это значит, что в данном случае измеряется и падение напряжения uL(i) на электродах 3, которые представляют сопротивление и подводящий провод 4. Для того чтобы данное падение напряжения uL(t) могло быть вычтено, необходимо определить значение омического сопротивления во время процесса точечной сварки, однако без соединяемых деталей. Для этого осуществляется процесс точечной сварки, причем электроды 3 соприкасаются, так как нет деталей 13. Таким образом, получают падение напряжения uL(t) посредством того, что из полученного напряжения um(t) вычитают напряжение компенсации uk(t). Данное падение напряжения ub(t) по существу больше не меняется, так как измерительные линии 6 закреплены на держателях 15 электродов, то есть перед электродами 3 с водяным охлаждением. Благодаря этому температура электродов 3 поддерживается постоянной так, что отсутствует влияние на падение напряжения uL(t). Следовательно, в заключение еще может быть вычтено содержащееся в напряжении на электродах ue(t) незначительное падение напряжения uL(i) и может быть точно определено напряжение на электродах ue(t). Благодаря этому при помощи напряжения на электродах ue(t) очень точно может быть оценено качество сварного соединения.
Для того чтобы можно было непрерывно определять напряжение на электродах ue(t), необходимо обновлять соотношение v(t) при каждом скачкообразном изменении напряжения соответственно определять заново. Например, скачкообразные изменения напряжения происходят с частотой в диапазоне до 10 кГц, например 2 кГц. Между скачкообразными изменениями напряжения с помощью полученного при последнем скачкообразном изменении соотношения v(t) определяется напряжение на электродах ue(t). Таким образом, между скачкообразными изменениями напряжения осуществляется аппроксимация напряжения на электродах ue(t). Следовательно, гарантировано постоянное устранение индуктированного напряжения ui(t) в напряжении um(t). Посторонние магнитные поля внешней среды клещей для точечной сварки 1 не влияют на способ в соответствии с изобретением, так как при этом как напряжение um(t), так и напряжение компенсации uk(t) изменяются одинаковым образом.
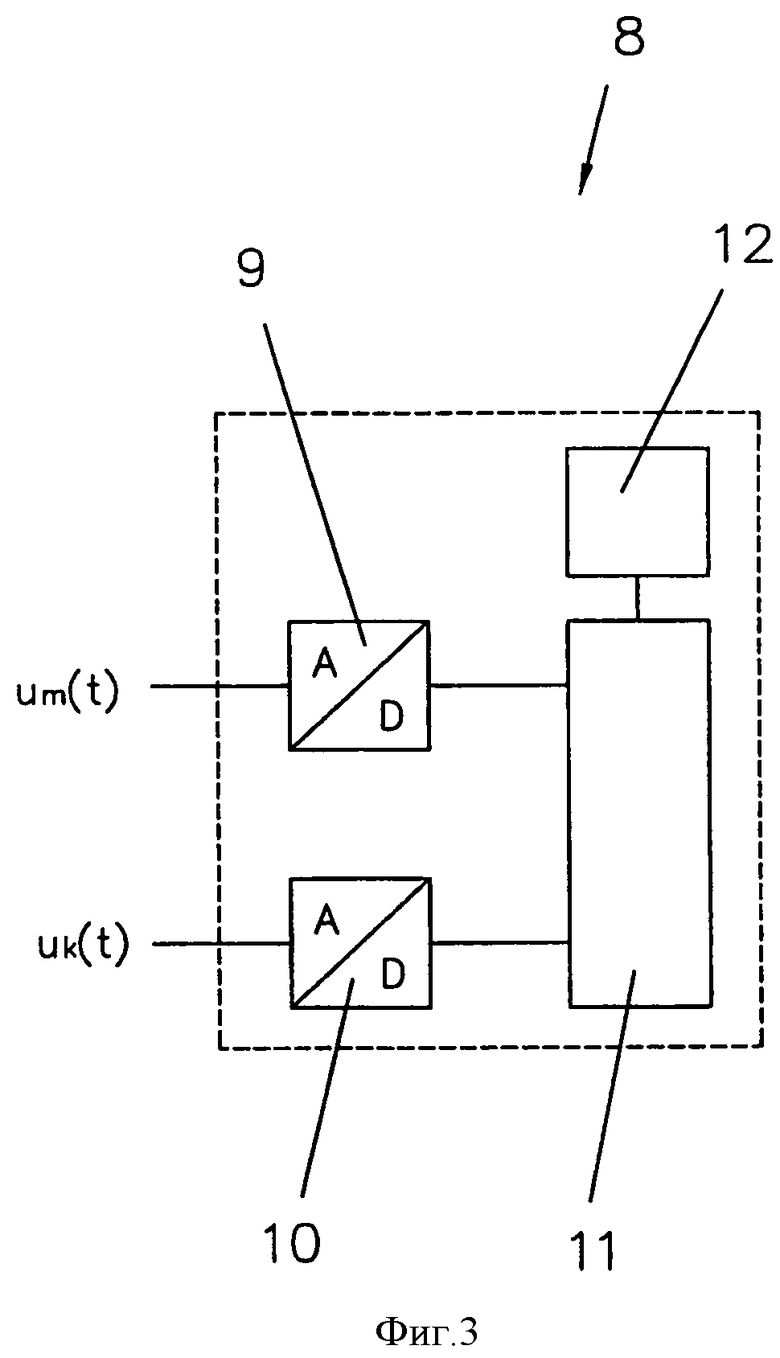
На фиг.3 показана блок-схема возможного измерительного прибора 8 для определения временной зависимости напряжения ue(t) на электродах клещей точечной сварки, содержащая устройство 9 для измерения напряжения um(t) и устройство 10 для измерения напряжения компенсации uk(t). Предпочтительно оба измерительных устройства 9, 10 сконструированы посредством аналого-цифрового преобразователя. Таким образом, оцифрованные значения напряжения um(t) и напряжения компенсации uk(t) поступают в устройство 11 обработки данных, в частности, микропроцессор или программируемую пользователем вентильную матрицу (FPGA), где в соответствии с изобретением осуществляется способ обработка измерительных сигналов и определение напряжения на электродах ue(t). Дополнительно может быть предусмотрено устройство 11 обработки данных с запоминающим устройством 12 для сохранения измеренного напряжения um(t) и напряжения компенсации uk(t) или преобразованных из напряжения um(t) и напряжения компенсации uk(t) величин. Предпочтительно также измерительный прибор 8 закреплен на корпусе клещей (фиг.1) и через систему шин соединен с другими элементами оборудования клещей для точечной сварки 1. Следовательно, оцифровывание аналоговых величин напряжения осуществляется непосредственно на корпусе клещей в измерительном приборе 8. Для повышения гарантии качества используется предпочтительно система шин, работающая в реальном масштабе времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОСТОЯННОГО ТОКА И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2473096C1 |
| Способ динамической компенсации неактивных составляющих мощности | 1988 |
|
SU1624598A1 |
| Компенсационный вольтметр | 1989 |
|
SU1758565A1 |
| Способ измерения напряжения на сварочных электродах | 1986 |
|
SU1362589A1 |
| СПОСОБ И УСТРОЙСТВО ЗАЩИТЫ ОТ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ СВАРНОЙ МЕТАЛЛОКОНСТРУКЦИИ | 2014 |
|
RU2571293C2 |
| Способ контроля и управления процессом контактной сварки | 1981 |
|
SU967729A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1995 |
|
RU2110380C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЭЛЕКТРИЧЕСКИХ ТОКОВ С ПОМОЩЬЮ ПРЕОБРАЗОВАТЕЛЯ ТОКА | 2012 |
|
RU2608329C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ И КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2164846C1 |
| Устройство для контроля величины зазоров между свариваемыми деталями и регулирования процесса контактной точечной сварки | 1988 |
|
SU1646745A1 |
Изобретение касается способа и устройства определения временной зависимости напряжения (ue(t)) на электродах (3) клещей во время процесса точечной сварки как индикатора качества сварки, причем электроды (3) закреплены в перемещающихся друг к другу рычагах клещей (2), блок (9) измерения соединен с проходящими вдоль рычагов клещей (2) измерительными линиями (6), а компенсационная катушка (7) соединена с блоком (10) для измерения напряжения (uk(t)) компенсации погрешностей измерения в измерительных линиях. Для максимально точного определения временной зависимости напряжения (ue(t)) на электродах (3) клещей во время процесса точечной сварки блок (9) для измерения напряжения (um(t)) и блок (10) для измерения напряжения компенсации (uk(t)) выполнены в виде отдельных модулей для раздельной регистрации и соединены с блоком (11) обработки данных. 2 н. и 9 з.п. ф-лы, 3 ил.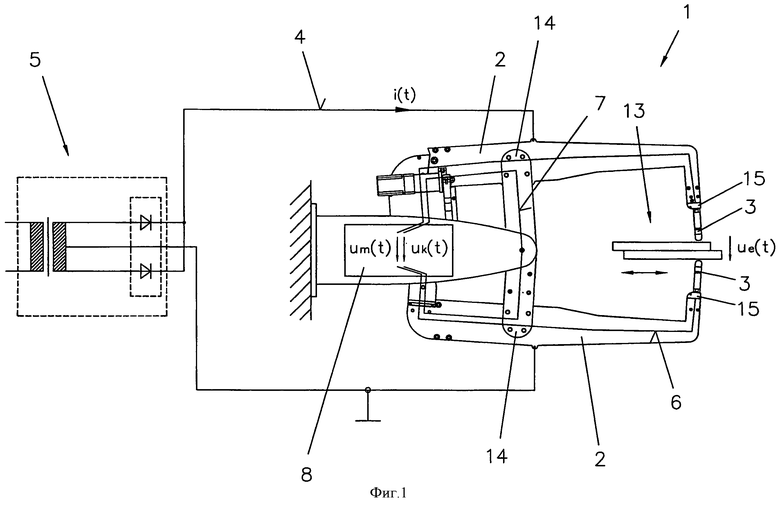
1. Способ определения временной зависимости напряжения (ue(t)) на электродах (3) клещей (1) для точечной сварки во время процесса точечной сварки как индикатора качества сварки, при этом электроды (3) закрепляют в установленных с возможностью перемещения друг к другу рычагах (2) клещей, причем через измерительные линии (6) определяют измеряемое напряжение (um(t)), и при помощи компенсационной катушки (7) измеряют индуктированное напряжение компенсации (uk(t)), отличающийся тем, что измеряемое напряжение (um(t)) и напряжение компенсации (uk(t)) регистрируют отдельно друг от друга и что соотношение (v'(t)) между измеряемым напряжением (um(t)) и напряжением компенсации (uk(t)) определяют в те моменты (t'), в которых возникают скачкообразные изменения напряжения, и напряжение компенсации (uk(t)) умножают на полученное соотношение (v'(t)) и для определения напряжения (ue(t)) на электродах вычитают из измеряемого напряжения (um(t)).
2. Способ по п.1, отличающийся тем, что из измеряемого напряжения (um(t)) с учетом поправки на индуктированное напряжение (ui(t)) вычитают падение напряжения (uL(l)) на сопротивлении подводящих проводов (4) для определения напряжения на электродах (ue(t)).
3. Способ по п.2, отличающийся тем, что омическое сопротивление подводящих проводов (4) для определения падения напряжения (uL(t)) во время процесса точечной сварки определяют заранее без соединяемых деталей (13).
4. Способ по п.1, отличающийся тем, что величины измеряемого напряжения (um(t)) и напряжения компенсации (uk(t)) преобразуют в цифровые и подают их в устройство обработки данных (11).
5. Способ по п.1, отличающийся тем, что посредством компенсационной катушки (7) перекрывают часть определенной измерительными линиями (6) площади.
6. Способ по любому из пп.1-5, отличающийся тем, что сохраняют регистрируемое измеряемое напряжение (um(t)) и напряжение компенсации (uk(t)) и/или производные от них величины.
7. Устройство для определения временной зависимости напряжения (ue(t)) на электродах (3) клещей (1) во время процесса точечной сварки как индикатора качества сварки, закрепленных в установленных с возможностью перемещения друг к другу рычагах (2) клещей, содержащее блок (9) для измерения напряжения (um(t)) между электродами (3), соединенный с измерительными линиями (6), расположенными вдоль рычагов (2) клещей, и компенсационную катушку (7) для измерения напряжения (uk(t)) компенсации погрешностей измерения в измерительных линиях (6), отличающееся тем, что блок (9) измерения измеряемого напряжения (um(t)) и блок (10) измерения напряжения компенсации uk(t) выполнены в виде отдельных модулей для раздельной регистрации и соединены с блоком (11) обработки полученных результатов измерений, причем упомянутый блок (11) выполнен с возможностью регистрации измеряемого напряжения (um(t)) и напряжения компенсации (uk(t)) и определения соотношения (v'(t)) между измеряемым напряжением (um(t)) и напряжением компенсации (uk(t)) в те моменты (t'), в которых возникают скачкообразные изменения напряжения, для перемножения напряжения компенсации (uk(t)) с полученным соотношением (v'(t)) и для вычитания перемноженного с соотношением (v'(t)) напряжения компенсации (uk(t)) из измеряемого напряжения (um(t)) для определения напряжения на электродах (ue(t)).
8. Устройство по п.7, отличающееся тем, что компенсационная катушка (7) перекрывает часть определенной измерительными линиями (6) площади.
9. Устройство по п.8, отличающееся тем, что компенсационная катушка (7) выполнена как катушка Роговского.
10. Устройство по п.7, отличающееся тем, что предусмотрено запоминающее устройство (12) для сохранения измеренного напряжения (um(t)), напряжения компенсации (uk(t)) и/или производных от них величин.
11. Устройство по любому из пп.7-10, отличающееся тем, что измерительные линии (6) закреплены в держателях (15) для зажатия электродов (3).
| DE 3129170 A, 11.03.1982 | |||
| Устройство для измерения напряжения на сварочных электродах | 1978 |
|
SU764895A1 |
| Устройство для измерения напряжения на сварочных электродах | 1981 |
|
SU998054A1 |
| Способ контроля процесса контактной сварки | 1984 |
|
SU1232429A1 |
| Способ измерения напряжения на электродах сварочной машины переменного тока | 1985 |
|
SU1320034A1 |
| Способ измерения напряжения на сварочных электродах | 1986 |
|
SU1362589A1 |
| Устройство для управления процессом контактной точечной сварки | 1990 |
|
SU1743766A1 |
| Способ контроля и управления процессом контактной сварки | 1991 |
|
SU1816604A1 |
| US 4714816 A, 22.12.1987 | |||
| US 4939335 A1, 03.07.1990. | |||

