Область техники, к которой относится изобретение
Настоящее изобретение относится к области сварки, в частности к сварочному аппарату.
Уровень техники
Сварка наружных угловых сварных швов малых держателей трубы чрезвычайно распространена в реальных производствах, таких как котлы, сосуды под давлением, нефтехимическая, судостроительная и другие отрасли промышленности.
Для изделия с малым держателем трубы с небольшими шагами и длинным держателем трубы с длинными шагами или для верхушек с коленами, как при сварке длинного держатели трубы на коллекторах котлов, автоматическая сварка малых держателей трубы всегда была проблемой. С непрерывным улучшением параметров продукта котла также постоянно улучшается марка материала коллекторов котла. Для котлов с высокими параметрами, материал 12Cr1MoVG и указанные выше материалы стали основным материалом для коллекторных продуктов. В настоящее время такими расходными материалами для сварки являются в основном фитильные проволоки диаметром 1,2 мм. Из-за плохой жесткости фитильной проволоки сопротивление подачи проволоки велико, и стабильность сварки низка. В то же время большинство коллекторов котлов в основном представляют собой конструкции с длинными держателями труб, а пространство для сварки мало, и в связи с этим доступность является плохой. Уровень материала основного металла и сложность сварной конструкции увеличивают трудность сварки и выставят более высокие требования к гарантии качества сварки. В настоящее время угловые сварные швы малых держателей трубы в отечественных котельных промышленностях свариваются вручную, сварочная нагрузка и трудоемкость большая, качество сварки сильно зависит от человеческого фактора, без надежной гарантии качества, и эффективность производства низкая.
Китайский патент ZL200410025592.9 раскрывает технологию и устройство автоматической сварки для соединения длинных труб в коллекторе котла и относится к технологии сварки для соединения длинных труб в коллекторе котла - аргонодуговая сварка без наполнения (TIG), в котором устройство перерабатывает из стабильного трубосварочного аппарата на рынке, данное устройство включает вращающийся механизм, двигатель и т.д. Однако, поскольку заполнение сварочной проволоки не может быть достигнуто, оно подходит только для подсварки (самофлюсования) снаружи соединения длинного держатели трубы, и сварка наружного углового шва не может быть завершена.
Также, в китайском патенте ZL201220432549.4 описано улучшенное автоматическое сварочное оборудование под флюсом для углового сварного шва коротких труб в коллекторе, так как оно вставляется в центр трубы для позиционирования, поэтому можно сваривать только держатель короткой трубы, а держатель длинной трубы и держатель длинной трубы с коленом на верхней части нельзя сваривать.
Следовательно, сварка держателя трубы коллекторов в котельной промышленности и других отраслях промышленности с аналогичными производственными процессами требует разработки устройства, которое могло бы обеспечить автоматическую сварку наружных угловых сварных швов малых держателей трубы, чтобы значительно повысить степень автоматизации, эффективность производства и качество продукции.
Раскрытие изобретения
Задачей настоящего изобретения является создание сварочного аппарата, который осуществлял бы непрерывную подачу кабеля сварочной горелки вокруг трубы (≥400°) и решение проблемы сварки наружного углового сварного шва на плотный длинный держатель трубы и длинной трубы с коленом на верхней части. Задачей настоящего изобретения также является создание сварочного аппарата, который являлся бы удобным и быстрым в позиционировании, гибким и простым в эксплуатации и имел бы низкие требования к точности обработки и сборки разделки малых держателей трубы.
Вышеуказанная задача достигается за счет сварочного аппарата, включающего корпус, двигатель, приводной механизм и U-образное тело вращения, при этом двигатель выполнен с возможностью приведения во вращение U-образного тела вращения по часовой стрелке и против часовой стрелки через приводной механизм, причем корпус снабжен U-образным отверстием, на U-образном теле вращения предусмотрена U-образная кабельная направляющая, которая снабжена кронштейном сварочной горелки, на которой установлен наконечника сварочного пистолета, при этом наконечник сварочного пистолета соединен с кабелем, а одна сторона U-образной кабельной направляющей шарнирно снабжена перемычкой, выполненной с возможностью вращения до закрытия отверстия U-образной кабельной направляющей.
В частном варианте осуществления изобретения кронштейн сварочной горелки может быть расположен с возможностью перемещения вверх и вниз на U-образной кабельной направляющей.
В частном варианте осуществления изобретения U-образная кабельная направляющая может быть снабжена направляющей выпуклостью.
В частном варианте осуществления изобретения перемычка может являться раскладной.
В частном варианте осуществления изобретения сварочный аппарат может содержать группу ножек, расположенных, соответственно, на корпусе.
В частном варианте осуществления изобретения сварочный аппарат может содержать центральный установочный модуль, расположенный в нижней части внутри U-образного отверстия корпуса, при этом центральный установочный модуль может быть снабжен сменным установочным штырем.
В частном варианте осуществления изобретения сварочный аппарат может содержать пару упругих зажимных пластин, расположенных с обеих сторон внутренней части U-образного отверстия корпуса.
В частном варианте осуществления изобретения сварочный аппарат может содержать кронштейн ввода кабеля, расположенный на корпусе, при этом кабель сварочной горелки может быть пропущен черех кронштейн ввода кабеля.
В частном варианте осуществления изобретения сварочный аппарат может содержать пружину, при этом один конец пружины может быть прикреплен к кронштейну ввода кабеля, а другой конец пружины - к кабелю.
В частном варианте осуществления изобретения сварочный аппарат может быть снабжен ручкой, расположенной на верхней поверхности корпуса.
Данный сварочный аппарат может использоваться для автоматической сварки наружных угловых сварных швов малых держателей трубы, преодолевает ограничения текущего уровня техники, достигает разнообразия технологии сварки и обширных областей применения, и его основные полезные эффекты и преимущества заключаются в следующем:
Кабель сварочного пистолета намотан на U-образную кабельную направляющую ≥400°, что обеспечивает транспортировку сварочной проволоки (входящей в состав кабеля) (особенно фитильной проволоки) при условии окружности R50 мм и намотки ≥400°. По существу решена проблема сварки наружных угловых сварных швов на плотный длинный держатель трубки и длинный держатель трубы с коленом на верхней части;
Методы позиционирования и зажима просты и эффективны;
Положение наконечника сварочного пистолета регулируемое;
Сварочный аппарат спроектирован как ручная конструкция и весит всего около 4 кг, он занимает небольшое пространство, является гибким, простым в эксплуатации и имеет широкий спектр практических применений.
Краткое описание чертежей
Настоящее изобретение будет подробно описано ниже со ссылками на сопутствующие чертежи и предпочтительный вариант осуществления изобретения.
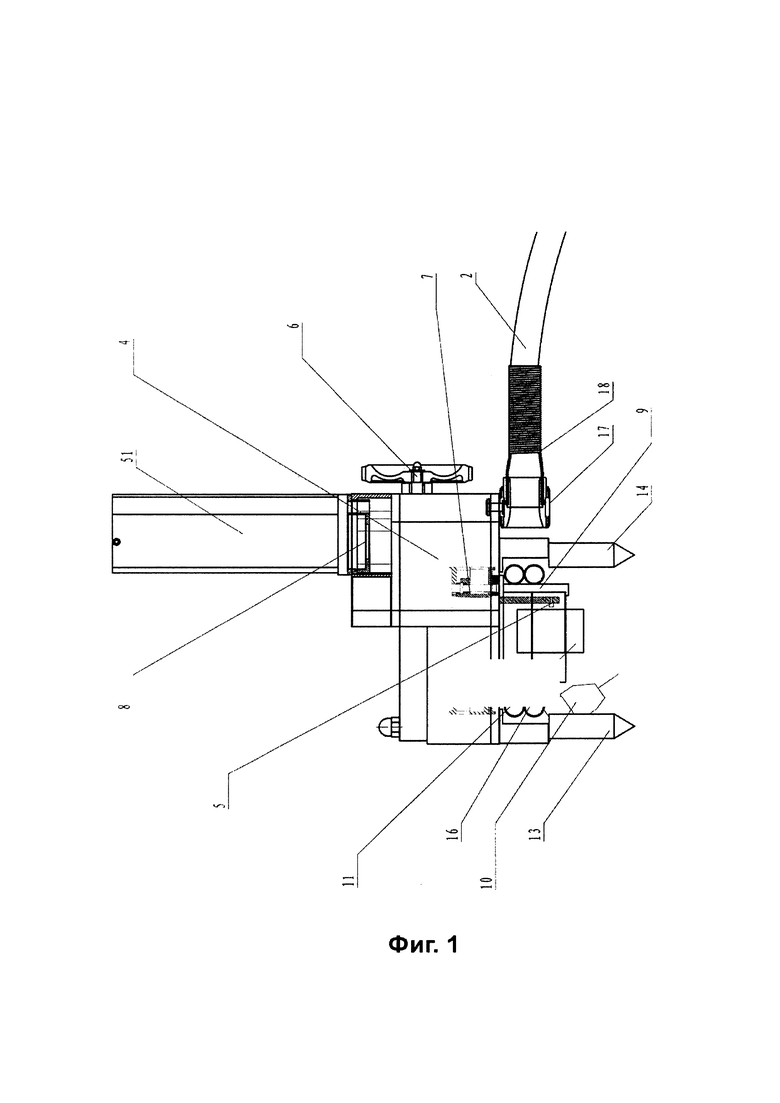
На Фиг. 1 показан схематический вид сварочного аппарата в соответствии с вариантом осуществления настоящего изобретения.
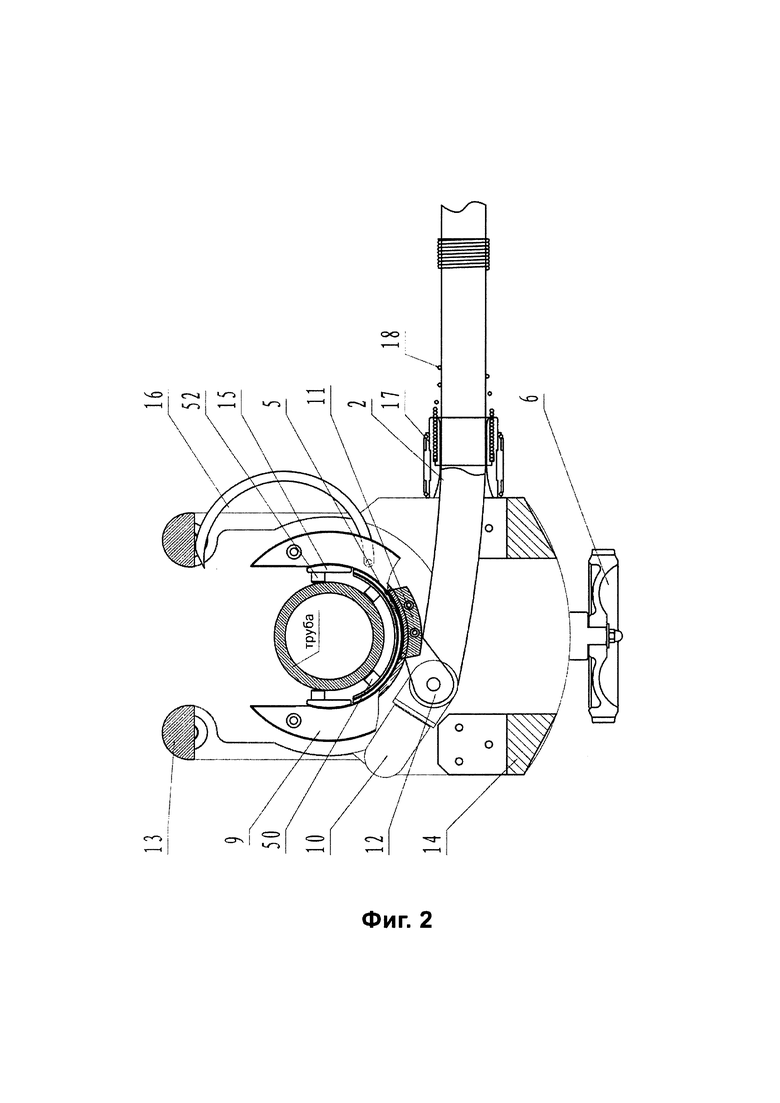
На Фиг. 2 показан вид в разрезе сварочного аппарата в соответствии с вариантом осуществления настоящего изобретения.
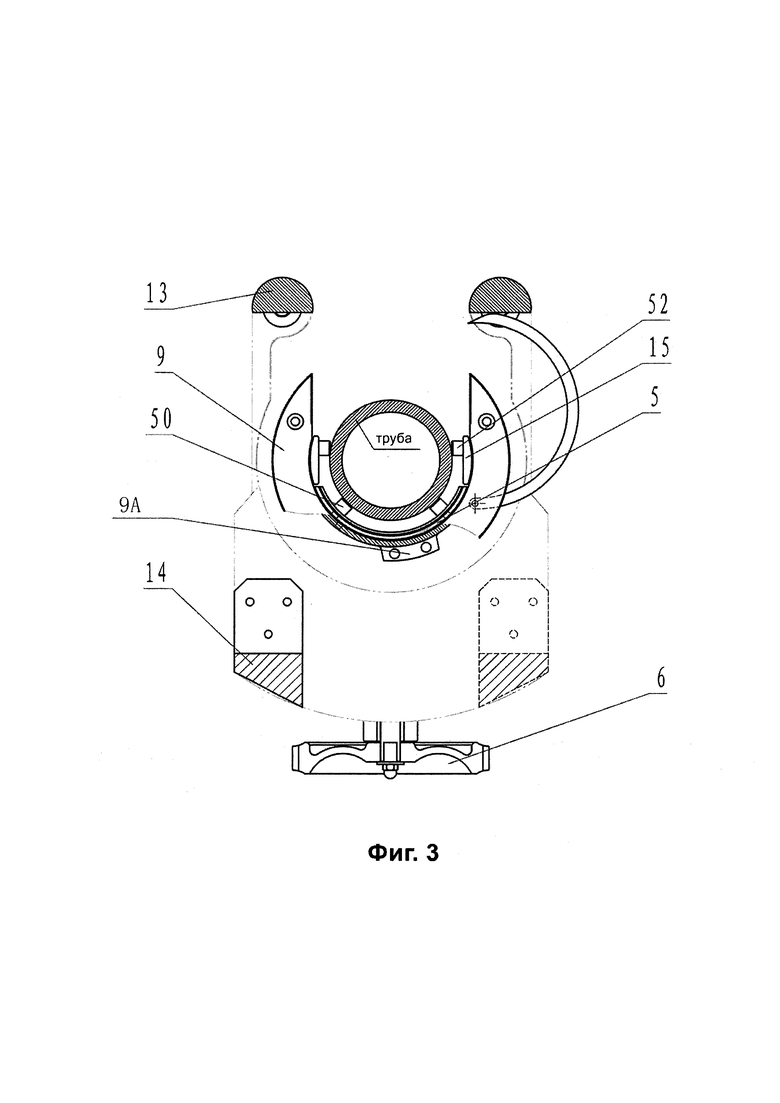
Фиг. 3 показан вид в разрезе сварочного аппарата, показанного на Фиг. 2, без сварочной горелки.
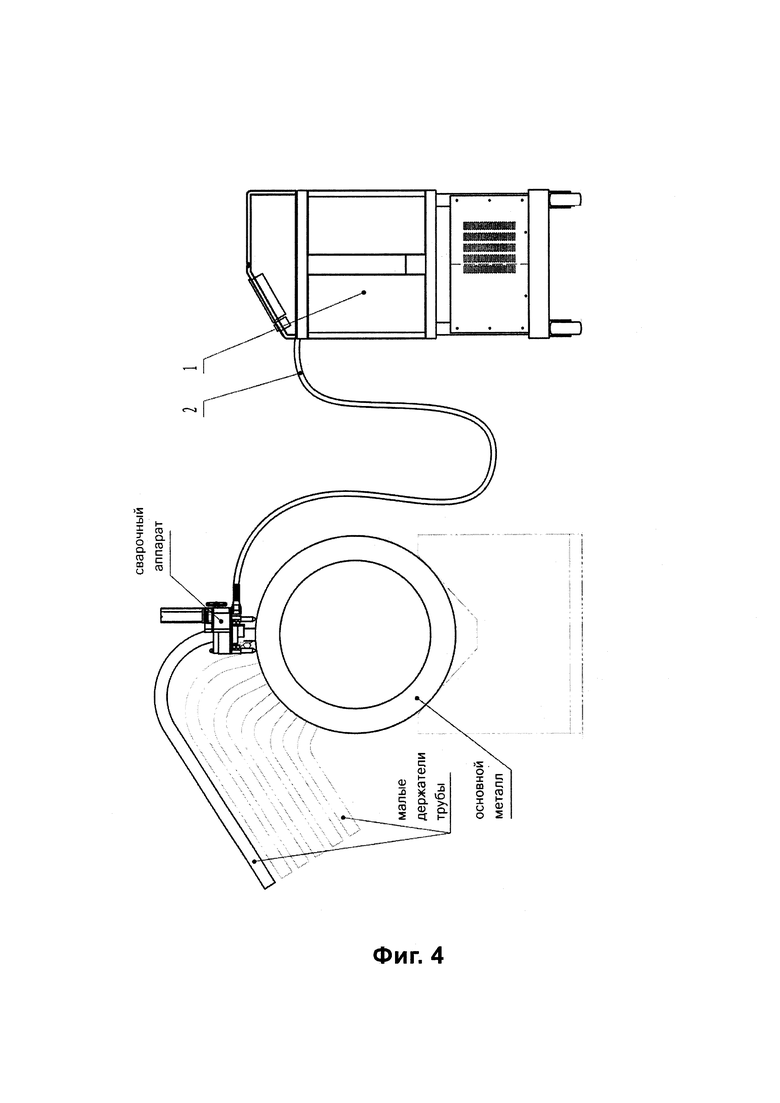
Фиг. 4 показан схематичный вид, иллюстрирующий рабочее состояние сварочного аппарата в соответствии с вариантом осуществления настоящего изобретения.
Для ясности чертежи являются схематичными и упрощенными, и даны только детали, необходимые для понимания изобретения, а другие детали опущены.
Осуществление изобретения
Следующее подробное описание может пояснить сферу применения настоящего изобретения. Однако следует отметить, что подробное описание и конкретные варианты осуществления представлены в целях объяснения.
На Фиг. 1 показан схематический вид сварочного аппарата в соответствии с вариантом осуществления настоящего изобретения. На Фиг. 2 показан вид в разрезе сварочного аппарата, показанного на Фиг. 1. Фиг. 3 иллюстрирует вид в разрезе сварочного аппарата, показанного на Фиг. 2, без сварочной горелки. Как показано на Фиг. 1-3, сварочный аппарат этого варианта осуществления включает в себя корпус 4, двигатель (не показан), приводной механизм 8, U-образное тело вращения 7, U-образная кабельная направляющая 9, кронштейн сварочной горелки 11 и наконечник 10 сварочного пистолета, кабель 2 (горелки), две передние ножки 13, две задние ножки 14, центральный установочный модуль 5, упругая прижимная пластина 15, ручка 51, кронштейн ввода кабеля 17 и пружина 18. Ручка 51 расположена на верхней поверхности корпуса 4, а двигатель и редуктор скорости (не показаны) расположены в ручке 51, а U-образное дело возвращения 7 собрано на корпусе 4. Передняя ножка 13 и задняя ножка 14 соответственно расположены на корпусе 4, а высоты передней ножки 13 и задней ножки 14 регулируются, например, путем применения прокладок разной высоты, так что высоты передней ножки 13 и задней ножки 14 составляют разные, чтобы удовлетворить различные сценарии применения. Центральный установочный модуль 5 расположен на нижней стороне U-образного отверстия корпуса 4, центральный установочный модуль 5 снабжен сменным позиционирующим штифтом 50, упругая зажимная пластина 15 со сменным стопорным штифтом 52 расположена внутри с обеих сторон U-образного отверстия корпуса 4. U-образное тело вращения 7 вращается по часовой стрелке и против часовой стрелки с помощью двигателя редуктора и приводного механизма 8 с зубчатой передачей, а корпус 4 имеет U-образное отверстие. U-образная кабельная направляющая 9, такая как U-образный элемент кабельного паза, закреплена на нижней плоскости U-образного тела вращения 7 и вращается вместе с ней. Верхний и/или нижний край U-образной кабельной направляющей 9 могут быть снабжены направляющей выпуклостью 9А, чтобы лучше направлять кабель 2 для наматывания вокруг U-образной кабельной направляющей 9, кронштейн сварочной горелки 11 расположен на U-образной кабельной направляющей 9 с возможностью регулировки высоты. Например, на кронштейне сварочной горелки 11 предусмотрен скатный лоток, а выпуклость, предусмотренная на стенке U-образной кабельной направляющей 9, проходит через скатный лоток, так что кронштейн сварочной горелки 11 можно перемещать вверх и вниз и фиксировать с помощью фиксирующего устройства. Наконечник сварочного пистолета 10 расположен на кронштейне сварочной горелки 11, наконечник сварочного пистолета 10 подключен к кабелю 2, кронштейн ввода кабеля 17 расположен на корпусе 4, кабель сварочной горелки 2 проходит через кронштейн ввода кабеля 17, и один конец пружины 18 закреплен на кронштейне для ввода кабеля 17, другой конец пружины 18 прикреплен к кабелю 2, и одна сторона U-образной кабельной направляющей 9 шарнирно снабжена перемычкой 16, а перемычка 16 выполнена с возможностью переворота для закрытия U-образного открытия кабельной направляющей 9. В другом варианте осуществления сама перемычка 16 раскладная, например: с двумя частями, соединенными вместе шарниром.
В другом варианте осуществления упругая зажимная пластина 15 может быть соединена с зажимным ручным колесом 6 через соединительную конструкцию (не показана), и вращение зажимного ручного колеса 6 по часовой стрелке и против часовой стрелки управляет зажимом и отпуском упругой зажимной пластины 15, так же наоборот.
Фиг. 4 представляет собой схематический вид, показывающий рабочее состояние сварочного аппарата, показанного на Фиг. 1-3. Сварочный аппарат согласно настоящей заявке соединен с тележкой 1 через интегральный кабель 2, который осуществляет подведение сварочной проволоки, воды, газа и/или электричества. При автоматической сварке углового шва малых держателей трубы, малые держатели трубы и основной металл подвергаются точечной сварке на 2-4 точки ручным способом. Затем отверстие двух передних ножек 13 сварочного аппарата выравнивается и вставляется в держатели так, что центральная установочная модуль 5 упирается в наружную стенку трубы, а две передние ножки 13 и две задние ножки 14 контактируют с поверхностью нижнего основного металла. Когда зажимное ручное колесо 6 вращается по часовой стрелке, упругая зажимная пластина 15 будет зажимать наружную стенку трубы внутрь.
Регулирует высоту кронштейна сварочной горелки 11, чтобы наконечник сварочного пистолета 10 был точно выровнен с областью сварки. После начала сварки наконечник сварочной пистолета 10 вращается вокруг трубы с кабелем сварочной горелки 2 под действием U-образной кабельной направляющей 9, и сварочная проволока и защитный газ направляются к наконечнику сварочного пистолета 10 через кабель 2, и начинает автоматически поворачиваться и привариваться к наружному угловому сварному шву малых держателей трубы. В процессе сварки кабель 2 втягивается в сварочный аппарат через кронштейн ввода кабеля 17 и наматывается вокруг внешней стенки U-образной кабельной направляющей 9, такой как ≥360°, например, больше ≥400°, и одновременно пружина 18, крепящаяся к кронштейну ввода кабеля 17, сжимается и хранится для подготовки к вытягиванию кабеля 2. Когда кабель 2 непрерывно подается, перемычка 16 прижимается внутрь под давлением, и внутренняя дуга только накроется отверстием U-образной кабельной направляющей 9 для защиты кабеля 2. Может проводиться непрерывная сварка внахлестку, декоративная сварка, заполнение кратера и остановка вращения. Когда сварка завершена, начало возвращается, наконечник 10 сварочного пистолета поворачивается с высокой скоростью, и пружина 18 вытягивает кабель 2 из кронштейна ввода кабеля 17, и перемычка 16 автоматически открывается. Сварочный аппарат удален, и следующий держатель трубы может быть приварен.
Заявленный сварочный аппарат решает проблему автоматической сварки снаружи плотной длинной трубки и длинной трубки с коленом на верхней части. Используя внешнюю стенку трубы для обеспечения непрерывной подачи проволоки кабеля сварочной горелки вокруг трубы (≥400°) во время сварки сварочной горелки, можно использовать метод сварки GMAW, FCAW или SAW, чтобы сделать основание, ширину и крышку основания наперстков и конечно выполнять сварку полного наружного углового шва.
Если это четко не указано, то единственные формы "один", "то" также могут иметь знание множественного числа (то есть имеют знание "не менее одного"). И следует дальше понимать, что такие термины, как «иметь», «включать» и/или «содержать» используемые в описании, показаны указанные особенности, этапы, операции, элементы и/или их компоненты, но не исключена возможность наличия или увеличения одного или многих особенностей, этапов, операцией, элементов, компонентов и/или их комбинаций. Например, термин «и/или», используемый в описании, включает в себя любые и все комбинации одного или нескольких связанных перечисленных элементов.
Некоторые предпочтительные варианты осуществления были описаны выше, но следует подчеркнуть, что настоящее изобретение не ограничено вариантами осуществления, но может быть реализовано в других вариантах осуществления в пределах предмета изобретения, и другие варианты осуществления не обязательно включают в себя все элементы, составляющие примера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ СИСТЕМА С ДВУМЯ НАПРАВЛЯЮЩИМИ | 2022 |
|
RU2795223C1 |
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ СВАРОЧНОГО НАКОНЕЧНИКА ПИСТОЛЕТА ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2012 |
|
RU2607501C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНТА | 1997 |
|
RU2209094C2 |
| Сварочный пистолет | 2015 |
|
RU2664991C9 |
| Аппарат и способ применения сварки вращающейся дугой | 2013 |
|
RU2662279C2 |
| ИМИТАТОР СВАРКИ ТРУБ В ВИРТУАЛЬНОЙ СРЕДЕ | 2009 |
|
RU2492526C2 |
| СВАРОЧНАЯ РАБОЧАЯ СТАНЦИЯ | 2022 |
|
RU2798277C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ ОТРЕЗКОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2017 |
|
RU2750760C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КОНВЕКТИВНЫХ СЕКЦИЙ ВОДОГРЕЙНЫХ КОТЛОВ | 2019 |
|
RU2717762C1 |
Изобретение относится к сварочному аппарату. Аппарат содержит корпус (4), двигатель, приводной механизм (8) и U-образное тело вращения (7). Двигатель выполнен с возможностью приведения во вращение U-образного тела вращения по часовой стрелке и против часовой стрелки через приводной механизм (8). Корпус (4) выполнен с U-образным отверстием. На U-образном теле вращения (7) предусмотрена U-образная кабельная направляющая (9) с кронштейном (11) сварочной горелки, на которой установлен наконечник (10). При этом наконечник (10) сварочной горелки соединен с кабелем (2), а на одной стороне U-образной кабельной направляющей (9) шарнирно установлена перемычка (16), выполненная с возможностью вращения до закрытия отверстия U-образной кабельной направляющей (9). Технический результат состоит в том, что сварочный аппарат не ограничен длиной и формой малых держателей трубы, реализует автоматизацию сварки, является гибким и простым в эксплуатации, а также улучшает качество и эффективность сварки. 9 з.п. ф-лы, 4 ил.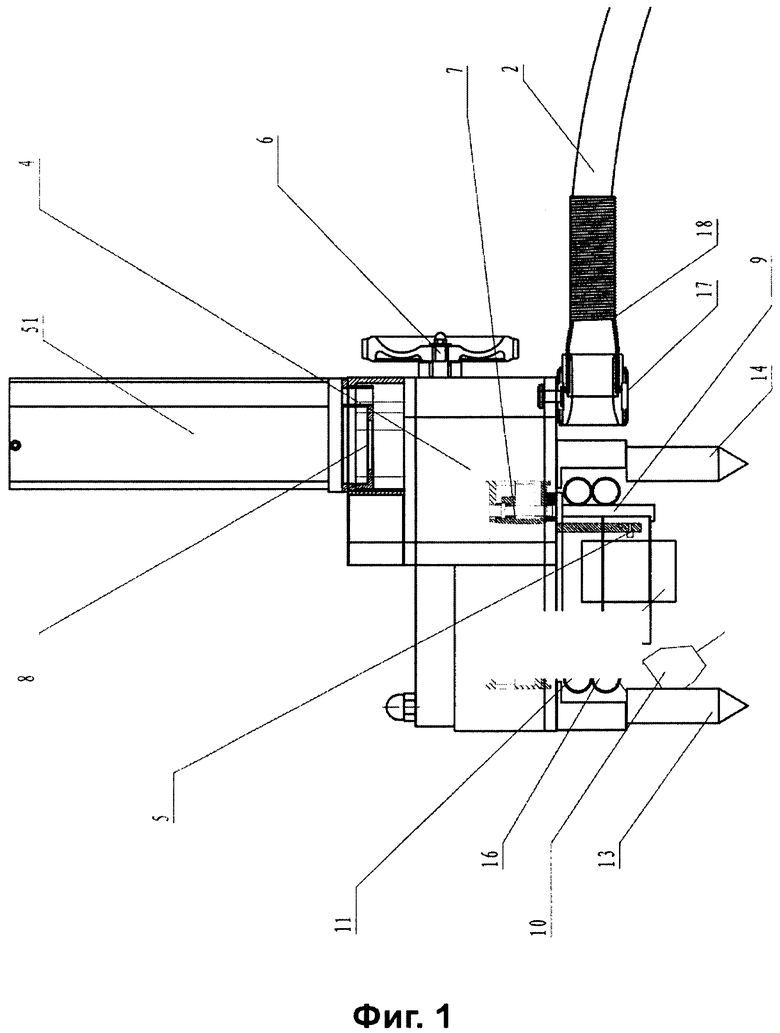
1. Сварочный аппарат, содержащий корпус (4), двигатель, приводной механизм (8) и U-образное тело вращения (7), при этом двигатель выполнен с возможностью приведения во вращение U-образного тела вращения по часовой стрелке и против часовой стрелки посредством приводного механизма (8), причем корпус (4) имеет U-образное отверстие, на U-образном теле вращения (7) выполнена U-образная кабельная направляющая (9), на которой установлен кронштейн (11) сварочной горелки, на которой установлен наконечник (10), при этом наконечник (10) сварочной горелки соединен с кабелем (2), а на одной стороне U-образной кабельной направляющей (9) установлена перемычка (16) шарнирно и с возможностью вращения для закрытия отверстия U-образной кабельной направляющей (9).
2. Аппарат по п. 1, отличающийся тем, что кронштейн (11) сварочной горелки расположен с возможностью перемещения вверх и вниз на U-образной кабельной направляющей (9).
3. Аппарат по п. 1, отличающийся тем, что U-образная кабельная направляющая (9) выполнена с направляющей выпуклостью (9А).
4. Аппарат по п. 1, отличающийся тем, что перемычка (16) выполнена раскладной.
5. Аппарат по п. 1, отличающийся тем, что он содержит группу ножек (13, 14), расположенных, соответственно, на корпусе (4).
6. Аппарат по п. 1, отличающийся тем, что он содержит центральный установочный модуль (5), расположенный в нижней части внутри U-образного отверстия корпуса (4), при этом центральный установочный модуль (5) снабжен сменным установочным штырем (50).
7. Аппарат по п. 1 или 6, отличающийся тем, что он содержит пару упругих зажимных пластин (15), расположенных с обеих сторон внутренней части U-образного отверстия корпуса (4).
8. Аппарат по п. 1, отличающийся тем, что он содержит кронштейн ввода кабеля (17), расположенный на корпусе (4), при этом кабель (2) сварочной горелки пропущен через кронштейн ввода кабеля (17).
9. Аппарат по п. 8, отличающийся тем, что он содержит пружину (18), при этом один конец пружины (18) прикреплен к кронштейну ввода кабеля (17), а другой конец пружины (18) - к кабелю (2).
10. Аппарат по п. 1, отличающийся тем, что он снабжен ручкой (51), расположенной на верхней поверхности корпуса (4).
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1097471A1 |
| SU 1827943 A1, 20.04.1996 | |||
| Головка для автоматической сварки неповоротных стыков труб | 1988 |
|
SU1563931A1 |
| CN 1714979 A, 04.01.2006 | |||
| JP 58009789 A, 20.01.1983 | |||
| US 8864012 B2, 21.10.2014 | |||
| JP 2001321944 A, 20.11.2001. | |||

