Изобретение опносится к трубО|П1рО(Кат1НОму HiHCTipiyMeiHTy для .ггроиэводсива бесшовных горячекатаиых труб.
Иэве стный тех1нолог.ичеокий ивструмеят «осоваЛКОИото прошивного сгана состоит из бочкообразных валков с пережимом, оси которых развернуты на угол подачи относительно оси прокат1ки, лйнеак, образующих с валкаМ.и калибр, и оправки с носиком, выдвииутым за пережил вал«0 В шротив хода прокатки.
Показательной характеристикой .процесса прошивки служит величина обжатия металла, зависящая от целе;во1по ряда факторов, в том числе от размера и формы применяемо по инстру1мента. От величины обжатия зависят напряжения в сердцевине заготоеки, которые приводят к нарушению оплошности металла и образованию внутренних плен или трещин, остающихся на готовых трубах.
Цель изобретения-еовышение степени обжатия и улучшение поверхности гильзы.
Для этого ошравка на учасже, соответствующем пережиму валков, имеет кольцевую выемку.
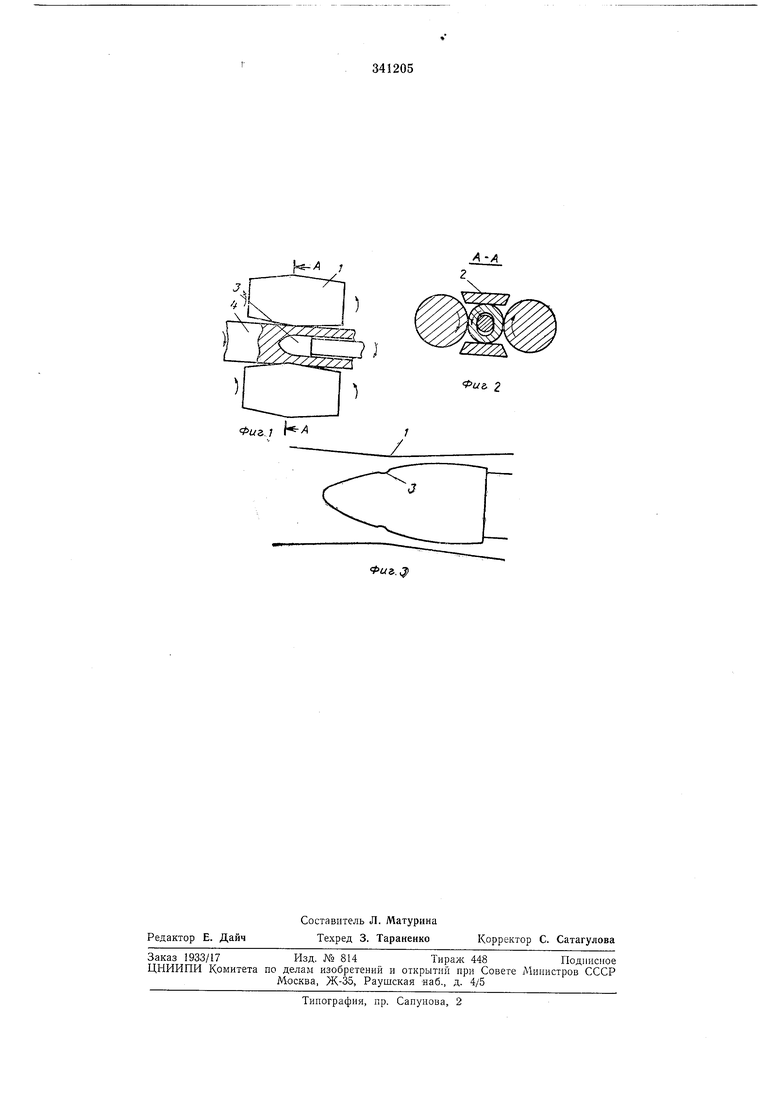
На ф.иг. 1 изображен о:чаг деформации металла на прошивном косовалковом стане в плане; на фиг. 2 -разрез по А-А на фиг. 1; на фиг. 3-очаг деформации в увеличенном масштабе и онраяка с выемкой.
Технологический инструмент включает два бочкообразных валка с пережимом / в виде цилиндрической поверхности, соединяющей два больших оонования усеченных конусов, две л.инейки 2 и ооравку 3 с .кольцевой выемкой.
При прош|И В1ке сплощиую заготовку 4 задают в бочкообразные валки с пережи.мом /, вращающиеся в одну сторону, которые зах|ватывают заготовку и, придавая ей винтовое движение, перемещают навстречу оправ1ке 3. Величина обжатия перед оправкой должна обеспечить надежный вторичный зах.ват и устойчивый процесс прошивки без образования полости перед оправкой.
Кольцевая выемка на участке оправии, расположенном в зоне пережи1ма валков, позволяет увеличить обжатие и улучшить поверхность прошитой заготовки.
Предмет изобретения
Технологический инструмент косовалков ого прощи1виого стана, включающий два бочкообразных валка с пережимом, две линейки и
оправку с носиком, выдвинутьим за пережим валков против хода прокатки, отличающийся тем, что, с целью повышения степени обжатия и улучшения поверхности гильзы, оправка на участке, соответстБующе М пережиму
Ц-Xl /
-4-xl
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| Технологический инструмент для винтовой прошивки | 1978 |
|
SU753505A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| Технологический инструментпРОшиВНОгО КОСОВАлКОВОгО CTAHA | 1979 |
|
SU804021A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ РАБОЧЕЙ КЛЕТИ ПРОШИВНОГО СТАНА | 1972 |
|
SU428798A1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| Технологический инструмент косовалкового прошивного стана | 1990 |
|
SU1796306A1 |
| Технологический инструмент дискового прошивного стана | 1976 |
|
SU548327A1 |
| Технологический инструмент косовалкового прошивного стана | 1977 |
|
SU716655A1 |