Изобретение относится к прокатной установке и к способу получения трубчатого продукта.
Из практики известно о получении трубчатых продуктов на прокатных установках, в которых, начиная с исходного продукта, который подают на различные нагревательные и прокатные устройства, чтобы получить трубчатый готовый продукт, а именно, на
- печь для нагрева исходного продукта до температуры прокатки,
- первое устройство прокатки для получения первого промежуточного продукта (предварительный полупродукт),
- второе устройство прокатки для получения второго промежуточного продукта,
- холодильник для приема второго промежуточного продукта, на котором второй промежуточный продукт может охлаждаться,
- промежуточную печь (вторую печь) для нагревания второго промежуточного продукта до желаемой температуры прокатываемого материала перед последним этапом прокатки,
- расположенное ниже по технологическому процессу устройство прокатки для получения трубчатого готового продукта,
- холодильник для приема готового продукта, на котором готовый продукт может охлаждаться, а также на
- адъюстаж для получения конечных длин продукта.
На этом фоне в основе изобретения стоит задача предложить прокатную установку и способ прокатки, с которыми можно получить трубчатые готовые продукты более высокого качества.
Эта задача решена прокатной установкой по пункту 1 и способом получения трубчатого продукта по пункту 10 формулы изобретения. Предпочтительные формы осуществления указаны в зависимых пунктах.
Изобретение исходит из идеи предусмотреть в прокатной установке, соответственно в способе прокатки, по меньшей мере одну станцию, на которой можно целенаправленно воздействовать на температуру промежуточного продукта, или, в дополнение или альтернативно, на температуру готового продукта. Таким образом, с прокатной установкой согласно изобретению и способом прокатки согласно изобретению можно целенаправленно воздействовать на исходную структуру перед последней ступенью пластического формообразования (заднее устройство прокатки). Прокатная установка согласно изобретению и способ прокатки согласно изобретению позволяют воздействовать, контролируя или управляя температурой, на структуру и механико-технологические свойства готового продукта, как, например, предел прочности при растяжении, предел текучести, твердость и ковкость. Кроме того, прокатная установка согласно изобретению и способ прокатки согласно изобретению позволяют получить более высокую гибкость производственного процесса в случае исходных продуктов с колебаниями химического состава или при одинаковом химическом составе конечные продукты получать для разных областей применения. Далее, прокатная установка согласно изобретению и способ прокатки согласно изобретению дают возможность оптимизации и снижения затрат в отношении процесса в целом для получения бесшовных труб, например, привести к отмене или оптимизации затрат на термическую обработку.
Прокатная установка согласно изобретению для получения трубчатого продукта исходит из следующей базовой конструкции: предусмотрена первая печь, с помощью которой подготавливают исходный продукт с исходной температурой. После этой печи предусмотрено устройство прокатки, с помощью которого получают промежуточный продукт. При этом изобретением предусматривается, чтобы промежуточный продукт можно было получать с единственным устройством прокатки прямо из исходного продукта.
Базовая конструкция прокатной установки согласно изобретению предусматривает, что имеется заднее устройство прокатки, на которое подводится промежуточный продукт, с помощью которого из промежуточного продукта получают готовый продукт.
Исходя из этой базовой конструкции, изобретением предлагается, чтобы
- после устройства прокатки была предусмотрена линия охлаждения, на которой можно целенаправленно воздействовать на температуру промежуточного продукта,
и/или
после заднего устройства прокатки была предусмотрена линия охлаждения, на которой можно целенаправленно воздействовать на температуру готового продукта,
и/или
между устройством прокатки и задним устройством прокатки была предусмотрена индукционная установка, с помощью которой можно целенаправленно воздействовать на температуру промежуточного продукта, перед тем как обработанный в индукционной установке промежуточный продукт будет подан на заднее устройство прокатки.
Таким образом, в прокатной установке согласно изобретению к базовой конструкция добавляется по меньшей мере одна станция, на которой можно целенаправленно воздействовать на температуру обрабатываемого там продукта. Благодаря этим дополнительным технологическим этапам можно целенаправленно устанавливать структуру и механико-технологические свойства. Можно даже целенаправленно воздействовать на структуру и механико-технологические свойства таким образом, чтобы труба была похожа или была такой же, как труба, которая в прокатных установках, отвечающих уровню техники, после обработки в этих прокатных установках проводилась бы на дополнительную термическую обработку. Это дает то преимущество, что последующие процессы тепловой обработки можно сделать короче или даже отказаться от них.
Обеспечиваемая прокатной установкой согласно изобретению возможность направленно воздействовать на температуру соответствующего обрабатываемого продукта (промежуточного продукта или готового продукта), позволяет получить оптимизированную, например, тонкозернистую исходную структуру перед последней ступенью формообразования (заднее устройство прокатки). Однородную исходную структуру можно также установить через длину прокатываемого материала, профиль прокатываемого материала или толщину стенок. Также можно получать оптимизированную структуру готового продукта с механико-технологическими свойствами после последнего этапа формообразования (заднее устройство прокатки). Можно также через длину прокатываемого материала, профиль прокатываемого материала или толщину стенок проката установить однородную конечную структуру. Равным образом, прокатная установка согласно изобретению позволяет получать разные структуры и разные механико-технологические свойства при одинаковом химическом составе. Кроме того, преимуществом прокатной установки согласно изобретению является целенаправленное регулируемое по температуре воздействие на температуру прокатываемого материала при прохождении обрабатываемого продукта через прокатную установку. Наконец, преимуществом прокатной установки согласно изобретению является то, что процессы термической обработки, которые могут идти за процессом прокатки, можно сделать короче или совсем отказаться от них. Эти же преимущества достигаются со способом согласно изобретению.
Под холодильником согласно изобретению понимается устройство, на котором продукт лежит или движется с медленной скоростью и при этом охлаждается. При этом для холодильника характерно, в частности, то, что промежуточный продукт находится на холодильнике в воздушной атмосфере, которая является пассивной, то есть не перемещается с помощью предусмотренных для этого средств.
В отличие от холодильника под линией охлаждения понимается устройство, в котором охлаждающая жидкость или газ, в частности, вода, воздушно-водяные смеси, водяной туман, воздух или полимер через специально предусмотренные для этого средства, например, сопла, наносится на охлаждаемый продукт или с помощью предусмотренного для этого средства смешивается с потоком охлаждающей среды, которая течет вдоль охлаждаемого продукта. Линия охлаждения может быть, например, устройством, выполненным в форме кольца, которое имеет сопла, направленные внутрь, к центру кольца, из которых под давлением выходит охлаждающая среда в виде струи. Если продукт перемещается через это кольцо, то на продукт с помощью сопел наносится охлаждающая среда. Линия охлаждения может также быть выполнена из множества таких расположенных друг за другом колец. Кроме того, в технической области установок для проката металлопродуктов, как например, листовой металл, полосовой металл, трубчатые или стержневые продукты, известно много других возможных конструктивных форм линий охлаждения, которые с выгодой могут применяться в прокатной установке согласно изобретению.
Под индукционной установкой понимается установка, принцип действия которой состоит в том, что через одно- или многовитковую рабочую катушку (индуктор) пропускается переменный ток высокой частоты. Этот индуктор образует в своем окружении электромагнитное поле. Если в это переменное поле внести электропроводящую обрабатываемую деталь, то в ней индуцируется напряжение, которое создает переменный ток. Как результат, в зонах, через которые протекает ток, затем создается тепло.
Однако в одной особенно предпочтительной форме осуществления между первой печью и устройством прокатки предусмотрено переднее устройство прокатки, на которое проводится исходный продукт и на котором из исходного продукта получают предварительный полупродукт, который проводится на устройство прокатки, на котором из предварительного полупродукта затем получают промежуточный продукт.
В одной предпочтительной форме осуществления исходный продукт подается на устройство прокатки сразу и без промежуточного формообразования или активных мер термической обработки, причем под "активными мерами термической обработки" понимаются меры, при которых температурный режим исходного продукта устанавливается путем внесения теплоты нагревательным устройством или путем охлаждения посредством охлаждающего устройства, которое наносит на исходный продукт охлаждающую среду, в частности, охлаждающую жидкость или газ. Если, согласно предпочтительной форме осуществления, между первой печью и устройством прокатки предусмотрено переднее устройство прокатки, то в одной предпочтительной форме осуществления исходный продукт подается на переднее устройство прокатки сразу после выхода из первой печи и без активной термической обработки; аналогично, полученный в переднем устройстве прокатки предварительный полупродукт подается на устройство прокатки сразу после выхода из переднего устройства прокатки и без активной термической обработки.
В одной предпочтительной форме осуществления прокатной установки согласно изобретению промежуточный продукт, полученный в устройстве прокатки, нагревается во второй печи.
В одной предпочтительной форме осуществления между первой печью и устройством прокатки предусмотрено переднее устройство прокатки, на которое подается исходный продукт и с помощью которого из исходного продукта получают предварительный полупродукт, который подается на устройство прокатки, с помощью которого из предварительного полупродукта получают промежуточный продукт. Как изложено выше, базовая конструкция прокатной установки согласно изобретению предусматривает, что имеется по меньшей мере одно устройство прокатки, с помощью которого получают промежуточный продукт. Возможно, чтобы уже достаточно хорошие готовые продукты могли получаться, если в прокатной установке согласно изобретению подготовленный в печи исходный продукт подается только на одно устройство прокатки для получения промежуточного продукта, а затем проводится на заднее устройство прокатки для получения готового продукта, причем, в одной предпочтительной форме осуществления, между устройством прокатки и задним устройством прокатки может располагаться вторая печь для нагрева промежуточного продукта.
Однако особенно предпочтительно, чтобы подготовленный в первой печи исходный продукт, прежде чем он будет подан на заднее устройство прокатки, формовался на устройстве прокатки, с помощью которого получают промежуточный продукт, причем предварительный полупродукт получают из исходного продукта подходящим способом, например, также в устройстве прокатки. Одной предпочтительной целью является при получении предварительного полупродукта получить произведенную на переднем устройстве прокатки оптимизированную, например, тонкозернистую структуру, так как она представляет собой идеальный исходный пункт для дальнейшего производственного процесса и, тем самым, для желаемых свойств конечной структуры.
В одной особенно предпочтительной форме осуществления, если предусмотрена вторая печь, перед второй печью предусмотрен промежуточный холодильник, на котором может охлаждаться промежуточный продукт. Прокатная установка согласно изобретению может быть разработана так, чтобы между устройством прокатки и второй печью был предусмотрен только промежуточный холодильник, на котором может охлаждаться промежуточный продукт. Однако в одной особенно предпочтительной форме осуществления промежуточный холодильник расположен между предшествующей второй печи линии охлаждения и самой печью. Тем самым промежуточный продукт, покинувший устройство прокатки, может охлаждаться в два этапа, а именно, во-первых, на линии охлаждения, а во-вторых, на промежуточном холодильнике, предусмотренном, согласно этой форме осуществления, после линии охлаждения. Эта конфигурация повышает возможности достижения определенной структуры.
В одной предпочтительной форме осуществления промежуточный холодильник содержит транспортирующее средство, на котором находящийся на холодильнике промежуточный продукт может двигаться с первой скоростью через холодильник. В одной предпочтительной форме осуществления промежуточный холодильник может, кроме того, иметь средство быстрой транспортировки, на котором промежуточный продукт может двигаться с более высокой скоростью, чем первая скорость. При этом средство быстрой транспортировки может быть выполнено параллельно собственно холодильнику, так что продукт движется либо через холодильник (с первой скоростью) или с помощью средства быстрой транспортировки движется параллельно собственно холодильнику с более высокой скоростью. Допустимо также, чтобы средство быстрой транспортировки было образовано как часть холодильника и выполнено так, чтобы продукт перемещался с более высокой скоростью, чем первая скорость, через сам холодильник.
В одной предпочтительной форме осуществления после заднего устройства прокатки может быть предусмотрен холодильник, на котором может охлаждаться готовый продукт. В одной особенно предпочтительной форме осуществления после заднего устройства прокатки предусмотрена линия охлаждения, которая расположена между задним устройством прокатки и предусмотренным после заднего устройства прокатки холодильником. Это позволяет охлаждать готовый продукт с несколькими регулируемыми кривыми охлаждения.
В одной предпочтительной форме осуществления за холодильником, расположенным после заднего устройства прокатки, находится адъюстаж. После адъюстажа может быть предусмотрена печь.
Способ согласно изобретению для получения трубчатого продукта предусматривает по меньшей мере следующие этапы:
- подготовка исходного продукта с исходной температурой с помощью первой печи,
- получение промежуточного продукта в устройстве прокатки,
- получение готового продукта в заднем устройстве прокатки, на которое подводится промежуточный продукт и с помощью которого из промежуточного продукта получают трубчатый готовый продукт,
и отличается тем, что на температуру промежуточного продукта можно целенаправленно воздействовать на линии охлаждения, предусмотренной после устройства прокатки,
и/или
на температуру готового продукта можно целенаправленно воздействовать на линии охлаждения, предусмотренной после заднего устройства прокатки,
и/или
на температуру промежуточного продукта между устройством прокатки и задним устройством прокатки можно целенаправленно воздействовать с помощью индукционной установки, перед тем как обработанный в индукционной установке промежуточный продукт будет подан на заднее устройство прокатки.
Прокатная установка согласно изобретению и способ согласно изобретению могут особенно предпочтительно применяться для получения бесшовных труб, в частности, бесшовных металлических труб.
Далее изобретение будет подробнее объяснено на чертежах, показанных лишь как примеры осуществления. При этом показано:
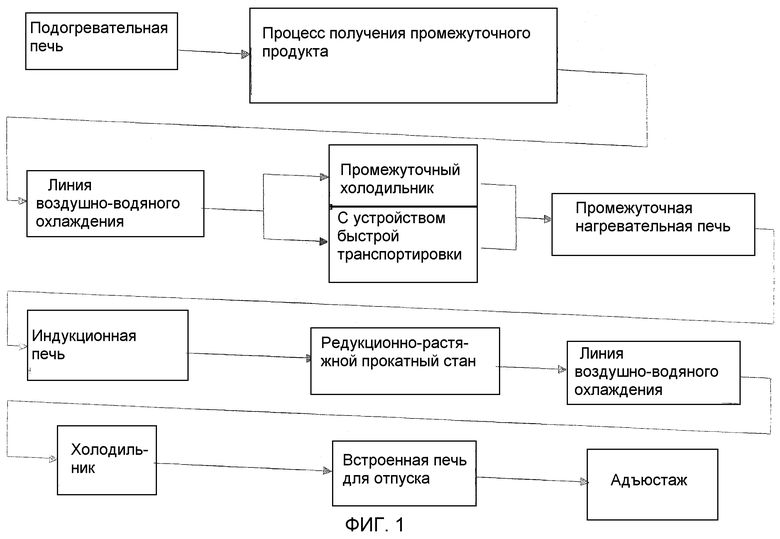
Фиг.1 - блок-схема первой формы осуществления способа согласно изобретению и
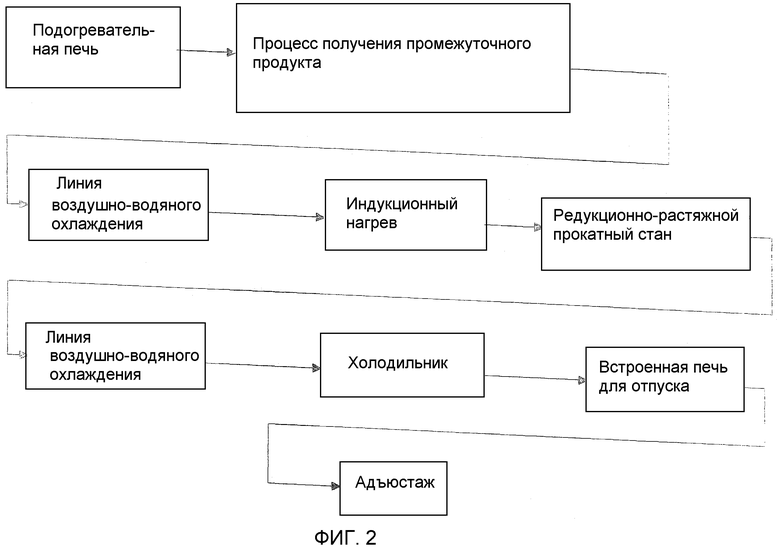
Фиг.2 - блок-схема второй формы осуществления способа согласно изобретению.
На фиг.1 показана блок-схема способа согласно изобретению, какой может быть внедрен, например, в новых конструкциях установок. Показано, что исходный продукт с исходной температурой готовится в первой печи (подогревательная печь). В дальнейшем процессе получения промежуточного продукта создается промежуточный продукт. При этом в переднем устройстве прокатки (не показано) из исходного продукта может получаться предварительный полупродукт (первый промежуточный продукт). Предварительный полупродукт может в устройстве прокатки (также не показано) быть превращен в промежуточный продукт (второй промежуточный продукт). На температуру промежуточного продукта целенаправленно влияют на предусмотренной после устройства прокатки линии охлаждения. Затем промежуточный продукт проводится на промежуточный холодильник средством быстрой транспортировки, а затем также на вторую печь, в которой промежуточный продукт нагревается.
Затем на температуру промежуточного продукта целенаправленно влияют с помощью индукционной установки, перед тем как обработанный в индукционной установке промежуточный продукт будет проведен на заднее устройство прокатки. Здесь получают готовый продукт. На температуру готового продукта целенаправленно влияют на участке охлаждения, находящемся за задним устройством прокатки. Затем готовый продукт подводится на холодильник, адъюстаж и следующую печь.
На фиг.2 представлена блок-схема способа согласно изобретению, какой может быть внедрен, например, при обновлении существующих установок. Показано, что исходный продукт с исходной температурой подготавливается в первой печи (подогревательной печи). В дальнейшем процессе получения промежуточного продукта создается промежуточный продукт. При этом в переднем устройстве прокатки (не показано) из исходного продукта может быть получен предварительный полупродукт (первый промежуточный продукт). Предварительный полупродукт может в устройстве прокатки (также не показано) быть превращен в промежуточный продукт (второй промежуточный продукт). На температуру промежуточного продукта целенаправленно влияют на линии охлаждения, предусмотренной после устройства прокатки. Затем на температуру промежуточного продукта целенаправленно воздействуют с помощью индукционной установки, перед тем как обработанный в индукционной установке промежуточный продукт будет подан на заднее устройство прокатки. Здесь получают готовый продукт. На температуру готового продукта целенаправленно влияют на линии охлаждения, предусмотренной после заднего устройства прокатки. Затем готовый продукт подается на холодильник, адъюстаж и следующую печь.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МИКРОЛЕГИРОВАННОЙ СТАЛИ, В ЧАСТНОСТИ ТРУБНОЙ СТАЛИ | 2010 |
|
RU2491356C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2021 |
|
RU2818560C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ПЛОСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2268098C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2106212C1 |
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |
| СТАН ГОРЯЧЕЙ ПРОКАТКИ И СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ИЛИ МЕТАЛЛИЧЕСКОГО ЛИСТА | 2010 |
|
RU2505363C1 |
| КОМПАКТНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2368438C2 |
| СПОСОБ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ СВЕРХТОНКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС ИЗ ТОНКИХ СЛЯБОВ | 2003 |
|
RU2320431C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
Изобретение относится к прокатной установке и способу получения трубчатого продукта, содержащей первую печь для подготовки исходного продукта с исходной температурой, устройство прокатки, с помощью которого получают промежуточный продукт, заднее устройство прокатки, на которое подают промежуточный продукт и с помощью которого из промежуточного продукта получают трубчатый готовый продукт, причем после устройства прокатки предусмотрена линия охлаждения, на которой можно целенаправленно воздействовать на температуру промежуточного продукта, при этом между устройством прокатки и задним устройством прокатки предусмотрена индукционная установка, с помощью которой можно целенаправленно воздействовать на температуру промежуточного продукта, перед тем как обработанный в индукционной установке промежуточный продукт будет подан на заднее устройство прокатки, причем после заднего устройства прокатки предусмотрена линия охлаждения, на которой можно целенаправленно воздействовать на температуру готового продукта, что обеспечивает получение готового продукта более высокого качества. 4 н. и 16 з.п. ф-лы, 2 ил.
1. Прокатная установка для получения трубчатого продукта, содержащая первую печь для подготовки исходного продукта с исходной температурой, устройство прокатки, с помощью которого получают промежуточный продукт, конечное устройство прокатки, на которое подают промежуточный продукт и с помощью которого из промежуточного продукта получают трубчатый готовый продукт, отличающаяся тем, что после устройства прокатки предусмотрена линия охлаждения, выполненная с возможностью целенаправленного воздействия на температуру промежуточного продукта, при этом между устройством прокатки и конечным устройством прокатки предусмотрена индукционная установка, с помощью которой целенаправленно воздействуют на температуру промежуточного продукта перед тем, как обработанный в индукционной установке промежуточный продукт поступит на конечное устройство прокатки, причем после конечного устройства прокатки предусмотрена линия охлаждения, выполненная с возможностью целенаправленного воздействия на температуру готового продукта.
2. Прокатная установка по п.1, отличающаяся тем, что между первой печью и устройством прокатки предусмотрено первое устройство прокатки, на которое подают исходный продукт и с помощью которого из исходного продукта получают предварительный полупродукт, который подают на устройство прокатки, с помощью которого из предварительного полупродукта получают промежуточный продукт.
3. Прокатная установка по п.1 или 2, отличающаяся тем, что после устройства прокатки предусмотрена вторая печь для нагрева промежуточного продукта, и перед второй печью предусмотрен промежуточный холодильник для охлаждения промежуточного продукта.
4. Прокатная установка по п.3, отличающаяся тем, что промежуточный холодильник расположен между линией охлаждения, предусмотренной перед второй печью, и самой печью.
5. Прокатная установка по п.3, отличающаяся тем, что промежуточный холодильник имеет транспортирующие средства, с помощью которых находящийся на холодильнике промежуточный продукт перемещается с первой скоростью через холодильник, причем промежуточный холодильник отсоединен от устройства быстрой транспортировки, с помощью которого промежуточный продукт перемещается с более высокой скоростью, чем первая скорость в холодильнике.
6. Прокатная установка по п.1, отличающаяся тем, что после конечного устройства прокатки предусмотрен холодильник для охлаждения готового продукта.
7. Прокатная установка по п.6, отличающаяся тем, что после конечного устройства прокатки предусмотрена линия охлаждения, которая расположена между конечным устройством прокатки и холодильником, предусмотренным после конечного устройства прокатки.
8. Прокатная установка по п.1, отличающаяся тем, что после холодильника, предусмотренного после конечного устройства прокатки, предусмотрен адъюстаж.
9. Прокатная установка по п.8, отличающаяся тем, что после адъюстажа предусмотрена печь.
10. Прокатная установка для получения трубчатого продукта, содержащая первую печь для подготовки исходного продукта с исходной температурой, устройство прокатки, с помощью которого получают промежуточный продукт, конечное устройство прокатки, на которое подают промежуточный продукт и с помощью которого из промежуточного продукта получают трубчатый готовый продукт, отличающаяся тем, что после устройства прокатки предусмотрена линия охлаждения, выполненная с возможностью целенаправленного воздействия на температуру промежуточного продукта, при этом между устройством прокатки и конечным устройством прокатки предусмотрена индукционная установка, с помощью которой целенаправленно воздействуют на температуру промежуточного продукта перед тем, как обработанный в индукционной установке промежуточный продукт поступит на конечное устройство прокатки.
11. Прокатная установка по п.10, отличающаяся тем, что между первой печью и устройством прокатки предусмотрено первое устройство прокатки, на которое подают исходный продукт и с помощью которого из исходного продукта получают предварительный полупродукт, который подают на устройство прокатки, с помощью которого из предварительного полупродукта получают промежуточный продукт.
12. Прокатная установка по п.10 или 11, отличающаяся тем, что после устройства прокатки предусмотрена вторая печь для нагрева промежуточного продукта, и перед второй печью предусмотрен промежуточный холодильник для охлаждения промежуточного продукта.
13. Прокатная установка по п.12, отличающаяся тем, что промежуточный холодильник расположен между линией охлаждения, предусмотренной перед второй печью, и самой печью.
14. Прокатная установка по п.12, отличающаяся тем, что промежуточный холодильник имеет транспортирующие средства, с помощью которых находящийся на холодильнике промежуточный продукт перемещается с первой скоростью через холодильник, причем промежуточный холодильник отсоединен от устройства быстрой транспортировки, с помощью которого промежуточный продукт перемещается с более высокой скоростью, чем первая скорость в холодильнике.
15. Прокатная установка по п.10, отличающаяся тем, что после конечного устройства прокатки предусмотрен холодильник для охлаждения готового продукта.
16. Прокатная установка по п.15, отличающаяся тем, что после конечного устройства прокатки предусмотрена линия охлаждения, которая расположена между конечным устройством прокатки и холодильником, предусмотренным после конечного устройства прокатки.
17. Прокатная установка по п.10, отличающаяся тем, что после холодильника, предусмотренного после конечного устройства прокатки, предусмотрен адъюстаж.
18. Прокатная установка по п.17, отличающаяся тем, что после адъюстажа предусмотрена печь.
19. Способ получения трубчатого продукта в прокатной установке, включающий подготовку исходного продукта с исходной температурой с помощью первой печи, получение промежуточного продукта с помощью устройства прокатки, получение готового продукта с помощью конечного устройства прокатки, на которое подают промежуточный продукт и с помощью которого из промежуточного продукта получают трубчатый готовый продукт, отличающийся тем, что на температуру промежуточного продукта целенаправленно воздействуют на линии охлаждения, предусмотренной после устройства прокатки, на температуру промежуточного продукта между устройством прокатки и конечным устройством прокатки целенаправленно воздействуют с помощью индукционной установки перед тем, как подать обработанный в индукционной установке промежуточный продукт на конечное устройство прокатки, а на температуру готового продукта целенаправленно воздействуют на линии охлаждения, предусмотренной после конечного устройства прокатки.
20. Способ получения трубчатого продукта в прокатной установке, включающий подготовку исходного продукта с исходной температурой с помощью первой печи, получение промежуточного продукта с помощью устройства прокатки, получение готового продукта с помощью конечного устройства прокатки, на которое подают промежуточный продукт и с помощью которого из промежуточного продукта получают трубчатый готовый продукт, отличающийся тем, что на температуру промежуточного продукта целенаправленно воздействуют на линии охлаждения, предусмотренной после устройства прокатки, а между устройством прокатки и конечным устройством прокатки целенаправленно воздействуют на температуру промежуточного продукта с помощью индукционной установки, перед тем как подать обработанный в индукционной установке промежуточный продукт на конечное устройство прокатки.
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ПОЛОСЫ ИЛИ ЛИСТА | 1997 |
|
RU2208485C2 |
| Устройство для транспортирования и измельчения сыпучих материалов | 1976 |
|
SU666122A1 |
| WO 9612573 A1, 02.05.1996 | |||
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2172652C2 |
| DE 19520832 A1, 25.04.1996. | |||

