Настоящее изобретение относится к области контроля качества антифрикционных покрытий для хвостовиков лопаток турбомашины. Более точно, изобретение относится к способу для испытания покрытия, предназначенного для нанесения на хвостовик лопатки для турбомашин.
Лопатки, и, в частности, лопатки вентилятора в воздухоплавательных турбомашинах (турбореакторах или турбовинтовых двигателях), являются чрезвычайно нагруженными механическими деталями. По этой причине, хвостовик лопатки, который представляет собой удерживающую часть лопатки, является особенно ответственной частью лопатки. Хвостовик лопатки содержит контактные или опорные поверхности, которые при работе подвергаются напряжениям и высоким температурам. Для того чтобы снизить напряжения, а именно касательные напряжения, которые прикладываются к опорным поверхностям хвостовиков лопаток, используются известным образом антифрикционные покрытия. Эти так называемые антифреттинговые покрытия могут быть нанесены именно посредством теплового проецирования. Они могут быть многослойными. Качество антифрикционного покрытия является важным, так как основной тип отказа лопаток относится к разрушению (посредством откалывания, растрескивания, выкрашивания или износа) покрытия.
Обычно, долговечность покрытия хвостовика лопатки относится к количеству циклов (так называемых «циклов двигателя»), испытываемых лопаткой. Такой цикл, в действительности, представляет собой множество напряжений, которым подвергается лопатка во время полной рабочей фазы турбомашины (в полете, для турбореактора, установленного на самолете), т.е. от начала до конца. Таким образом, в частности для самолета, цикл содержит взлет и приземление.
Долговечность покрытия, выраженная как количество циклов, может относиться к деловому соглашению, соответствовать техническим условиям или быть определена техническим отделом. Покрытие хвостовика лопатки должно оставаться действующим во время всего срока службы лопатки, как правило, вмешательство не планируется для покрытия хвостовика лопатки в продолжение всей его работы.
Для того чтобы обеспечить качество этого покрытия, и его соединение с материалом самой лопатки, известным образом выполняются микрографические испытания покрытия, которые, в общем смысле, заключаются в рассечении покрытия и хвостовика лопатки и проверке внешнего вида этого сечения под микроскопом. Такое испытание обеспечивает возможность проверки внутренней структуры и толщины покрытия, и, в некоторой степени, качества его соединения, по существу, с материалом хвостовика лопатки. Также является известным испытывать качество покрытия с помощью стандартных испытаний на твердость или с помощью испытаний на растяжение или сцепление при усилии сдвига.
Однако, очевидно, что различные испытания оказываются недостаточными для отличия покрытий высокого качества от покрытий едва приемлемого качества, и для составления точного заключения о долговечности и механическом аспекте при использовании покрытия, нанесенного на хвостовик лопатки. Другими словами, настоящие испытания не позволяют установить разницу в качестве между различными покрытиями, так как они выдерживают некоторое количество циклов удовлетворительным образом.
Целью изобретения является создание способа испытания покрытия для хвостовиков лопаток, который оказывается более дифференцирующим испытанием по сравнению с предшествующими испытаниями касательно качества покрытий, и позволяет получить высоко коррелированные результаты с действительными оценками устойчивости во времени покрытий хвостовика лопатки, как полученные в продолжение срока службы лопатки, т.е. обычно от 10000 до 150000 циклов.
Эта цель достигается посредством способа, содержащего следующие этапы, на которых
- обеспечивают так называемый испытательный образец диска, содержащий по меньшей мере одну опорную поверхность, и другой так называемый испытательный образец лопатки, содержащий по меньшей мере одну опорную поверхность, на которую нанесено указанное покрытие, подлежащее испытанию, при этом испытательный образец лопатки состоит из двух половин испытательного образца, выполненных с возможностью контакта с каждой стороной испытательного образца диска,
- подвергают испытательный образец лопатки, введенный в контакт с испытательным образцом диска, циклам растяжения, во время которых испытательные образцы испытывают растягивающее напряжение относительно друг друга в направлении растяжения, при этом деформация растяжения передается через опорные поверхности, контактирующие с испытательным образцом лопатки и испытательным образцом диска;
- оценивают указанное покрытие в зависимости от заданного критерия оценки.
Методика испытания, определенная таким образом, по существу, отличается от предшествующих известных испытаний. В действительности, вместо того, чтобы основываться на проверке новых хвостовиков лопаток, она заключается в подвергании хвостовиков лопаток, и более конкретно, их опорных поверхностей, испытаниям на усталость, представляющим собой напряжения, которые они будут испытывать во время срока службы лопатки. Предпочтительно, способ не требует использования лопаток, а просто использования двух испытательных образцов, при этом испытательный образец лопатки которых, в частности, имеет опорную поверхность, на которую нанесено покрытие, подлежащее испытанию. Следует отметить, что, более того, является вполне возможным для испытательного образца лопатки иметь не только одну, а несколько опорных поверхностей, при этом испытательный образец диска, в таком случае, содержит одну опорную поверхность для каждой из опорных поверхностей испытательного образца лопатки.
Цель испытания покрытия лопатки может заключаться в том, чтобы, например, в общем, испытать новое покрытие, или эффективно подтвердить качество покрытия, нанесенного на серию лопаток, подлежащих вводу в эксплуатацию. В соответствии с намеченной целью, использующиеся испытательные образцы, и условия испытания (количество циклов, максимальное усилие, приложенное во время циклов) могут, в той или иной степени, представлять собой действительные напряжения, которым подвергается покрытие во время работы хвостовика лопатки. Таким образом, обычно, количество циклов растяжения и максимальное растягивающее усилие, приложенное к испытательным образцам, определяются для данного покрытия в зависимости от максимального допустимого давления на опорные поверхности хвостовика лопатки и количества циклов двигателя во время срока службы лопатки.
Более того, во время циклов растяжения, перемещения имеют место в зависимости от переданных деформаций. Цикл растяжения отличается изменением наклона растягивающего усилия как функция времени. В действительности, растягивающее усилие увеличивается от первоначального нуля, или, по меньшей мере, низкого значения (относительно максимального значения), до максимального значения, затем возвращаясь в первоначальное значение. Первоначальное значение и максимальное значение, независимо одно и/или другое, могут сохраняться в течение некоторого времени. Более того, могут рассматриваться другие зависимости для цикла растяжения, в зависимости от того, каким образом подлежат воспроизведению разные рабочие фазы турбомашины. Параметр скорости увеличения, т.е. увеличение растягивающего усилия за единицу времени, также можно регулировать.
Обычно, испытательный образец лопатки подвергается от 3000 до 15000 циклам растяжения, при этом растягивающие усилия варьируются между 15000 и 30000 даН.
Оценка испытательных образцов может выполняться или во время циклов растяжения (используя, например, датчики, установленные в испытательной машине, аналогичные камерам и/или ультразвуковым датчикам), или в конце циклов растяжения, после того, как были сняты испытательные образцы.
В соответствии с одним вариантом осуществления, во время этапа оценки, испытательный образец лопатки проверяется таким образом, чтобы определить, имеет ли он откалывание или выкрашивание на его опорной(ых) поверхности(ях).
Преимущество способа по изобретению заключается в том, что он обеспечивает результаты, которые хорошо представляют поведение и старение покрытий настоящих хвостовиков лопаток.
Известным образом, прикрепление лопатки к диску ротора выполняется, в общем смысле, посредством соединения паз и гребень, образуя крепление. Это крепление состоит из гребня, выполненного на одном радиально внутреннем конце лопатки, который закрепляется в пазе, обеспеченном на периферии диска ротора. Хвостовики лопаток с одной стороны, выпуклости или гребни диска ротора, образованные между пазами диска ротора, с другой стороны, таким образом, представляют собой соответствующие взаимодействующие формы ласточкина хвоста, расположенные радиально в противоположном направлении для того, чтобы обеспечить взаимное прикрепление между лопатками и диском ротора.
В лопастном колесе, лопатки равномерно закреплены на внешней периферии диска ротора, который, таким образом, содержит столько элементов крепления, сколько подлежащих прикреплению лопаток.
Крепления лопаток к диску ротора образуют форму, повторяющуюся в окружном направлении, и которая может быть задана, например, хвостовиком лопатки и соответствующим пазом диска ротора, или посредством гребня типа ласточкин хвост (или ласточкина хвоста) диска ротора и двух половин хвостовика лопатки, охватывающих его в лопастном колесе.
Таким образом, следует понимать, что методика способа по изобретению определенно заключается в воспроизведении циклических напряжений, испытывающихся формой, т.е. напряжений гребня типа ласточкин хвост диска ротора, удерживаемого двумя половинами хвостовика лопатки.
Испытательный образец лопатки состоит из двух половин испытательного образца, выполненных с возможностью контакта с каждой стороной испытательного образца диска, или противодействующего испытательного образца, воспроизводя одинаковую форму. Симметричная конструкция половин испытательного образца вокруг противодействующего испытательного образца позволяет поперечным деформациям, приложенным к нему во время циклов растяжения, быть симметричными в противоположном направлении и, таким образом, взаимно подавляться. Посредством чего, способ, предпочтительно, не требует каких-либо механических средств, приспособленных, чтобы воспринимать поперечные деформации, которые противодействующий испытательный образец будет испытывать во время циклов растяжения. Более того, в случае, когда хвостовик лопатки имеет опорные поверхности на его обеих поверхностях, которые не являются симметричными, эта конструкция с двумя половинами испытательного образца, охватывающими один противодействующий испытательный образец, обеспечивает возможность испытательным образцам иметь опорные поверхности, представляющие собой две контактные поверхности хвостовика лопатки. Так как эти опорные поверхности испытываются во время одного и то же испытания, последнее позволяет одновременное испытание и проверку поведения покрытия для обеих поверхностей хвостовика лопатки.
Более того, способ позволяет получить результаты, которые в высшей степени отражают реальность. В действительности, конструкция испытательных образцов соответствует их соответствующим положениям в турбомашине. Две половины испытательного образца, представляющие собой две половины хвостовика лопатки, охватывают с каждой стороны и удерживают противодействующий испытательный образец, представляющий собой гребень диска ротора. Было установлено, что в этой конструкции, получается превосходная репрезентативность результатов.
В соответствии с одним вариантом осуществления, опорная(ые) поверхность(и) испытательного образца лопатки и испытательного образца диска имеют ответные формы и проходят в наклонном направлении относительно направления растяжения, таким образом, контакт между этими опорными поверхностями представляет собой контакт хвостовика лопатки с гребнем диска ротора турбомашины. Наклонная форма опорных поверхностей преобразует радиальную деформацию растяжения в деформации в поперечном или окружном направлении.
Предпочтительно, опорные поверхности испытательного образца лопатки и/или испытательного образца диска образуют угол около 45° относительно направления растяжения. Говоря более в общем, этот угол может варьироваться от 30 до 60°.
В соответствии с одним вариантом осуществления, испытательный образец лопатки имеет около своей(своих) опорной(ых) поверхности(ей) форму, представляющую собой форму хвостовика лопатки турбомашины, при этом ось растяжения представляет собой радиальную ось указанного хвостовика лопатки. Эта форма для испытательного образца лопатки обеспечивает возможность испытывать покрытие при условиях, которые являются наиболее представляющими его условия работы. В частности, испытательный образец лопатки может иметь поведение и механические деформации, представляющие собой поведение и механические деформации хвостовика лопатки или хвостовика лопатки, для которого предназначено покрытие.
В соответствии с одним вариантом осуществления, испытательный образец диска имеет около своей(своих) опорной(ых) поверхности(ей) форму, представляющую собой форму гребня диска ротора турбомашины. Эта форма включает в себя часть испытательного образца, которой она располагается на стороне испытательного образца лопатки.
Соответствующие опорные поверхности испытательных образцов, таким образом, соответственно представляют собой опорные поверхности хвостовика лопатки и соответствующего гребня диска ротора.
Более того, для того, чтобы обеспечить точное воспроизведение поведения крепления, т.е. хвостовика лопатки относительно гребней диска ротора, как правило, испытательный образец лопатки выполняется из того же материала, что и хвостовик лопатки; т.е., обычно, из сплава на основе титана для компрессоров высокого и низкого давления, из сплава на основе никеля для частей двигателя, рабочая температура которых будет превышать 500°С. Для этих же целей, также является возможным выбрать материал, идентичный материалу диска ротора для испытательного образца диска, т.е. также из сплава на основе титана или никеля.
Испытание выполняется, предпочтительно, посредством растягивающей испытательной машины. Эта машина содержит на раме первое и второе удерживающие средства, соответственно удерживающие первый и второй из испытательных образцов. На всем протяжении испытания, эти удерживающие средства обеспечивают возможность удерживания испытательных образцов в требующемся положении, которое представляет собой сцепленное положение обоих испытательных образцов, в котором их соответствующие опорные поверхности совмещаются и осуществляют контакт. Это положение, предпочтительно, воспроизводит соответствующие положения хвостовика лопатки и диска ротора при работе.
Машина дополнительно содержит растягивающие средства, сообщающие чередующиеся перемещения одной удерживающей системе относительно другой, в направлении растяжения. Удерживающие системы, в таком случае, подвергаются растягивающим перемещениям относительно друг друга, для того, чтобы подвергать опорные поверхности, а именно, опорные поверхности испытательного образца лопатки, напряжениям, представляющим собой напряжения, испытывающиеся хвостовиком лопатки при работе. Перемещения в направлении растяжения обычно измеряются и записываются посредством системы для измерения перемещений, например, устройством для сравнения.
В конце циклов растяжения, оценивается покрытие опорных поверхностей испытательного образца лопатки. Эта оценка может выполняться, в частности, посредством зрительного (т.е. макрографического) или микрографического контроля; дополнительный контроль, например, соединения, сопротивления удару, и другое испытание, также является возможным на этой фазе. Для этого контроля, необходимо задать критерий оценки для покрытия хвостовика лопатки, в зависимости от которого будет приниматься решение принимать или отклонять покрытие. Критерий, в общем смысле, представляет собой отсутствие разрушения откалыванием или выкрашиванием покрытия, по всей(м) опорной(ым) поверхности(ям) лопатки. Например, используется визуальная эталонная система, показывающая максимальные допустимые сколы (по количеству, размеру). Определение максимального размера для сколов также может быть проверено посредством геометрических измерений.
Наконец, следует отметить, что, предпочтительно, способ испытания осуществляется не один раз для данного покрытия; наоборот, в общем смысле, оценочное испытание покрытия состоит из серии испытаний (например, трех), для того, чтобы увеличить надежность результатов. Таким образом, результаты могут быть подсчитаны посредством статистических методов, что обеспечивает возможность снизить их варьирование.
В этом случае, способ испытания покрытия хвостовика лопатки содержит следующие этапы, на которых:
- выполняют заранее определенное испытание на одной или более парах испытательных образцов, при этом каждая пара испытательных образцов содержит один испытательный образец лопатки, на опорную(ые) поверхность(и) которого нанесено покрытие, подлежащее испытанию, и один испытательный образец диска; и
- оценивают результаты, полученные посредством статистических методов, для того, чтобы квалифицировать качество покрытия лопатки.
Критерий оценки лопаток может, например, быть следующим: лопатки квалифицируются и принимаются, если ни одна из них не имеет скола после 13500 циклов при максимальном растягивающем усилии 20000 даН. Также является возможным допускать заданный процент дефектов.
Также, эффективность выполненных испытаний может быть дополнительно увеличена посредством получения оценки скола испытательного образца лопатки во время циклов растяжения (а не в конце). Посредством чего, неудовлетворительные покрытия могут быть определены раньше.
Снова в соответствии с этой методикой, в варианте способа по изобретению, оценка испытательных образцов выполняется во время циклов растяжения, и количество этих циклов не устанавливается заблаговременно. В этом случае, циклы останавливаются, как только был достигнут критерий остановки, такой как, например, наличие скола в покрытии опорных поверхностей испытательного образца лопатки.
В соответствии с другим вариантом осуществления изобретения, способ дополнительно содержит следующий этап: заранее устанавливают параметры циклов растяжения. В таком случае, оценку покрытия выполняют после заданного количества циклов растяжения. Таким образом, в соответствии со способом, сначала, устанавливают параметры циклов растяжения и выбирают критерий оценки; таким образом, испытательные образцы подвергают циклам растяжения запланировано; и в конце циклов, в общем смысле, после удаления испытательных образцов, их оценивают согласно критерию оценки.
Параметры циклов растяжения, как правило, представляют собой количество циклов, максимальное усилие, прикладываемое во время цикла, или скорость увеличения или уменьшения растягивающего усилия как функция времени, температуру и тому подобное. Они устанавливаются до начала испытания, аналогично количеству циклов, в зависимости от покрытия и лопатки, подлежащей оценке, и рабочих режимов турбомашины, подлежащих воспроизведению.
Следует отметить, что, в частности, для испытания качества покрытия хвостовика лопатки, используя способ по изобретению, является возможным выбрать увеличение количества циклов посредством снижения максимального растягивающего усилия во время цикла, или наоборот. В действительности для покрытий хвостовика лопатки было установлено, что когда параметры остаются в пределе допустимых значений для хвостовика лопатки (например, исключая давление, которое будет превышать механическое сопротивление материала самого хвостовика лопатки), это, по существу, является аналогичным для испытания качества покрытия в партии испытательных образцов лопатки для выполнения небольшого количества циклов, при высоком растягивающем усилии, или большого количества циклов, с более низким растягивающим усилием. Например, по существу, эквивалентным образом, является возможным испытать покрытие, которое нанесено на испытательные образцы, посредством подвергания испытательных образцов либо 15000 циклам растяжения при максимальном усилии 15000 даН, либо 6000 циклам растяжения при максимальном усилии 19000 даН.
В соответствии с одним вариантом осуществления, во время циклов растяжения, упругие средства возврата будут ограничивать боковое расхождение испытательных образцов, которое происходит в ответ на усилие расхождения, приложенного испытательными образцами друг к другу под действием растяжения. Боковое расхождение (в направлении, перпендикулярном направлению растяжения) двух испытательных образцов воспроизводит тот факт, что в турбомашине, во время работы, гребни диска ротора и хвостовики лопаток будут деформироваться, и, в частности, в случае если испытательные образцы содержат опорные поверхности, расположенные в наклонном направлении относительно направления растяжения. Вследствие этой возможности ограниченного бокового расхождения испытательных образцов, благодаря упругим средствам возврата, увеличивается репрезентативность результатов, полученных посредством способа.
В соответствии с усовершенствованием предшествующего варианта осуществления, с целью отслеживания поведения испытательных образцов во время циклов растяжения, во время циклов растяжения измеряется боковое расхождение испытательных образцов. Этот параметр позволяет удостовериться в том, что относительные положения испытательных образцов относительно друг друга по-прежнему будут представлять собой положения, в которых покрытие подлежит испытанию.
Изобретение будет лучше понятным, и его преимущества будут более очевидными из прочтения нижеследующего подробного описания вариантов осуществления, представленных путем примера и не являющихся ограничивающими. Описание ссылается на прилагаемые чертежи, на которых:
- Фиг.1 и 2 соответственно представляют собой частичные сечения спереди и сбоку испытательных образцов, использующихся для осуществления способа по изобретению, показанного в испытательной машине;
- Фиг.3 представляет собой частичное осевое сечение этих испытательных образцов в области их опорных поверхностей; и
- Фиг.4 представляет собой осевой вид испытательной машины, обеспечивающей возможность осуществления способа по изобретению.
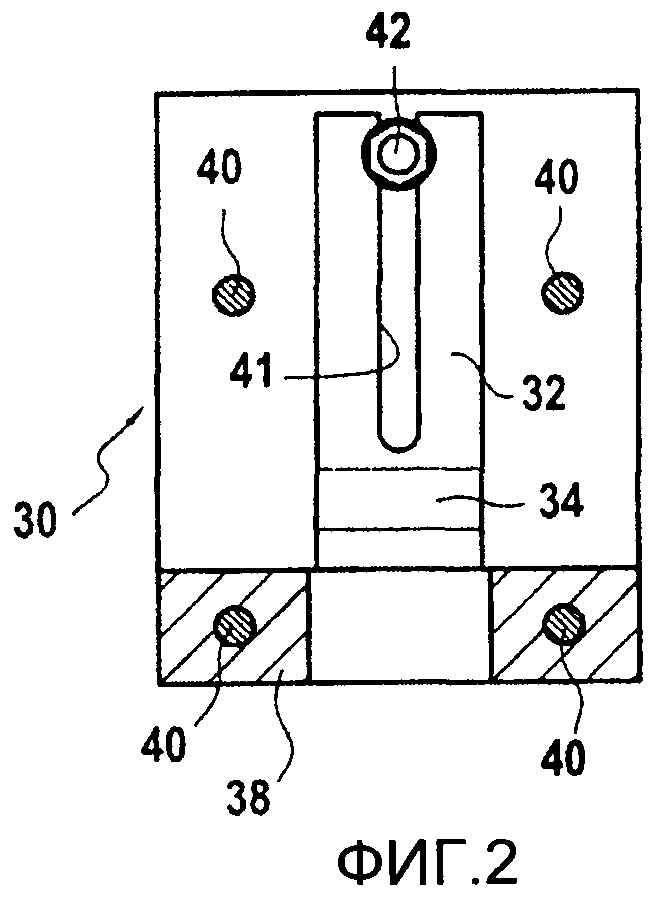
Фиг.1 и 2 представляют собой частичные сечения испытательных образцов 22, 32, использующихся для осуществления способа по изобретению, показанные уставленными в испытательную машину.
В соответствии со способом, для испытания покрытия хвостовика лопатки, первый этап заключается в изготовлении испытательных образцов, которые будут использоваться и расходоваться при испытании. Такие испытательные образцы изготавливаются попарно, при этом каждая пара, содержит один так называемый испытательный образец 32 лопатки и один так называемый испытательный образец 22 диска.
Испытательный образец 22 диска также обозначен как противодействующий испытательный образец. На одном конце (верхний конец на Фиг.1), он имеет относительно симметричное утолщение, стороны 23 которого выступают в виде консоли с каждой стороны его оси. На другом конце, он дополнительно имеет крепежные средства, обеспечивающие ему возможность закрепления в испытательной машине через посредство первого удерживающего средства, использующегося для удерживания испытательного образца диска во время испытания на растяжение. Здесь, такие средства представляют собой отверстие, обеспеченное для крепежной оси 26 испытательной машины таким образом, чтобы проходить насквозь.
В свою очередь, испытательный образец лопатки состоит из двух половин 32 испытательного образца, расположенных вокруг испытательного образца 22 диска. Половины 32 испытательного образца содержат противоположные контактные поверхности, или опорные поверхности, которые в положении испытания осуществляют контакт с соответствующими опорными поверхностями испытательного образца 22. Опорные поверхности 34 половин 32 испытательного образца расположены на наклонных верхних поверхностях выступов 35, образованных на основании половин 32 испытательного образца. Опорные поверхности 34 половин 32 испытательного образца представляют собой контактные поверхности, которые являются аналогичными опорным поверхностям хвостовика лопатки, при этом опорные поверхности испытательного образца, в свою очередь, являются аналогичными опорным поверхностям гребня типа ласточкина хвоста диска ротора.
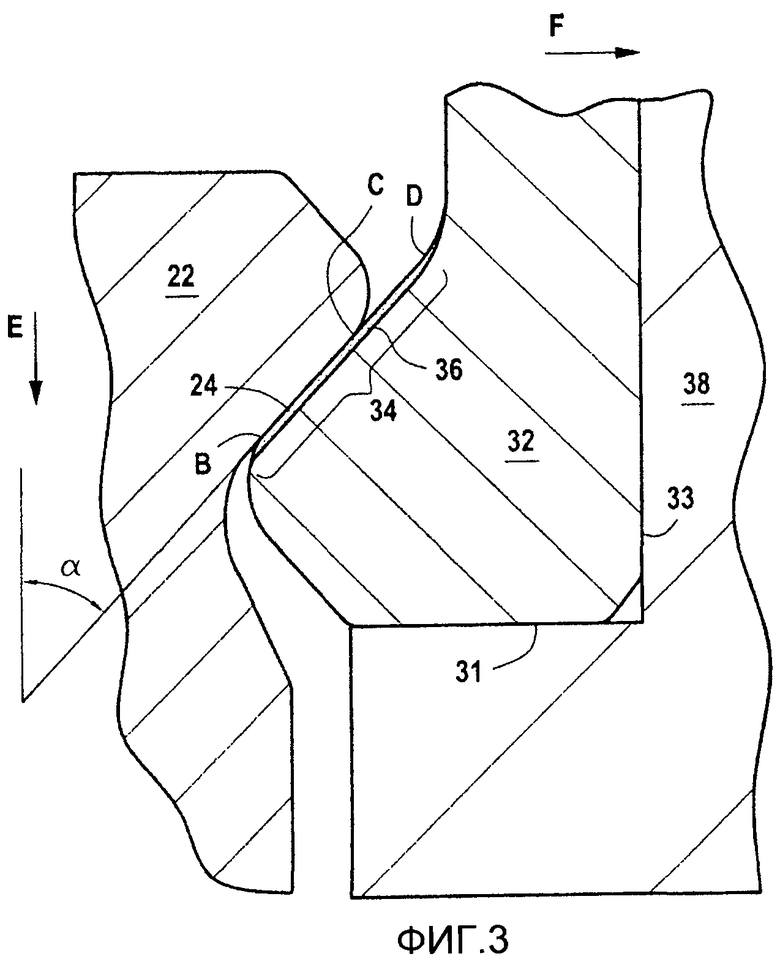
В испытательной машине, обеспечивающей возможность осуществления способа по изобретению, как показано на Фиг.1 и 2, половины 32 испытательного образца поддерживаются посредством удерживающей системы 30. Она используется для поддерживания двух половин 32 испытательного образца, и более точно для поддерживания их опорных поверхностей 34, напротив соответствующих опорных поверхностей противодействующего испытательного образца 22, на всем протяжении испытания. Удерживающая система 30 содержит параллельные стойки 38 и упругие средства 40 возврата стоек 38 относительно друг друга. В этом примере, эти упругие средства возврата представляют собой четыре винта 40, которые прочно поддерживают половины испытательного образца на месте вокруг противодействующего испытательного образца 22. Половины 32 испытательного образца прикреплены к стойкам 38 посредством винтов 42, проходящих через длинные отверстия 41, выполненные в половинах испытательного образца, в его частях, находящихся на расстоянии от его выступов 35.
Более того, следует отметить, что способ также может осуществляться с помощью двух стоек 38, жестко прикрепленных друг к другу или даже просто образующих единую часть, но предпочтительно, стойки 38 представляют собой независимые части в удерживающей системе 30.
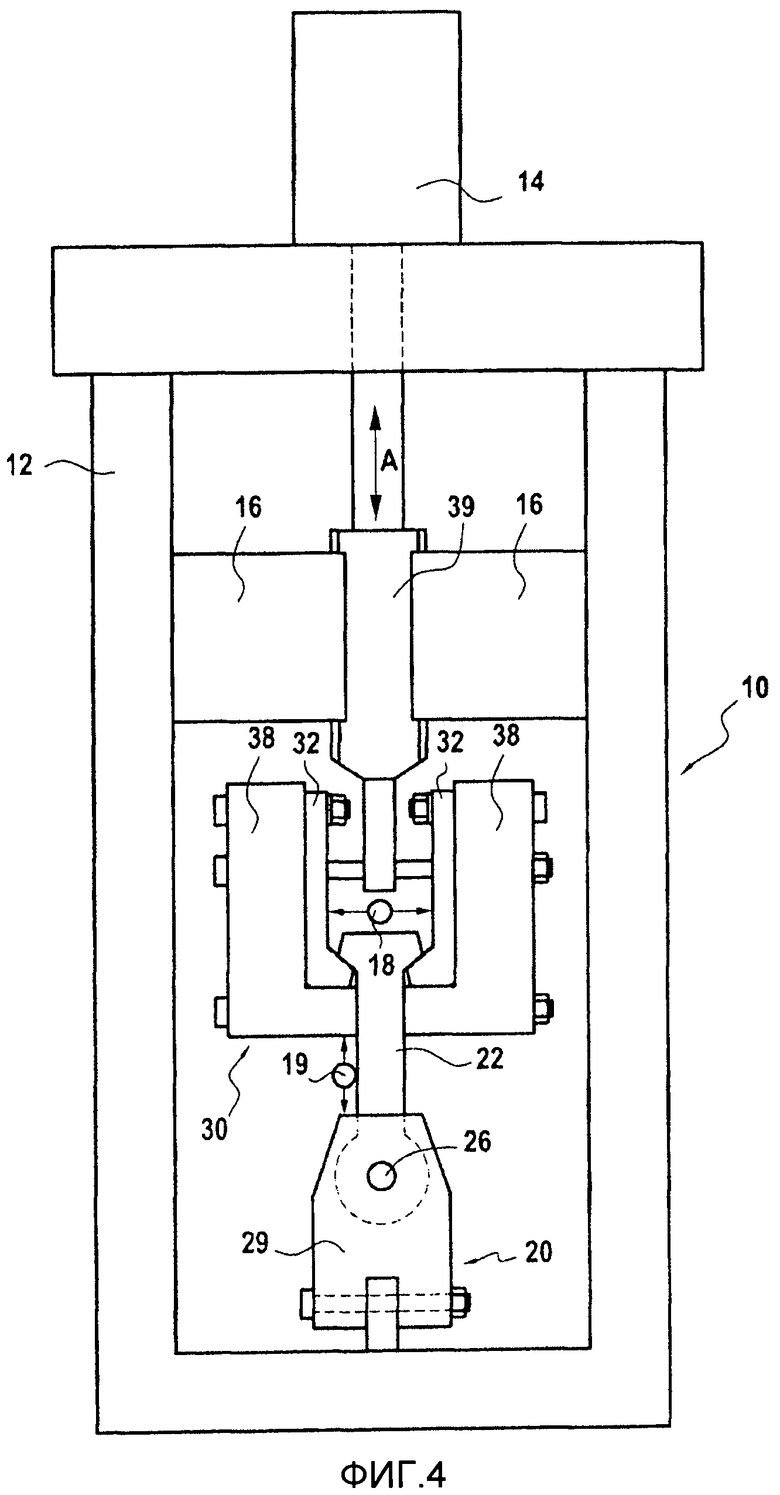
На Фиг.3 более подробно показаны формы, осуществляющие контакт с испытательным образцом 22 и одной половиной 32 испытательного образца. Половина 32 испытательного образца показана опирающейся на стойку 38 ее нижней 31 и задней 33 поверхностями. Половина 32 испытательного образца содержит опорную поверхность 34, проходящую между точкой В и точкой D. На этой опорной поверхности 34 половина 32 испытательного образца покрыта покрытием 36, подлежащим испытанию. Это покрытие представляет собой тот же вид и наносится в соответствии с тем же способом, что и покрытие, использующееся для защиты опорных поверхностей хвостовиков лопаток. Это покрытие выступает на каждой стороне площади 24 контакта, которая является частью опорной поверхности 34. В действительности, в показанном относительном положении половины 32 испытательного образца и противодействующего испытательного образца 22, площадь 24 контакта проходит только по одной части опорной поверхности 34, между точками В и С. Конечно, во время испытания на растяжение, положение этой площади контакта будет меняться относительно опорной поверхности 34.
Как можно увидеть на Фиг.3, опорные поверхности испытательного образца 22 и половины 32 испытательного образца расположены в косом или наклонном направлении относительно направления Е, которое представляет собой направление растяжения. Это представляет собой наклон в месте, где хвостовик лопатки крепится к диску ротора. Угол α наклона близок к 45°.
Второй этап способа заключается в подвергании испытательных образцов циклам растяжения. Эта операция выполняется на испытательной машине, например, испытательной машине, упомянутой ранее, показанной на Фиг.4.
Эта машина 10 содержит рамную конструкцию 12, в общем, состоящую из механически сваренной рамы. Эта рамная конструкция 12 поддерживает две удерживающие системы 20 и 30.
Первая удерживающая система 20, расположенная в нижней части машины, содержит неподвижную колонну 29, удерживающую противодействующий испытательный образец 22 на месте. Противодействующий испытательный образец 22 содержит отверстие, через которое проходит ось 26 первой удерживающей системы, посредством которой удерживается противодействующий испытательный образец 22, независимо от того, какие растягивающие напряжения он будет воспринимать.
Вторая удерживающая система 30 используется для удерживания двух половин 32 испытательного образца на месте. Эта удерживающая система 30 содержит подвижную балку 39, установленную с возможностью линейного чередующегося поступательного перемещения в вертикальном направлении вдоль двойной стрелки А посредством линейного исполнительного механизма 14 или какого-либо другого эквивалентного исполнительного средства. Эта балка 39 направляется при ее чередующемся вертикальном поступательном перемещении посредством направляющих планок 16. Удерживающая система 30 дополнительно содержит средства для жесткого присоединения половин 32 испытательного образца относительно балки 39, именно которые содержат вышеупомянутые стойки 38.
Характеристики линейного исполнительного механизма 14 выбираются таким образом, чтобы последний мог сообщать второй удерживающей системе 30 относительно первой удерживающей системы 20 вертикальные поступательные перемещения, представляющие собой перемещения, выполняющиеся лопаткой, и более точно, хвостовиком лопатки, относительно диска ротора во время работы турбомашины, частью которой является лопатка. Такие перемещения, вследствие значительных центробежных усилий, воспринимаются лопатками во время вращения двигателя. Такие центробежные усилия являются аналогичными радиальному растяжению на лопатке.
Принцип циклов растяжения заключается в том, чтобы подвергнуть испытательные образцы циклам напряжения в так называемом направлении растяжения, при этом испытательные образцы располагаются таким образом, чтобы деформации растяжения передавались через их противоположные опорные поверхности, как можно увидеть на различных фигурах. Соответствующие опорные поверхности половин испытательного образца и противодействующего испытательного образца, таким образом, принудительно вводятся в контакт друг с другом, что обеспечивает возможность для испытания, подвергания испытанию, покрытия испытательного образца лопатки (здесь двух половин испытательного образца). В машине на Фиг.4, напряжения прикладываются к половинам 32 испытательного образца, при этом испытательный образец 22 (т.е. противодействующий испытательный образец) является закрепленным. Обратная конфигурация также является возможной.
В машине 10, когда испытательный образец 22 подвергается растягивающему напряжению (стрелка Е), его опорная поверхность осуществляет контакт с опорной поверхностью 34 половины испытательного образца. Вследствие угла α наклона, под действием контакта, осевое усилие в направлении Е растяжения, приложенное к испытательному образцу 22, преобразуется в поперечное усилие в направлении стрелки F, приложенное к половине 32 испытательного образца. Для того чтобы выдержать такие усилия расхождения, стойки 38 соединены посредством винтов 40, предотвращающих их расхождение друг от друга. Такие винты имеют некоторую рассчитанную упругость, которая обеспечивает им возможность незначительного растягивания в ответ на такие усилия, и, таким образом, воспроизведения деформации хвостовика лопатки и гребней диска ротора под действием вращения ротора.
Эта возможность бокового смещения двух стоек 38, в окружном направлении относительно хвостовика лопатки (т.е. перпендикулярно направлению растяжения и опорным поверхностям хвостовика лопатки), обеспечивает возможность лучшего воспроизведения условий поддерживания лопатки при работе.
Для проверки надлежащей работы циклов растяжения, которые хвостовики лопаток будут испытывать, машина дополнительно содержит средства для измерения перемещений половин испытательного образца во время испытания. Это измерение позволяет обеспечить надлежащую работу и правильное расположение различных частей во время испытания. Она может содержать первую измерительную систему 19 перемещений вдоль оси растяжения, и вторую измерительную систему 18 бокового расхождения половин 32 испытательного образца.
В качестве примера, ниже будет описана реальная методика для испытания покрытия хвостовика лопатки, в соответствии со способом по изобретению, использующим машину на Фиг.4.
Прежде всего, следует отметить, что для испытания пары испытательных образцов, методика является следующей:
- подготавливают пару испытательных образцов, состоящую из двух половин испытательного образца лопатки и одного испытательного образца диска;
- подвергают эту пару испытательных образцов 10000 циклам растяжения, при этом растягивающее усилие изменяют согласно такой же зависимости как функция времени во время каждого из циклов растяжения; и
- затем проверяют состояние опорных поверхностей половин испытательного образца лопатки, для того, чтобы определить является ли это состояние допустимым или нет. Результат испытания считается удовлетворительным для пары испытательных образцов, если не имеет место скола и/или стирания на материале испытательного образца, по существу, на опорных поверхностях половин испытательного образца лопатки.
Количество циклов растяжения (10000) и зависимость для изменения растягивающего усилия как функция времени во время циклов растяжения устанавливаются заранее в зависимости от лопатки, для которой предназначается покрытие.
Этот способ для испытания пары испытательных образцов был определен, теперь является возможным точно установить, каким образом квалифицировать покрытие лопатки:
Для квалификации покрытия лопатки, в соответствии с предшествующим способом, испытываются три пары испытательных образцов.
Покрытие квалифицируется, если получены удовлетворительные результаты по меньшей мере для двух из трех пар испытательных образцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ПОКРЫТИЯ ОСНОВАНИЯ ЛОПАТКИ | 2009 |
|
RU2489702C2 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ НА ПРОЧНОСТЬ ЗАМКОВОГО СОЕДИНЕНИЯ ДИСКА ТУРБОМАШИНЫ | 2019 |
|
RU2724356C1 |
| СПОСОБ ИСПЫТАНИЯ НА ПРОЧНОСТЬ ЗАМКОВОГО СОЕДИНЕНИЯ ДИСКА ТУРБОМАШИНЫ | 2019 |
|
RU2726137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| Крепление рабочих лопаток на диске ротора осевой турбомашины | 2024 |
|
RU2838115C1 |
| ИНСТРУМЕНТ ДЛЯ УДЕРЖИВАНИЯ КОНСТРУКТИВНОГО ЭЛЕМЕНТА ТУРБОМАШИНЫ, СОДЕРЖАЩИЙ СРЕДСТВА УСТАНОВКИ И ФИКСАЦИИ В НЕПОДВИЖНОМ ПОЛОЖЕНИИ КОНСТРУКТИВНОГО ЭЛЕМЕНТА И ЭЛЕМЕНТА, ПРИКРЕПЛЯЕМОГО ПУТЕМ ПРИПАИВАНИЯ ИЛИ ПРИВАРИВАНИЯ НА УПОМЯНУТОМ КОНСТРУКТИВНОМ ЭЛЕМЕНТЕ | 2012 |
|
RU2598418C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВЫПОЛНЕННОГО В ВИДЕ ЕДИНОЙ ДЕТАЛИ ОБЛОПАЧЕННОГО ДИСКА, А ТАКЖЕ ТЕСТОВЫЙ ОБРАЗЕЦ (ВАРИАНТЫ) | 2006 |
|
RU2397329C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОРОГА НЕРАСПРОСТРАНЕНИЯ УСТАЛОСТНЫХ ТРЕЩИН НА ВЫСОКОЙ ЧАСТОТЕ | 2013 |
|
RU2627939C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2395070C2 |
| Устройство для сборки рабочих лопаток на диске ротора осевой турбомашины | 2023 |
|
RU2820539C1 |
Изобретение относится к области контроля качества антифрикционных покрытий для хвостовиков лопаток турбомашины. Сущность: испытательный образец диска содержит опорную поверхность, испытательный образец лопатки содержит опорную поверхность, на которую нанесено указанное покрытие. Испытательный образец лопатки состоит из двух половин, выполненных с возможностью контакта с обеих сторон испытательного образца диска. Подвергают испытательный образец лопатки, введенный в контакт с испытательным образцом диска, циклам растяжения, во время которых испытательные образцы испытывают растягивающее напряжение относительно друг друга в направлении растяжения. Деформация растяжения передается через опорные поверхности, контактирующие с испытательным образцом лопатки и испытательным образцом диска. Оценивают покрытие в зависимости от заданного критерия оценки. Технический результат: возможность получить высококоррелированные результаты с действительными оценками устойчивости во времени покрытий хвостовика лопатки как полученные в продолжение срока службы лопатки. 9 з.п. ф-лы, 4 ил.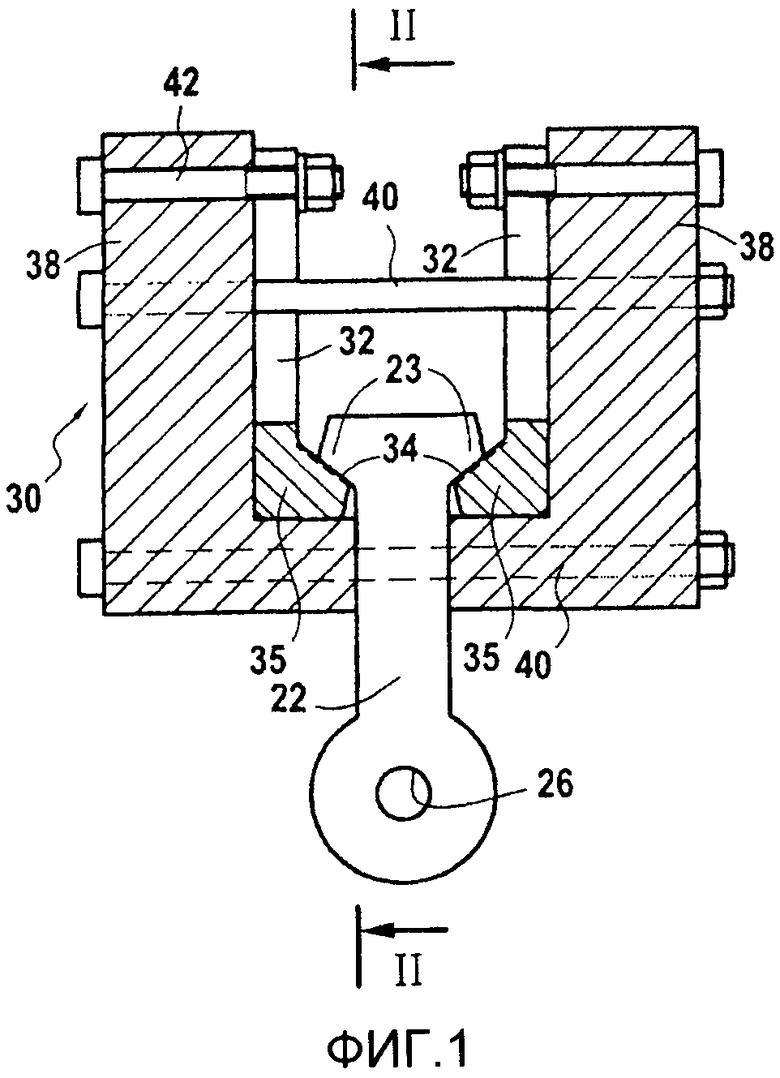
1. Способ испытания покрытия (36) для хвостовиков лопаток, включающий следующие этапы, на которых:
обеспечивают так называемый испытательный образец (22) диска, содержащий по меньшей мере одну опорную поверхность, и другой так называемый испытательный образец (32) лопатки, содержащий по меньшей мере одну опорную поверхность, на которую нанесено указанное покрытие, при этом испытательный образец лопатки состоит из двух половин (32) испытательного образца, выполненных с возможностью контакта с обеих сторон испытательного образца диска,
подвергают испытательный образец (32) лопатки, введенный в контакт с испытательным образцом (22) диска, циклам растяжения, во время которых испытательные образцы испытывают растягивающее напряжение относительно друг друга в направлении (А) растяжения, при этом деформация растяжения передается через опорные поверхности, контактирующие с испытательным образцом лопатки и испытательным образцом диска;
оценивают покрытие в зависимости от заданного критерия оценки.
2. Способ по п.1, отличающийся тем, что опорные поверхности испытательного образца лопатки и испытательного образца диска имеют ответные формы и проходят в наклонном направлении относительно направления (А) растяжения.
3. Способ по п.1, отличающийся тем, что во время циклов растяжения посредством упругих средств (40) возврата ограничивают боковое расхождение испытательных образцов, которое происходит в ответ на усилие расхождения, приложенное испытательными образцами друг к другу под действием растяжения.
4. Способ по п.3, отличающийся тем, что во время циклов растяжения измеряют боковое расхождение.
5. Способ по п.1, отличающийся тем, что опорные поверхности испытательного образца лопатки и испытательного образца диска имеют ответные формы и проходят в наклонном направлении относительно направления (А) растяжения, и во время циклов растяжения посредством упругих средств (40) возврата ограничивают боковое расхождение испытательных образцов, которое происходит в ответ на усилие расхождения, приложенное испытательными образцами друг к другу под действием растяжения.
6. Способ по п.5, отличающийся тем, что во время циклов растяжения измеряют боковое расхождение.
7. Способ по любому из пп.1-6, отличающийся тем, что около своей(своих) опорной(ых) поверхности(ей) испытательный образец (32) лопатки имеет форму, представляющую собой форму хвостовика лопатки турбомашины, при этом ось растяжения представляет собой радиальную ось хвостовика лопатки.
8. Способ по п.1, отличающийся тем, что около своей(своих) опорной(ых) поверхности(ей) испытательный образец (22) диска имеет форму, представляющую собой форму гребня диска ротора турбомашины.
9. Способ по п.1, отличающийся тем, что он дополнительно включает следующий этап: заранее устанавливают параметры циклов растяжения; причем оценку покрытия осуществляют после заданного количества циклов растяжения.
10. Способ по п.1, отличающийся тем, что оценка включает в себя зрительный или микрографический контроль.
| Сырьевая смесь для изготовления асбестоцементных изделий | 1989 |
|
SU1705261A1 |
| US 6250166 B1, 26.06.2001 | |||
| СПОСОБ ИЗМЕРЕНИЯ ЭРОЗИОННОГО ИЗНОСА КРОМОК РАБОЧИХ ЛОПАТОК ТУРБИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2089878C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ СВОЙСТВ ВЫСОКОТЕМПЕРАТУРНЫХ ТЕПЛОЗАЩИТНЫХ ПОКРЫТИЙ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2339930C1 |

