Изобретение относится к промышленности строительных материалов и в частности к производству перлитового песка с γн=200-250 кг/м3 и щебня с γн=350-400 кг/м3 из водосодержащих вулканических стекол (перлита, обсидиана, цеолита и др.) в челночной печи (патент РФ №2502029) с конструктивными изменениями. Существуют тепловые агрегаты для производства: перлитового песка М75-100 в шахтных (вертикальных) печах во взвешенном состоянии и перлитового щебня М450-500 во вращающихся барабанных печах («Технология минеральных теплоизоляционных материалов и легких бетонов» часть 3, глава 1, с. 173-186, М. Стройиздат, 1976 г.). Технологические линии производства песка и щебня сложны и включают:
- многоступенчатая дробильно-сортировочная подготовка сырья, бункера для различных фракций. В шахтных печах используют фр. 0,16-3 мм, в барабанных - фр. 3-10, 10-20, 20-30 мм;
- тепловые агрегаты, состоящие из барабанных печей диаметром 1 м и длиной 8 м для сушки и нагрева исходной породы до 300-400°C и печей обжига при 1000-1050°C: для песка шахтные (диаметром 1,2 м и высотой 8 м) и для щебня барабанные (диаметром 2 м и длиной 10 м). Эти печи футерованы, а шахтные - состоят из двух труб, между которыми пропускают воздух для охлаждения; систему пылеочистки (циклоны).
Основными недостатками этих агрегатов являются:
- сложная система отопления - применяются две печи: термоподготовки и обжига, что определяет сложность их обслуживания и высокий расход топлива и электроэнергии;
- высокая металлоемкость. Расход металла на изготовление этих печей составляет 16-21 т, их изготавливают на заводе «Строммашина», что определяет их высокую стоимость;
- сложность подготовки сырья - требуется ее дробление в узком фракционном составе;
- необходимость использования системы пылеочистки (циклонов), что приводит к перерасходу металла и электроэнергии (увеличивается мощность концевого дымососа);
- перлитовый песок М 75-100 из-за низкой прочности и высокого водопоглощения не пригоден для изготовления легких бетонов и теплоизоляционных растворов.
Существует челночная печь и агрегат (Патент РФ №2502029; Патент РФ №2582327) для производства пеностекольных плит способом скоростного послойного обжига порошковых масс из вулканических стекол.
Агрегат включает: челночную печь, состоящую из футерованного корпуса, двухъярусной системы отопления, подины, выполненной из двух продольных пластин, соединенных между собой редкими трубами, на которых опирается рабочая поверхность из листовой стали и разделена на сектора с помощью поперечных трапецеидальных и продольных пластин; вытаскиватель (съемник); две канатные привода.
Недостатками данной печи и агрегата являются:
- печь не приспособлена для обжига пористых заполнителей в монослое, т.к. ее рабочая поверхность выполнена из металлических пластин, которые при неоднократном возвратно-поступательном движении подины и ее нагреве до 1050°C, затем охлаждении около 700°C в коротком интервале времени (5-10 минут) могут постепенно деформироваться и нарушить процесс съема песка и щебня с рабочей поверхности печи;
- при применении челночной печи для производства пористых заполнителей необходимо скорректировать двухъярусную систему отопления с целью оптимального использования тепла отработанных дымовых газов (о.д.г.) верхнего яруса;
- не решены вопросы съема пористых заполнителей с рабочей поверхности челночной печи и их охлаждения.
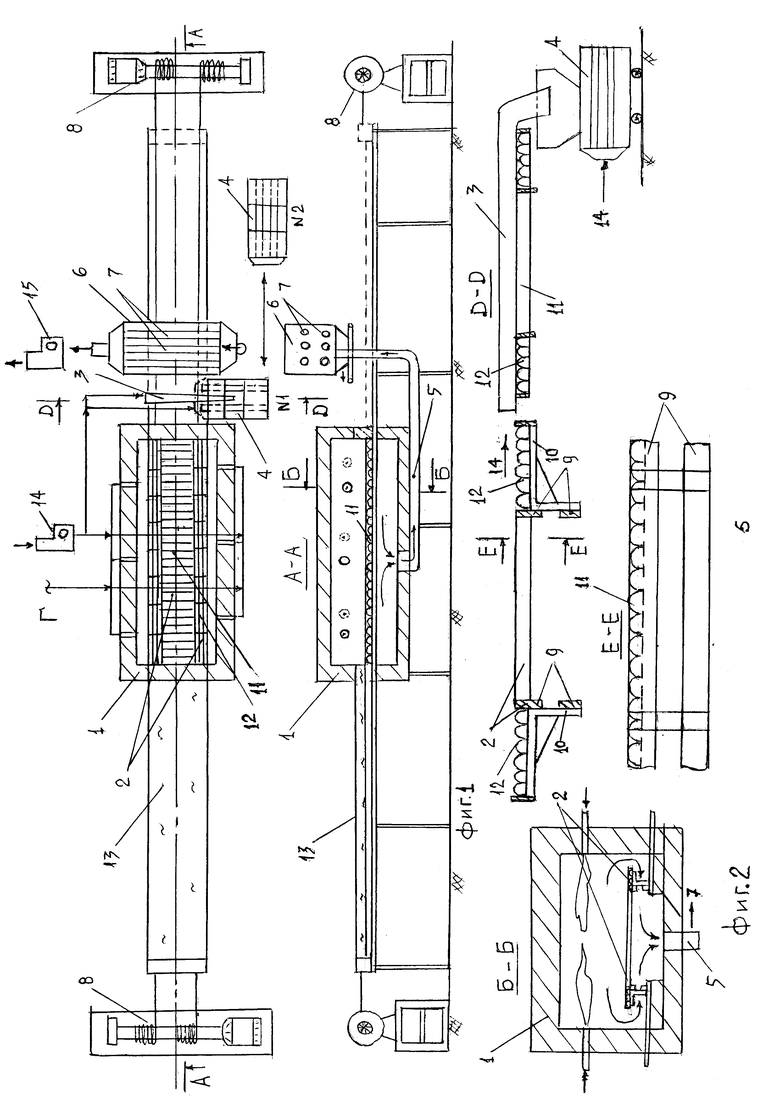
Цель изобретения заключается в: применении агрегата, состоящего из челночной печи с холодильником-кюбелем, для производства пористых заполнителей взамен агрегатов с вертикальными или барабанными печами (Производство керамзита, с. 195-196, М. Стройиздат - 1971 г.); повышении долговечности и эксплуатационной надежности рабочей поверхности подины челночной печи путем замены ее пластинчатой конструкции на гофрированную, состоящую из сваренных друг с другом полутруб; оптимизации системы отопления челночной печи путем исключения отопления нижнего яруса и изменении конструкции опор подины - каждая цельная пластина разделена на две полосы, которые соединены между собой Г-образными элементами, обеспечивающей эвакуацию о.д.г. с верхнего яруса в нижний через щели между полосами и нагрев рабочей поверхности подины снизу; изготовлении агрегата в ремонтно-механических мастерских; уменьшении расхода топлива на производство и металла для его изготовления; упрощении процессов дробления и сортировки породы; исключении системы пылеочистки. Тепловой агрегат для скоростного обжига пористых заполнителей в неподвижном монослое состоит из: челночной печи 1, внутри которой смонтирована подина 2 с двумя пластинчатыми опорами 9; съемника - аэровыгружателя 3 (авт. свид. №1251482); холодильника-кюбеля 4; системы эвакуации о.д.г. 5 из печи; бункера с питателем 6 и трубчатым теплообменником 7 и двух канатных приводов 8 (фиг. 1, 2). Две опоры 9 подины 2 (фиг. 2), установленные продольно к оси печи, состоят из двух металлических полос шириной около 40 мм и толщиной 10 мм, соединены между собой Г-образными элементами 10. Расстояние между полосами составляет около 40 мм, что обеспечивает эвакуацию о.д.г. с верхнего яруса (отапливаемого) в нижний ярус (неотапливаемый) печи. Верхние полосы опор 9 между собой соединены сваренными друг с другом полутрубами 11 (диаметром 100 мм и длиной около 1,0 м), а на опорах 9 и Г-образных элементах 10 с двух сторон подины 2 продольно к оси печи смонтированы аналогичные полутрубы 12 (диаметром 50 мм), создавая общую гофрированную рабочую поверхность подины взамен пластинчатой (рис. 2). Таким образом, ширина рабочей поверхности подины, выполненной из металлических пластин, (как вариант) составит - 0,4+1,0+0,4=1,8 м, а производительность челночной печи длиной 8,0 м составит 8×1,8×0,04×1,1×(60:6)×7920=50 тыс.м3/год. Площадь гофрированной поверхности подины по сравнению с плоской увеличивается в 1,57 раз (с 14,4 до 22,6 м2), а производительность - около 30% - до 65,0 тыс.м3/год. Хвостовая часть 13 подины после завершения обжига монослоя (из кусков перлита 20-50 мм) и включения канатных приводов 8, подина 2 поступает в раскаленную челночную печь 1. Поверхность хвостовой части 13 покрыта огнеупорным материалом и играет роль замка печи в период движения подины. Длина хвостовой части определяется - длина хвостовой части + длина участка съема продукта обжига (8+1=9 м). Продукт обжига с рабочей поверхности подины 2 аэровыгружателем 3 (авт.свид. №1251482) подают в холодильник-кюбель 4, внутри которого смонтированы трубы, перфорированные по всей нижней части окружности.
Тепловой агрегат работает следующим образом: куски породы из бункера 6 подают на раскаленную рабочую поверхность движущейся подины 2 и одновременно двигают во внутрь печи в течение 5-10 секунд, где при 1050°C их вспучивают в течение 5-10 мин. После этого за 5-10 секунд подину 2 двигают в обратную сторону и одновременно с удалением продукта обжига с поверхности подины аэровыгружателем 3 в холодильник-кюбель 4, из бункера 6 на рабочую поверхность подины подают монослой породы и затем отправляют в печь и цикл повторяется. В перфорированные трубы, смонтированные в холодильнике, подают часть воздуха из вентилятора 14, предназначенного на горение газа в печи. Из холодильника теплый воздух самотеком выбрасывают в атмосферу или в помещение в зимний период. Время заполнения и охлаждения продукта обжига в холодильнике составляет 40 минут. Затем холодильник №1 переносят на столик над дробилкой и осуществляют дробление продукта обжига (фиг. 2), а свободный холодильник №2 устанавливают вместо №1. О.д.г. из верхнего яруса через щели между полосами опор 9 подины 2 эвакуируют в нижний ярус, нагревая рабочую поверхность подины снизу, и через отверстие в футеровке нижнего яруса и короба 5 - в трубчатый теплообменник 7 бункера 6 для сушки породы, а затем в концевой дымосос 15.
Это достигается тем, что:
- изменение конструкции опор подины челночной печи обеспечивает: упрощение системы отопления, возможность эвакуации о.д.г. из верхнего яруса в нижний (неотапливаемый) и нагрев рабочей поверхности подины снизу; сокращение времени обжига. По сравнению с традиционными агрегатами расход металла снижается в 4 раза, а топлива на 30%.
- замена листового покрытия рабочей поверхности подины на гофрированную, состоящую из полутруб, повышает ее эксплуатационную надежность и долговечность, увеличивает рабочую поверхность подины и производительность печи;
- применение агрегата, состоящего из челночной печи и холодильника-кюбеля, по сравнению с традиционными: упрощает их обслуживание и конструкцию; обеспечивает их изготовление в ремонтно-механических мастерских; исключает систему пылеочистки.
- организация производства пористых заполнителей в тепловом агрегате с челночной печью в неподвижном монослое по сравнению с традиционными обеспечивает получение: перлитового песка с γн=200-250 кг/м3 и прочностью (цилиндрической) 0,18-0,23 МПа, что соответствует первой категории качества и вполне удовлетворяет требованиям для изготовления сверхэффективных теплоизоляционных штукатурных и кладочных смесей и растворов с γср=450-500 кг/м3 и прочностью 3,5-5,0 МПа взамен растворов и смесей на кварцевом песке с γср=2000 кг/м3, что исключает возможность образования мостиков холода в кладке, а также легких бетонов с γср=800 кг/м3 и прочностью 8-10 МПа; перлитового щебня с γн=350-400 кг/м3, что на 30% меньше, чем у щебня, полученного во вращающихся печах.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПЕНОСТЕКОЛЬНЫХ ПЛИТ | 2019 |
|
RU2729793C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПЕНОСТЕКОЛЬНЫХ ПЛИТ | 2014 |
|
RU2582327C1 |
| ЧЕЛНОЧНАЯ ПЕЧЬ | 2012 |
|
RU2502029C1 |
| СУШИЛЬНЫЙ АГРЕГАТ ДЛЯ КОНТАКТНОЙ СУШКИ СЫПУЧИХ МАТЕРИАЛОВ | 2017 |
|
RU2662578C1 |
| Кольцевая печь | 1990 |
|
SU1796854A1 |
| СУШИЛЬНЫЙ АГРЕГАТ ДЛЯ КОНТАКТНОЙ СУШКИ СЫПУЧИХ МАТЕРИАЛОВ | 2012 |
|
RU2540196C2 |
| ПЕЧЬ ДЛЯ ОБЖИГА ПЕНОСТЕКОЛЬНЫХ ПЛИТ | 2000 |
|
RU2198363C2 |
| ПЕЧЬ | 2000 |
|
RU2198362C2 |
| Кольцевая печь | 1990 |
|
SU1838739A3 |
| Способ производства керамзитового песка | 1977 |
|
SU673630A1 |
Изобретение относится к тепловому агрегату для скоростного обжига пористых заполнителей в неподвижном монослое кусков пород. Тепловой агрегат содержит челночную печь, в корпусе которой смонтирована транспортная система, выполненная в виде металлической подины с двумя продольными пластинчатыми опорами, рабочей и хвостовой частей и двух канатных приводов, съемник-аэровыгружатель, холодильник, бункер с питателем и трубчатым теплообменником и систему эвакуации отходящих дымовых газов, при этом каждая пластинчатая опора подины челночной печи выполнена в виде двух, верхней и нижней, полос, соединенных между собой Г-образными элементами с образованием продольных щелей для эвакуации отходящих дымовых газов, верхние полосы соединены между собой сваренными друг с другом полутрубами, а на опорах и Г-образных элементах с двух сторон подины продольно к оси печи смонтированы полутрубы, образующие гофрированную рабочую поверхность для подачи на нее упомянутого монослоя породы и вспучивания его в печи, причем упомянутый холодильник выполнен в виде кюбеля с установленными в нем перфорированными трубами. Обеспечивается повышение качества пористых наполнителей, сокращение времени обжига, увеличение надежности и долговечности агрегата. 2 ил.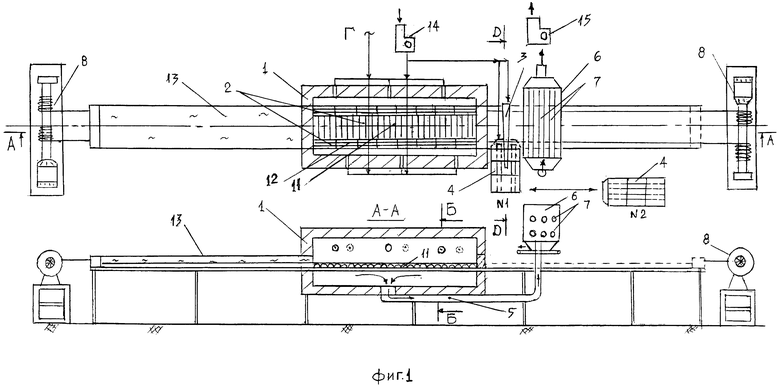
Тепловой агрегат для обжига пористых заполнителей в неподвижном монослое кусков водосодержащих вулканических стекол и пород, содержащий челночную печь, в корпусе которой установлена транспортная система, выполненная в виде металлической подины с двумя продольными пластинчатыми опорами, рабочей и хвостовой частями и двумя канатными приводами, съемник-аэровыгружатель, холодильник, бункер с питателем и трубчатым теплообменником и систему эвакуации отходящих дымовых газов дымососом, отличающийся тем, что каждая пластинчатая опора подины челночной печи выполнена в виде двух, верхней и нижней, продольных металлических полос, соединенных между собой Г-образными элементами с образованием продольных щелей для эвакуации отходящих дымовых газов, при этом верхние полосы соединены между собой сваренными друг с другом полутрубами, а на опорах и Г-образных элементах с двух сторон подины продольно к оси печи смонтированы полутрубы, образующие гофрированную рабочую поверхность для подачи на нее упомянутого монослоя пород и вспучивания его в печи, а холодильник выполнен в виде кюбеля с установленными в нем перфорированными трубами.
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПЕНОСТЕКОЛЬНЫХ ПЛИТ | 2014 |
|
RU2582327C1 |
| ЧЕЛНОЧНАЯ ПЕЧЬ | 2012 |
|
RU2502029C1 |
| ПЕЧЬ | 2000 |
|
RU2198362C2 |
| ТУННЕЛЬНАЯ ПЕЧЬ | 2005 |
|
RU2310616C2 |
| Мотофреза | 1988 |
|
SU1607704A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ ОБЪЕКТА | 1994 |
|
RU2081430C1 |

