Изобретение относится к механической обработке материалов и может быть использовано для восстановления и обработки поверхностей профильных валов различных конфигураций.
Известен способ, включающий долбление деталей в условиях обката фасонным долбяком, при этом долбяк совершает возвратно-поступательное движение резания, а деталь - относительное движение подачи. Резание выполняют за каждый ход возвратно-поступательного движения долбяка с одинаковой скоростью в обоих направлениях при непрерывной подаче детали. При этом применяют реверсивный долбяк (патент на изобретение РФ №2385786 М B23D 3/00 B23D 13/00, опубл. 10.04.2010, бюллетень №10).
Недостатком данного способа является непригодность применения его для восстановительных работ при продлении срока службы отдельных компонентов изделия, а также большой стоимости сложно фасонного режущего инструмента с несколькими гранями.
Технической задачей является создание фасонного долбяка для обработки профильных валов трех диаметров, в том числе, после ремонтного цикла рабочих поверхностей вала наплавкой или наваркой сколотых и изношенных граней, с последующей обработкой долбяком.
Поставленную задачу решают применением специального фасонного долбежного инструмента, линия режущей кромки рабочей части которого состоит из двух секторов и предназначена для последовательной обработки одной грани обрабатываемого некруглого вала и участков цилиндрической поверхности диаметров. При этом, при взаимной их обкатке, за каждый оборот, фасонного долбяка происходит обработка или восстановление одной грани некруглого вала трех диаметров, относящейся к некруглому валу и двух частей цилиндрической поверхности вершин, то есть восстановление происходит по секторно, при этом, в случае необходимости восстановления нескольких граней, соответственно будет совершено кратное их количеству, рабочих оборотов фасонного долбяка около собственного центра вращения в процессе взаимной обкатки на заранее определенном межосевом расстоянии, из условия, чтобы элементы некруглого вала трех диаметров соответствовали элементам фасонного долбяка на предмет отсутствия подрезания и наложения профилей.
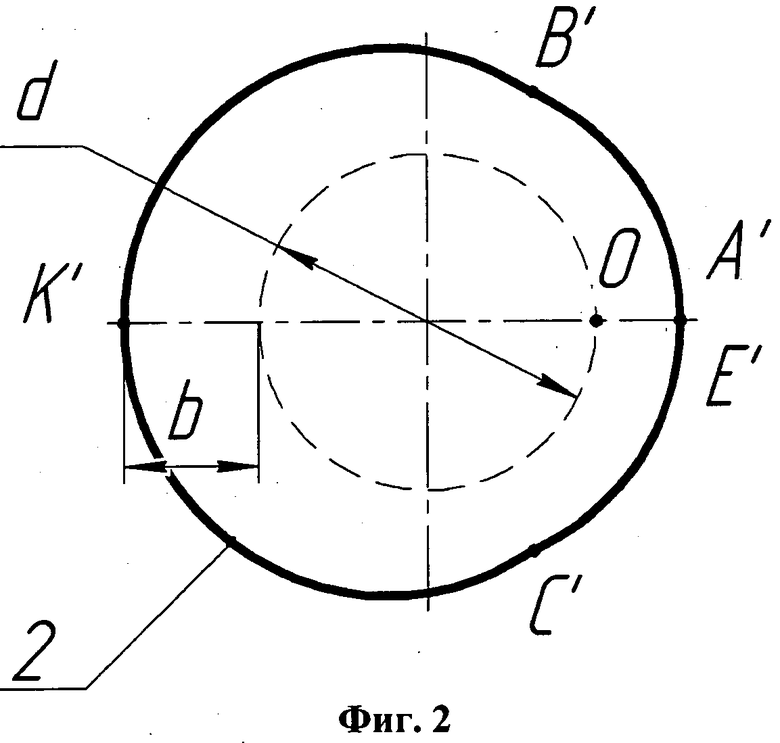
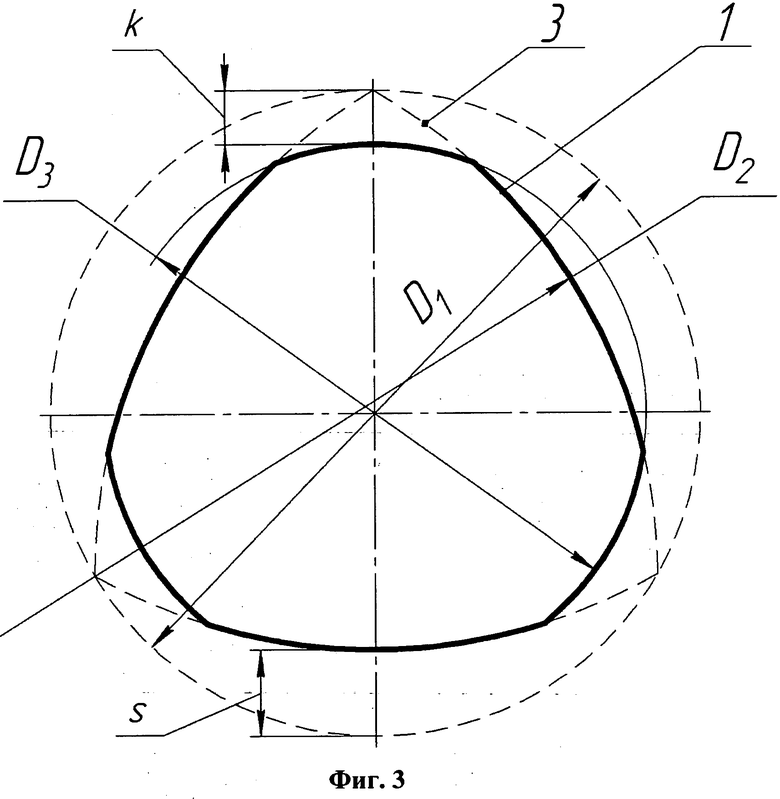
Сущность способа поясняется чертежами, где на фиг.1 дана схема установки восстанавливаемого некруглого вала трех диаметров и фасонного долбяка на заранее определенном межосевом расстоянии. На фиг.2 дана схема профиля фасонного долбяка. На фиг.3 дана схема некруглого вала трех диаметров.
Параметры некруглого вала трех диаметров можно выразить следующими отношениями (фиг.3): D1 - диаметр описанной окружности около некруглого вала трех диаметров, при достроении его граней до некруглого вала; D2 - диаметр стороны некруглого вала трех диаметров, относящийся к некруглому валу: D2=2D1-2s; D3 - диаметр окружности срезающей вершины некруглого вала трех диаметров до формы цилиндрической поверхности: D3=D1-2k.
Обработка происходит следующим образом (фиг.1). Обрабатываемый контур некруглого вала трех диаметров 1 и контур фасонного долбяка 2 устанавливаются на межосевом расстоянии L с учетом отсутствия подрезания и наложения контуров. Профилирование восстанавливаемой части m участка АЕ происходит в процессе взаимного обката. При этом положение в точке А - является начальным, положение в точке Е -конечным.
Применение данного изобретения дает преимущества при использовании его в ремонтных цехах, а также при обработке профильных валов трех диаметров с большими площадями сечений, связанные с малыми габаритами, и соответственно малой стоимостью фасонного инструмента. Наличие малой формообразующей грани у долбяка дает преимущество при восстановлении режущей способности его рабочей кромки, по сравнению с профильными долбяками, имеющими большие формообразующие режущие кромки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЬНОГО ВАЛА СЕГМЕНТНЫМ ПРОФИЛЬНЫМ ДОЛБЯКОМ | 2011 |
|
RU2502584C2 |
| СПОСОБ ДОЛБЛЕНИЯ И ДОЛБЯК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385786C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СПОСОБ ОБРАБОТКИ МНОГОГРАННОГО ПРОФИЛЬНОГО ВАЛА ЧАШЕЧНЫМ ДОЛБЯКОМ | 2011 |
|
RU2509634C2 |
| ИЗМЕЛЬЧИТЕЛЬ БАРАБАННЫЙ | 2005 |
|
RU2312707C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Способ обработки зубьев шестерен обкаткой путем фрезерования, долбления, протягивания и т.п. | 1959 |
|
SU129461A1 |
| Долбяк для обработки прямолинейных и фасонных профилей зубчатых валиков | 1940 |
|
SU61528A1 |
| РОТОРНО-ЛОПАСТНОЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2001 |
|
RU2215159C2 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
Способ включает долбление фасонным долбяком с линией режущей кромки рабочей части, состоящей из двух секторов и предназначенной для последовательной обработки путем обкатки одной грани обрабатываемого некруглого вала трех диаметров, относящейся к части некруглого вала и участков цилиндрической поверхности диаметров. При обкатке за каждый оборот фасонного долбяка производят обработку сектора, включающего одну грань некруглого вала трех диаметров, относящуюся к некруглому валу, и две части цилиндрической поверхности вершин некруглого вала трех диаметров, выполняют кратное их количеству число рабочих оборотов профильного долбяка около собственного центра вращения в процессе обкатки для обработки нескольких граней. При этом межосевое расстояние определяют из условия отсутствия подрезания и наложения профилей фасонного долбяка и некруглого вала трех диаметров. Технический результат: расширение технологических возможностей. 3 ил.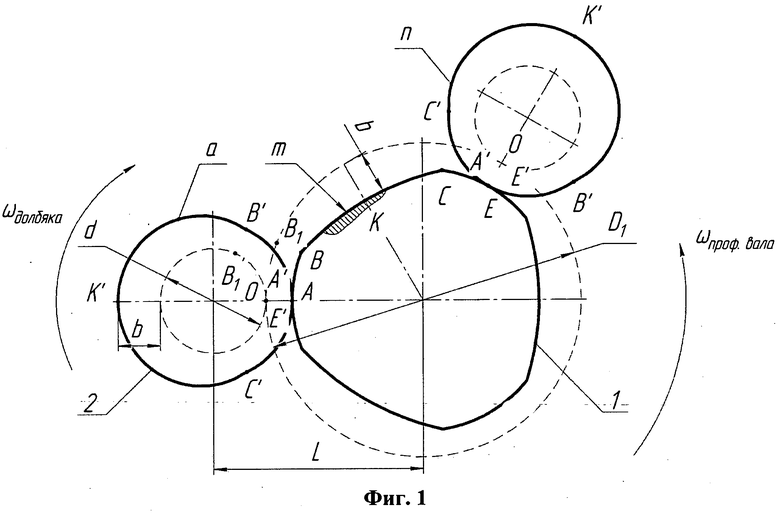
Способ обработки при восстановлении некруглого вала трех диаметров, отличающийся тем, что осуществляют долбление фасонным долбяком с линией режущей кромки рабочей части, состоящей из двух секторов и предназначенной для последовательной обработки путем обкатки одной грани обрабатываемого некруглого вала трех диаметров, относящейся к части некруглого вала, и участков цилиндрической поверхности диаметров, причем при обкатке за каждый оборот фасонного долбяка производят обработку сектора, включающего одну грань некруглого вала трех диаметров, относящуюся к некруглому валу, и две части цилиндрической поверхности вершин некруглого вала трех диаметров, выполняют кратное их количеству число рабочих оборотов профильного долбяка около собственного центра вращения в процессе обкатки для обработки нескольких граней, при этом межосевое расстояние определяют из условия отсутствия подрезания и наложения профилей фасонного долбяка и некруглого вала трех диаметров.
| Справочник металлиста./ Под ред | |||
| А.Н | |||
| Малова | |||
| - М.: Машиностроение, т.5, 1961, с.978, 979, 982, 984, 985, фиг.1, 6 | |||
| Способ обработки изделий некруглого сечения на зубодолбежном станке методом обкатки | 1947 |
|
SU75642A1 |
| Способ долбления цилиндрических зубчатых колес | 1977 |
|
SU698732A1 |
| СПОСОБ ДОЛБЛЕНИЯ И ДОЛБЯК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385786C1 |

