Способ относится к механической обработке материалов и может быть использован для получения контура профильного вала чашечным долбяком.
Известен способ обработки многогранного профильного вала чашечным долбяком, включающий вращение чашечного долбяка и профильного вала («Справочник металлиста», под ред. Малова А.Н., т.5, М.: «Машиностроение», 1961, 978, 979, фиг.1).
Недостатком данного способа является применение специального, дорогостоящего, профильного долбежного инструмента для обработки многогранного профильного вала.
Технической задачей является снижение затрат на обработку многогранных профильных валов за счет применения долбежного режущего инструмента, имеющего простую форму режущей кромки.
Поставленную задачу решают обработкой с взаимной обкаткой чашечного долбяка и многогранного профильного вала. При этом чашечный долбяк устанавливают эксцентрично собственной оси так, чтобы численное значение эксцентриситета равнялось четвертой части разности диаметров описанной и вписанной окружности многогранного профильного вала. Начальная точка обработки принадлежит многогранному профильному валу и чашечному долбяку, и лежит на линии симметрии чашечного долбяка, вдоль линии его смещения на величину эксцентриситета, на наименьшем из расстояний от установочного центра до рабочей кромки долбяка, а на многогранном профильном валу - на описанной окружности, при этом отношение угловых скоростей вращения чашечного долбяка и многогранного профильного вала будет являться числом, кратным количеству сторон этого многогранного профильного вала и, для получения полного контура многогранного профильного вала, ему необходимо совершить один, а чашечному долбяку - кратное количеству формообразующих граней многогранного профильного долбяка оборотов около собственных центров вращения в процессе обработки.
Сущность способа поясняется фиг.1, где дана схема установки чашечного долбяка с величиной эксцентриситета е при обработке многогранного профильного вала, на примере шестигранника, при минимальном удалении от смещенного центра вращения долбяка до точки контакта поверхности его рабочей кромки с поверхностью профильного вала.
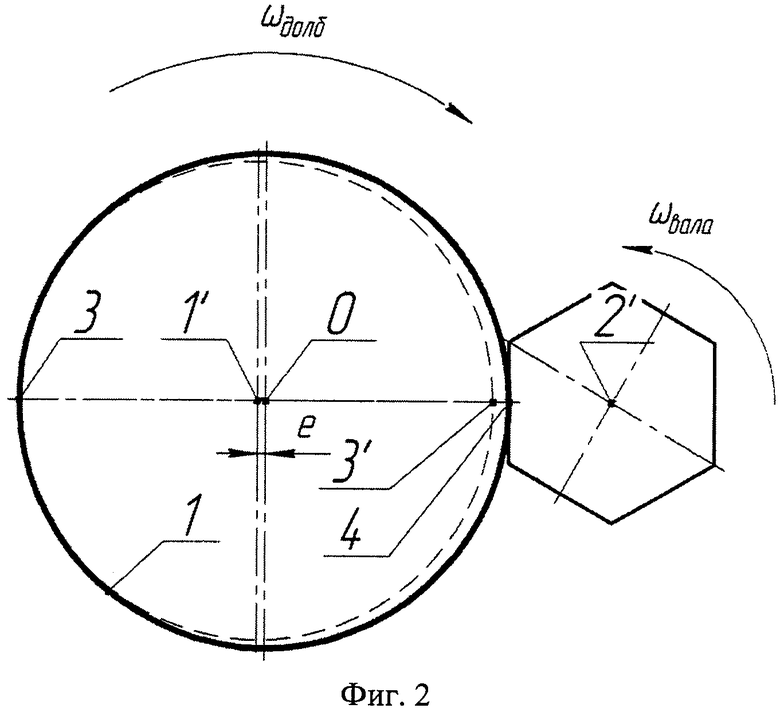
На фиг.2 дана схема положения эксцентриситета е и новой точки контакта при максимальном удалении от смещенного центра вращения долбяка до точки контакта поверхности его рабочей кромки с поверхностью профильного вала.
На фиг.3 изображен обрабатываемый контур.
Диаметр чашечного долбяка 1 Dдолб назначается из условия, что он будет равен или больше диаметра Dопис описанной около многогранного профильного вала 2 окружности.
Обкат чашечного долбяка 1 и многогранного профильного вала 2 происходит около собственных центров вращения 1' и 2', который для многогранного профильного вала является геометрическим, а для чашечного долбяка является смещенным относительно геометрического 0 на величину эксцентриситета e, с началом в точке 3 и угловой скоростью ωдолб и ωвала, отношение между которыми может быть выражено формулой:

где n - число сторон многогранного профильного вала 2;
ωдолб - угловая скорость чашечного долбяка 1;
ωвала - угловая скорость многогранного профильного вала 2.
Величина эксцентриситета выражается:
где e - величина эксцентриситета;
Dопис - диаметр описанной около многогранного профильного вала 2 окружности;
Dвпис - диаметр вписанной в многогранный профильный вал 2 окружности.
При этом на фиг.1 изображено положение при минимальном удалении от смещенного центра вращения долбяка 1' до точки контакта 3 поверхности его рабочей кромки с поверхностью многогранного профильного вала, на фиг.2 изображено положение при максимальном удалении от смещенного центра вращения долбяка 1' до точки контакта 4 поверхности его рабочей кромки с поверхностью многогранного профильного вала, новое положение точки 3, ее след и место первоначального положения 3'.
Для получения полного контура необходимо выполнить один оборот многогранного профильного вала 2 относительно собственного центра вращения 2' в процессе обката, а чашечному долбяку 1 - n-число оборотов относительно смещенного на величину эксцентриситета е центра вращения 1'.
Применение данного способа требует расширения технологических возможностей долбежных станков, но позволит сократить расходы на специальный инструмент, давая возможность вести обработку наиболее простым круглым инструментом, тем самым его унифицируя, и снижая расходы на инструмент.
Применение данного способа наиболее приемлемо при обработке многогранных профильных валов с количеством граней не менее пяти, т.к. при этом снижаются погрешности, связанные с остаточными «гребешками» на обрабатываемых поверхностях, растущих с уменьшением количества граней и диаметра чашечного долбяка. Так, например, установлено, что наиболее оптимальным является использование чашечного долбяка диаметром рабочей зоны равным или больше диаметра описанной окружности обрабатываемого многогранного профильного вала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПРИ ВОССТАНОВЛЕНИИ НЕКРУГЛОГО ВАЛА ТРЕХ ДИАМЕТРОВ | 2012 |
|
RU2502583C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЬНОГО ВАЛА СЕГМЕНТНЫМ ПРОФИЛЬНЫМ ДОЛБЯКОМ | 2011 |
|
RU2502584C2 |
| СПОСОБ ГРАФИЧЕСКОГО ПРОЕКТИРОВАНИЯ ДОЛБЯКОВ ДЛЯ ОБРАБОТКИ ПРОФИЛЬНЫХ ВАЛОВ | 2011 |
|
RU2488466C2 |
| Устройство для обработки профильных валов с равноосным контуром | 1981 |
|
SU998102A1 |
| Сборный инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2613002C1 |
| Приспособление для обработки зубчатых колес, профили которых очерчены огибающими семейства внецентроидных эпи- и гипоциклоид и их эквидистантами | 1979 |
|
SU860956A1 |
| Способ обработки валов с профилем, типа равноосный контур | 1987 |
|
SU1599158A1 |
| Способ обработки многогранных поверхностей | 1990 |
|
SU1815012A1 |
| Способ обработки цилиндрической детали с многогранным поперечным сечением | 1981 |
|
SU1009726A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2014 |
|
RU2556838C1 |

Способ включает вращение чашечного долбяка и профильного вала. Для упрощения формы режущей кромки чашечный долбяк устанавливают эксцентрично собственной оси так, чтобы численное значение эксцентриситета равнялось четвертой части разности диаметров описанной и вписанной окружности многогранного профильного вала, при этом начальную точку обработки, принадлежащую многогранному профильному валу и чашечному долбяку располагают на линии симметрии чашечного долбяка вдоль линии его смещения на величину эксцентриситета на наименьшем из расстояний от установочного центра до рабочей кромки долбяка и на описанной окружности многогранного профильного вала, при этом в процессе обработки отношение угловых скоростей вращения чашечного долбяка и многогранного профильного вала выбирают кратным количеству сторон этого многогранного профильного вала, а для получения полного контура в процессе обработки многогранного профильного вала ему сообщают один оборот около собственного центра, а чашечному долбяку - число оборотов около его центра, кратное количеству формообразующих граней многогранного профильного вала. 3 ил.
Способ обработки многогранного профильного вала чашечным долбяком, включающий вращение чашечного долбяка и профильного вала, отличающийся тем, что чашечный долбяк устанавливают эксцентрично собственной оси так, чтобы численное значение эксцентриситета равнялось четвертой части разности диаметров описанной и вписанной окружности многогранного профильного вала, при этом начальную точку обработки, принадлежащую многогранному профильному валу и чашечному долбяку, располагают на линии симметрии чашечного долбяка вдоль линии его смещения на величину эксцентриситета на наименьшем из расстояний от установочного центра до рабочей кромки долбяка и на описанной окружности многогранного профильного вала, при этом в процессе обработки отношение угловых скоростей вращения чашечного долбяка и многогранного профильного вала выбирают кратным количеству сторон этого многогранного профильного вала, для получения полного контура в процессе обработки многогранного профильного вала ему сообщают один оборот около собственного центра, а чашечному долбяку - число оборотов около его центра, кратное количеству формообразующих граней многогранного профильного вала.
| Справочник металлиста | |||
| /Под ред | |||
| А.Н.Малова | |||
| - М.: Машиностроение, 1961, т.5, с.978, 979, фиг.1 | |||
| Способ обработки изделий некруглого сечения на зубодолбежном станке методом обкатки | 1947 |
|
SU75642A1 |
| Способ долбления цилиндрических зубчатых колес | 1977 |
|
SU698732A1 |
| ДОЛБЯК ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС ЦЕВОЧНОГО ЗАЦЕПЛЕНИЯ | 2000 |
|
RU2185265C2 |
| СПОСОБ ДОЛБЛЕНИЯ И ДОЛБЯК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385786C1 |

