Изобретение относится к способу изготовления материала, прокатываемого в прокатном стане прокатной установки. Изобретение также относится к управляющему и/или регулирующему устройству для прокатной установки для изготовления прокатываемого материала. Кроме того, изобретение относится к прокатной установке для изготовления прокатываемого материала. Кроме того, изобретение относится к машиночитаемому программному коду и носителю для хранения данных с машиночитаемым программным кодом.
При изготовлении полуфабриката, в частности, полос металла, в металлообрабатывающей промышленности предпринимается планирование производства для загрузки соответствующих установок для изготовления соответствующего продукта. Для изготовления соответствующего продукта предоставляется соответствующий план протекания процесса, за счет чего продукт, входящий в установку, преобразуется в желательный, выходящий из установки продукт.
Также в прокатных установках для изготовления полос металла с этой целью определяется план хода процесса проката для определенного продукта. Такой план хода процесса в отношении прокатной клети или множества прокатных клетей называется программой проходов (таблицей прокатки). При этом однократный проход прокатываемого материала через прокатную клеть рассматривается как проход (через валки). Как правило, посредством одной прокатной установки изготавливается множество продуктов, которые зависят от режима работы прокатной установки.
Если при обработке прокатываемого материала в прокатной установке возникает нарушение процесса, то это приводит к отклонению имеющихся в прокатной установке условий для прокатки прокатываемого материала и условий, предусматриваемых для программы проходов, для прокатки прокатываемого материала. На основе этого отклонения может случиться, что определенный продукт из-за нежелательного отклонения процесса не сможет больше изготавливаться согласно его программе проходов.
В этих обстоятельствах, при известных условиях, требуется остановить всю прокатную установку, чтобы более не обрабатываемый прокатываемый материал удалить из прокатной установки. В противном случае производится скрап, так как параметры качества продукта более не могут поддерживаться. Это приводит к убыткам производства и, при определенных условиях, даже к повреждению прокатной установки.
Задачей настоящего изобретения является уменьшить отказы производства прокатных установок, в особенности, установок непрерывной разливки и прокатки из-за нежелательных отклонений процесса, которые влияют на изготовление выходного продукта.
Указанная задача решается способом изготовления материала, прокатываемого в прокатном стане прокатной установки, в особенности, установки непрерывной разливки и прокатки, причем прокатная установка эксплуатируется непрерывно, при этом прокатываемый материал во время планового режима работы от подающего прокатываемый материал в прокатную установку устройства, в особенности, разливочного устройства и/или намоточного устройства для прокатываемого материала до по меньшей мере одного чистового прокатного стана, расположенного за устройством подачи прокатываемого материала в направлении массового потока выполнен как единое целое, при этом прокатываемый материал непрерывно входит в чистовой прокатный стан и в чистовом прокатном стане непрерывно прокатывается до получения первого выходного продукта. При этом режим работы прокатной установки контролируется на возникновение оказывающего влияние на процесс прокатки отклонения от планового режима работы прокатной установки, причем при возникновении отклонения контролируется, может ли еще изготавливаться с учетом отклонения второй, отличающийся от первого выходной продукт. При невозможности изготовления второго выходного продукта режим работы прокатной установки изменяется с непрерывного режима работы на прерывистый режим работы.
Устройство подачи прокатываемого материала служит для подачи прокатываемого материала в прокатную установку. Оно может представлять собой, например, разливочное устройство в комбинированных установках непрерывной разливки и прокатки. Однако оно может также представлять собой намоточное устройство для прокатываемого материала, в особенности, устройство размотки прокатываемого материала, которое подает на прокатную установку путем разматывания смотанного прокатываемого материала подлежащий обработке прокатываемый материал, в особенности, горячую полосу. Оно может быть выполнено, в особенности, как моталка или промежуточное перемоточное устройство для горячей полосы. В особенности, для подачи прокатываемого материала может быть предусмотрено множество намоточных устройств для прокатываемого материала. Предпочтительным образом устройство подачи прокатываемого материала выполнено таким образом, что посредством него прокатываемый материал может вводиться непрерывно в прокатную установку.
За счет смены режима работы прокатной установки с непрерывного режима на прерывистый режим, также называемый групповым режимом, работа прокатной установки становится более гибкой, так как агрегаты прокатной установки разъединяются один от другого. Тем самым обеспечивается возможность прокатки программ проходов, которые не могут прокатываться в непрерывном режиме с технологической точки зрения. Тем самым можно поддерживать прокатное производство, хотя в непрерывном режиме прокатной установки не может изготавливаться ни первый выходной продукт, ни альтернативный выходной продукт.
Под отклонением понимается отклонение процесса, из-за которого первый, первоначально изготавливаемый или желательный выходной продукт больше не может изготавливаться. Отклонение может быть предусматриваемым или возникает неожиданным образом.
Критерий невозможности изготовления охватывает как «жесткую», то есть техническую невозможность изготовления, то есть выходной продукт при заданных краевых условиях технически просто не может быть изготовлен, так и «мягкую» невозможность изготовления, то есть, хотя выходной продукт и имеет техническую возможность изготовления, однако для оператора, например, ввиду экономических причин, является нежелательным, так как технически изготавливаемый выходной продукт, например, имеет низкий приоритет изготовления и тем самым при обстоятельствах имел бы большое время хранения, которое по логистическим или финансовым причинам является нежелательным. В отношении технической возможности изготовления предпочтительным образом также проверяется, может ли устанавливаться желательная ровность и желательный профиль при имеющемся отклонении, так что реализуется целевой ориентир для ровности и профиля.
В предпочтительной форме выполнения изобретения, при возможности изготовления второго выходного продукта, изготавливается второй выходной продукт. Это происходит предпочтительно автоматически. Для этого осуществляется вычисление программы проходов при измененных, в том числе обусловленных отклонениями процесса, краевых условиях. Если может определяться программа проходов или альтернативный выходной продукт, который, ввиду отклонения, еще может обрабатываться, то затем эта программа проходов или альтернативный выходной продукт производится в непрерывном режиме. Тем самым может поддерживаться непрерывный режим прокатной установки.
В другой предпочтительной форме выполнения изобретения, при возможности выполнения второго выходного продукта, выбирается, следует ли изготавливать второй выходной продукт, или изменить режим работы прокатной установки на прерывистый режим. Это, в особенности, целесообразно тогда, когда еще только могут изготавливаться не желательные клиенту выходные продукты, или могут изготавливаться продукты с очень низким приоритетом изготовления. В подобных случаях может быть целесообразным, несмотря на возможность изготовления альтернативного выходного продукта, перейти в прерывистый режим прокатной установки, чтобы изготавливать первый выходной продукт или второй выходной продукт с более высоким приоритетом изготовления, чем выходные продукты, изготавливаемые в непрерывном режиме. Решение о том, следует ли при данном изготавливаемом втором выходном продукте перейти в прерывистый режим, может осуществляться вручную или автоматизированным образом.
В другой предпочтительной форме выполнения предпочтительным образом перед переходом от непрерывного режима в прерывистый режим проверяется, может ли в прерывистом режиме изготавливаться первый или дополнительный второй выходной продукт. Этот дополнительный второй выходной продукт может быть идентичным или отличающимся от определенного для непрерывного режима второго выходного продукта. Подобная проверка позволяет, особенно перед изменением режима, установить, какой выходной продукт должен изготавливаться в прерывистом режиме. Например, первый выходной продукт, который изготавливался в непрерывном режиме, ввиду наличия отклонения, хотя и не может более изготавливаться в непрерывном режиме, однако, может еще изготавливаться в прерывистом режиме. Это позволяет реализовать по возможности оптимальную стратегию изготовления, так как, в особенности, высокоприоритетные продукты, которые, например, изготавливались в непрерывном режиме, за счет переключения режима производства и далее могут изготавливаться. Тем самым, при необходимости, заказ клиента может полностью осуществляться, хотя в непрерывном режиме это было бы невозможным.
В другой предпочтительной форме выполнения изобретения осуществляется переход в прерывистый режим путем разделения, в особенности, разрезания прокатываемого материала между устройством подачи прокатываемого материала, в особенности, разливочным устройством или намоточным устройством для прокатываемого материала и чистовым прокатным станом. Особенно предпочтительным является разрезание прокатываемого материала в направлении массового потока после прокатного стана с высоким обжатием или чернового прокатного стана. Резка может осуществляться с помощью обычных инструментов, в особенности, механическим или термическим способом.
В другой предпочтительной форме выполнения изобретения при изменении режима на прерывистый режим по меньшей мере кратковременно скорость подачи прокатываемого материала, проходящего через устройство подачи прокатываемого материала, в особенности, скорость разливочного устройства или скорость намотки намоточного устройства для прокатываемого материала, снижается и/или скорость прокатки чистового прокатного стана повышается. Тем самым расстояние между следующими друг за другом прокатываемыми материалами увеличивается, благодаря чему может осуществляться более гибкое обращение с отдельным прокатываемым материалом. Например, во время разделения, в частности, резки, скорость разливки снижается по сравнению со скоростью в непрерывном режиме. Предпочтительным образом, по меньшей мере скорость ввода в прокатный стан, особенно в чистовой прокатный стан, повышается. Тем самым по окончании процесса резки обращенная к чистовому прокатному стану часть прокатываемого материала от устройства разделения ускоряется в направлении чистового прокатного стана, благодаря чему возникает зазор между прокатываемым материалом, входящим в прокатный стан, и прокатываемым материалом, расположенным перед устройством разделения в направлении массового потока. Тем самым может осуществляться более гибкое обращение с прокатываемым материалом, находящимся в чистовом прокатном стане, так как связь между агрегатами устраняется за счет процесса резки.
В другой предпочтительной форме выполнения изобретения для увеличения расстояния между входящим друг за другом в чистовой прокатный стан прокатываемым материалом прокатываемый материал между устройством подачи прокатываемого материала, в особенности, разливочным устройством или намоточным устройством для прокатываемого материала и чистовым прокатным станом по меньшей мере два раза разрезается, причем ограниченная первым и вторым разрезом часть прокатываемого материала удаляется из процесса прокатки. За счет этого достигается то, что зазор между разделенными посредством резки частями прокатываемого материала еще больше увеличивается, при этом часть прокатываемого материала отделяется из первоначального прутка. За счет этого прокатка выходного продукта становится дополнительно более гибкой. Эта отделенная часть из прокатываемого материала может, при необходимости, храниться промежуточным образом или образует скрап. Последнее приемлемо потому, что, при обстоятельствах, при недостаточном расстоянии между прокатываемыми материалами весь находящийся в установке прокатываемый материал образовывал бы скрап, так как в таком случае не мог бы вырабатываться выходной продукт.
Указанная задача также решается с помощью устройства управления и/или регулирования для прокатной установки для изготовления прокатываемого материала с машиночитаемым программным кодом, который содержит управляющие команды, которые при их выполнении побуждают устройство управления и/или регулирования выполнять способ по любому из пунктов 1-7 формулы изобретения.
Также указанная задача решается прокатной установкой, в особенности, установкой непрерывной разливки и прокатки различных марок стали для изготовления прокатываемого материала, с устройством для подачи прокатываемого материала в установку прокатки, в особенности, с разливочным устройством для непрерывной разливки прокатываемого материала или с намоточным устройством для прокатываемого материала для разматывания намотанного прокатываемого материала, с чистовым прокатным станом для прокатки прокатываемого материала, с расположенным в направлении массового потока между устройством подачи прокатываемого материала и чистовым прокатным станом устройством разделения для разделения прокатываемого материала, с управляющим и/или регулирующим устройством по пункту 8 формулы изобретения, причем чистовой прокатный стан, устройство подачи прокатываемого материала и устройство разделения оперативно связаны с управляющим и/или регулирующим устройством.
Кроме того, задача решается с помощью машиночитаемого программного кода для управляющего и/или регулирующего устройства для прокатной установки, причем программный код содержит управляющие команды, которые побуждают управляющее и/или регулирующее устройство выполнять способ по любому из пунктов 1-7.
Кроме того, указанная задача решается с помощью носителя для хранения данных с сохраненным на нем машиночитаемым программным кодом по пункту 10 формулы изобретения.
Дополнительные преимущества изобретения следуют из примера выполнения, который поясняется далее со ссылками на схематично изображенные чертежи, на которых показано следующее:
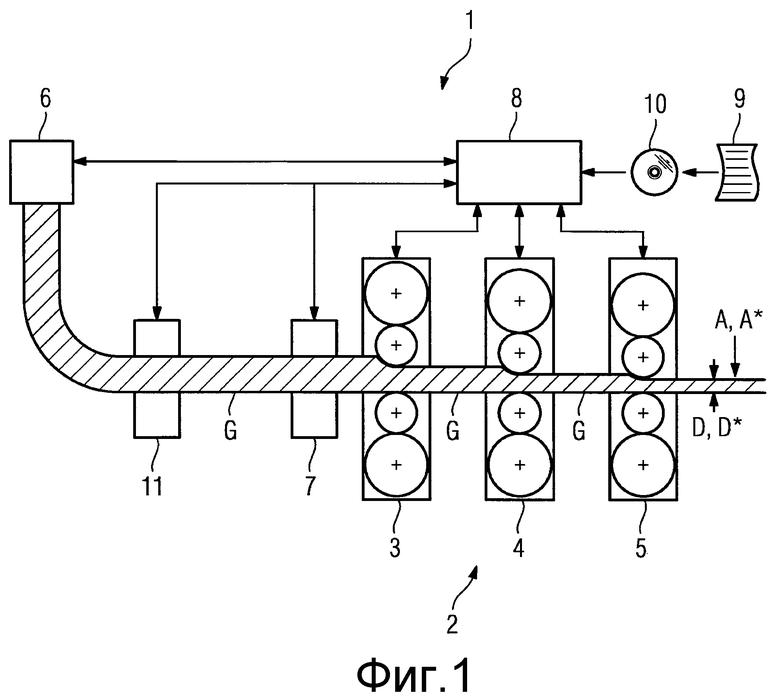
фиг.1 - схематичное представление установки непрерывной разливки и прокатки для осуществления формы выполнения соответствующего изобретению способа,
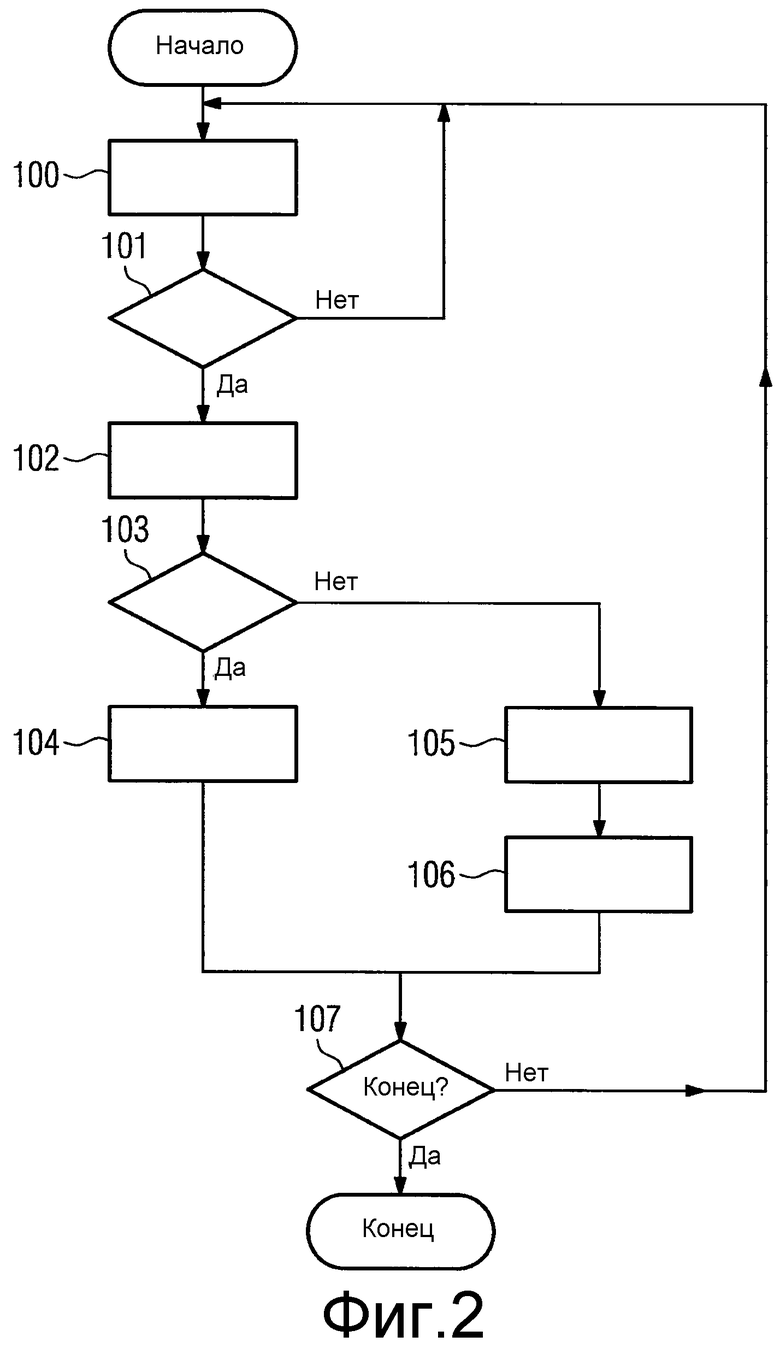
фиг.2 - блок-схема последовательности операций для примерного выполнения последовательности операций соответствующего изобретению способа,
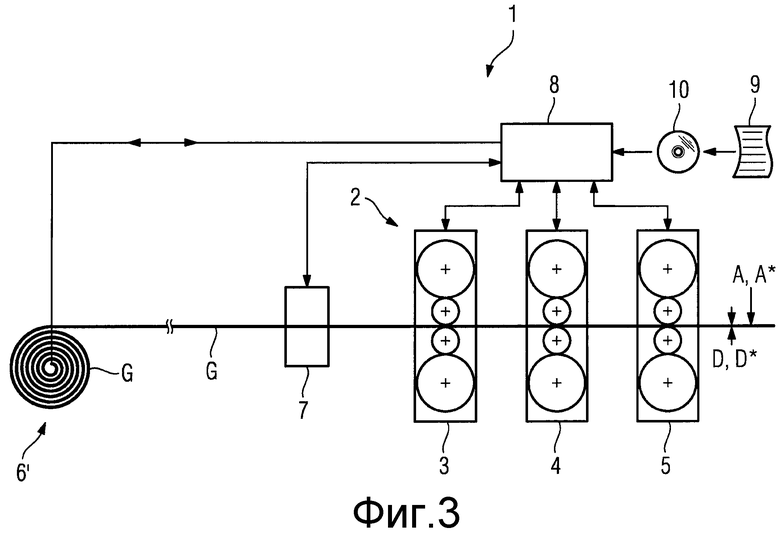
фиг.3 - схематичная установка с устройством разматывания прокатываемого материала для подачи прокатываемого материала.
Представленная на фиг.1 прокатная установка 1 как установка непрерывной разливки и прокатки различных марок стали и содержит разливочное устройство 6, с помощью которого осуществляется разливка металла, далее обозначаемого как прокатываемый материал G, который далее подвергается процессу прокатки.
В данном примере процесс прокатки представлен с помощью трехклетьевого прокатного стана 2, который схематично представляет чистовой прокатный стан 2.
Разливочное устройство 6 может быть выполнено, например, как кристаллизатор. Также разливочное устройство 6 может быть выполнено как роликовая разливочная машина. Относительно применяемых разливочных устройств отсутствуют какие-либо ограничения.
При плановом производстве прокатная установка 1 работает в так называемом бесконечном (непрерывном) режиме производства, то есть металл непрерывно разливается и непосредственно подается в процесс прокатки, в особенности, в процесс чистовой прокатки. Прокатываемый материал продолжается, таким образом, при плановом производстве непрерывно от разливочного устройства 6 до чистового прокатного стана.
Выходящий из разливочного устройства 6 участок G прокатываемого материала проходит через прокатную установку 1. При этом участок G прокатываемого материала может сначала проходить через агрегаты, такие как печь, секционное охлаждающее устройство, устройство удаления окалины и/или черновой прокатный стан, в особенности, прокатный стан 11 с высоким обжатием, прежде чем участок G прокатываемого материала будет подан в чистовой прокатный стан 2.
Затем участок G прокатываемого материала проходит через чистовой прокатный стан 2, а также, при необходимости, другие, расположенные за чистовым прокатным станом 2 агрегаты, такие как участок охлаждения и/или намоточное устройство (моталка), посредством которого прокатываемый материал G наматывается.
Чистовой прокатный стан 2 содержит в показанной прокатной установке 1 три прокатные клети 3, 4, 5, которые схематично изображают прокатные клети чистового прокатного стана. Чистовой прокатный стан включает в себя, как правило, более трех прокатных клетей, в особенности, четыре, пять или шесть прокатных клетей.
Каждая прокатная клеть 3, 4 или 5 включает в себя, соответственно, пару рабочих валков и пару опорных валков, которые на чертеже более подробно не обозначены. Свойство прокатных клетей чистового прокатного стана 2 в отдельности не играет никакой существенной роли для выполнения изобретения.
После последней прокатной клети 5 выходной продукт А с толщиной D выходит из последней прокатной клети 5 чистового прокатного стана 2. Он представляет собой плановый первый выходной продукт А.
Последний, как правило, продолжает обрабатываться после выхода из чистового прокатного стана 2, например, в рамках агрегата, расположенного после чистового прокатного стана 2 в направлении массового потока. Как объяснено выше, таким агрегатом может быть, например, участок охлаждения, посредством которого устанавливается желательное фазовое или текстурное состояние прокатываемого материала, и/или намоточное устройство для наматывания полосы, и/или другие агрегаты.
Согласно примеру выполнения, все агрегаты прокатной установки 1, которые могут оказывать влияние на массовый поток в прокатной установке 1, в особенности, через чистовой прокатный стан 2, оперативно связаны посредством управляющего и/или регулирующего устройства 8. Управляющее и/или регулирующее устройство 8 контролирует плановый режим работы прокатной установки 1, в особенности, плановый режим работы чистового прокатного стана 2 согласно первой программе проходов для изготовления первого выходного продукта А с толщиной D.
При изготовлении этого выходного продукта А могут возникать ожидаемые или также неожиданные отклонения от планового режима работы прокатной установки 1.
Ожидаемое отклонение от планового режима работы может, например, представлять собой холостой ход разливочного устройства 6, потому что снабжение жидким металлом не может поддерживаться. Такой процесс, как правило, является предвидимым. Рабочий персонал знает, когда возникнет это состояние. На это, как правило, нежелательное отклонение процесса следует, однако, реагировать.
Непредвиденные отклонения от планового режима работы для изготовления первого выходного продукта А согласно первой программе проходов могут, например, обуславливаться кратковременно требуемым повышением или снижением скорости разливки разливочного устройства 6, некорректным функционированием агрегата, например, печи и/или охлаждающего устройства, в особенности, секционного охлаждающего устройства, которое размещено перед чистовым прокатным станом 2 в направлении массового потока, или техническими проблемами при намотке полосы на намоточное устройство, которое размещено после чистового прокатного стана 2. Подобные отклонения требуют мгновенного реагирования на отклонение, так как, например, в случае изменений массового потока, например, за счет кратковременного изменения скорости разливки, массовый поток ниже и/или выше относительно массового потока через чистовой прокатный стан 2 является различным. Это приводит к значительным проблемам в прокатной установке 1. В особенности, может возникать волнистость или разрыв прокатываемого материала G.
Кроме того, такое отклонение может происходить из-за других воздействий, которые обусловлены не непосредственно изменением массового потока через прокатную установку 1. Примером этого является, например, желательное отклонение в температуре прокатываемого материала в определенной точке перед прокатным станом, например, при входе в чистовой прокатный стан 2. Это может привести к тому, что выходной продукт А с толщиной D больше не может прокатываться, так как материал при входе, ввиду слишком низкой температуры, является слишком твердым, чтобы прокатываться до достижения желательной конечной толщины. И здесь необходимо быстро реагировать, чтобы избежать некорректной обработки или даже повреждения установки.
Снижение отрицательных воздействий подобных отклонений процесса может происходить с помощью соответствующего изобретению способа или созданного в соответствии с изобретением средства.
Такой способ реализуется предпочтительным образом в форме машиночитаемого программного кода 9. Программный код может с помощью носителя 10 для хранения данных, например, компакт-диска (CD) или другого носителя данных, сохраняться с возможностью программирования в управляющем и/или регулирующем устройстве 8. Управляющее и/или регулирующее устройство 8 выполнено таким образом, чтобы реализовывать по меньшей мере одну форму выполнения соответствующего изобретению способа как реакцию на отклонение процесса, распознанное управляющим и/или регулирующим устройством 8.
Если подобное отклонение процесса распознается управляющим и/или регулирующим устройством 8, то есть, что изготавливаемый в плановом непрерывном режиме работы выходной продукт А при отклонении процесса не может больше изготавливаться, то посредством управляющего и/или регулирующего устройства 8 пытаются определить альтернативный выходной продукт А* с толщиной D*, который при имеющем место нарушении процесса еще может изготавливаться в непрерывном режиме работы.
Если альтернативный выходной продукт А* технически может изготавливаться в непрерывном режиме работы, и к тому же целесообразно этот альтернативный выходной продукт А* изготавливать к соответствующему моменту времени, то чистовой прокатный стан 2 перенастраивается во время прокатки выходного продукта А на новую, соответствующую альтернативному выходному продукту А* программу проходов. Эта программа проходов определяется согласно известному способу, например, раскрытому в DE 4421005 В4 или DE 3721744 А1.
То, в какой мере производство альтернативного выходного продукта А* несмотря на техническую осуществимость является целесообразным, может быть оставлено для выбора оператором, так как он, как правило, обладает знаниями о том, каким образом эксплуатировать свою прокатную установку экономичным образом. Для этого оператору или обслуживающему персоналу предоставляется возможность выбора, предпочтительно на пульте управления.
Если в течение предварительно заданного времени не может быть определен никакой альтернативный выходной продукт, который при имеющем место отклонении процесса в непрерывном режиме прокатной установки 1 по техническим или экономическим причинам может быть изготовлен, и/или могут быть определены только выходные продукты, производство которых к данному моменту времени, ввиду экономических причин, является нецелесообразным, то тогда может осуществляться изменение режима работы прокатной установки 1 с непрерывного режима работа на прерывистый режим работы. Тем самым обеспечивается большая гибкость хода процесса прокатной установки 1, так как имеющее место связывание агрегатов прокатной установки посредством прокатываемого материала G устраняется.
Для того, чтобы перейти из непрерывного режима работы в прерывистый режим работы прокатной установки, управляющее и/или регулирующее устройство 8 управляет устройством 7 разделения или летучими ножницами, которые размещены между чистовым прокатным станом 2 и разливочным устройством 6, предпочтительно после прокатного стана 11 с высоким обжатием, и которые разрезают прокатываемый материал G, проходящий между разливочным устройством 6 и чистовым прокатным станом 2. Если обжимной (черновой) прокатный стан, например, в форме прокатного стана 11 с высоким обжатием размещен перед чистовым прокатным станом 2 в направлении массового потока, то предпочтительным образом может осуществляться разделение прокатываемого материала между чистовым прокатным станом 2 и прокатным станом 11 с высоким обжатием, так как здесь прокатываемый материал уже имеет соответственно меньшую толщину.
Ножницы 7 разделяют прокатываемый материал G перпендикулярно направлению массового оттока прокатной установки 1. Предпочтительным образом после завершения процесса разделения или разрезания скорость прокатки чистового прокатного стана 2 по меньшей мере кратковременно повышается, так что отделенная со стороны чистового прокатного стана часть прокатываемого материала G в направлении массового потока ускоряется от устройства 7 разделения. При необходимости, предпочтительным образом непосредственно перед или в начале разделения, скорость разливки разливочного устройства 6 по меньшей мере кратковременно снижается. За счет снижения скорости разливки разрезание прокатываемого материала G упрощается, и после окончания разрезания создается по возможности большой зазор между отделенной частью прокатываемого материала G и частью прокатываемого материала G, находящейся еще перед устройством 7 разделения в направлении массового потока. Во всяком случае, за счет более медленной разливки уменьшается пропускная способность установки. К тому же, как правило, разливочное устройство является относительно инерционным в регулировании. По этой причине следовало бы пытаться соответствующий зазор создать только с помощью скорости прокатки. Чем больше расстояние между двумя разделенными прокатываемыми материалами при входе в чистовой прокатный стан 2, тем более гибким можно сделать режим работы чистового прокатного стана 2. Чем более гибким может быть режим работы чистового прокатного стана 2, тем больше возможных выходных продуктов можно в принципе реализовать. В особенности, является предпочтительным скорость прокатки чистового прокатного стана устанавливать значительно выше, чем скорость разливки разливочного устройства или скорость выпуска прокатываемого материала из имеющегося, при обстоятельствах, прокатного стана с высоким обжатием.
На этом основании могут, при необходимости, предприниматься и другие меры, чтобы увеличить или повысить зазор или расстояние между двумя прокатываемыми материалами, последовательно друг за другом входящими в чистовой прокатный стан 2.
Так прокатываемый материал G, например, при соответствующей установке скорости прокатки чистового прокатного стана и скорости разливки в короткое время может разрезаться дважды, причем отделенный путем разрезания участок прокатываемого материала затем выводится из процесса. За счет такого способа действий зазор между двумя прокатываемыми материалами, последовательно друг за другом входящими в чистовой прокатный стан, может дополнительно увеличиваться. Временной интервал по меньшей мере двух резов зависит от величины зазора, который должен быть создан.
Этот участок, который ограничен по меньшей мере двумя резами, может вырезаться таким образом, что он имеет размеры сляба и в более поздний момент времени может далее обрабатываться в прокатной установке 1. Благодаря выводу этого участка из текущего процесса работы прокатной установки 1 он может складироваться в хранилище и при необходимости вновь вводиться в прокатную установку или в процесс прокатки. За счет этого не производится никакого скрапа. Несмотря на это, режим работы чистового прокатного стана за счет создания достаточно большого зазора между двумя прокатываемыми материалами, поступающими друг за другом в чистовой прокатный стан, становится более гибким.
В качестве устройства 7 разделения могут применяться соответствующие ножницы, например летучие ножницы, посредством которых лента может разделяться на части. Однако также могут использоваться барабанные ножницы, которые, например, измельчают заданный участок прокатываемого материала, чтобы увеличить зазор по отношению к предшествующему по времени прокатываемому материалу. Также, при необходимости, в качестве устройства 7 разделения может использоваться лазерное устройство разделения или подобное.
На фиг.2 показана блок-схема последовательности операций для примерного выполнения последовательности операций соответствующего изобретению способа. Блок-схема последовательности операций исходит из того, что прокатная установка 1 эксплуатируется в плановом непрерывном режиме работы. Прокатываемый материал, таким образом, от устройства подачи прокатываемого материала до чистового прокатного стана выполнен неразделимым или цельным.
Во время планового режима работы непрерывно проверяется, имеют ли место отклонения процесса, которые ведут к тому, что первый выходной продукт больше не может изготавливаться. Для этого к управляющему и/или регулирующему устройству подается соответствующая информация от отдельных агрегатов и, при необходимости, от других, регистрирующих процесс и/или состояние прокатной установки сенсоров, которая им оценивается. Это осуществляется на этапе 100 способа.
Если на этапе 101 способа устанавливается, что не имеет места никакого отклонения процесса, то контроль режима работы прокатной установки продолжается.
Если на этапе 101 способа устанавливается, что имеет место соответствующее отклонение процесса, так что первый выходной продукт больше не может изготавливаться, то посредством управляющего и/или регулирующего устройства сначала отыскивается альтернативный выходной продукт, который при имеющем место отклонении процесса еще может изготавливаться. Это осуществляется на этапе 102 способа. Здесь определяется, могут ли технически и какие выходные продукты изготавливаться при непрерывном режиме работы прокатной установки.
Если из определения на этапе 102 способа следует по меньшей мере один выходной продукт, который технически может изготавливаться при непрерывном режиме работы, то обслуживающий персонал может на пульте управления выбрать, будет ли этот технически возможный выходной продукт или один из этих технически возможных выходных продуктов изготавливаться в непрерывном режиме работы, или предпочтительно следует перейти в прерывистый режим работы прокатной установки.
Предпочтительным образом на этапе 102 способа определяются не только выходные продукты, которые могут изготавливаться в непрерывном режиме работы, но и выходные продукты, которые также могут изготавливаться, при имеющем место отклонении, в прерывистом режиме работы. Они индицируются обслуживающему персоналу предпочтительно отдельно для непрерывного и прерывистого режима работы.
Если по меньшей мере какой-либо один выходной продукт технически может изготавливаться в непрерывном режиме, то обслуживающий персонал предпочтительно имеет выбор, должен ли поддерживаться непрерывный режим работы прокатной установки, или режим работы должен быть изменен на прерывистый режим. Этот этап выбора представлен этапом 103 способа.
Если альтернативный выходной продукт или один из альтернативных выходных продуктов должен изготавливаться в непрерывном режиме, то это соответствующим образом выбирается и выбранный выходной продукт изготавливается на этапе 104 способа. Для этого режим работы чистового прокатного стана перенастраивается с режима работы согласно первой программе проходов, которая соответствует первоначальному, первому выходному продукту, на режим обработки согласно второй программе проходов, которая соответствует альтернативному, второму выходному продукту. Эта перенастройка осуществляется при текущей работе прокатной установки, то есть во время прокатки прокатываемого материала.
Если никакой альтернативный выходной продукт при имеющем место отклонении технически не может изготавливаться в непрерывном режиме, то режим работы прокатной установки следует перевести с непрерывного режима работы на прерывистый режим работы, чтобы избежать брака. В этом случае на этапе 103 способа осуществляется автоматическая установка распределительной стрелки в направлении перехода на прерывистый режим работы.
При этом на этапе 105 способа определяется, какие выходные продукты возможны в прерывистом режиме работы прокатной установки. Осуществляется автоматический или ручной выбор выходного продукта для прерывистого режима работы.
В заключение, режим работы прокатной установки изменяется с непрерывного на прерывистый режим, так что изготавливается выбранный выходной продукт. Это осуществляется на этапе 106 способа. Изменение осуществляется согласно вышеописанному описанию со ссылкой на фиг.1.
Если отклонение процесса к более позднему моменту времени упраздняется, то можно, при необходимости, выполнить обратный переход в непрерывный режим работы прокатной установки, причем, при необходимости, тот же или другой, альтернативный выходной продукт изготавливается в непрерывном режиме работы.
Сохранение выходного продукта - если этот выходной продукт технически может выполняться в непрерывном режиме работы - при переходе от прерывистого режима работы к непрерывному режиму работы имеет преимущество, состоящее в том, что пропускная способность установки повышается для того же самого выходного продукта.
При необходимости, можно и далее продолжать работать в прерывистом режиме, причем изготавливаются различные выходные продукты, которые в непрерывном режиме работы при заданных краевых условиях не могут изготавливаться.
Показанная на фиг.3 прокатная установка содержит в качестве устройства подачи прокатываемого материала намоточное устройство 6' для прокатываемого материала. С него намотанный прокатываемый материал G, в частности, горячая полоса, разматывается. Подача прокатываемого материала в прокатную установку осуществляется квазинепрерывно. При применении нескольких намоточных устройств для прокатываемого материала для подачи прокатываемого материала G в прокатную установку 1 также возможен и бесконечный (непрерывный) режим работы, который может быть реализован тем, что полосы с различных намоточных устройств для прокатываемого материала связываются одна с другой, например, посредством сварки.
Изображенный в рамках фиг.1 и 2 способ может аналогично применяться и для фиг.3. Между намоточным устройством 6' для прокатываемого материала и чистовым прокатным станом 2 могут предусматриваться другие агрегаты, которые служат обработке прокатываемого материала. Они не показаны на фиг.3 для лучшей наглядности чертежа. В частности, между намоточным устройством 6' для прокатываемого материала и чистовым прокатным станом 2 предусмотрено устройство 7 разделения, которое служит тому, чтобы, в случае отклонения процесса от желательного режима работы, перевести установку из непрерывного режима работы в прерывистый режим работы.
И для этой формы выполнения справедливо, что, при установлении отклонения от планового режима работы, сначала предпочтительным образом пытаются перевести предшествующий выходной продукт А в новый, по возможности также экономически пригодный для использования и имеющий возможность изготовления в непрерывном режиме, выходной продукт А*. Если это невозможно, то осуществляется переход от непрерывного режима работы прокатной установки к прерывистому режиму работы, и затем изготавливается желательный выходной продукт.
Устройство 7 разделения обеспечивает возможность разделения прокатываемого материала G и тем самым для перехода из непрерывного режима работы в прерывистый режим работы прокатной установки 1 имеет большое значение. Предпочтительным образом устройство 7 разделения расположено между намоточным устройством 6' для прокатываемого материала и чистовым прокатным станом 2.
Для разделения прокатываемого материала G устройство 7 разделения управляется соответствующим образом с помощью управляющего и/или регулирующего устройства 8, выполненного с возможностью осуществления заявленного способа. Кроме того, скорость обработки прокатываемого материала G перед устройством 7 разделения временно замедляется с помощью управляющего и/или регулирующего устройства 8, или скорость сматывания намоточного устройства 6' для прокатываемого материала, а скорость обработки после устройства 7 разделения временно повышается. В особенности, для этого может повышаться скорость прокатки чистового прокатного стана, расположенного в направлении массового потока после устройства 7 разделения.
В остальном, выводы, сделанные в отношении фиг.1 и фиг.2, могут быть аналогичным образом перенесены на фиг.3. При этом следует учитывать, что разливочное устройство 6 из фиг.1 на фиг.3 заменено намоточным устройством 6' для прокатываемого материала. Кроме того, например, в установках согласно фиг.3, как правило, отсутствует прокатный стан с высоким обжатием, так как достижимые температуры прокатываемого материала G, которые позволили бы реализовать высокое обжатие, в прокатных установках согласно фиг.3, как правило, не достижимы.
Изобретение относится к области металлургии. Во время планового режима работы прокатной установки прокатываемый материал непрерывно подают из разливочного или намоточного устройства в чистовой прокатный стан, в котором непрерывно прокатывают до получения первого выходного продукта. Режим работы прокатной установки контролируют и при возникновении отклонения от планового режима работы, оказывающего влияние на процесс прокатки, определяют возможность изготовления в непрерывном режиме работы второго выходного продукта, заказанного клиентом. При невозможности изготовления второго выходного продукта режим работы прокатной установки изменяют с непрерывного на прерывистый. Обеспечивается уменьшение отказов производства прокатных установок из-за возникновения отклонений от планового режима работы, оказывающих влияние на процесс прокатки. 5 н. и 7 з.п. ф-лы, 3 ил.
1. Способ изготовления продукта из прокатываемого материала (G) в прокатном стане (2) прокатной установки (1), в особенности литейно-прокатной установки для различных марок стали, которую эксплуатируют непрерывно, при этом во время планового режима работы от подающего прокатываемый материал в прокатную установку устройства (6, 6'), в виде разливочного устройства (6) или намоточного устройства (6') до, по меньшей мере, одного чистового прокатного стана (2), расположенного за устройством (6, 6') подачи прокатываемого материала в направлении массового потока, прокатываемый материал представляет собой единое целое, причем прокатываемый материал (G) непрерывно подают в чистовой прокатный стан (2), в котором непрерывно прокатывают до получения первого выходного продукта (А), при этом контролируют режим работы прокатной установки (1) на возникновение оказывающего влияние на процесс прокатки отклонения от планового режима работы, причем при возникновении отклонения определяют (100, 101) возможность изготовления в непрерывном режиме работы (102) с учетом упомянутого отклонения заказанного клиентом второго, отличающегося от первого, выходного продукта (A*) и, при невозможности изготовления второго выходного продукта, режим работы прокатной установки (1) изменяют (106) с непрерывного режима работы на прерывистый режим работы.
2. Способ по п.1, отличающийся тем, что при возможности изготовления (102) второго выходного продукта (А*) выбирают (103), следует ли изготавливать (104) второй выходной продукт, или изменить (105) режим работы прокатной установки (1) на прерывистый режим.
3. Способ по п.1 или 2, отличающийся тем, что при возможности изготовления второго выходного продукта (А*) второй выходной продукт (А*) изготавливают (104) в непрерывном режиме работы прокатной установки (1).
4. Способ по п.1 или 2, отличающийся тем, что проверяют (105), возможность изготовления в прерывистом режиме первого выходного продукта (А) и/или дополнительного второго выходного продукта.
5. Способ по п.1 или 2, отличающийся тем, что изменение (106) на прерывистый режим осуществляют путем разделения, в особенности, резки прокатываемого материала (G) между устройством (6, 6') подачи прокатываемого материала, в особенности, разливочным устройством (6) или намоточным устройством (6') для прокатываемого материала и чистовым прокатным станом (2).
6. Способ по п.1 или 2, отличающийся тем, что при изменении (106) режима работы на прерывистый режим, по меньшей мере, кратковременно, скорость прокатываемого материала (G) посредством устройства (6, 6') подачи прокатываемого материала, в особенности, скорость разливки разливочного устройства (6) или скорость разматывания намоточного устройства (6') для прокатываемого материала, снижают и/или скорость прокатки чистового прокатного стана (2) повышают.
7. Способ по п.1 или 2, отличающийся тем, что для увеличения расстояния между входящим друг за другом в чистовой прокатный стан (2) прокатываемым материалом (G) прокатываемый материал (G) между устройством (6, 6') подачи прокатываемого материала, в особенности, разливочным устройством (6) или намоточным устройством (6') для прокатываемого материала и чистовым прокатным станом (2), по меньшей мере, дважды разрезают, причем ограниченную первым и вторым разрезом часть прокатываемого материала (G) удаляют из процесса прокатки.
8. Способ по п.1 или 2, отличающийся тем, что при невозможности изготовления второго выходного продукта режим работы прокатной установки (1) изменяют (106) с непрерывного режима работы прокатной установки (1) на прерывистый режим работы во время прокатки прокатываемого материала (G).
9. Управляющее устройство (8) для прокатной установки (1) для изготовления продукта из прокатываемого материала (G), содержащее машиночитаемый программный код (9), который содержит управляющие команды, которые при их выполнении побуждают управляющее устройство выполнять способ по любому из пп.1-8.
10. Регулирующее устройство (8) для прокатной установки (1) для изготовления продукта из прокатываемого материала (G), содержащее машиночитаемый программный код (9), который содержит управляющие команды, которые при их выполнении побуждают регулирующее устройство выполнять способ по любому из пп.1-8.
11. Прокатная установка (1), в особенности литейно-прокатная установка различных марок стали для изготовления продукта из прокатываемого материала (G), содержащая устройство (6, 6') подачи прокатываемого материала (G) в прокатную установку (1), в особенности, в виде разливочного устройства (6) или намоточного устройства (6'), чистовой прокатный стан (2) для прокатки прокатываемого материала (G), расположенный в направлении массового потока между устройством (6, 6') подачи прокатываемого материала и чистовым прокатным станом (2), устройство (7) разделения для разрезания прокатываемого материала (G), и управляющее устройство (8) по п.9, при этом чистовой прокатный стан (2), устройство (6, 6') подачи прокатываемого материала и устройство (7) разделения оперативно связаны с управляющим устройством (8).
12. Носитель (10) для хранения данных с сохраненным на нем машиночитаемым программным кодом (9) для управляющего устройства (8) для прокатной установки (1), причем программный код (9) содержит управляющие команды, которые побуждают управляющее устройство (8) выполнять способ по любому из пп.1-8.
| WO 2007073841 A1, 05.07.2007 | |||
| DE 19518144 A1, 23.11.1995 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ ПО ЗАКАЗУ | 2001 |
|
RU2282521C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ТОНКОГО СЛЯБА, СПОСОБ РЕГУЛИРОВАНИЯ ПРЕДВАРИТЕЛЬНОГО ОБЖАТИЯ ТОНКОГО СЛЯБА ПОСЛЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ, УЗЕЛ ДЛЯ РЕГУЛИРУЕМОГО ПРЕДВАРИТЕЛЬНОГО ОБЖАТИЯ ТОНКОГО СЛЯБА ПОСЛЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ, УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПРЕДВАРИТЕЛЬНОГО ОБЖАТИЯ ТОНКОГО СЛЯБА ПОСЛЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1994 |
|
RU2111083C1 |

