Изобретение относится к устройствам для химико-термической обработки сталей и сплавов в газовых средах с использованием автоматического управления.
Известна установка для азотирования сталей и сплавов в каталитически обработанном аммиаке, содержащая электропечь с муфелем либо без муфеля, емкость с аммиаком, магистрали подвода и отвода газов, устройства смешения и порционирования газов, а на магистрали подвода газов к электропечи установлена емкость с катализатором. Однако она не содержит средств косвенного контроля процесса насыщения железа азотом из газовой фазы (Патент РФ №2109080, МПК С23С 8/24, опубл. 20.04.1998 г.).
Известны средства косвенного контроля газовой фазы, применяемые в газовом азотировании, карбонитрировании и каталитическом газовом азотировании. Однако, в них за азотный потенциал принято соотношение парциальных давлений аммиака и водорода в печной атмосфере, что, как показала практика, не дает информации о реальной картине процесса газового азотирования (Лахтин Ю.М. и др. Теория и технология азотирования. М.: Металлургия, 1991, с.39-55).
Основным их недостатком является применение устаревших принципов оценки газовой фазы в процессе диффузионного насыщения железа азотом и, как следствие, невозможность реального управления этим процессом.
Известна установка для газовой низкотемпературной химико-термической обработки стали и сплавов, содержащая электропечь с муфелем, емкость с аммиаком, магистрали подвода и отвода газов, емкость с катализатором, установленную внутри печного пространства, и твердоэлектролитный кислородный датчик погружного типа. Установлена взаимосвязь между сигналом твердоэлектролитного датчика и содержанием азота в железе. Для удобства управления процессом азотный потенциал предложено считать равным концентрации азота в железе после достижения последним равновесия с газовой фазой (Зинченко В.М. и др. Азотный потенциал: современное состояние и концепция развития. М.: Машиностроение, 2003, с.40-50).
Данное техническое решение является ближайшим аналогом и принято за прототип для предлагаемой установки.
Основным недостатком прототипа является отсутствие аппаратуры, позволяющей автоматически в реальном времени определять величину азотного потенциала по сигналам датчика. Оператор в данном случае должен измерить сигналы датчика по кислороду и температуре, с помощью номограмм определить величину азотного потенциала и только после этого принять решение о корректировке процесса.
Задача, на решение которой направлено данное изобретение, состоит в создании установки для управляемого каталитического газового азотирования металлов и сплавов, имеющей в своем составе завершенные средства косвенного контроля диффузионных процессов через состав газовой фазы по кислороду.
Технический результат, достигаемый при реализации данного изобретения, состоит в значительном повышении надежности и стабильности технологических процессов, а также в сокращении времени азотирования за счет обеспечения комплексной автоматизации процессов.
Указанный технический результат достигается тем, что установка для каталитического газового азотирования сталей и сплавов содержит нагревательную печь с муфелем или без муфеля, расположенный в печи узел каталитического воздействия на технологические газы, средства подачи, смешения, порционирования и отвода технологических газов и устройство косвенного контроля и управления азотного потенциала печной атмосферы, согласно изобретению устройство косвенного контроля и управления азотного потенциала печной атмосферы выполнено в виде кислородного сенсора, вторичного преобразователя с индикацией азотного потенциала в весовых единицах содержания азота в железе и исполнительного органа, а узел каталитического воздействия на технологические газы расположен в печи на линии подачи технологических газов.
Кислородный сенсор выполнен в виде твердоэлектролитного датчика напряжения или в виде полупроводникового датчика сопротивления и имеет автономную систему термостабилизации.
Узел каталитического воздействия выполнен в виде емкости с катализатором, который выполнен из вспененной керамики в виде таблеток.
Нагревательная печь оборудована электронагревателями или газовыми горелками.
Вторичный преобразователь выполнен с возможностью обеспечения стандартного выходного сигнала, пропорционального прогнозируемой концентрации азота в железе.
Вторичный преобразователь имеет интерпретатор выходного сигнала кислородного сенсора в виде фазового состава в соответствии с бинарной диаграммой «железо-азот».
Вторичный преобразователь выполнен с возможностью компьютерного отображения диффузионных процессов с графическим изображением фазового состава, концентрации азота и распределения микротвердости диффузионного слоя в реальном времени.
Установка (см. чертеж) содержит нагревательную печь 1 с муфелем либо без муфеля (позиция не показана), устройства подачи, смешения, порционирования 2 и отвода 3 технологических газов, подающихся из сетей низкого давления, узел 4 каталитического воздействия на печную атмосферу, расположенный в печном пространстве. Установка оснащена устройством косвенного контроля и управления азотного потенциала печной атмосферы, выполненным в виде кислородного сенсора 5, вторичного преобразователя 6 с индикацией азотного потенциала в весовом содержании азота в железе и исполнительного органа 7, получающего воздействия от оператора или компьютера.
Печь азотирования, оснащенная каталитическим устройством обработки аммиака, обеспечивает проведение процесса насыщения железа (стали) азотом в условиях, приближенных к равновесным. Однако в работу реальной печи вмешивается значительное количество сторонних факторов, не могущих быть постоянными: герметичность печи и натекание кислорода, качество аммиака и содержание в нем воды и масла, чистота поверхности деталей и количество окислов на ней и т.д. Для учета влияния этих переменных факторов предназначена система косвенного контроля азотного потенциала печной атмосферы. В минимальном варианте, имея только вторичный преобразователь кислородного сенсора, с индикацией азотного потенциала оператор легко определяет, в каком состоянии находится в текущее время процесс диффузионного насыщения и какие меры надо принять для его корректировки с целью достижения положительного результата. Известна бинарная диаграмма железо-азот. Зная прогнозируемое содержание азота на поверхности обрабатываемых деталей, оператор легко оценивает, много это, мало или достаточно. В варианте с применением компьютерного мониторинга автоматика сама определяет и принимает необходимые меры - изменяет расход технологических газов, температуру процесса и др. Применение аппаратуры, автоматически определяющей прогнозируемую концентрацию азота на поверхности обрабатываемого металла, позволяет достаточно просто моделировать на компьютере ход диффузионного процесса в реальном времени и рассчитывать прогноз полученного результата по распределению концентрации азота от поверхности в глубину металла, фазовый состав приповерхностной зоны и распределение микротвердости по диффузионному слою. Это позволяет достаточно достоверно, с учетом всех переменных факторов оценить текущий результат и принять своевременное решение о возможности окончания процесса при достижении требуемых параметров.
Пример. Установка работает следующим образом.
В промышленной муфельной печи модели США-6.9/7 с электронагревом проводили азотирование цилиндров термопластавтоматов, изготовленных из стали 38Х2МЮА с предварительной термообработкой на твердость 30...34 HRC. Технические требования к деталям после азотирования: поверхностная твердость ≥850 HV, толщина диффузионного слоя 0,5...0,8 мм. Детали представляли собой трубы наружным диаметром 120 мм с толщиной стенки 10 мм и высотой 450 мм. Было загружено 8 деталей. Одновременно были загружены образцы-свидетели, из той же стали с той же предварительной термообработкой. Сечение образца 10×10 мм, длина 50 мм.
Подача аммиака осуществлялась в рабочее пространство печи через входной патрубок в крышке муфеля из цеховых сетей низкого давления, равного 3...5 кПа.
Крышка муфеля печи имела на вводе аммиака в печное пространство патрубок диаметром 22 мм и длиной 120 мм. В него был загружен катализатор, имеющий носитель из вспененной керамики окиси алюминия степенью пористости 70%, легированный палладием на концентрацию 1,0...1,2%. Катализатор имел форму таблеток диаметром 18 мм и высотой 20 мм. Объем загруженного катализатора составлял 10 см3.
Для текущего контроля газовой фазы печь была оборудована двумя сенсорами кислорода: твердоэлектролитным с чувствительным элементом из двуокиси циркония и полупроводниковым, с чувствительным элементом из двуокиси титана. Сенсоры монтировались через крышку муфеля с обеспечением расположения чувствительных элементов в рабочем пространстве муфеля. Установка двух сенсоров была проведена для их параллельных испытаний.
Для измерения температуры печь была оснащена термопарой ТХА, смонтированной также в крышке муфеля с выходом горячего спая в рабочее пространство печи.
В качестве вторичного преобразователя и программного регулятора температуры использовали микропроцессорный регулятор температуры «Термодат-14».
В качестве вторичного преобразователя сигналов сенсоров кислорода использовали программируемый микрокомпьютер модели DO05DD «Коуо», производивший вычисление азотного потенциала по сигналам кислородных сенсоров по специальной формуле и имевший программу регулирования расхода аммиака посредством аналогового выходного сигнала на исполнительный орган - регулятор расхода аммиака модели 1559АХ «MKS». Индикация величины азотного потенциала, вычисленного микрокомпьютером, осуществлялась на панели оператора модели OP006DD «Коуо». Визуальный контроль за наличием расхода аммиака осуществлялся по ротаметру модели PC-0,63.
Микрокомпьютер имел подпрограммы: интерпретации вычисленной величины азотного потенциала в фазовый состав поверхностного слоя обрабатываемой стали и вычисления роста диффузионного слоя в реальном времени процесса азотирования. Визуализация результатов работы подпрограмм осуществлялась на той же панели оператора. Подпрограммы компьютерного моделирования диффузионных процессов использовались оператором для оценки хода процесса и принятия решения об окончании процесса азотирования.
С панели оператором были заданы температура, величина азотного потенциала, расход аммиака минимальный, расход аммиака максимальный. Параметры процесса составляли: температура = 540°С, минимальный расход аммиака = 200 л/час, максимальный расход аммиака = 600 л/час, азотный потенциал = 5%. После загрузки деталей, закрытия крышки муфеля и запуска вентиляционных систем с панели оператора была дана команда «Старт».
В процессе работы установки регулятором поддерживалась заданная температура, вторичный преобразователь оценивал сигналы кислородных сенсоров, вычислял значение азотного потенциала, сравнивал его с заданной величиной и давал команду на исполнительный орган о поддержании требуемого расхода аммиака. До выхода величины азотного потенциала на заданное значение расход аммиака поддерживался максимальным. По достижении заданного значения азотного потенциала расход был автоматически снижен до минимального. Оператор отслеживал работу автоматики и оценивал прогнозируемые результаты азотирования по данным индикатора фазового состава поверхностной зоны и графику расчетного распределения микротвердости. Через 24 часа процесса подпрограммы вторичного преобразователя, ведшие моделирование диффузионных процессов, индицировали достижение заданных параметров по твердости поверхности и толщине диффузионного слоя. Исходя из этого, а также из отсутствия сбоев и отказов в работе оборудования оператором было принято решение об окончании процесса.
По команде «Стоп» с панели оператора были автоматически отключены подача аммиака и нагрев. В ручном режиме в муфель был подан азот газообразный для освобождения муфеля от аммиака. По достижении температуры муфеля 120°С подача азота была прекращена, муфель открыт и детали выгружены.
Оценка результатов азотирования проводилась на образцах-свидетелях. Результаты испытаний и основные параметры процесса в сравнении с традиционными процессами, рекомендуемыми, например, в источнике Лахтин Ю.М. и др. Теория и технология азотирования. М.: Металлургия, 1991, с.39-55, приведены в таблице.
Как видно из данных таблицы, применение предлагаемой установки с устройством контроля азотного потенциала позволило своевременно и обоснованно принять решение об окончании процесса с достижением заданных параметров диффузионного слоя, что свидетельствует о технологической надежности и стабильности предлагаемой установки. Этим же, совместно с обработкой аммиака на предлагаемом катализаторе, обеспечено придание печной атмосфере новых свойств, что позволило сократить время процесса азотирования с 62 до 24 часов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ГАЗОВОЙ НИЗКОТЕМПЕРАТУРНОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ И СПЛАВОВ | 1997 |
|
RU2109080C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ДЕТАЛЕЙ | 1990 |
|
SU1780340A1 |
| СПОСОБ ГАЗОВОЙ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ В "КИПЯЩЕМ СЛОЕ" НАНОСТРУКТУРИРОВАННОГО КАТАЛИЗАТОРА | 2009 |
|
RU2402631C1 |
| СПОСОБ КРАТКОВРЕМЕННОГО ГАЗОВОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007496C1 |
| СПОСОБ ГАЗОВОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ В КИПЯЩЕМ СЛОЕ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2208659C1 |
| Способ азотирования стальных изделий | 1983 |
|
SU1081239A1 |
| СПОСОБ ГАЗОВОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2016 |
|
RU2639755C1 |
| СПОСОБ ДЕНИТРИФИКАЦИИ БАЙПАСНЫХ ОТРАБОТАВШИХ ГАЗОВ УСТАНОВКИ ДЛЯ ПРОИЗВОДСТВА ЦЕМЕНТНОГО КЛИНКЕРА | 2014 |
|
RU2668445C2 |
| СПОСОБ АНАЛИЗА СОСТАВА ГАЗОВЫХ СМЕСЕЙ И ГАЗОАНАЛИЗАТОР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2171468C1 |
| СПОСОБ ПРОИЗВОДСТВА АММИАКА И ПАРОПЕРЕГРЕВАТЕЛЬ | 2009 |
|
RU2505482C2 |
Изобретение относится к устройствам для химико-термической обработки сталей и сплавов в газовых средах с использованием автоматического управления. Для повышения надежности и стабильности технологических процессов, обеспечения комплексной автоматизации процессов установка содержит нагревательную печь с муфелем или без муфеля, расположенный в печи на линии подачи технологических газов узел каталитического воздействия, средства подачи, смешения, порционирования и отвода технологических газов и устройство косвенного контроля и управления азотного потенциала печной атмосферы, выполненное в виде кислородного сенсора, вторичного преобразователя с индикацией азотного потенциала в весовых единицах содержания азота в железе и исполнительного органа. Кислородный сенсор выполнен в виде твердоэлектролитного датчика напряжения или в виде полупроводникового датчика сопротивления и имеет автономную систему термостабилизации. Узел каталитического воздействия выполнен в виде емкости с катализатором, который выполнен из вспененной керамики в виде таблеток. Нагревательная печь оборудована электронагревателями или газовыми горелками. Вторичный преобразователь выполнен с возможностью обеспечения стандартного выходного сигнала, пропорционального прогнозируемой концентрации азота в железе. Вторичный преобразователь имеет интерпретатор выходного сигнала кислородного сенсора в виде фазового состава в соответствии с бинарной диаграммой «железо-азот». Вторичный преобразователь выполнен с возможностью компьютерного отображения диффузионных процессов с графическим изображением фазового состава, концентрации азота и распределения микротвердости диффузионного слоя в реальном времени. 9 з.п. ф-лы, 1 ил., 1 табл.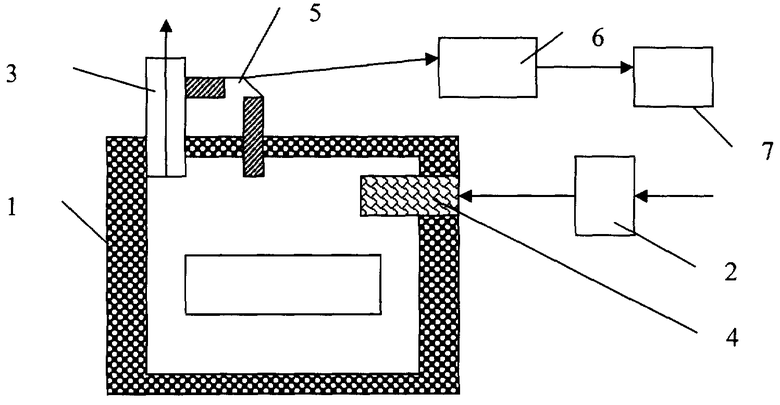
| УСТАНОВКА ДЛЯ ГАЗОВОЙ НИЗКОТЕМПЕРАТУРНОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ И СПЛАВОВ | 1997 |
|
RU2109080C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ НЕЛЕГИРОВАННЫХ ЭЛЕКТРОТЕХНИЧЕСКИХ СТАЛЕЙ И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2061088C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛА НА ОСНОВЕ СПЛАВА ЖЕЛЕЗА, МАТЕРИАЛ НА ОСНОВЕ СПЛАВА ЖЕЛЕЗА И ДЕТАЛЬ СТУПЕНИ ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2230824C2 |
| US 5865908 A, 02.02.1999 | |||
| Способ определения шероховатости коэффициента трения разных изделий | 1933 |
|
SU35422A1 |

