Изобретение относится к разделу электроники - микроэлектронике.
Важным этапом в производстве высокоплотных электронных модулей является формирование межсоединений. Техническим результатом изобретения является расширение арсенала способов снижения стоимости изготовления высокоплотных электронных модулей. В данном случае этот результат достигается на этапе формирования межсоединений.
Рассмотрим аналоги.
По российскому патенту 2133522 предлагается способ изготовления и контроля электронных компонентов, который заключается в том, «что множество кристаллов располагают в пресс-форме, ориентируясь на контактные площадки кристаллов и базовые элементы пресс-формы, изолируют все незащищенные поверхности кристаллов, кроме контактных площадок. Специфика способа заключается в том, что при расположении в пресс-форме кристаллы фиксируют между собой с образованием группового носителя, обеспечивая расположение лицевых поверхностей кристаллов в единой плоскости с одной из поверхностей группового носителя, при этом на эту плоскость наносят одновременно все проводники, необходимые для электротермотренировки и контроля, а также внешний разъем носителя. Одновременно с кристаллами в пресс-форму помещают групповую металлическую рамку, которую фиксируют одновременно с кристаллами. Групповой носитель может быть также образован гибкой печатной платой, соединенной с жестким основанием. Техническим результатом изобретения является удешевление процессов электротермотренировки и финишного контроля, сокращение длительности технологического процесса сборки и контроля электронного компонента».
Известен способ изготовления многокомпонентного трехмерного электронного модуля по российскому патенту 2193260:
«Сущность изобретения: бескорпусные компоненты размещают в окнах групповой керамической заготовки с ориентацией по контуру и с соблюдением единой плоскости расположения активных зон компонентов и лицевой поверхности заготовки. Компоненты фиксируют в таком положении и изолируют электрически незащищенные зоны компонентов по их лицевой стороне. Далее наносят преимущественно методом вакуумного напыления проводники на лицевую и обратную стороны заготовки и компонентов, одновременно формируя разъем и соединительные проводники, необходимые для электротермотренировки и контроля. Годные микроплаты вырезают из групповой заготовки и собирают в пакет, соединяя их между собой капиллярной пайкой. К одной из граней пакета припаивают теплорастекатель с внешними выводами и герметизируют изготовленный модуль. Техническим результатом является получение трехмерных модулей с высокой плотностью упаковки, с эффективным теплоотводом и низкой себестоимостью».
Эти способы не отличаются универсальностью. Предлагается универсальный способ снижения стоимости изготовления высокоплотных электронных модулей. Он состоит в следующем.
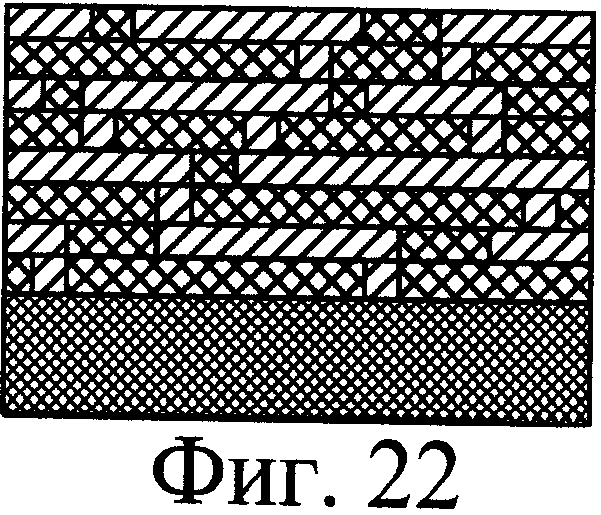
Известны этапы получения межсоединений в многослойных печатных платах, которые могут быть отнесены к высокоплотным электронным модулям (Ильин В.А. Технология изготовления печатных плат. Л., 1984) и которые могут быть обобщены следующим образом (пример представлен на фиг.1-22):
1. Исходную заготовку: полимерную пленку 2 с нанесенным слоем проводящего материала (меди) 1, называемую далее фольгированным материалом (фиг.1), разделяют на части (фиг.2; 3 - слой 1, 4 - слой 2, 5 - слой 3, 6 - слой 4).
2. Вскрывают окна в полимерной пленке слоя 1 (фиг.3).
3. Заполняют окна в полимерной пленке слоя 1 проводящим материалом (фиг.4).
4. Наклеивают слой 1 на несущую подложку 7 (фиг.5).
5. Вскрывают окна в проводящем материале слоя 1 (фиг.6).
6. Заполняют окна в проводящем материале слоя 1 полимером (фиг.7).
7. Наклеивают слой 2 фольгированного материала (фиг.8).
8. Вскрывают переходные окна проводящего слоя 2 (фиг.9).
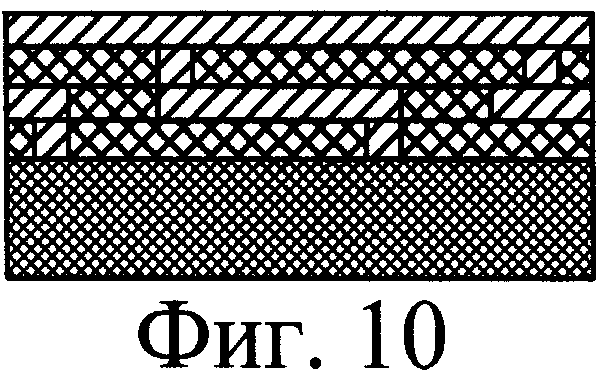
9. Заполняют проводящим материалом переходные окна проводящего слоя 2 (фиг.10).
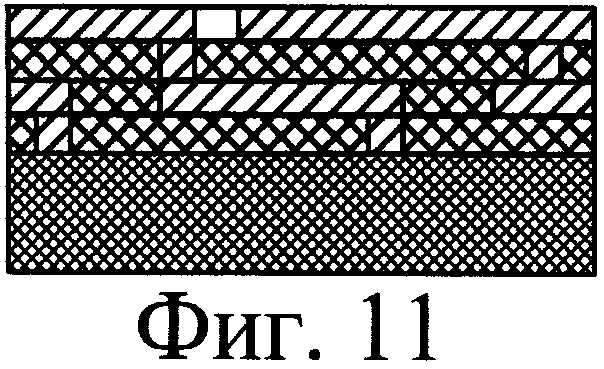
10. Вскрывают окна в проводящем слое 2 (фиг.11).
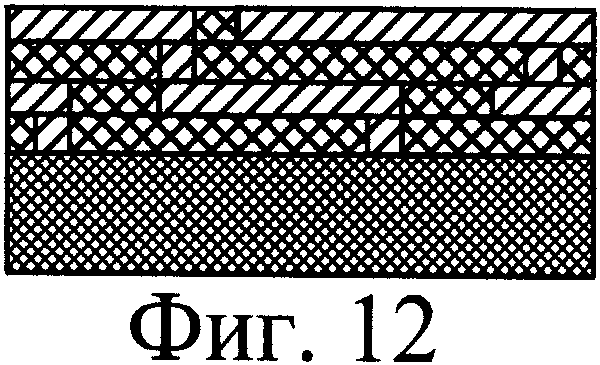
11. Заполняют окна в проводящем слое 2 полимером (фиг.12).
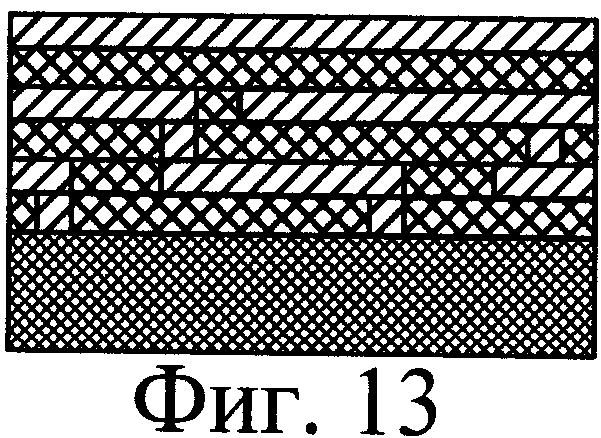
12. Наклеивают слой 3 фольгированного материала (фиг.13).
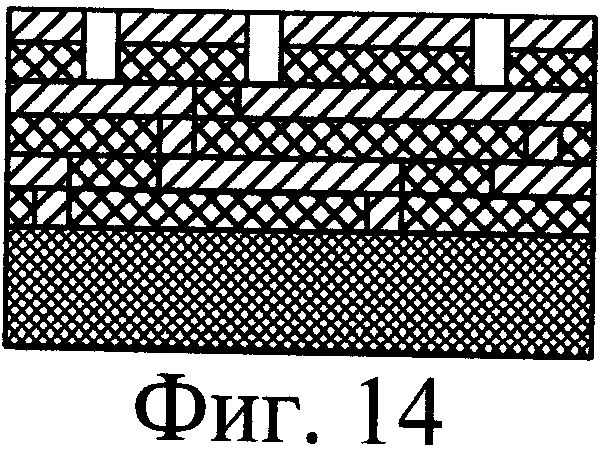
13. Вскрывают переходные окна проводящего слоя 3 (фиг.14).
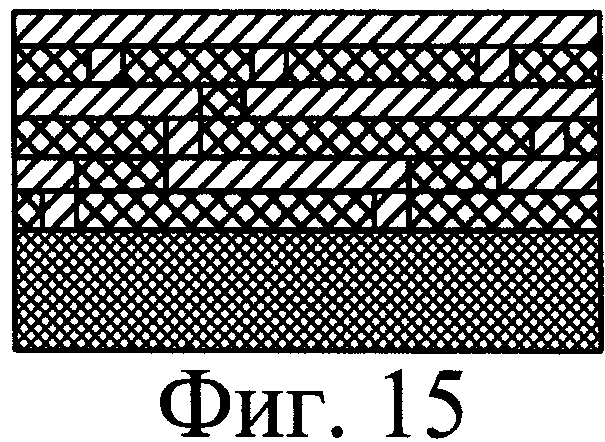
14. Заполняют проводящим материалом переходные окна проводящего слоя 3 (фиг.15).
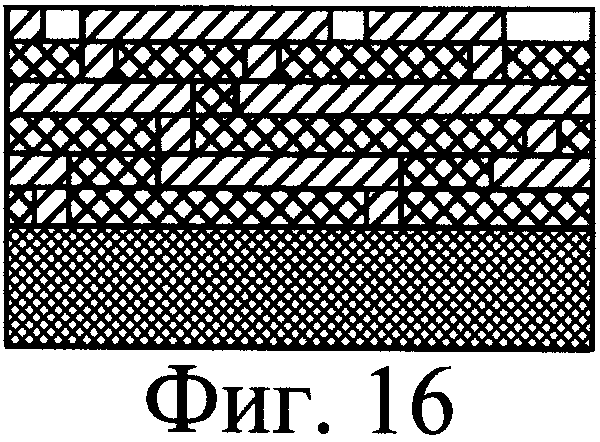
15. Вскрывают окна в проводящем слое 3 (фиг.16).
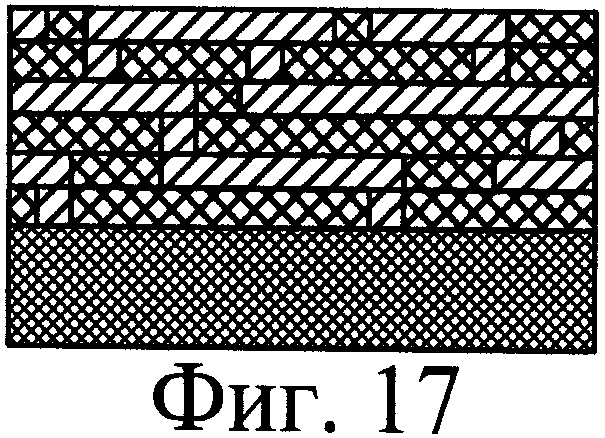
16. Заполняют окна в проводящем слое 3 полимером (фиг.17).
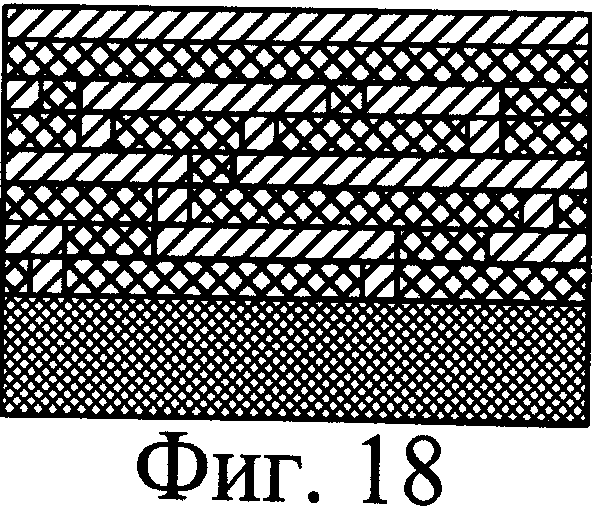
17. Наклеивают слой 4 фольгированного материала (фиг.18).
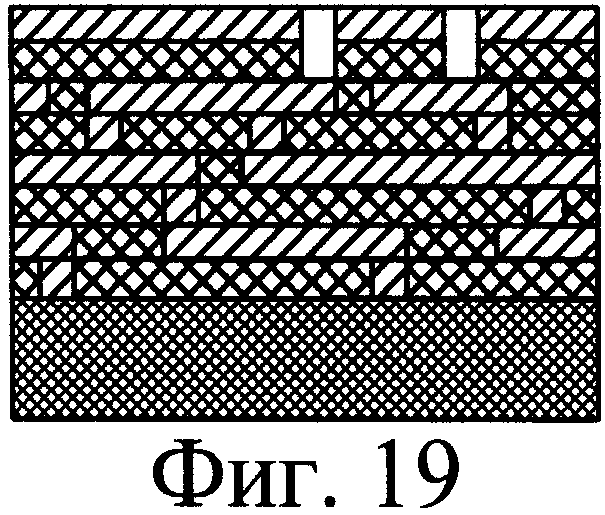
18. Вскрывают переходные окна проводящего слоя 4 (фиг.19).
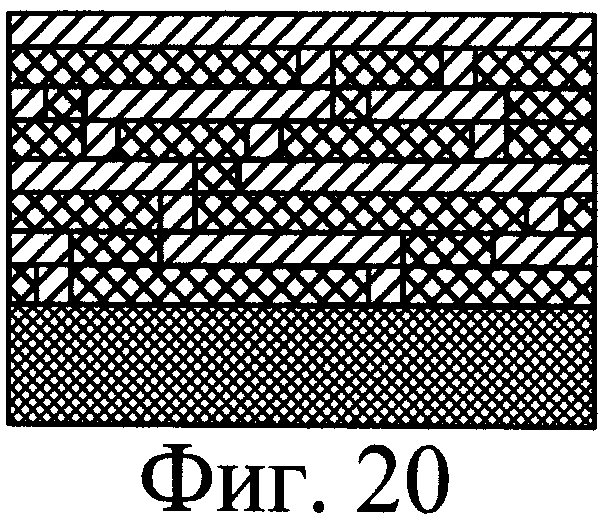
19. Заполняют проводящим материалом переходные окна проводящего слоя 4 (фиг.20).
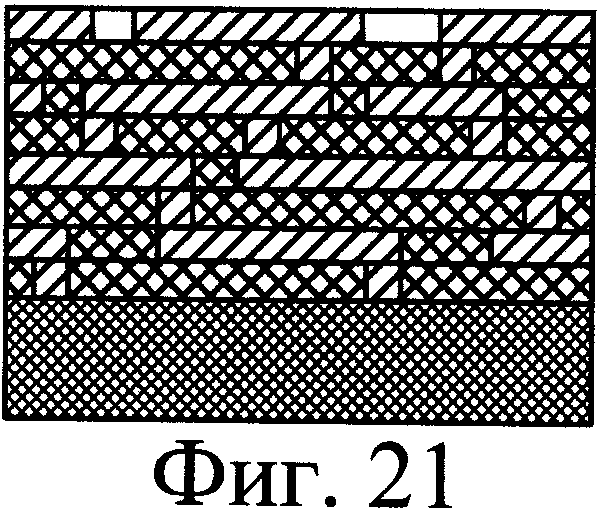
20. Вскрывают окна в проводящем слое 4 (фиг.21).
21. Заполняют окна в проводящем слое 4 полимером (фиг.22).
Этот способ является прототипом.
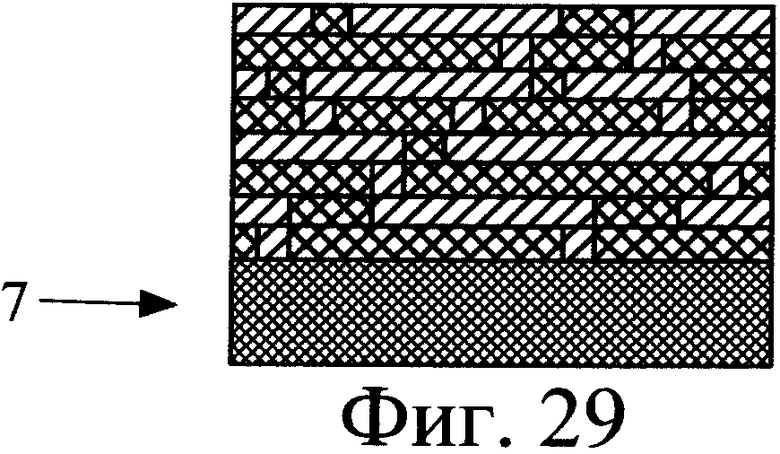
С целью ускорения процесса создания высокоплотных электронных модулей и его удешевления разделяют заготовку на отдельные части после заполнения окон в проводящем слое полимером. Затем их последовательно укладывают в пакет и сращивают слои пакета совместно с несущей подложкой. Тогда формирование межсоединений в высокоплотных электронных модулях осуществляется последовательно следующим образом (пример представлен на фиг.23-29):
1. В исходной заготовке, представляющей собой полимерную пленку 2 с нанесенным слоем проводящего материала (меди) 1 (фиг.23), вскрывают окна в слое полимера (фиг.24).
2. Заполняют окна в слое полимера проводящим материалом (фиг.25).
3. Вскрывают окна в проводящем слое (фиг.26).
4. Заполняют окна в проводящем слое полимером (фиг.27).
5. Разделяют заготовку на отдельные части (фиг.28).
6. Последовательно укладывают части заготовки в пакет и сращивают слои пакета с несущей подложкой 7 (фиг.29).
Фиг.1-22 иллюстрируют способ-прототип, а фиг.23-29 - предлагаемый способ.
Сравнение прототипа и предлагаемого способа показывает, что изобретение позволяет ускорить процесс получения межсоединений в высокоплотных электронных модулях и удешевить его.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| СПОСОБ УВЕЛИЧЕНИЯ ВЫХОДА ГОДНЫХ ПРИ ИЗГОТОВЛЕНИИ ВЫСОКОПЛОТНЫХ ЭЛЕКТРОННЫХ МОДУЛЕЙ | 2012 |
|
RU2511007C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2011 |
|
RU2475885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО ПРИБОРА | 2012 |
|
RU2498453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2006 |
|
RU2314598C1 |
| СПОСОБ ИСПЫТАНИЙ И КОНТРОЛЯ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 2003 |
|
RU2272335C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2002 |
|
RU2221312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЧ ТРЕХМЕРНОГО МОДУЛЯ | 2012 |
|
RU2498454C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 2012 |
|
RU2511054C2 |
| ТРЕХМЕРНЫЙ ЭЛЕКТРОННЫЙ МОДУЛЬ С ШАРИКОВЫМИ ВЫВОДАМИ | 2006 |
|
RU2312425C1 |











Использование: для получения межсоединений в высокоплотных электронных модулях в микроэлектронике. Сущность способа заключается в том, что в исходной заготовке вскрывают окна в слое полимера, заполняют эти окна проводящим материалом, вскрывают окна в проводящем слое, заполняют эти окна полимером, после заполнения окон в проводящем слое полимером разделяют заготовку на отдельные части, последовательно укладывают их в пакет и сращивают слои пакета совместно с несущей подложкой. Технический результат: расширение арсенала способов снижения стоимости изготовления и ускорение процесса создания высокоплотных электронных модулей. 29 ил.
Способ получения межсоединений в высокоплотных электронных модулях, заключающийся в том, что в исходной заготовке вскрывают окна в слое полимера, заполняют эти окна проводящим материалом, вскрывают окна в проводящем слое, заполняют эти окна полимером, отличающийся тем, что после заполнения окон в проводящем слое полимером разделяют заготовку на отдельные части, последовательно укладывают их в пакет и сращивают слои пакета совместно с несущей подложкой.
| СПОСОБ ИЗГОТОВЛЕНИЯ И КОНТРОЛЯ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 1997 |
|
RU2133522C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕКТРОПРОВОДЯЩИХ ИЛИ ПОЛУПРОВОДНИКОВЫХ ТРЕХМЕРНЫХ СТРУКТУР И СПОСОБЫ УНИЧТОЖЕНИЯ ЭТИХ СТРУКТУР | 1999 |
|
RU2183882C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| МЕЖСЛОЙНОЕ СОЕДИНЕНИЕ В ПЕЧАТНЫХ ПЛАТАХ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2009 |
|
RU2439866C2 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ЧИСЛА ИЗ ПОЛИНОМИАЛЬНОЙ СИСТЕМЫ КЛАССОВ ВЫЧЕТОВ В ПОЗИЦИОННЫЙ КОД С КОРРЕКЦИЕЙ ОШИБКИ | 2006 |
|
RU2309535C1 |

