Предлагаемое изобретение относится к области ремонта сломанных осей без изменения первоначальных конструкторских размеров и может быть использовано при ремонте сельскохозяйственной, бытовой, транспортной и других изделий машиностроения.
Известен способ устранения поломок деталей электродуговой сваркой [1, с.240]. Сварка состоит из следующих операций: подготовка поверхности деталей под сварку, обработка и подготовка кромок, сборка деталей в сборочные единицы, термическая подготовка деталей, сварка, термическая обработка после сварки, контроль качества [1, с.241]. Способ имеет ряд недостатков: образование оксидов в зоне расплавленного металла, возникновение внутренних термических напряжений в зоне сварки и прилегающих областях, изменение структуры металла и нарушение термической обработки детали. Обработка и подготовка кромок под сварку соединяемых частей сломанной оси повлечет за собой подрезку торцев в местах излома. Это приведет к уменьшению первоначальной длины оси, т.е. к изменению конструктивно заданного параметра. Если ось сломалась в нескольких местах, то при близких расстояниях мест излома друг от друга, последующая сварка может отрицательно сказаться на первоначальном шве, который будет деформироваться от теплового воздействия.
Известен способ устранения поломок оси стыковой сваркой [2, с.281]. При данном способе, кроме подрезки торцев в местах излома, необходимо учитывать дополнительно и величину припуска на осадку равную 
Известен способ устранения поломок оси газопрессовой сваркой [2, с.312], при которой осуществляется соединение частей оси в стык с предварительным нагревом места соединения газовым пламенем с последующим приложением давления вдоль оси. Данный метод также приводит к уменьшению первоначальной длины оси.
Известен способ устранения поломок оси сваркой трением [2, с.588], при которой также первоначально осуществляется подрезка торцов свариваемых частей оси. Данный метод также приводит к уменьшению первоначальной длины оси.
Наиболее близким по технической сущности к заявляемому является способ ремонта постановкой дополнительных ремонтных деталей [3, с.140]. В качестве дополнительной детали используется вкладыш, напрессовываемый на обточенную по диаметру поверхность излома оси.
Способ имеет ряд недостатков:
- для осей малых диаметров напрессовка вкладыша на ось может привести к ее продольному изгибу, что потребует последующей правки;
- разница между первоначальным диаметром и ее диаметром после обточки может составлять небольшую величину. Поэтому для предотвращения продольного коробления или изгиба необходимо или протачивать ось на величину больше этой разницы, или напрессовывать вкладыш значительно большего диаметра, чем это необходимо для получения первоначального размера.
Задачей предлагаемого изобретения является повышение надежности и долговечности восстанавливаемой оси без изменения первоначального конструкторского размера.
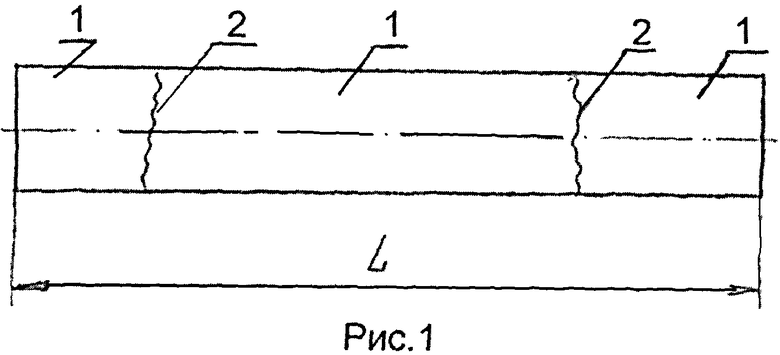
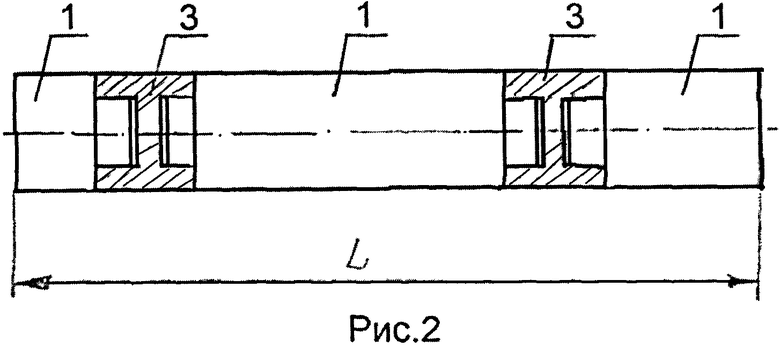
На рис. 1 изображена сломанная ось, где 1 - ось; 2 - место излома оси. На рис. 2 изображена отремонтированная ось, где 1 - ось; 3 - вкладыш.
Восстановление сломанных осей осуществляется без изменения первоначального конструкторского размера. При данном способе необходимо изготовить вкладыш (или вкладыши, если разломов несколько) из дисперсионно-твердеющего сплава и установить его на предварительно обточенную поверхность оси со стороны излома. Общая длина оси (рис. 1) при этом складывается из длин, не обточенных поверхностей оси и длины вкладыша (или вкладышей). При этом необходимо обеспечить зазор между обточенными торцами со стороны излома у оси и дном вкладыша. Затем подвергнуть сборку искусственному старению, чем достигается прессовое соединение вкладыша с осью.
Заявляемый технический результат достигается в предлагаемом способе, например, при изготовлении вкладыша из дисперсионно-твердеющего сплава марки 36НХТЮ. Его соединяют с предварительно обточенной поверхностью оси и сборку подвергают искусственному старению (для сплава 36НХТЮ нагрев до температуры 730…750 °С в течение 4-х часов). Возможно восстановление оси при нескольких изломах.
Способ осуществляется следующим образом.
На токарном станке закрепляется часть сломанной оси, подрезается торец и протачивается по наружной поверхности со стороны излома под размеры вкладыша, который также изготавливается из дисперсионно-твердеющего сплава на токарном станке. Прессовый характер соединения оси и вкладыша получается после проведения термической операции старения вкладыша (например, для сплава 36НХТЮ усадка после старения составляет 0,3…0,33% [4]).
Такой способ восстановления сломанных осей позволяет отремонтировать их без изменения первоначальных конструкторских размеров. Возможна одновременная термообработка сборки оси с несколькими вкладышами, если ось сломана в нескольких местах. Предлагаемый способ восстановления осей с использованием дополнительной ремонтной детали технологически прост. Его можно использовать при ремонте осей любых машин. Материал вкладыша сплав 36НХТЮ имеет высокие прочностные, антикоррозионные и упругие свойства, что увеличивает долговечность работы оси.
Источники информации
1. Диагностика, испытание и ремонт станочного оборудования. / В.О. Трилисский, А.Г. Схиртладзе, В.Б. Моисеев. - Пенза, инф. изд. Центр Пенз. гос. ун-та, 2001, 366 с.
2. Справочник по сварке. Том 2. Под ред. Е.В. Соколова. - М.: Изд-во машиностроительной литературы, 1961, 664 с.
3. Л.Ф Баранов. Техническое обслуживание и ремонт машин. - Ростов-на-Дону, Феникс, 2001.
4. Авт. свидетельство СССР №1331614, кл. B23B 27/18, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛА | 2011 |
|
RU2489244C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБЫ НА ВАЛАХ | 2011 |
|
RU2483852C1 |
| Способ изготовления вакуумных конденсаторов | 1977 |
|
SU662985A1 |
| Способ изготовления маложестких мембран | 1990 |
|
SU1786178A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК | 2017 |
|
RU2641202C1 |
| Способ сварки дисперсионно-твердеющих сплавов с коррозионностойкими сталями | 2023 |
|
RU2809102C1 |
| Способ термической обработки аустенитных дисперсионно твердеющих сплавов | 1975 |
|
SU561740A1 |
| СПОСОБ СВАРКИ ТОЛСТОСТЕННЫХ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2606144C2 |
| Способ восстановления плиты кристаллизатора машины непрерывного литья заготовок | 2023 |
|
RU2826836C1 |
| СВАРКА ИЗДЕЛИЙ ИЗ СУПЕРСПЛАВОВ | 2001 |
|
RU2265505C2 |
Изобретение относится к области ремонта сломанных осей без изменения ее первоначальных конструкторских размеров и может быть использовано в области машиностроения при ремонте сельскохозяйственной, бытовой и транспортной техники. При ремонте осуществляют изготовление вкладыша из дисперсионно-твердеющего сплава, обтачивание оси со стороны излома под вкладыш, их соединение и искусственное старение сборки из сломанной оси и вкладыша. Изобретение позволяет обеспечить соединение с высокими прочностными и коррозионно-стойкими характеристиками. 2 ил.
Способ восстановления сломанной оси без изменения ее первоначального конструкторского размера, включающий изготовление вкладыша из дисперсионно-твердеющего сплава, обтачивание оси со стороны излома под вкладыш, их соединение и осуществление искусственного старения сборки из сломанной оси и вкладыша.
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2047457C1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2064854C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1998 |
|
RU2133183C1 |
| Способ изготовления режущего инструмента | 1983 |
|
SU1331614A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

