Изобретение относится к области машиностроения и может быть использовано при изготовлении труб из металлических и композиционных материалов, применяемых в изделиях авиационно-космической техники, баллонах давления, трубопроводах нефтехимической и газовой промышленности, строительстве, при прокладке коммуникаций.
Большинство неразъемных соединений, в частности труб, получают сваркой плавлением с использованием мощного теплового источника - электрической дуги. В настоящее время наиболее распространенным способом получения труб из листов является их изготовление с помощью формовки из листа и последующей сварки, например, согласно патенту Японии №61-180613 (М-550), В21С 37/12.
Недостатками таких способов изготовления труб являются сложность технологического процесса ввиду необходимости обеспечивать точное совпадение кромок при значительной длине труб, требующее значительных затрат на оборудование, а также получаемые при сварке различия в структуре и уровне механических свойств сварных швов и основного металла, увеличивающие вероятность преждевременного разрушения конструкции (Материаловедение. Под ред. Арзамасова Б.Н. - М.: Изд-во МГТУ им. Баумана, 2005, с.288). При сварке в стенке трубы формируются несколько зон - зона шва со структурой литого металла и зона термического влияния с разными типами структур, ширина участков которых зависит от режима сварки и толщины свариваемого металла. Факторами, снижающими надежность и долговечность сварного трубопровода при эксплуатации, являются:
- возникновение растягивающих напряжений в зоне шва при кристаллизации, а, следовательно, трещин при эксплуатации трубопровода;
- образование (особенно при сварке разнородных металлов) в зоне шва хрупких интеметаллических включений и ликвации примесей, являющихся очагами возникновения трещин;
- изменение структуры основного металла под влиянием нагрева при сварке (в зоне термического влияния), приводящее к снижению его прочностных свойств.
Известен также способ изготовления труб по патенту РФ №2162758, В21С 37/12 от 10.02.2001, который может быть принят как ближайший аналог (прототип) изобретения. В данном способе по широким граням листов перед формовкой из них труб и сваркой наносят углубления, например, прокаткой. Углубления на широких поверхностях могут быть выполнены шириной, равной 2-4 толщины листов. Для повышения прочности труб на участках углубления вблизи кромок листа выполняют выступы на одном из листов и соответственно впадины на аналогичных участках второго листа. Углубления вблизи кромок листов могут быть выполнены, по крайней мере частично, за счет их пластического изгиба, профилировки.
При реализации способа отпадает необходимость точной стыковки кромок, что требует сложных контролирующих устройств. Кроме того, выполнение углублений вблизи кромок листов с выступами и, соответственно, впадинами позволяет повысить прочность труб, разгрузив частично сварные швы. Однако приведенный способ изготовления труб не позволяет полностью отказаться от сварных соединений листов, а, следовательно, создать более однородную по механическим свойствам трубу.
Техническая задача, решаемая изобретением, заключается в изготовлении более однородных по структуре и механическим свойствам труб при одновременном уменьшении технологических затрат.
Поставленная задача решается за счет того, что в способе изготовления труб, включающем формовку листа вблизи кромок пластической деформацией, его обжим в трубу и последующее соединение кромок по всей длине, в качестве замковых элементов применяются полые трубки с боковым надрезом длиной, разной длине соединяемых листов. Данные замковые элементы изготавливаются из материалов, обладающих эффектом памяти формы, т.е. способностью материала частично или полностью возвращать приобретенную ранее деформацию и восстанавливать приобретенную форму. Такое соединение боковых кромок листа позволяет обеспечить их герметичную фиксацию по всей длине и исключить из технологического процесса сварку, применение которой приводит к неоднородности трубы по структуре и механическим свойствам.
Изобретение иллюстрируется чертежами, где:
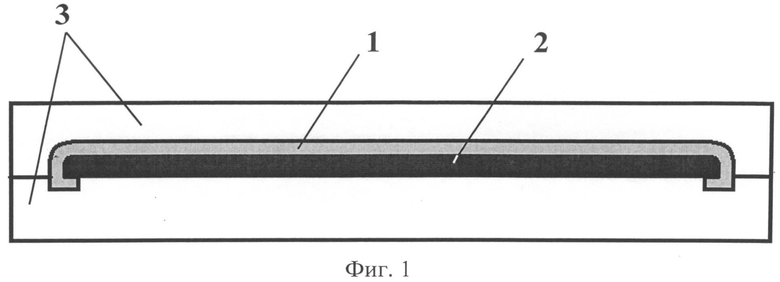
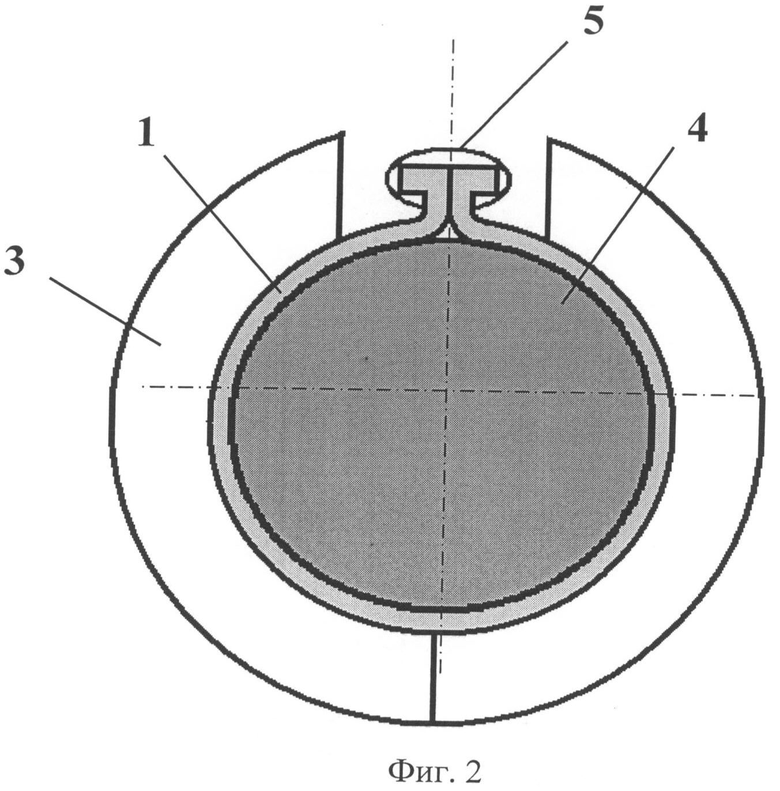
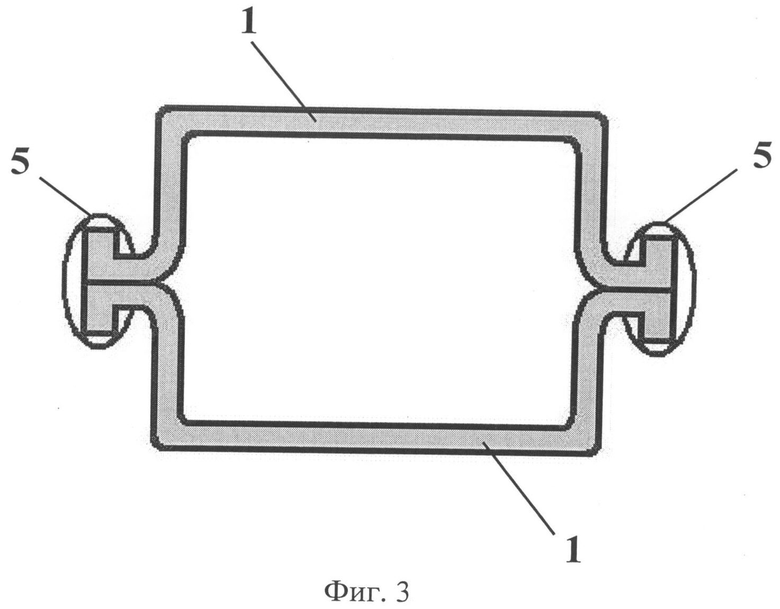
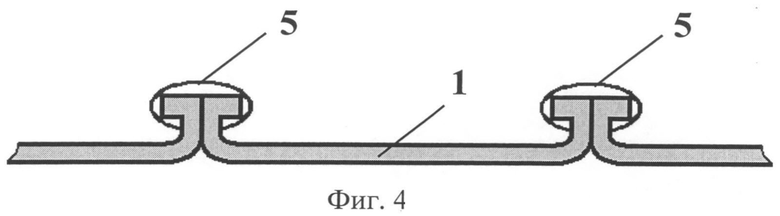
на фиг.1 - схема формовки боковых кромок листа; на фиг.2 - схема сборки цилиндрической трубы с помощью замкового элемента; на фиг.3 - схема сборки трубы прямоугольного сечения с помощью двух замковых элементов; на фиг.4 - схема соединения нескольких листов при сборке трубы большого диаметра.
На чертежах обозначены: 1 - лист, кромки которого подвергаются формовке; 2, 4 - оправки прямоугольной и цилиндрической формы, соответственно; 3 - пресс-формы; 5 - замковый трубчатый элемент с боковым надрезом для соединения кромок листов.
Сначала боковые кромки листов 1 с заданной структурой и комплексом механических свойств (после технологического цикла их производства) подвергают на оправке 2 формовке в пресс-форме 3, т.е. холодной пластической деформации небольшой степени для получения загнутых боковых кромок (фиг.1). Затем лист с загнутыми боковыми кромками с помощью пресс-формы 4 обжимают в трубу, а соединение боковых кромок осуществляется замковыми трубчатыми элементами 5 длиной, равной длине соединяемых листов (фиг.2). Упругость (жесткость) замковых элементов можно регулировать за счет изменения их диаметра, толщины стенки и материала, из которых они могут быть изготовлены.
Для получения труб прямоугольного сечения используют два листа и два замковых соединения (фиг.3). Для получения труб (конструкций) большого размера можно использовать соединения двух и более листов (фиг.4).
Таким образом, предлагаемый способ, позволяющий изготовлять трубы из листов без использования сварки, дает возможность сохранить структуру и уровень механических свойств основного металла для повышения надежности и долговечности трубопроводов и других подобных конструкций. При этом трубы можно изготавливать в различных условиях из различных металлов, сплавов или из полимерных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Труба с повышенной деформационной способностью и высокой вязкостью сварного соединения и способ ее изготовления | 2017 |
|
RU2656189C1 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
| Стальной лист и его применение для трубы магистрального трубопровода | 2015 |
|
RU2612109C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1999 |
|
RU2162758C2 |
| Способ производства сварных труб | 1990 |
|
SU1748979A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2016 |
|
RU2635035C1 |
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |
| Способ производства электросварных холодноформированных труб | 2020 |
|
RU2746483C1 |
| Труба с высокой деформационной способностью класса прочности К65 и способ ее производства | 2022 |
|
RU2790721C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2300451C2 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении труб из металлических и композиционных материалов. Осуществляют формовку листа пластической деформацией вблизи кромок на оправке с получением загнутых боковых кромок, его обжим в трубу и последующее соединение кромок по всей длине. При этом соединение кромок осуществляют путем герметичной фиксации замковыми элементами, обладающими памятью формы, в виде полых трубчатых элементов с боковым надрезом длиной, равной длине соединяемых листов. Повышается однородность структуры и механические свойства. 4 ил.
Способ изготовления труб, включающий формовку листа вблизи кромок пластической деформацией, его обжим в трубу и последующее соединение кромок по всей длине, отличающийся тем, что формовку листа вблизи кромок осуществляют на оправке с получением загнутых боковых кромок, а их соединение осуществляют путем герметичной фиксации замковыми элементами, обладающими памятью формы, в виде полых трубчатых элементов с боковым надрезом длиной, равной длине соединяемых листов.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1999 |
|
RU2162758C2 |
| СОЕДИНИТЕЛЬНЫЙ УЗЕЛ ДЛЯ РАЗЪЕМНОГО СОЕДИНЕНИЯ КРОМОК ЛИСТОВОГО МАТЕРИАЛА | 2008 |
|
RU2376095C1 |
| МАШИНА ДЛЯ ПОДГИБКИ КРОМОК ЛИСТОВ | 0 |
|
SU177408A1 |
| Способ изготовления труб с фальцевым швом | 1982 |
|
SU1247133A1 |
| Способ закрепления необожженной керамической (алундовой, шамотной и пр.) муфельной заготовки | 1951 |
|
SU99975A1 |
| US 2006101644 A1, 12.09.2002 | |||
| ОРЛОВ В.П | |||
| Основы конструирования | |||
| - М.: Машиностроение, 1977, т.2, с.227-228, рис.238е. | |||

