1
Изобретение относится к технологии изготовяения труб с фальцевым швом из листовых заготовок и может быть использовано в машиностроении при изготовлении кормопроводов для животноводства.
Цель изобретения - повышение качества труб путем обеспечения фаль- цевого соединения; по всей их длине путем исключения смятия фальцевых частей заготовок при .гибка.
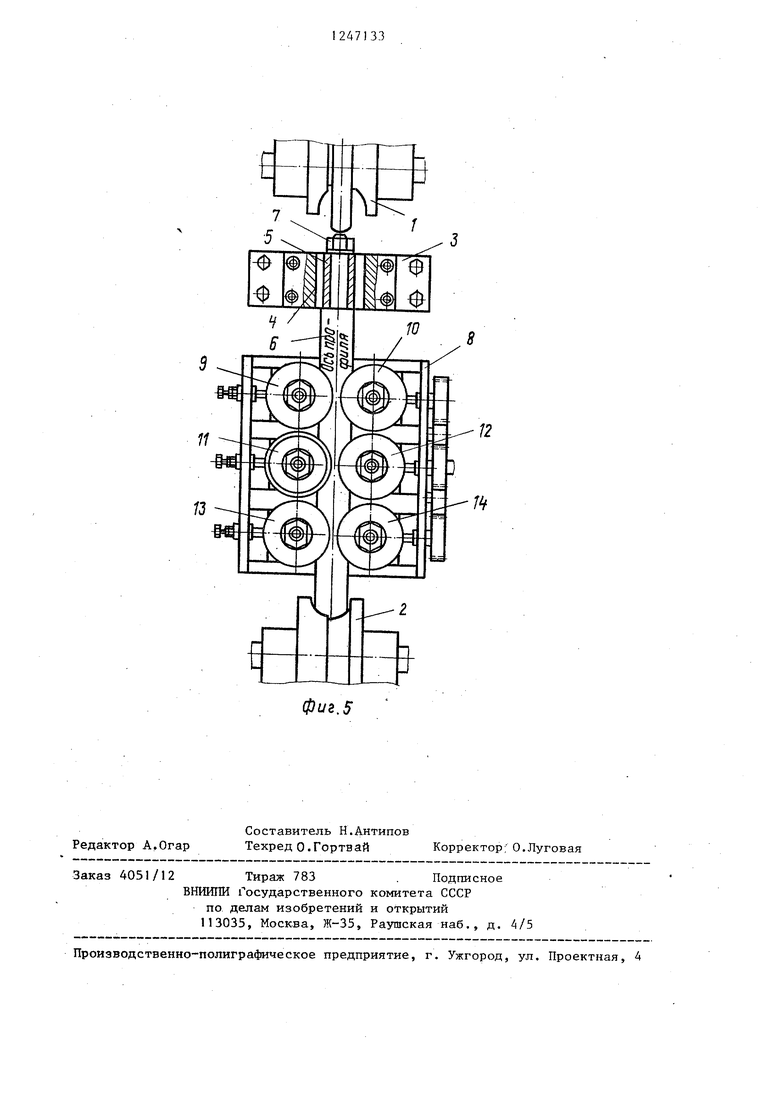
На фиг.1-4 изображены технологические переходы изготовления труб с фальцевым швом ; на фиг.5 - устройство для осуществления способа.
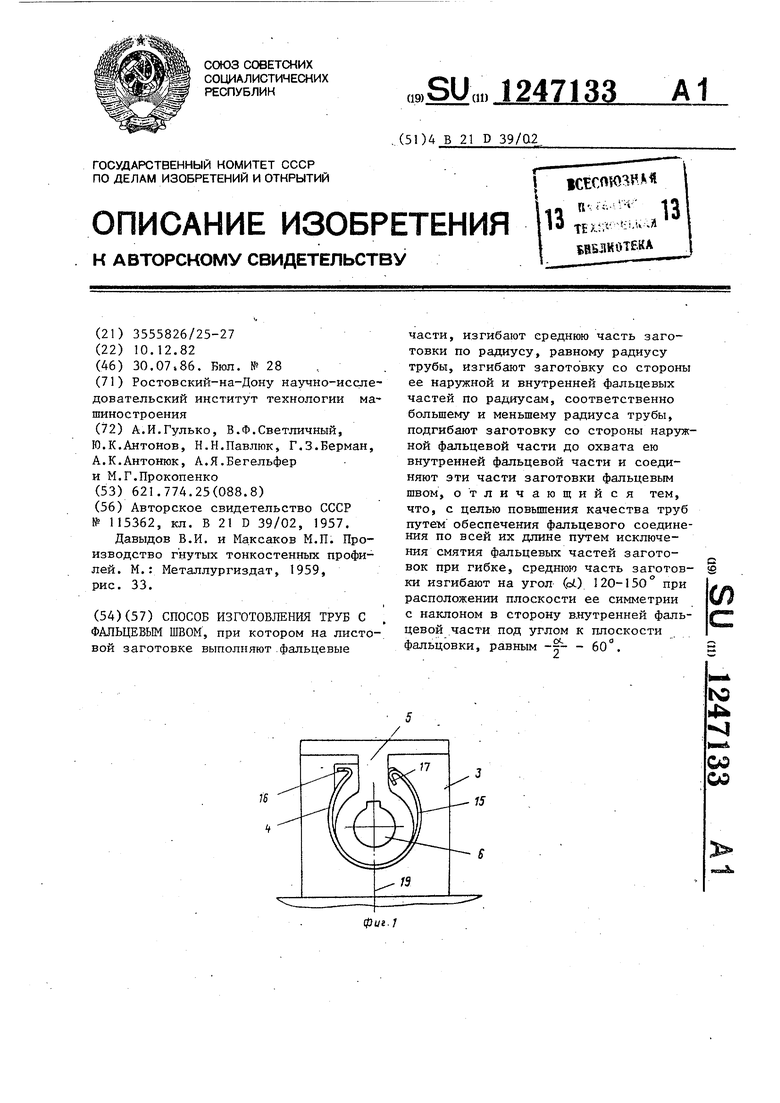
Между валками 1 и 2 на станине профилегибочного стана установлена державка 3 с фильерным отверстием 4, выполненным по наружному контуру заготовки. На державке смонтирован навесной калибр 5 с оправкой 6, закрепленной посредством гайки 7. Между державкой и валком 2 установлен стол 8 с приводными формующими роликами 9-14. Образующая наружной рабочей поверхности роликов вьшолнена по форме переходов гибки заготовки. На листовой заготовке 15 вьтол- няют внутреннюю 16 и наружную 17 фальцевые части, изгибают среднюю часть заготовки по радиусу г, равному радиусу трубы, изгибают заготовку со стороны ее фальцевых частей 17 и 16 по радиусам, соответственно большему и меньшему радиуса трубы, подгибают заготовку со стороны фаль- цевой части 17 до охвата ею.фальце-- вой части 16 и затем соединяют эти
471332
части заготовки фальцевым швом. Соединение выполняют растяжкой заготовки на Оправке и осадкой (сшиванием) фапьцевого шва.
5 Среднюю часть заготовки изгибают на угол 0 120-150° при расположении плоскости 18 симметрии этой части заготовки с наклоном в сторону . внутренней фальцевой части 16 под
10 углом к плоскости 19 сЬальцовки
М -г- - 60°. Выход за пределы 120150°, или наклон плоскости 18 в про15 тивоположную сторону, или расположение плоскости 18 под иным углом приводит к смятию фальцевых частей заготовки при гибке, невозможности фальцевого соединения или к его не-20 качественному выполнению.
Экспериментальное изготовление труб для кормопровода с внутренним диаметром 55 мм и фальцевым швом шириной 7 мм было выполнено на десяти25 клетьевом профилегибочном стане со скоростью 30 м/мин из оцинкованных стальных (Ст.З) штучных заготовок толщиной 0,8 мм, шириной 194 мм и длиной 2000 мм. На заготовках пред30 варительно выполняли отверстия. Полученные трубы имели ровный и плотный фальцевый шов по всей длине без нарушений цинкового покрытия. Предлагаемый способ позволяет
35 исключить брак по фальцевому соединению- и обеспечивает экономию металла заготовок и повьш1ение производительности процесса.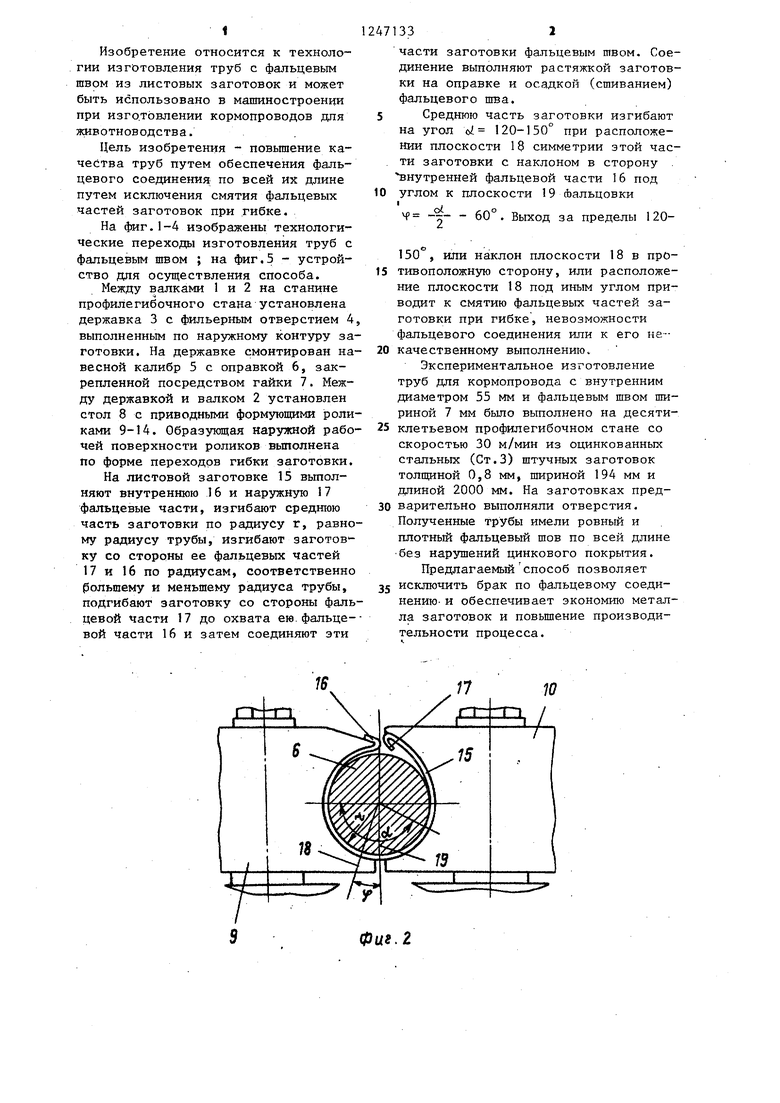
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления труб с фальцевым швом | 1983 |
|
SU1303211A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ С ВНУТРЕННИМ ФАЛЬЦЕВЫМ ШВОМ | 2004 |
|
RU2271892C1 |
| Способ изготовления замкнутых профилей | 1991 |
|
SU1775202A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
| ОПРАВКА ДЛЯ ОБЖАТИЯ ТРУБ С ВНУТРЕННИМ ФАЛЬЦЕВЫМ ШВОМ | 2004 |
|
RU2270731C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2006314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ С ПРОДОЛЬНЫМ ШВОМ | 1993 |
|
RU2049570C1 |
| Оправка для обжатия труб | 1982 |
|
SU1148666A1 |

Фаг. 2
11
Фиг.З 13
;г
Фи. 4
фиъ.5
Редактор А.Огар
Составитель Н.Антипов
Техред О.Гортваи Корректор; О.Луговая
Заказ 4051/12 Тираж 783 . Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно
|-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
| Станок для изготовления труб с продольным замком из тонкого железа | 1957 |
|
SU115362A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Давыдов В.И | |||
| и Максаков М.П | |||
| Производство гнутых тонкостенных профилей | |||
| М.: Металлургиздат, 1959, рис | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
