Настоящее изобретение относится к соединениям термопластических полиолефинов с пониженной чувствительностью к огневой обработке. В настоящем изобретении также предлагается использование соединений термопластических полиолефинов с пониженной чувствительностью к огневой обработке для производства литьем под давлением окрашиваемых и предварительно обрабатываемых пламенем изделий, в частности, для автомобильной промышленности.
Уровень техники изобретения
Соединения термопластических полиолефинов, в состав которых обычно входит полипропилен и эластомер, обладают множеством привлекательных качеств таких, например, как малая масса, долговечность, низкая стоимость и т.п., которые делают их привлекательным конструкционным материалом для отделки интерьера автомобиля и для изготовления отдельных деталей внешней отделки, например бамперов.
Существует два вида соединений термопластических полиолефинов, которые, по существу, отличаются способом изготовления. Первый, который упоминается обычно как "смесевые соединения термопластических полиолефинов", изготавливается путем физического смешивания полипропилена с эластомером. Второй, который упоминается обычно как "реакторные соединения термопластических полиолефинов", изготавливается путем полимеризации пропилена с получением полипропилена с последующей полимеризацией таких составляющих эластомера, как этилен и пропилен в присутствии полипропилена.
Автомобильные детали типа бамперов обычно формуются из соединений термопластических полиолефинов литьем под давлением. Изготовленные таким образом детали обычно имеют серый или черный цвет и могут использоваться для отделки автомобилей без дальнейшей обработки. Однако многие автомобильные детали, изготовленные из соединений термопластических полиолефинов, дополнительно окрашиваются с целью улучшения эстетических качеств, например автомобильные бамперы, изготовленные из соединений термопластических полиолефинов, часто красят под основной цвет автомобилей. Из-за плохой адгезии соединений термопластических полиолефинов, обусловленной низкой поверхностной энергией материала, поверхность соединений термопластических полиолефинов перед чистовой покраской проходит предварительную обработку, что улучшает адгезию.
Для улучшения сцепления с краской используется огневая обработка поверхности.
Огневая обработка включает кратковременное огневое воздействие на поверхность полимера, которая приводит к увеличению поверхностного натяжения, но требует соблюдения точного расстояния от пламени до поверхности соединения термопластических полиолефинов, что труднодостижимо в условиях поточной линии.
Как показывает опыт, некоторые соединения термопластических полиолефинов не демонстрируют хороших результатов при огневой обработке из-за их высокой чувствительности к огневой обработке при очень близком размещении пламени. Эта высокая чувствительность к огневой обработке приводит к образованию поверхностных дефектов, вызванных плавлением краев детали, изготовленной литьем под давлением, к появлению пузырей на краях и к разрушению. Эти проявления в виде массивных местных белесых пятен еще более видны после нанесения чистового слоя краски на детали, изготовленные литьем под давлением.
Хотя в литературе уже было описано большое количество разнообразных соединений термопластических полиолефинов, проблема чувствительности к огневой обработке еще не была решена в достаточной мере, способной удовлетворить запросы современной автомобильной промышленности.
Соответственно существует потребность в соединениях термопластических полиолефинов, в которых отсутствуют описанные недостатки.
В настоящем изобретении предлагаются соединения термопластических полиолефинов, которые подходят для изготовления литьем под давлением окрашиваемых изделий, и обладают низкой чувствительностью к огневой обработке или не проявляют ее совсем во время предварительной огневой обработки перед нанесением чистового слоя краски на эти изделия.
Эти качества соединений термопластических полиолефинов получают путем включения в их состав либо комбинации высокомолекулярного эластомера, обладающего характеристической вязкостью, равной или более 2,2 дл/г, по стандарту ISO 1628 (с декалином в качестве растворителя), с низким содержанием наполнителя, либо эластомера с более низкой молекулярной массой, обладающего характеристической вязкостью ниже 2,2 дл/г по стандарту ISO 1628 (с декалином в качестве растворителя), с более высоким содержанием наполнителя.
Таким образом, первый аспект настоящего изобретения относится к соединениям термопластических полиолефинов для производства литьем под давлением окрашиваемых и предварительно обрабатываемых пламенем изделий, в состав которых входит:
A) непрерывная фаза (матрица) гомо- или сополимера пропилена (М), массовая доля которой составляет от 50 до 90%,
B) первый эластомер, состоящий из сополимерного каучука на основе этилен-С3-С8-альфа-олефинов, массовая доля которого составляет от 10 до 50%,
C) второй эластомер, массовая доля которого составляет от 0% до 20% общей массы компонентов А и В, при этом компоненты В) и С) образуют дисперсную фазу (Е) с характеристической вязкостью ≥2,2 дл/г по стандарту ISO 1628 (с декалином в качестве растворителя), и
D) неорганический наполнитель, составляющий от 0% до 30% общей массы компонентов А, В и С.
Второй аспект настоящего изобретения относится к соединениям термопластических полиолефинов для производства литьем под давлением окрашиваемых и предварительно обрабатываемых пламенем изделий, в состав которых входит:
A) непрерывная фаза (матрица) гомо- или сополимера пропилена (М), массовая доля которой составляет от 50 до 90%,
B) первый эластомер, состоящий из сополимерного каучука на основе этилен-С3-С8-альфа-олефинов, массовая доля которого составляет от 10 до 50%,
C) второй эластомер, массовая доля которого составляет от 0% до 20% общей массы компонентов А и В, при этом компоненты В) и С) образуют дисперсную фазу (Е) с характеристической вязкостью >2,2 дл/г по стандарту ISO 1628 (с декалином в качестве растворителя), и
D) неорганический наполнитель, доля которого составляет от >30 до 60% общей массы компонентов А, В и С.
Неожиданно такие термопластические полиолефины, в частности соединения термопластических полиолефинов, продемонстрировали, что они обладают низкой чувствительностью к огневой обработке или не проявляют ее совсем во время предварительной огневой обработки перед нанесением чистового слоя краски на эти изделия, что усиливает адгезионные свойства соединений термоппастических полиолефинов.
Непрерывной фазой (матрицей) (М), образованной термопластическими полиолефинами (соединениями термопластических полиолефинов), по настоящему изобретению должна быть полипропиленовая матрица, которая далее называется пропиленовой матрицей (М).
Полипропилен, используемый в качестве матричной смолы, может быть любым полипропиленом, в частности полипропиленом, подходящим для деталей внешней отделки автомобиля, например для бамперов.
Таким образом, выбор полипропилена для пропиленовой матрицы (М) особенно ни чем не ограничен, и для этой цели может использоваться гомополимер пропилена, сополимер пропилена или смеси на их основе, или, например, гомо/статистический сополимер. Однако в соответствии с предпочтительным примером осуществления настоящего изобретения в качестве пропиленовой матрицы (М) используется гомополимер пропилена.
Выражение гомополимер, используемое в данном изобретении, относится к полипропилену, масса которого состоит в значительной степени, то есть, по крайней мере, на 97%, в соответствии с предпочтительным примером осуществления настоящего изобретения, по крайней мере, на 98%, в соответствии с более предпочтительным примером осуществления настоящего изобретения, по крайней мере, на 99%, в соответствии еще с более предпочтительным примером осуществления настоящего изобретения, по крайней мере, на 99,8% из звеньев пропилена. В соответствии с предпочтительным примером осуществления настоящего изобретения в гомополимере пропилена можно обнаружить только звенья пропилена.
Состоит ли пропиленовая матрица (М) из сополимера пропилена или из гомо/статистического сополимера пропилена, в состав сополимера пропилена входят мономеры, полимеризуемые совместно с пропиленом, например, сомономеры типа этилена и С4-C20-альфа-олефины, в частности, этилен и С4-С10-альфа-олефины, например 1-бутен или 1-гексен. В таком случае, в соответствии с предпочтительным примером осуществления настоящего изобретения массовое содержание сомономера в пропиленовой матрице находится на относительно низком уровне, то есть до 4,0%, в соответствии с более предпочтительным примером осуществления настоящего изобретения от 0,1 до 3,0%, в соответствии еще с более предпочтительным примером осуществления настоящего изобретения от 0,2 до 2,0%, в соответствии еще с более предпочтительным примером осуществления настоящего изобретения от 0,3 до 1,0%. Допустимо более высокое массовое содержание сомономера, но массовое содержание сомономера не должно превышать 20%, в соответствии с предпочтительным примером осуществления настоящего изобретения не должно превышать приблизительно 15%, в соответствии еще с более предпочтительным примером осуществления настоящего изобретения не должно превышать приблизительно 10%.
Скорость течения расплава полипропилена матричной смолы (MFR2, измеренная под нагрузкой 2,16 кг при 230°C по стандарту ISO 1133) может составлять приблизительно от 20 до 500 г/10 мин. В соответствии с предпочтительным примером осуществления настоящего изобретения скорость течения расплава полипропиленовой матрицы (М), равняется или превышает значение от 40 г/10 мин до приблизительно 200 г/10 мин.
Пропиленовая матрица (М) может быть унимодальной или многомодальной, например бимодальной. Однако в соответствии с предпочтительным примером осуществления настоящего изобретения в качестве пропиленовой матрицы (М) используется унимодальная матрица.
Если матрица унимодальна относительно молекулярно-массового распределения, то ее можно изготовить в одноэтапном технологическом процессе, например, по шламовой или газофазной технологии в шламовом или газофазном реакторе. В соответствии с предпочтительным примером осуществления настоящего изобретения, унимодальная матрица полимеризируется в виде шламовой полимеризации. В другом случае унимодальная матрица может быть изготовлена в многоэтапном технологическом процессе с использованием на каждом этапе технологического процесса условий, которые приводят к получению полимера с такими же свойствами.
Состоит ли пропиленовая матрица (М) из двух или большего числа различных полимеров пропилена, это могут быть полимеры, состоящие из различных мономеров, и/или с различными молекулярно-массовыми распределениями. Эти компоненты могут иметь идентичные или отличающиеся составы мономера и регулярность молекулярной структуры.
Поэтому пропиленовая матрица (М) может быть изготовлена с помощью разных технологических процессов, например в одноэтапном или в многоэтапном, с использованием таких способов полимеризации как шламовая полимеризация, газофазная полимеризация, полимеризация в массе, полимеризация в растворе или с использованием комбинации этих способов.
Изготовление непрерывной фазы (матрицы) (М) может также включать использование такого известного катализатора, как, например, металлоцен или катализатора Циглера-Натта.
Содержание непрерывной фазы (матрицы) (М) составляет от 50 до 90%, в соответствии с предпочтительным примером осуществления настоящего изобретения от 60 до 85% и в соответствии с более предпочтительным примером осуществления настоящего изобретения от 65 до 80% общей массы соединения термопластических полиолефинов.
В состав соединений термопластических полиолефинов, используемых по настоящему изобретению, также входит дисперсная фаза (Е), которая образована компонентами В) и С).
В контексте настоящего изобретения термины "каучук" и "эластомер" являются синонимами.
Пропиленовая матрица (М) и компонент В) в качестве дисперсной фазы образуют основу соединения термопластических полиолефинов.
В качестве компонента В) основного соединения термопластических полиолефинов используется сополимерный каучук на основе этилен-С3-С8-альфа-олефинов. Сополимерный каучук В) на основе этилен-С3-С8-альфа-олефинов составляет 10-50%, в соответствии с предпочтительным примером осуществления настоящего изобретения 1 от 5 до 40% и в соответствии с более предпочтительным примером осуществления настоящего изобретения от 20 до 35% массы соединения термопластических полиолефинов.
В общем случае в сополимерном каучуке В) на основе этилен-С3-С8-альфа-олефинов массовое содержание этилена составляет от 10 до 95%, в соответствии с предпочтительным примером осуществления настоящего изобретения от 20 до 80%, и в соответствии с более предпочтительным примером осуществления настоящего изобретения от 40 до 70%, а массовое содержание, по крайней мере, одного сомономера на основе альфа-олефинов, имеющих от 3 до 8 атомов углерода, составляет от 5 до 90%, в соответствии с предпочтительным примером осуществления настоящего изобретения от 20 до 80%, и в соответствии с более предпочтительным примером осуществления настоящего изобретения от 30 до 60%.
В соответствии с предпочтительным примером осуществления настоящего изобретения сомономеры выбираются из группы, в состав которой входит пропилен, 1-бутен, 1-гексен,4-метил-1-пентан и 1-октен. В соответствии с более предпочтительным примером осуществления настоящего изобретения в качестве сомономера компонента В) соединения термопластических полиолефинов используется пропилен или 1-октен.
В состав дисперсной фазы (Е) может также входить второй эластомер (Компонент С), содержание которого составляет от 0 до 20%, в соответствии с предпочтительным примером осуществления настоящего изобретения от 2 до 10% общей массы компонентов А и В.
В качестве компонента С) может использоваться эластомер, отличный от первого, или тот же эластомер, который используется в качестве компонента В).
В качестве подходящих эластомеров (С) могут использоваться такие эластомеры, как статистический сополимер на основе этилен/альфа-олефинов, статистический сополимер на основе этилен/альфа-олефин/несопряженных полиенов, гидрогенизируемый блок-сополимер и другие эластичные полимеры или смеси на их основе.
В соответствии с предпочтительным примером осуществления настоящего изобретения в качестве эластомеров, используемых в качестве компонента С), применяются статистические сополимеры на основе этилен/альфа-олефинов, в массовый состав которых входит до 45% этилена, и один или более альфа-олефинов С3-C8.
В соответствии с более предпочтительным примером осуществления настоящего изобретения в качестве второго эластомера используются такие эластомерные сополимеры как этилен-1-октен или этилен-1-бутен.
В соответствии с предпочтительным примером осуществления настоящего изобретения компонент С) отличается от компонента В).
Как пропиленовая матрица (М), так и каучуки В) и С) могут быть унимодальными или многомодальными, например бимодальными.
Используемые здесь выражения "многомодальный" или "бимодальный" или "унимодальный" относятся к модальности полимера, то есть к форме его кривой молекулярно-массового распределения, которая является зависимостью числовой доли макромолекулы от ее молекулярной массы.
Каучуки, которые могут использоваться в качестве компонента В) и компонента С), могут быть изготовлены с использованием катализаторов на основе титана, ванадия или металлоцена, способных легко полимеризировать каучук в условиях известного типичного технологического процесса типа полимеризации в растворе, в суспензии, газофазной полимеризации.
Способ изготовления основных соединений термопластических полиолефинов, в состав которых входит пропиленовая матрица (М) и компонент В) в качестве дисперсной фазы (Е), не является критическим для настоящего изобретения. Эти соединения могут производиться обычным смешиванием при расплаве индивидуальных компонентов, то есть пропиленовой матрицы (М) и эластомера В), "смешиванием в реакторе", сочетанием этих двух процессов или другими способами, которые обеспечивают хорошее диспергирование каучукового компонента В) в пропиленовой матрице (М).
В соответствии с предпочтительным примером осуществления настоящего изобретения основные соединения термопластических полиолефинов изготавливаются "смешиванием в реакторе" в результате многоступенчатого процесса полимеризации типа полимеризации в массе, газофазной полимеризации, шламовой полимеризации, полимеризации в растворе или сочетанием этих способов, используя обычные катализаторы.
Эти процессы хорошо известны.
В соответствии с предпочтительным примером осуществления настоящего изобретения технологический процесс является сочетанием двух процессов, осуществляющихся в петлевом шламовом реакторе для полимеризации в массе и в газофазном реакторе. Пропиленовая матрица (М) может быть изготовлена либо в одном петлевом реакторе или двух петлевых реакторах, либо с использованием сочетания петлевого и газофазного реакторов. Полимер, изготовленный этим способом, передается в другой реактор, где и полимеризируется дисперсная фаза, включающая сополимерный каучук на основе этилен-С3-С8-альфа-олефинов В). В соответствии с предпочтительным примером осуществления настоящего изобретения этот этап проводится по технологии газофазной полимеризации.
Для полимеризации основного соединения термопластических полиолефинов подходит любой стереоспецифический катализатор процесса полимеризации пропилена, который может обеспечить полимеризацию и сополимеризацию пропилена и сомономеров при температуре от 40 до 110°С и давлении от 10 до 100 бар. В качестве такого катализатора может использоваться катализатор Циглера-Натта, а также металлоцен.
Известно много разных способов изготовления основных соединений термопластических полиолефинов по соответствующим технологиям.
Основное соединение термопластических полиолефинов, полученное либо обычным смешиванием в расплаве, либо "смешиванием в реакторе", может в дальнейшем также смешиваться со вторым эластомером С), который затем образует часть дисперсной фазы (Е). В соответствии с предпочтительным примером осуществления настоящего изобретения эластомер С) смешивается с основным соединением термопластических полиолефинов до или во время экструзии в процессе одноэтапного компаундирования.
Для смешивания обычно используются традиционные смесители, например, смеситель Банбери, двухвалковые смесители для каучука, экструдеры Buss-co-kneader или двухшнековые экструдеры.
В зависимости от характеристической вязкости дисперсной фазы (Е), в состав которой входит первый эластомер В) и, возможно, второй эластомер С), соединения термопластических полиолефинов затем смешиваются с различными количествами неорганического наполнителя D).
Если характеристическая вязкость дисперсной фазы (Е) <2,2 дл/г по стандарту ISO 1628 (с декалином в качестве растворителя), то добавляется от >30% до 60% неорганического наполнителя от общей массы компонентов А, В и С.
Если характеристическая вязкость дисперсной фазы (Е) >2,2 дл/г по стандарту ISO 1628 (с декалином в качестве растворителя), то добавляется от 0% до не более 30% неорганического наполнителя от общей массы компонентов А, В и С.
При необходимости в этих условиях можно добавлять больше неорганического наполнителя, содержание которого может доходить до 60% общей массы компонентов А, В и С.
Неорганический наполнитель, в случае его присутствия, выбирается из группы, в состав которой входит тальк, волластонит, слюда и мел.
Средний размер частицы наполнителя d50 может быть выбран в диапазоне от 0,5 до 40 мкм, в соответствии с предпочтительным примером осуществления настоящего изобретения в диапазоне от 0,7 до 20 мкм, и в соответствии еще с более предпочтительным примером осуществления настоящего изобретения в диапазоне от 1,0 до 10 мкм.
Под средним (или медианным) размером частиц понимается диаметр частиц, когда 50% частиц больше этого размера, а 50% меньше. Это обозначается как d50 или D50. В принципе, это значение можно определить, измерив частицы, например, способом, основанным на принципе дифракции света.
Другие способы определения размера частиц включают, например, гранулометрию, при применении которой однородная суспензия небольшого количества исследуемого порошка приготавливается в подходящей дисперсионной среде и затем подвергается осаждению. Процентное распределение частиц по размерам может быть оценено по корреляции между размером и плотностью сферических частиц, а скорость их осаждения определяется законом Стокса и временем осаждения. Другие способы определения размера частиц включают микроскопию, электронную микроскопию, гранулометрический анализ, анализ осаждения, определение поверхностной плотности и т.п.
Данные о размере частиц, приведенные в данном описании, были получены известным способом по стандартной испытательной процедуре с применением закона Стокса об осаждениях путем осаждения частиц в условиях полной дисперсии в водной среде с помощью анализатора размера частиц Седиграф (Sedigraph) 5100, поставляемого корпорацией Майкрометрикс Инструменте (Micromeritics Instruments Corporation), Норкросс, шт.Джорджия, US (телефон: +17706623620; вебсайт: www.micromeritics.com), упоминаемого здесь как" Micromeritics Sedigraph 5100 unit".
В соответствии с предпочтительным примером осуществления настоящего изобретения в качестве неорганического наполнителя используется тальк.
Перед добавлением тальк может быть обработан с помощью различных поверхностных агентов, типа органического связующего для титаната, связующего для силана, жирных кислот, солей металлов жирных кислот, сложных эфиров жирных кислот и т.п, известным способом. Тальк можно также добавлять без обработки поверхности. В соответствии с предпочтительным примером осуществления настоящего изобретения тальк добавляется без поверхностной обработки.
В соответствии с предпочтительным примером осуществления настоящего изобретения соединения термопластических полиолефинов при характеристической вязкости дисперсной фазы (Е) >2,5 дл/г, в соответствии с более предпочтительным примером осуществления настоящего изобретения >2,8 дл/г, в соответствии еще с более предпочтительным примером осуществления настоящего изобретения >3,0 дл/г, содержание второго эластомера составляет от 2 до 10% общей массы компонентов А) и В), а неорганического наполнителя от 10 до 30% общей массы компонентов А, В и С.
В состав соединений термопластических полиолефинов по настоящему изобретению может также входить дополнительный полимер. В соответствии с предпочтительным примером осуществления настоящего изобретения в качестве дополнительного полимера вводится гомополимер полипропилена с высокой скоростью течения расплава, составляющей более 50 г/10 мин по стандарту ISO 1133 (2,16 кг; 230°C). Скорость течения расплава (MFR) полимеров, которые могут использоваться, измеренная по стандарту ISO 1133 при 230°C под нагрузкой 2,16 кг, составляет от 50 до 3000 г/10 мин, в соответствии с предпочтительным примером осуществления настоящего изобретения от 100 до 2000 г/10 мин, в соответствии с более предпочтительным примером осуществления настоящего изобретения от 200 до 1500 г/10 мин.
Выражение гомополимер, используемое в настоящем изобретении, относится также к полипропилену, масса которого состоит в значительной степени, то есть, по крайней мере, на 97%, в соответствии с предпочтительным примером осуществления настоящего изобретения, по крайней мере, на 99%, и в соответствии с более предпочтительным примером осуществления настоящего изобретения, по крайней мере, на 99,8% из звеньев пропилена. В соответствии с предпочтительным примером осуществления настоящего изобретения в гомополимере пропилена можно обнаружить только звенья пропилена. Содержание сомономера можно определить с помощью инфракрасной Фурье-спектроскопии, как описано ниже в примерах.
Вводимые опционно полипропилены с высокой скоростью течения расплава могут производиться непосредственно в реакторе полимеризации по известным технологиям, описанным в нескольких заявках (например, в EP 0320150, EP 0480190, EP 0622380, EP 1303547, EP 1538167, EP 110783145, WO 2007/140019, и т.д.).
В другом случае вводимые опционно полипропилены с высокой скоростью течения расплава могут быть получены способом управляемой реологии, включая, например, легкий крегинг, что означает, что полимер, с низкой скоростью течения расплава, подвергается послереакторной обработке, при этом молекулы полимера подвергаются управляемому дроблению в расплавленном состоянии. Дробление может выполняться с помощью механического фрагментирования, радиацией и окислением или химически пероксидными составами.
В соответствии с предпочтительным примером осуществления настоящего изобретения управляемая реологическая обработка выполняется с помощью органических пероксидов.
Технология легкого крекинга пропилена хорошо известна и описана в нескольких заявках (например, US 3940379, US 4951589, US 4282076, US 5250631, EP 0462574, WO 02/096986, WO 2004/113438 и т.д.).
Полимер, используемый как стартовый состав для управляемой реологической обработки, может производиться с помощью любой известной технологии полимеризации.
Процесс полимеризации может проходить непрерывно или периодически, с использованием известных способов в жидкой фазе, опционно в присутствии инертного разбавителя, или в газовой фазе или с помощью смешанных газо-жидкостных методик. В соответствии с предпочтительным примером осуществления настоящего изобретения технология выполняется в присутствии стереоспецифического катализатора.
В качестве катализатора могут использоваться любые обычные стереоспецифические катализаторы Циглера-Натта или любой металлоценовый катализатор, способный обеспечить катализацию образования полимера пропилена.
Ниже приведены примеры коммерчески доступной модифицированной продукции из полипропилена, которая может соответственно использоваться в настоящем изобретении: Борфлоу (Borflow™) HL504FB, HL508FB или HL512FB все компании Борилис (Borealis), метоцен Metocene MF650 компании Базель Полиолефинс (Basell Polyolefins), Марлекс (Marlex®) HGZ-I200 компании Филлипс Сумика Полипропилен (Phillips Sumika Polypropylene Company), Эскорен (Escorene™) PP3505 и РР3746, все компании Эксон Мобайл (ExxonMobile), EOD 5 96-36 и 3960Х компании Фина (Fina), сорта Валтек (Valtec) типа НН442Н, НН441, PF008, PFOI7, и т.д. компании ЛионделлБазель (LyondellBasell) и т.д.
Дополнительный полимер вводится в количестве от 0 до 30% от общей массы компонентов А и В (основное соединение термопластических полиолефинов), в соответствии с предпочтительным примером осуществления настоящего изобретения от 2 до 20%, и в соответствии с более предпочтительным примером осуществления настоящего изобретения от 4 до 15%.
Соединения термопластических полиолефинов по настоящему изобретению могут также содержать обычные добавки, известные как зародышеобразующие агенты, технологические и температурные стабилизаторы, УФ-стабилизаторы, добавки, понижающие трение, антистатические агенты, пигменты и другие красящие агенты, включая газовую сажу. В зависимости от типа добавки, их можно добавлять в количестве от 0,001 до 10%, от основной массы соединения термопластических полиолефинов.
В соответствии с предпочтительным примером осуществления настоящего изобретения, добавки, включающие компоненты С) и D), подмешиваются в основное соединение термопластических полиолефинов до или во время экструзии в одноэтапном процессе компаундирования. В другом случае может быть составлена маточная смесь, при этом основное соединение термопластических полиолефинов сначала смешивается только с некоторыми из добавок.
Для смешивания обычного используются традиционные смесители, например, смеситель Банбери, двухвалковые смесители для каучука, экструдеры Buss-co-kneader или двухшнековые экструдеры. Полимерные материалы, полученные из экструдера, находятся обычно в форме гранул. Затем в соответствии с предпочтительным примером осуществления настоящего изобретения эти гранулы обрабатываются литьем под давлением с получением продукции и изделий из соединений термопластических полиолефинов по настоящему изобретению.
Соединения термопластических полиолефинов по настоящему изобретению могут быть гранулированы и компаундированы с помощью любых самых разных способов компаундирования и смешивания, хорошо известных и широко применяемых при компаундировании синтетических смол.
Как упоминалось выше, соединения термопластических полиолефинов по настоящему изобретению используются для производства изделий литьем под давлением для использования в качестве деталей внешней отделки, например, бамперов, спойлеров, буферов, кузовных панелей, боковых контактных полос и т.п., которые окрашиваются в цвет наружной окраски автомобилей.
Так как соединения термопластических полиолефинов в общем демонстрируют изначально плохие адгезионные свойства, так как являются материалами с низкой поверхностной энергией, поверхность соединений термопластических полиолефинов нужно предварительно обрабатывать, чтобы гарантировать хорошее сцепление краски с соединениями термопластических полиолефинов. Хорошо зарекомендовавшим себя способом поверхностной обработки, обеспечивающим улучшенную адгезию красок, является огневая обработка.
По сравнению с изделиями, полученными литьем под давлением из соединений термопластических полиолефинов, используемых в соответствии с настоящим уровнем техники, изделия, полученные литьем под давлением из соединений термопластических полиолефинов по настоящему изобретению, обладают низкой чувствительностью к огневой обработке или не проявляют ее совсем во время предварительной огневой обработки перед нанесением чистового слоя краски и, кроме того, они демонстрируют повышенную теплопроводность.
У соединений термопластических полиолефинов по настоящему изобретению не наблюдаются поверхностные дефекты, вызванные оплавлением краев детали, изготовленной литьем под давлением, возникновение пузырей на краях и т.п. во время такой огневой обработки.
После такой предварительной обработки изделия, полученные литьем под давлением из соединений термопластических полиолефинов по настоящему изобретению, могут быть окрашены любым обычным известным способом с использованием любой обычной системы красок.
В настоящем изобретении также предлагаются изделия, полученные литьем под давлением, окрашиваемые и предварительно обрабатываемые пламенем, изготовленные из описанных выше соединений термопластических полиолефинов.
Неожиданно оказалось, что изделия, полученные литьем под давлением из соединений термопластических полиолефинов по настоящему изобретению, обладают низкой чувствительностью к огневой обработке или не проявляют ее совсем во время предварительной огневой обработки и, таким образом, демонстрируют улучшенные поверхностные качества.
Способы:
Скорость течения расплава
Если не определялось иначе, скорость течения расплава измерялась как MFR2 в соответствии со стандартом ISO 1133 (230°C, при номинальной нагрузке 2,16 кг) для полипропилена и обозначалась в следующих единицах: г/10 мин. MFR2 является признаком текучести и, следовательно, технологичности полимера. Чем выше скорость течения расплава, тем ниже вязкость полимера.
Содержание сомономера было измерено с помощью инфракрасной спектроскопии с Фурье-преобразованием (FTIR) с калибровкой 13С-ЯМР. При измерении содержания этилена в полипропилене образец тонкой пленки (толщина приблизительно 250 мм) был приготовлен горячим прессованием. Область пика поглощения CH2 (800-650 см-1) была измерена на Фурье-спектрометре Перкина-Элмера FTIR 1600. Способ был калиброван по данным о содержании этилена, измеренным с помощью 13С-ЯМР.
Вещества, растворимые в ксилоле
Растворимая в ксилоле фракция (XS), как определено и описано в настоящем изобретении, определялась следующим образом: 2,0 г полимера растворяли в 250 мм p-ксилола при 135°C при помешивании. После 30 минут раствор охлаждался в течение 15 минут при окружающей температуре и затем отстаивался в течение 30 минут при 25±0,5°C. Раствор фильтровался на бумажном фильтре в две 100 мм колбы. Раствор из первого 100 мм сосуда выпаривался в потоке азота, а остаток высушивали в вакууме при 90°C до получения неизменного значения массы. Растворимая в ксилоле фракция (процент) может быть определена следующим образом:
XS%=(100×m1Xv0)/(m0×v1),
где m0 обозначает начальное количество полимера (грамм), m1 обозначает массу остатка (грамм), v0 обозначает начальный объем растворителя (250 миллилитров) и v1 обозначает объем анализируемого образца (100 миллилитров).
XS в значительной степени соответствует содержанию каучука в гетерофазном полимере.
Характеристическая вязкость (IV)
Значение характеристической вязкости (IV) увеличивается с увеличением молекулярной массы полимера. Значения IV, например аморфной фазы, измерялись по ISO 1628-1 (октябрь 1999 г.) в декалине при 135°C.
Теплопроводность:
Теплопроводность А (Вт/мК) определялась капиллярным реометром марки Реограф 6000 (Rheograph 6000) (фирмы Готтферт (Gottfert GmbH), Германия), с тремя отверстиями и диаметром цилиндра 15 мм с применением так называемой «техники линейного источника» по методу ASTM D 5930-01. Использовался калиброванный зонд линейного источника длиной 0,16 мм, который полностью внедрялся в образец, выдерживаемый при постоянной температуре окружающей среды (задаваемая температура). Эта процедура продолжалась минимум 20 мин. За время измерений зонд линейного источника вырабатывал определенное количество тепла с помощью высокоточного источника тока. Затем это тепло распространялось в радиальном направлении на образец. Теплопроводность измерялась при постоянном давлении 15 бар, что обеспечивало контакт зонда с образцом. В каждом испытании использовался образец объемом 25 см3. Образец нагружался при 240°C с использованием 10 доз; после каждого дозирования материал подвергался сжатию стандартным поршнем до 70 МПа с получением образца, не содержащего воздух. Теплопроводность рассчитывалась по уравнению 1,
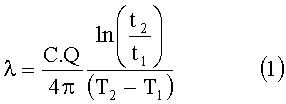
где
Q [Вт/м] - удельная энергия зонда для определения теплопроводности;
С [-] - корректирующая константа зонда для определения теплопроводности;
t1 [с] - начальная точка линейной зависимости роста температуры от времени регистрации, t1=60 с;
t2 [с] - конечная точка линейной зависимости роста температуры от времени регистрации, t2=120 с;
Т1 [К] - температура, зарегистрированная в момент t1;
Т2 [К] - температура, зарегистрированная в момент t2;
[Вт/мК] - теплопроводность.
Теплопроводность измерялась при двух различных температурах: 130 и 200°С.
Коэффициент вариации описанного выше метода определения теплопроводности составляет: ±2,2%, при степени достоверности 95%.
Примеры
Были приготовлены следующие составы:
Основное соединение термопластических полиолефинов I)
Основное соединение термопластических полиолефинов I) было получено с помощью технологии Сферипол (Sphcripol®process) компании Лиондел-Базель (LyondellBasell) на установке с реактором предварительной полимеризации, двумя петлевыми реакторами и двумя газофазными реакторами, расположенными последовательно.
Гомополимерная матрица мономодального пропилена была получена в двух петлевых реакторах; дисперсная фаза, состоящая из этилен-пропиленового каучука, была получена в двух газофазных реакторах.
В процессе полимеризации использовался катализатор ZN 104, который можно приобрести в компании Лиондел-Базель (LyondellBasell), в качестве совместно действующего катализатора использовался триэтилалюминий, а в качестве внешнего донора использовался дициклопентил-диметокси-силан.
В качестве этилен-пропиленового каучука был получен мономодальный каучук с высоким содержанием пропилена.
Характеристики основного соединения термопластических полиолефинов I)
Основное соединение термопластических полиолефинов II)
Основное соединение термопластических полиолефинов II) было получено с помощью технологии Сферипол (Spheripol®process) компании Лиондел-Базель (LyondellBasell) на установке с реактором предварительной полимеризации, двумя петлевыми реакторами и двумя газофазными реакторами, расположенными последовательно.
Гомополимерная матрица мономодального пропилена была получена в двух петлевых реакторах; дисперсная фаза, состоящая из этилен-пропиленового каучука, была получена в двух газофазных реакторах.
В процессе полимеризации использовался катализатор ZN 104, который можно приобрести в компании Базель (Basell), в качестве совместно действующего катализатора использовался триэтилалюминий, а в качестве внешнего донора использовался дициклопентил-диметокси-силан.
В качестве этилен-пропиленового каучука был получен бимодальный каучук с высоким содержанием пропилена.
Характеристики основного соединения термопластических полиолефинов II)
Основное соединение термопластических полиолефинов III)
Основное соединение термопластических полиолефинов III) было получено с помощью технологии Сферипол (Spheripol®process) компании Лиондел-Базель (LyondellBasell) на установке с реактором предварительной полимеризации, двумя петлевыми реакторами и двумя газофазными реакторами, расположенными последовательно.
Гомополимерная матрица мономодального пропилена была получена в двух петлевых реакторах; дисперсная фаза, состоящая из этилен-пропиленового каучука, была получена в двух газофазных реакторах.
В процессе полимеризации использовался катализатор ZN 104, который можно приобрести в компании Базель (Basell), в качестве совместно действующего катализатора использовался триэтилалюминий, а в качестве внешнего донора использовался дициклопентил-диметокси-силан.
В качестве этилен-пропиленового каучука был получен мономодальный каучук.
Характеристики основного соединения термопластических полиолефинов III)
Основное соединение термопластических полиолефинов IV)
Массовый состав механической смеси содержал 70% HJ320МО (гомополимер пропилена, который можно приобрести в компании Борилис (Borealis)) в качестве пропиленовой матрицы, и 30% Ингейдж 8100 (Engage 8100) (этилен-октеновый сополимер, индекс течения расплава которого (ASTM D-1238; 190°C/2,16 кг) составляет 1 г/10 мин, а плотность (ASTM D-792) 0,87 кг/м3 при массовом содержании октенового сополимера (Способ Дау (Dow) 13C NMR/FTIR) 38%, можно приобрести в компании Дюпон Дау Эластомерс (DuPont Dow Elastomers)) и был получен с помощью экструдера ZSK40 с двойным шнеком компании Вернер и Пфлейдерер (Werner & Pfleiderer).
Характеристики основного соединения термопластических полиолефинов IV)
Основное соединение термопластических полиолефинов V)
Массовый состав механической смеси содержал 70% HJ320МО (гомополимер пропилена, который можно приобрести в компании Борилис (Borealis)), в качестве пропиленовой матрицы, и 30% Ингейдж (Engage) 8200 (этилен-октеновый сополимер, индекс течения расплава которого (ASTM D-1238; 190°C/2,16 кг) составляет 5 г/10 мин, а плотность (ASTM D-792) 0,87 кг/м при массовом содержании октенового сополимера (Способ Дау (Dow) 13C NMR/FTIR) 38%, можно приобрести в компании Дюпон Дау Эластомерс (DuPont Dow Elastomers)) и был получен с помощью экструдера ZSK40 с двойным шнеком компании Вернер и Пфлейдерер (Wemer & Pfleiderer).
Характеристики основного соединения термопластических полиолефинов V)
Основное соединение термопластических полиолефинов VI)
Массовый состав механической смеси содержал 70% HJ320MO (гомополимер пропилена, который можно приобрести в компании Борилис (Borealis)), в качестве пропиленовой матрицы, и 30% Ингейдж (Engage) 8400 (этилен-октеновый сополимер, индекс течения расплава которого (ASTM D-1238; 190°C/2,16 кг) составляет 30 г/10 мин, а плотность (ASTM D-792) 0,87 кг/м3 при массовом содержании октенового сополимера (Способ Дау (Dow) 13C NMR/FTIR) 40%, можно приобрести в компании Дюпон Дау Эластомерс (DuPont Dow Elastomers)) и был получен с помощью экструдера ZSK40 с двойным шнеком компании Вернер и Пфлейдерер (Wemer & Pfleiderer).
Характеристики основного соединения термопластических полиолефинов VI)
Основное соединение термопластических полиолефннов VII)
Основное соединение термопластических полиолефинов G) было получено с помощью технологии Борстар (Borstar®process) компании Борилис (Borealis) на установке с реактором предварительной полимеризации, одним петлевым реактором и двумя газофазными реакторами, расположенными последовательно.
Гомополимерная матрица мономодального пропилена была получена в петлевом и первом газофазном реакторе; дисперсная фаза, состоящая из этилен-пропиленового каучука, была получена во втором газофазном реакторе.
В качестве катализатора процесса полимеризации использовался модифицированный винилциклогексилом катализатор Циглера-Натта, который готовили по примеру 1 заявки WO 99/24479 с диоктилфталатом в качестве диалкилфталата в формуле (I) и этанолом в качестве спирта, в качестве совместно действующего катализатора использовался триэтилалюминий, а в качестве внешнего донора использовался дициклопентил-диметокси-силан.
В качестве этилен-пропиленового каучука был получен унимодальный каучук.
Характеристики основного соединения термопластических полиолефинов VII)
Для наблюдения за влиянием состава наполнителя были приготовлены следующие составы соединения термопластических полиолефинов:
Соединения термопластических полиолефинов X1-Х3
Механические смеси основного соединения термопластических полиолефинов VII) с тальком (Tital 15, Incemin) и 5 мас.% Ингейдж 8100 (Engage 8100) были получены с помощью экструдера ZSK40 с двойным шнеком компании Вернер и Пфлейдерер (Wemer & Pfleiderer).
XI (массовый состав): 95% основного соединения термопластических полиолефинов VII+0% талька+5% Ингейдж 8100 (Engage 8100)
X2 (массовый состав): 75% основного соединения термопластических полиолефинов VII+20% талька+5% Ингейдж 8100 (Engage 8100)
Х3 (массовый состав): 65% основного соединения термопластических полиолефинов VII+30% талька+5% Ингейдж 8100 (Engage 8100)
Смесь (X1), массовый состав которой включает 95% соединения термопластических полиолефинов VII) и 5% Ингейдж 8100 (Engage 8100), включает дисперсную фазу, обладающую характеристической вязкостью, равной 3,8 дл/г.
Соединения термопластических полиолефинов Y1- Y3
Механические смеси основного соединения термопластических полиолефинов I), талька (Tital 15) и 4 мас.% Ингейдж 8100 (Engage 8100) были получены с помощью экструдера ZSK40 с двойным шнеком компании Вернер и Пфлейдерер (Werner & Pfleiderer).
Y1 (массовый состав): 96% основного соединения термопластических полиолефинов+0% талька+4% Ингейдж 8100 (Engage 8100)
Y2 (массовый состав): 76% основного соединения термопластических полиолефинов+20% талька+4% Ингейдж 8100 (Engage 8100)
Y3 (массовый состав): 65% основного соединения термопластических полиолефинов+30% талька+4% Ингейдж 8100 (Engage 8100)
Смесь (Y1), массовый состав которой включает 96% соединения термопластических полиолефинов I) и 4% Ингейдж 8100 (Engage 8100), включает дисперсную фазу, обладающую характеристической вязкостью, равной 2,2 дл/г.
Подготовка образца к огневой обработке
Литье под давлением тестовых панелей (80mm×150mm×2mm) выполнялось при следующих условиях: температура расплава=240°С, температура формы=50°С, и расход расплава=16 см3/с.
Сначала тестовые панели очищались в имитируемом процессе мощной промывки (pH 10, 30 бар, 30°C). После промывки обессоленной водой панели высушивались при комнатной температуре. Для активации поверхности панелей использовалась пропановая горелка компании Герберт Арнольд (Herbert Arnold GmbH), Германия. Во время предварительной огневой обработки соотношение пропан/воздух поддерживалось равным 25. Панели протягивались на салазках со скоростью 0,15 м/с с расстоянием до пламени 6 см.
Этапы мощной промывки и предварительной огневой обработки выполнялись в соответствии со стандартной лабораторной технологией компании Борилис (Borealis ОМ) по рабочей инструкции (QMAA 3 - 430-00, которую можно приобрести в компании Борилис (Borealis)).
Полученные таким образом панели оценивались визуально экспертом по качеству поверхности:
Основные соединения термопластических полиолефинов I, II и III сравнивались между собой.
Основные соединения термопластических полиолефинов IV, V и VI сравнивались между собой.
Соединения термопластических полиолефинов XI, Х2 и Х3 сравнивались между собой
Соединения термопластических полиолефинов YI, Y2 и Y3 сравнивались между собой.
Результаты сравнения приводятся в Таблицах 1, 2, 3 и 4. Чем больше количество "+", тем выше качество поверхности.
Из таблиц 1 и 2 ясно, что чем выше характеристическая вязкость дисперсной фазы, тем выше качество поверхности после огневой обработки.
Из таблиц 3 и 4 ясно, что увеличение содержания наполнителя ведет к повышению качества поверхности, что в сочетании с более высокой характеристической вязкостью дисперсной фазы дополнительно повышает качество поверхности.
Эти результаты коррелируют с результатами измерений теплопроводности в зависимости от температуры нагрева, когда при увеличении содержания наполнителя повышается теплопроводность. Наполнитель отводит тепло от поверхности, при этом повышается защищенность поверхности и снижается чувствительность к огневой обработке.
Изобретение относится к композиции термопластического полиолефина для производства литьем под давлением окрашиваемых и поддающихся предварительной обработке пламенем изделий. Композиция содержит непрерывную фазу (матрицу) (М) гомополимера пропилена или сополимера пропилена с массовым содержанием сомономера в нем не более 20%, образующие дисперсную фазу (Е) с характеристической вязкостью, составляющей как минимум 2,2 дл/г, первый эластомер, представляющий собой сополимерный каучук на основе этилен-С3-C8-альфа-олефина, и второй эластомер, и неорганический наполнитель. При этом второй эластомер отличается от первого эластомера и представляет собой статистический сополимер на основе этилен/альфа-олефинов, в состав которого входит этилен и до 45% одного или более альфа-олефинов С3-C8. Полученные из композиции по изобретению литьем под давлением изделия обладают низкой чувствительностью к огневой обработке или не проявляют ее совсем во время предварительной огневой обработки перед нанесением чистового слоя краски и, кроме того, они демонстрируют повышенную теплопроводность. 3 н. и 7 з.п. ф-лы, 4 табл., 15 пр.
1. Композиция термопластического полиолефина для производства литьем под давлением окрашиваемых и поддающихся предварительной обработке пламенем изделий, в состав которой входит:
A) непрерывная фаза (матрица) (М) гомополимера пропилена или сополимера пропилена с массовым содержанием сомономера в нем не более 20%, массовая доля которой составляет от 50 до 90%.
B) первый эластомер, состоящий из сополимерного каучука на основе этилен-С3-C8-альфа-олефина с массовым содержанием этилена от 10 до 95% и, по крайней мере, одного сомономера на основе альфа-олефинов, имеющих от 3 до 8 атомов углерода, от 5 до 90%, массовая доля которого составляет от 10 до 50%.
C) второй эластомер, массовая доля которого составляет от 2% до 10% общей массы компонентов А и В, при этом компоненты В) и С) образуют дисперсную фазу (Е) с характеристической вязкостью, составляющей как минимум 2,2 дл/г по стандарту ISO 1628 (с декалином в качестве растворителя), и
D) неорганический наполнитель, доля которого составляет от 10% до 30% общей массы компонентов А, В и С,
при этом компонент С) отличается от компонента В) и представляет собой статистический сополимер на основе этилен/альфа-олефинов, в состав которого входит этилен и до 45% одного или более альфа-олефинов С3-C8.
2. Композиция термопластического полиолефина по п. 1, отличающаяся тем, что в качестве непрерывной фазы (матрицы) (М) используется гомополимер пропилена.
3. Композиция термопластического полиолефина по п. 1 или 2, отличающаяся тем, что в качестве сополимерного каучука В) на основе этилен-С3-C8-альфа-олефинов используется сополимерный каучук на основе этилен-пропилена или этилен-1-октена.
4. Композиция термопластического полиолефина по п. 1, отличающаяся тем, что в качестве эластомера (С) используется такой сополимерный каучук, как этилен-1-бутен или этилен-1-октен.
5. Композиция термопластического полиолефина по п. 1 или 2, отличающаяся тем, что неорганический наполнитель выбирается из группы, в состав которой входит тальк, волластонит, слюда и мел со средним размером частиц d50 в диапазоне от 0,5 до 40 мкм.
6. Композиция термопластического полиолефина по п. 5, отличающаяся тем, что в качестве неорганического наполнителя используется тальк со средним размером частиц d50 от 0,7 до 20 мкм.
7. Композиция термопластического полиолефина по п. 1 или 2, отличающаяся тем, что характеристическая вязкость дисперсной фазы композиции термопластического полиолефина (Е) составляет, как минимум, 2,5 дл/г.
8. Композиция термопластического полиолефина по п. 1 или 2, отличающаяся тем, что в ее состав в качестве дополнительного полимера входит гомополимер пропилена с высокой скоростью течения расплава, составляющей более 50 г/10 мин по стандарту ISO 1133 (2,16 кг; 230°С), в количестве до 30% от общей массы компонентов А, В и С.
9. Использование композиции термопластического полиолефина по любому из предыдущих пунктов для производства литьем под давлением окрашиваемых и поддающихся предварительной обработке пламенем изделий.
10. Получаемые литьем под давлением окрашиваемые и поддающиеся предварительной обработке пламенем изделия из композиции термопластических полиолефинов по любому из предыдущих пунктов.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Переводка для приводных ремней на ступенчатых шкивах | 1928 |
|
SU10287A1 |
| Кювет для обработки кинолент | 1924 |
|
SU1477A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ определения уровня грунтовых вод | 1989 |
|
SU1702956A1 |
| Приспособление для ориентации машиниста в пути и подачи свистков | 1922 |
|
SU1236A1 |

