Область техники
Изобретение относится к устройству и способу изготовления труб путем холодного пильгерования (холодной пилигримовой прокатки) с помощью прокатного стана, включающего в себя прокатную оправку, расположенную на по меньшей мере одной контропоре оправки, а также по меньшей мере два деформирующих инструмента, воздействующих на трубу снаружи, предпочтительно по меньшей мере один наружный валок, и измерительное устройство для определения наружного диаметра трубы во время процесса деформации.
Под холодным пильгерованием труб подразумевают способ дальнейшей обработки бесшовных труб из первоначального формата в конечный формат. Целью пильгерования является снижение наружного диаметра и толщины стенки бесшовных труб. При этом исходный материал, так называемая трубная заготовка, обычно направляется парой валков, которые имеют коническую калибровку, причем упомянутая пара валков выполняет на трубной заготовке попеременно движение вращения и движение подачи. Внутри трубной заготовки размещается оправка для прокатки.
Обычно благодаря этому производятся трубы с выдерживанием особенно узких допусков по размеру. Во время производства на продукте могут устанавливаться изменения размеров. Если диаметр трубы угрожает выйти из области допуска или уже вышел из нее, то прокатный стан до настоящего времени останавливался и корректировался межвалковый зазор. Быстро возникающие изменения размеров при выборочных проверках остаются, возможно, неизвестными. Также подтверждение успешной корректировки размеров возможно было лишь тогда, когда по меньшей мере вся оставшаяся труба подвергнута деформации или прокатный стан вновь был остановлен для контроля размеров. Наконец, при каждой корректировке размеров терялось производственное время, так как прокатный стан должен был останавливаться.
Для измерения диаметра готовой трубы пригодны оптические методы, как например, посредством лазерных световых решеток.
Применение способов измерения неразрушающим методом для процесса холодного пильгерования из уровня техники, однако, неизвестно. Напротив, применяемые до сегодняшнего дня методы измерения следуют, далее, принципу, по которому после проведенного деформирования и взятия пробы следует предпринимать измерение и после этого при привлечении экспериментальных значений изменять отдельные или несколько параметров деформации и, наконец, результат этого изменения параметров в заключение еще раз проверить после дальнейшего завершенного процесса деформирования.
Задача изобретения
Задачей изобретения в соответствии с этим было предоставление в распоряжение автоматизированного способа изготовления и пригодного для него устройства, которые в состоянии сделать возможным регулирование положений по меньшей мере одного деформирующего инструмента при холодном пильгеровании на основе данных измерения, полученных во время процесса деформирования.
Эта задача в контексте изобретения решается с помощью устройства, включающего в себя признаки п.1 формулы изобретения, а также способа, включающего в себя признаки п.14 формулы изобретения. Предпочтительные формы выполнения изобретения изложены далее в соответственных зависимых пунктах формулы изобретения.
Согласно изобретению, по меньшей мере одно устройство для регулирования положения эффективно связано с по меньшей мере одним деформирующим инструментом, воздействующим на трубу снаружи, причем устройство для регулирования положения также связано с измерительным устройством. Это осуществляется предпочтительно благодаря промежуточному включению управляющей системы между устройством для регулирования положения и измерительным устройством, причем эта управляющая система особенно предпочтительно связана с памятью данных для установочных параметров и/или рабочих параметров.
Благодаря этому согласно изобретению предоставляется в распоряжение устройство для изготовления труб путем холодного пильгерования, способное работать в режиме реального времени и которое в состоянии предпочтительно почти без промедления детектировать результат деформации и при необходимости возникающие ошибки и, предпочтительно еще во время протекающего процесса деформации, предпринимать соответствующие встречные меры для коррекции.
При этом может непрерывно контролироваться не только текущий процесс деформации, напротив, кроме этого, существует также возможность почти без промедления оценивать и отслеживать осуществленные при необходимости меры по коррекции и настройке и благодаря этому также вводить и выполнять требуемые при необходимости дополнительные корректировки.
Устройство для регулирования положения для этого соединено с по меньшей мере одним деформирующим инструментом, например, по меньшей мере с одним наружным валком, воздействующим на трубу снаружи, и благодаря этому может желательным образом и, предпочтительно, в режиме реального времени с помощью измерительного устройства воздействовать на установку межвалкового зазора и производить юстировку.
В предпочтительном варианте выполнения изобретения во время процесса деформации устанавливается отклонение наружного диаметра трубы от заданного значения или от области допусков. Это осуществляется особенно предпочтительно при сравнивании данных измерения с заданными значениями и данными сравнения, заложенными в управляющей системе и, в частности, в его запоминающем устройстве. Таким образом, создается устройство, которое автоматизированным образом контролирует выдерживание требуемых допусков во всем объеме процесса и предпочтительно обеспечивает также принятие соответствующих мер.
Измерительное устройство представляет предпочтительно оптическую измерительную систему, как, например, лазерное измерительное устройство, посредством которого возможно надежное и неразрушающее измерение наружного диаметра подвергнутой холодному пильгерованию трубы в режиме реального времени с помощью особенно легко доступных средств и при достижении особенно точных результатов измерений.
Обычно наружный диаметр определяется не только в жестко установленном положении трубы. Напротив, процесс холодного пильгерования предполагает регулярное вращение трубы вокруг ее продольной оси. Таким образом, лишь с помощью предпочтительного жесткого расположения измерительного устройства и с помощью относительного движения трубы по отношению к этому измерительному устройству, осуществляемому вследствие этого, может проводиться распространение измерения по всему периметру деформированной трубы. Кроме этого, предпочтительно, если в определенном месте трубы выполняется не только одно измерение, а большое число измерений во время всего процесса деформации, например, при выдерживании заданной частоты. Таким образом, при получении данных измерений с помощью простых средств может сводиться к минимуму влияние некоторых ошибок измерений.
В предпочтительном варианте выполнения изобретения деформирующий инструмент, воздействующий на трубу снаружи, расположен на по меньшей мере одном устройство для регулирования положения, с помощью которого может устанавливаться межвалковый зазор и предпочтительно в этом положении также фиксироваться. Благодаря этому надежно обеспечивается возможность дополнительной юстировки устройства и дополнительная юстировка межвалкового зазора может нажедно осуществляться предпочтительно автоматически и во время процесса деформации.
В первом альтернативном варианте выполнения изобретения устройство для регулирования положения может включать в себя регулировочный клин с электрической настройкой, посредством которого при использовании средств, хорошо осваиваемых и доступных к работе, можно предпочтительно бесступенчато настраивать межвалковый зазор на любую соответствующую форму и толщину.
Во втором альтернативном и также предпочтительном варианте выполнения изобретения устройство для регулирования положения имеет регулировочный клин, обладающий возможностью регулирования с помощью гидравлики, причем предпочтительно для подготовки жидкости для гидравлической системы насос для жидкости установлен на самой прокатной клети. Благодаря этому в распоряжение предоставляется также бесступенчатое регулирование межвалкового зазора с помощью просто и легко осваиваемых средств. Предпочтительное расположение насоса на самой прокатной клети способствует компактности конструкции и снижает длину трубопроводов для жидкости для гидросистемы до необходимого минимального размера.
В третьем альтернативном и также предпочтительном варианте выполнения изобретения регулирование и установка межвалкового зазора осуществляется с помощью одного или нескольких гидроцилиндров. Также в этом предпочтительном варианте выполнения изобретения может обеспечиваться бесступенчатое регулирование межвалкового зазора с помощью простых и легко осваиваемых средств.
В четвертом альтернативном и также предпочтительном варианте выполнения изобретения регулирование межвалкового зазора осуществляется путем установки по меньшей мере одного опорного валка для деформирующего инструмента, воздействующего на трубу снаружи. Благодаря этому исключается то, чтобы деформирующий инструмент, воздействующий снаружи, предпочтительно по меньшей мере наружный валок, должен настраиваться сам и вследствие этого он связан с регулирующим устройством. Напротив, регулирующее устройство может соединяться с опорным валком, чтобы косвенно обеспечивать регулирование межвалкового зазора с помощью также просто и надежно осваиваемых средств.
Предпочтительным в связи с этим становится, кроме того, если передача данных измерения и, при необходимости, данных для управления, к одному или нескольким устройствам для регулирования положения осуществляется посредством кабеля. Альтернативным и также предпочтительным образом передача возможна, однако, телеметрическим образом, чтобы благодаря этому снизить количество кабеля и конструктивное пространство, требуемое для этого. В этом случае при телеметрической передаче данных измерения и, при необходимости, данных для управления также больше нет нужды в капсулировании кабеля и защите кабеля от воздействий самого процесса деформирования.
Предпочтительно, согласно изобретению, если не только по меньшей мере один деформирующий инструмент, воздействующий на трубу снаружи, является регулируемым, но если дополнительно прокатная оправка расположена в прокатном стане с возможностью регулирования. Для этого прокатная оправка предпочтительно также соединена с измерительным устройством и, при необходимости, с управляющей системой. Благодаря этому обеспечивается, что все инструменты, участвующие в процессе деформирования, могут соответственно настраиваться относительно друг друга, чтобы можно было достичь по возможности лучшего результата деформации. Гибкость устройства в той степени, чтобы реагировать на отклонения в толщине стенки и/или наружном диаметре трубы от заданных величин, предпочтительным образом повышается благодаря этому варианту выполнения.
Согласно второму аспекту изобретения в распоряжение предоставляется способ изготовления труб путем холодного пильгерования с помощью прокатного стана, который имеет по меньшей мере одну прокатную оправку, расположенную на по меньшей мере одной контропоре оправки, а также по меньшей мере два деформирующих инструмента, воздействующих на трубу снаружи, предпочтительно наружные валки, а также измерительное устройство для определения толщины стенки трубы во время процесса деформирования. Согласно изобретению по меньшей мере одно устройство для регулирования положения деформирующего инструмента, воздействующего на трубу снаружи, предпринимает регулирование положения всегда в том случае, если измерительное устройство, связанное с ним, констатирует отклонение наружного диаметра деформированной трубы от заданного значения или от области допусков.
Предпочтительно для того чтобы выполнять способ согласно изобретению, устройство для регулирования положения связано не только с измерительным устройством, но также и с управляющей системой.
Преимущества, достигаемые с помощью способа согласно изобретению, и возникающие эффекты соответствуют тем, которые вначале были описаны в отношении первого аспекта изобретения.
Способ согласно изобретению позволяет проводить предпочтительным образом полностью автоматическую регистрацию наружного диаметра деформированной трубы и корректировку при необходимости соответствующим образом выявленных отклонений путем новой юстировки межвалкового зазора между наружными валками.
Предпочтительно в связи с этим, если наружный диаметр определяется по всему периметру трубы и кроме того по всей ее длине, причем для этого внутри устройства предусмотрено по меньшей мере одно измерительное устройство, предпочтительно точно жестко установленное измерительное устройство. Вследствие того, что во время процесса деформирования при каждой подаче внутри прокатного стана осуществляется частичное вращение трубы вокруг своей продольной оси, благодаря жестко установленному измерительному устройству становится возможным покрытие всего периметра деформированной трубы. Это осуществляется к тому же с помощью особенно простых средств и обеспечивает тем не менее надежный результат измерения наружного диаметра всей трубы.
Предпочтительно, наконец, если при проведении способа согласно изобретению регулируется не только наружные валки, но также и прокатная оправка, установленная с возможностью регулирования, чтобы противодействовать отклонениям толщины стенки от заданного значения и области допусков. Благодаря этому особенно предпочтительно повышается гибкость установки и способа согласно изобретению, чтобы реагировать на отклонения любого вида и в любом месте с помощью эффективных средств.
Изобретение поясняется далее более подробно со ссылкой на прилагаемые 14 фигур чертежа.
На фигурах показано:
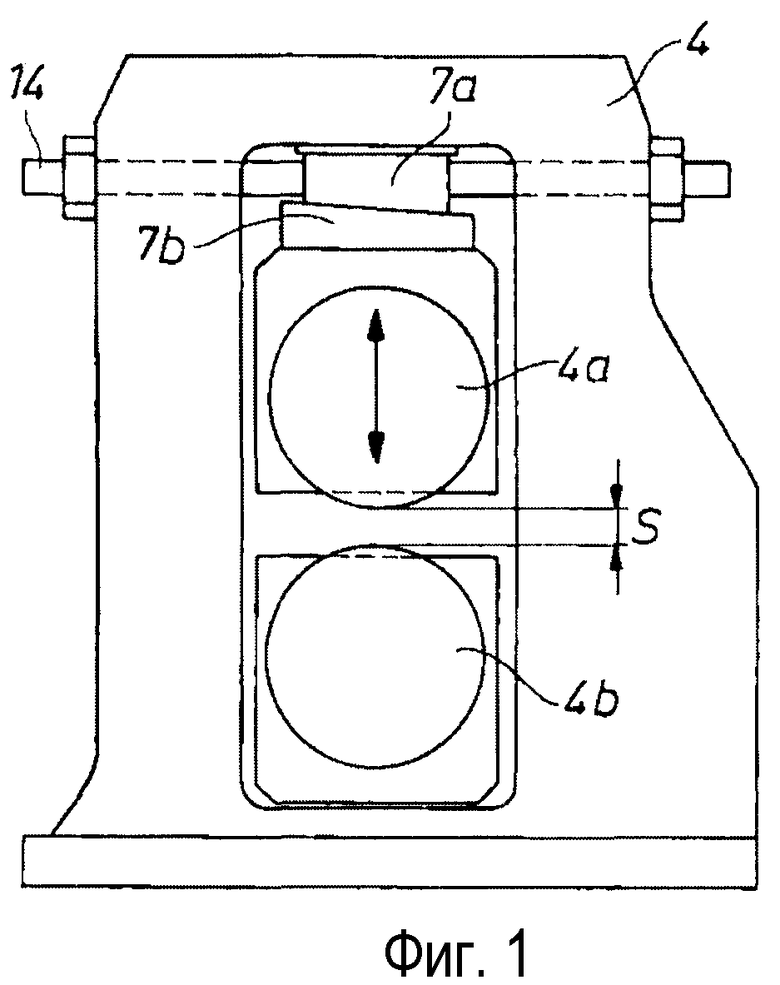
фиг.1 вид прокатной клети в первом варианте выполнения изобретения в схематическом изображении;
фиг.2 вид части устройства согласно изобретению в соответствии с первым вариантом выполнения в схематическом изображении;
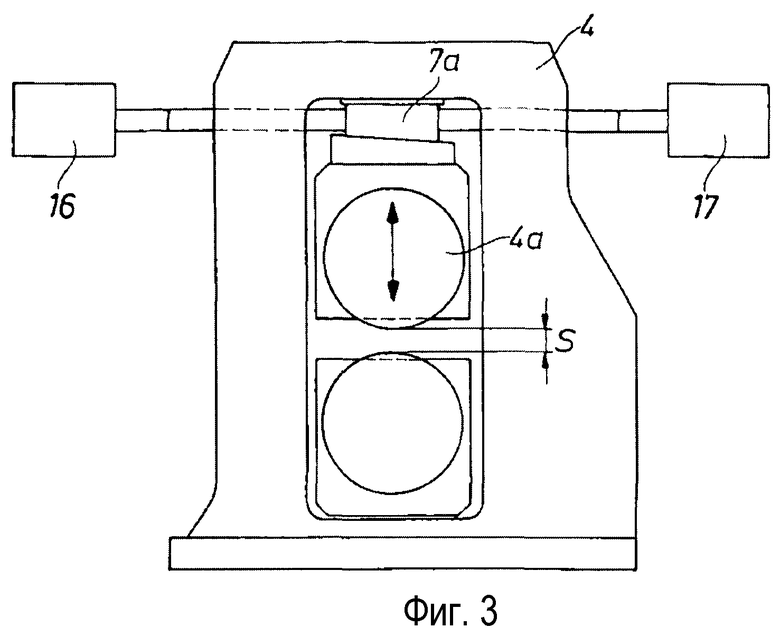
фиг.3 вид прокатной клети согласно второму варианту выполнения изобретения в схематическом изображении;
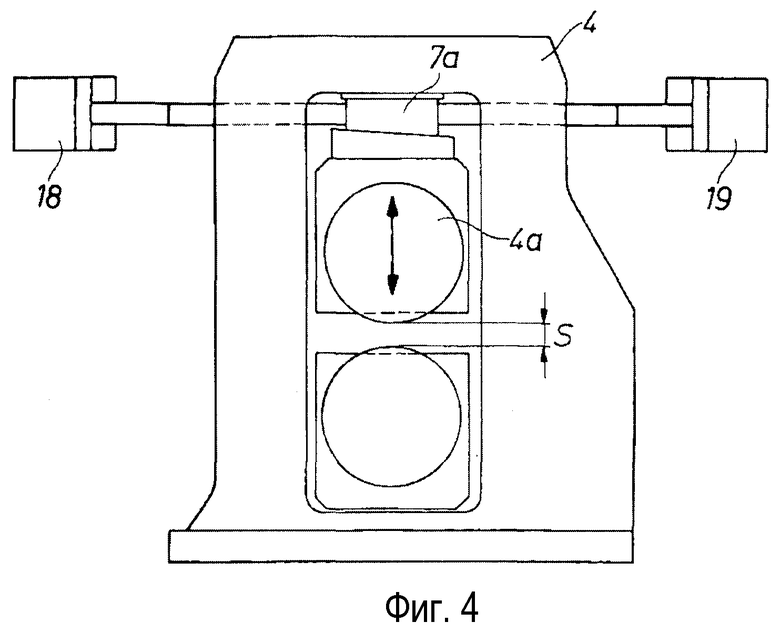
фиг.4 вид прокатной клети согласно третьему варианту выполнения изобретения в схематическом изображении;
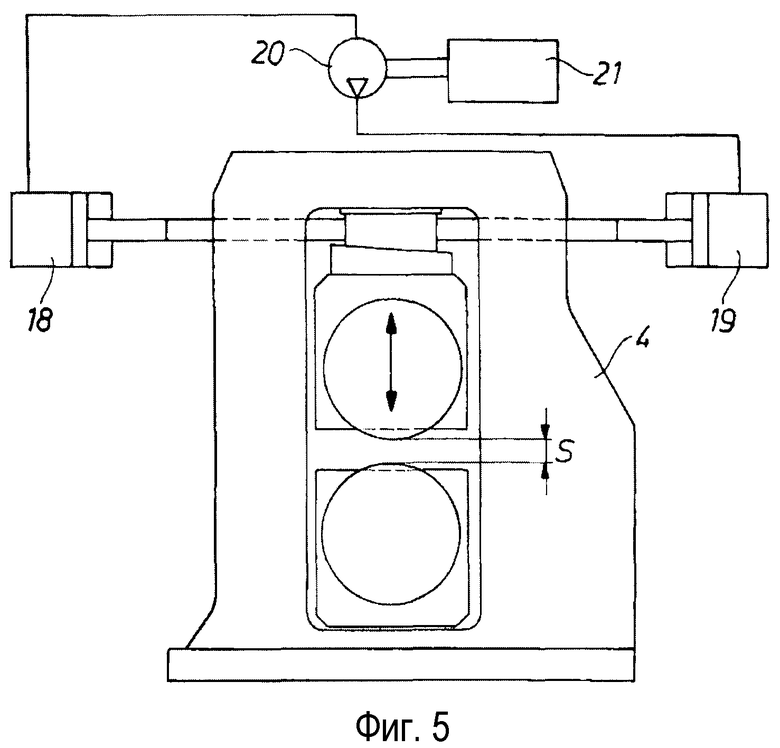
фиг.5 вид части устройства согласно изобретению в соответствии с третьим вариантом выполнения изобретения в схематическом изображении;
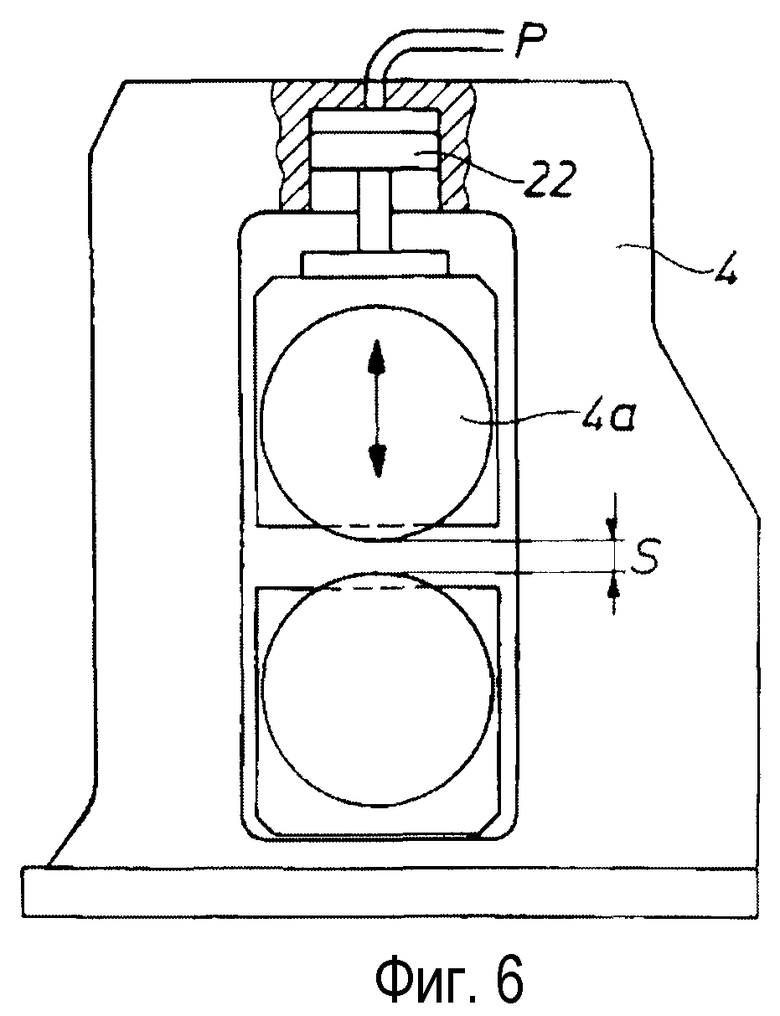
фиг.6 вид прокатной клети согласно четвертому варианту выполнения изобретения в схематическом изображении;
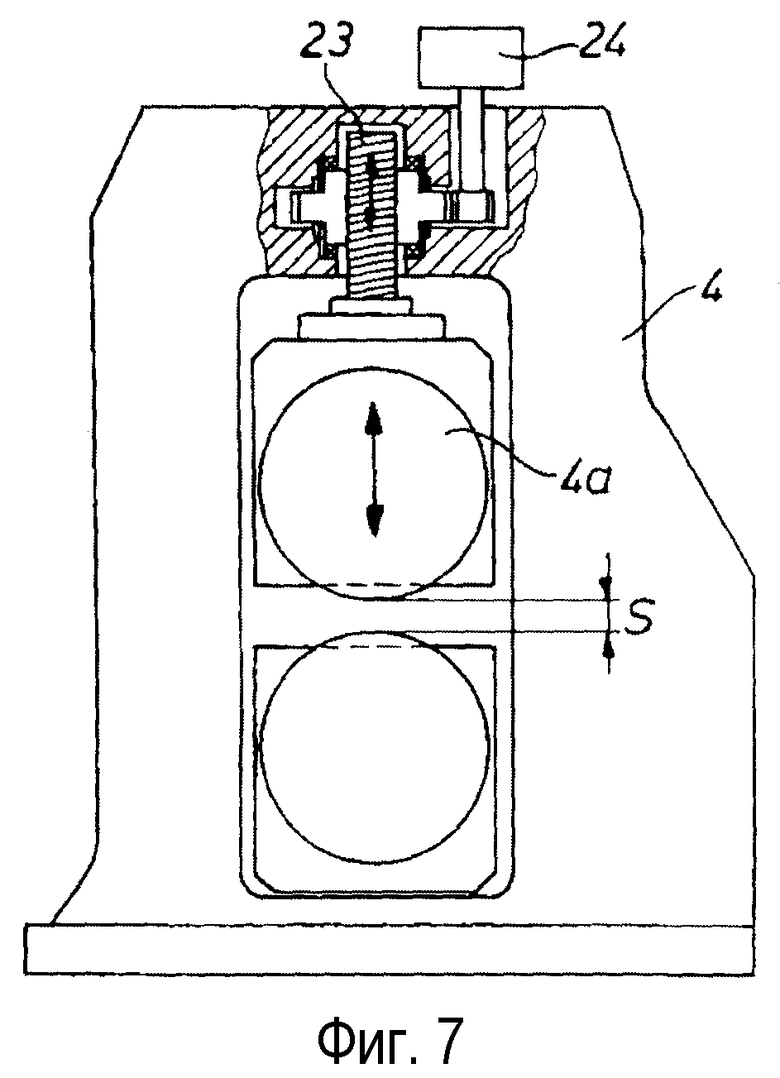
фиг.7 вид прокатной клети согласно пятому варианту выполнения изобретения в схематическом изображении;
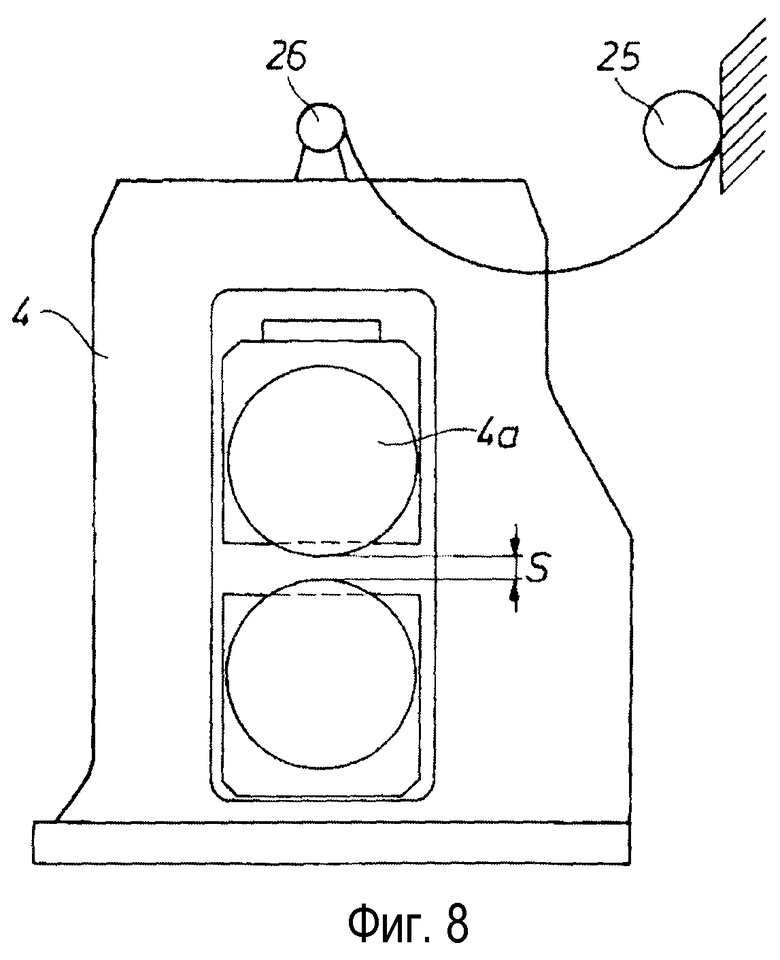
фиг.8 вид прокатной клети согласно шестому варианту выполнения изобретения в схематическом изображении;
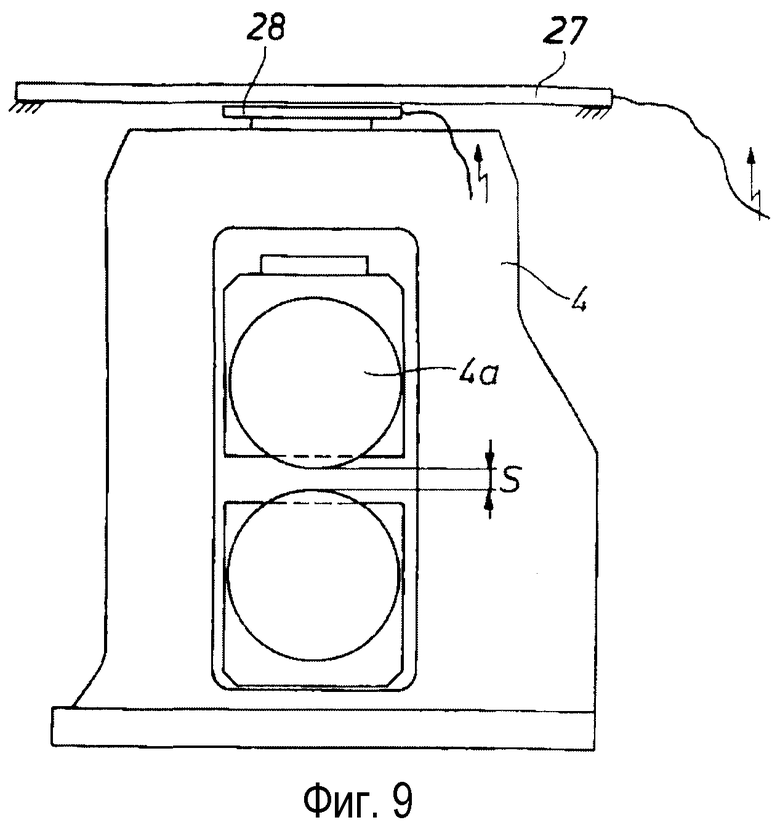
фиг.9 вид прокатной клети согласно седьмому варианту выполнения изобретения в схематическом изображении;
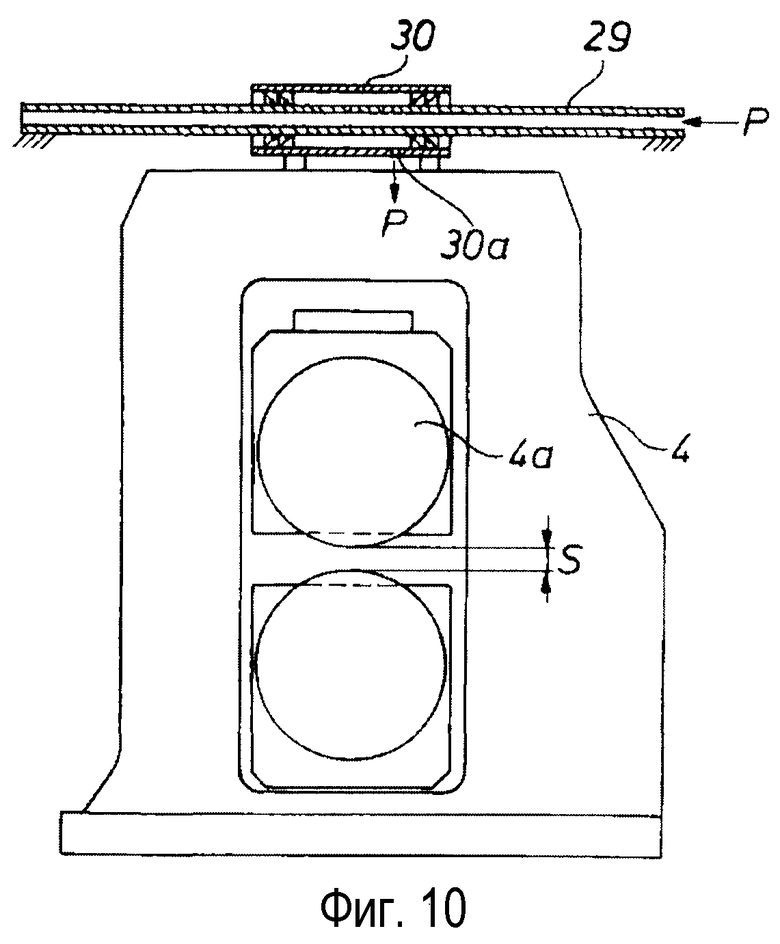
фиг.10 вид прокатной клети согласно восьмому варианту выполнения изобретения в схематическом изображении;
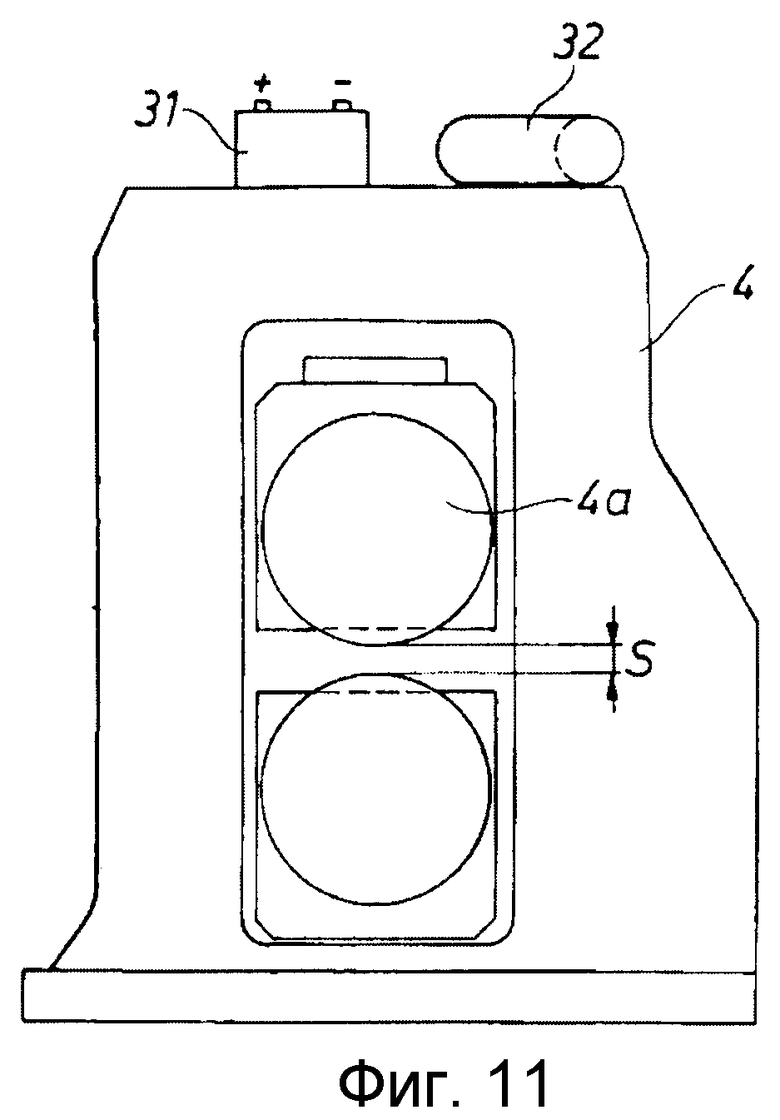
фиг.11 вид прокатной клети согласно девятому варианту выполнения изобретения в схематическом изображении;
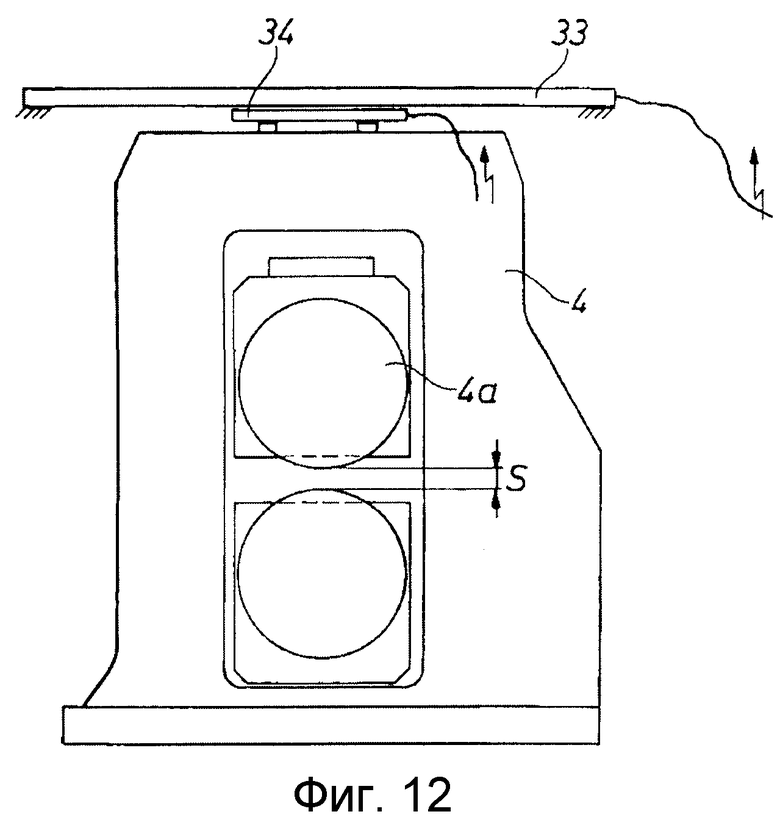
фиг.12 вид прокатной клети согласно десятому варианту выполнения изобретения в схематическом изображении;
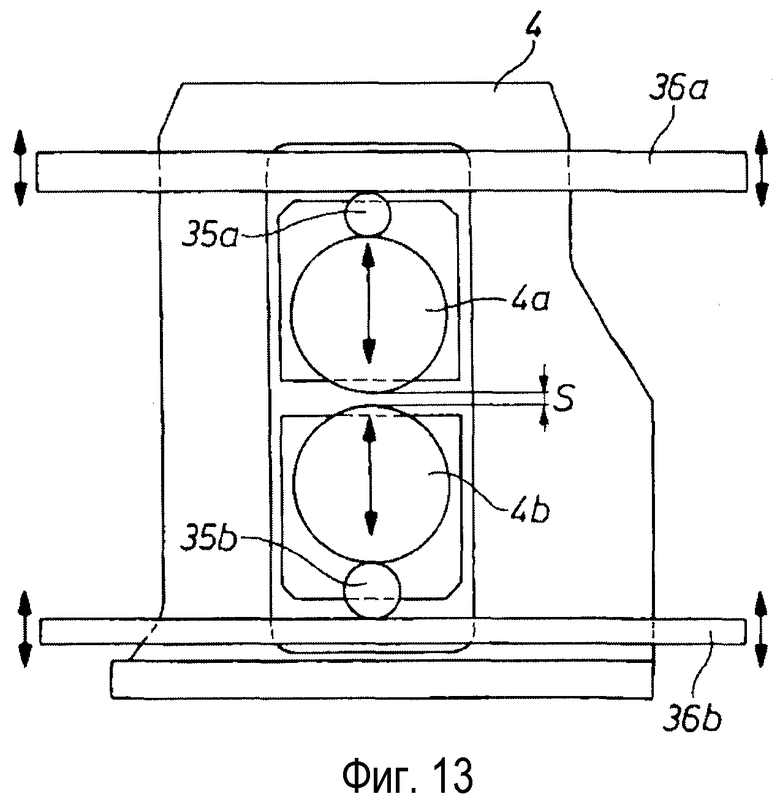
фиг.13 вид прокатной клети согласно одиннадцатому варианту выполнения изобретения в схематическом изображении;
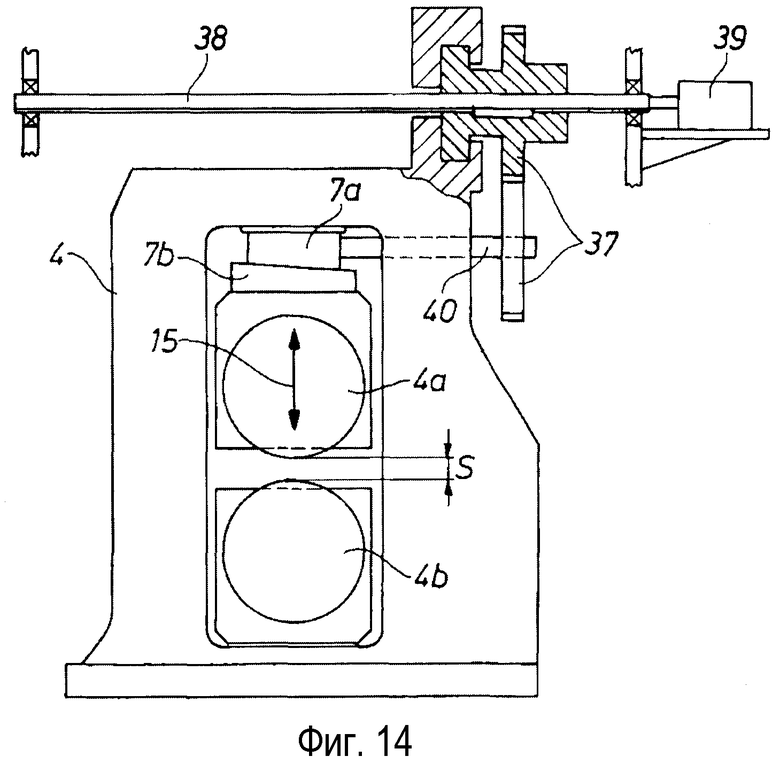
фиг.14 вид прокатной клети согласно двенадцатому варианту выполнения изобретения в схематическом изображении.
Фиг.1 показывает вид в схематическом изображении прокатной клети 4 для холодного пильгерования труб согласно первому варианту выполнения изобретения. Внутри прокатной клети 4 расположены верхний наружный или рабочий валок 4a и нижний наружный или рабочий валок 4b таким образом, что между ними имеется межвалковый зазор S для проведения (не показанной) прокатной оправки и для вытяжки с обжатием (не показанной) трубы до заранее определенного поперечного сечения и заранее установленной толщины стенки. Верхний наружный валок 4a с помощью зажимного клина 7a установлен с возможностью перемещения вверх и вниз, чтобы таким образом можно было подходящим образом установить величину межвалкового зазора S. Перемещение зажимного клина 7a осуществляется с помощью вращательного движения эффективным образом соединенного с клином 7a шпинделя 14, который проходит через всю раму 4 клети и зажимной клин 7a. Вращение шпинделя 14 способствует движению зажимного клина влево или вправо и скольжению наклонной поверхности зажимного клина 7a относительно комплементарной наклонной поверхности зажимного клина 7b, который непосредственно связан с подушкой наружного валка 4a.
Фиг.2 показывает прокатную клеть 4 согласно варианту выполнения, представленному на фиг.1, с трубой 8, проходящей между верхним рабочим валком 4a и нижним рабочим валком 4b. Прокатная оправка, также используемая в способе холодного пильгерования, для упрощения изображения не показана. Труба 8 проходит на чертеже слева направо через межвалковый зазор S между верхним рабочим валком 4a и нижним рабочим валком 4b и после проведенного деформирования поступает в измерительное устройство 5, в котором определяется наружный диаметр трубы 8. Данные измерения из измерительного устройства 5 поступают в управляющую систему 6, которая при необходимости после доступа к соответствующим рабочим данным выдает команду управления для настройки межвалкового зазора S с помощью движения верхнего рабочего валка 4a в направлении стрелки 15.
Фиг.3 показывает в схематическом изображении вид сбоку прокатной клети 4 согласно второму варианту выполнения изобретения, причем регулировочный клин 7a для верхнего валка 4a может перемещаться с помощью электрических или гидравлических двигателей 16, 17, чтобы в конечном итоге обеспечивать настройку межвалкового зазора S желательным образом.
Фиг.4 показывает в схематическом изображении вид сбоку прокатной клети 4 в третьем варианте выполнения изобретения, при котором, в отличие от первого и второго варианта выполнения согласно фигурам 1-3, осуществляется боковое перемещение регулировочного клина 7а с помощью гидроцилиндров 18, 19. Также и в этом случае боковое перемещение клина 7a в горизонтальном направлении способствует вертикальному движению верхнего рабочего валка 4a и, таким образом, установке межвалкового зазора S желательным образом.
Фиг.5 показывает вариант выполнения прокатной клети 4 согласно фиг. 4, в котором насос 20, который снова приводится в действие двигателем 21 насоса, управляет потоком масла к гидроцилиндрам 18, 19. Предпочтительны образом как насос 20, так и двигатель 21 жестко связаны с прокатной клетью 4, чтобы таким образом ограничить до требуемого минимума конструктивное пространство прокатной клети 4 со всеми дополнительными агрегатами.
Фиг.6 показывает в схематическом изображении вид сбоку прокатной клети 4 согласно четвертому варианту выполнения изобретения. Гидроцилиндр 22 непосредственно и без применения зажимных клиньев или подобного служит в качестве опорного элемента для верхнего рабочего валка 4, а также пригоден для желательной настройки межвалкового зазора S. Перемещение поршня по высоте внутри гидроцилиндра 22 осуществляется путем подачи жидкости для гидросистемы под давлением P из внешнего источника.
Фиг.7 показывает в схематическом изображении вид сбоку прокатной клети 4 согласно пятому варианту выполнения изобретения. Установка межвалкового зазора S путем перемещения верхнего рабочего валка 4a осуществляется при этом с помощью шпинделя 23, который служит в качестве опорного элемента для верхнего рабочего валка 4a. Шпиндель 23 приводится в действие посредством двигателя 24 и способствует тем самым не только бесступенчатой настройке межвалкового зазора S по высоте рабочего валка 4a, но точно так же фиксированию верхнего рабочего валка 4a в желательном положении.
Фиг.8 показывает в схематическом изображении вид сбоку прокатной клети 4 согласно шестому варианту выполнения изобретения, причем при этом отказываются от подачи энергии к сервоприводу. Подразумевается, что этот вариант выполнения соответствующим образом может комбинироваться с формами выполнения из фиг.1-7. Подача энергии к прокатной клети 4 осуществляется от внешнего источника 25 к присоединительному элементу 26, жестко связанному с прокатной клетью. От этого присоединительного элемента 26 энергия доступна для доставки к (не показанному) сервоприводу для верхнего наружного валка 4a.
Фиг.9 показывает в схематическом изображении вид сбоку прокатной клети 4 в седьмом варианте выполнения изобретения, причем в этом случае, как и на фиг.8, отказываются от подачи электрической энергии к прокатной клети 4 и ее (не показанному) сервоприводу для верхнего валка 4a. Тем самым этот седьмой вариант выполнения изобретения также может соответствующим образом комбинироваться с вариантами выполнения, представленными на фиг.1-7. Подача электрической энергии осуществляется в показанном здесь случае индуктивным способом, причем электрический провод 27 и потребитель 28, который соединен с прокатной клетью 4, находятся между собой во взаимодействии таким образом, что в потребителе 28 без контакта с проводом 27 индуцируется напряжение, которого достаточно для снабжения (не показанного) сервопривода для верхнего наружного валка 4a для соответствующей настройки межвалкового зазора.
Фиг.10 показывает в схематическом изображении вид сбоку прокатной клети 4 согласно восьмому варианту выполнения изобретения. Также в этой форме выполнения отказываются от подачи энергии к прокатной клети и, в частности, к ее (не показанному) сервоприводу для верхнего наружного валка 4a. Таким образом, также эта восьмая форма выполнения соответствующим образом может комбинироваться с формами выполнения, представленными на фиг.1-7. Подача энергии к прокатной клети 4 осуществляется в этом восьмом варианте выполнения гидравлическим способом посредством погружной трубы 29, которая питается извне жидкостью для гидравлической системы под давлением P. Погружная труба 29 на своей верхней стороне имеет два отверстия, через которые жидкость для гидравлической системы может поступать в резервуар 30 для жидкости, расположенный с возможностью скольжения на погружной трубе 29. Этот резервуар для жидкости жестко связан с прокатной клетью 4 и на своей нижней стороне имеет отверстие 30a, через которое жидкость для гидравлической системы может подаваться под давлением P к (не показанному) сервоприводу для верхнего наружного валка 4a.
Фиг.11 показывает в схематическом изображении вид сбоку прокатной клети 4 согласно девятому варианту выполнения изобретения. Также и в этом девятом варианте выполнения отказываются от подачи энергии к (не показанному) сервоприводу прокатной клети, в частности ее верхнего наружного валка 4a. Таким образом, также и этот девятый вариант выполнения при необходимости может комбинироваться с формами выполнения изобретения, представленными на фиг.1-7. Подача энергии осуществляется электрическим или гидравлическим способом, показанным схематически, причем для подачи электрической или гидравлической энергии источник 31 энергии и/или аккумулятор 32 давления жестко связан с прокатной клетью 4.
Фиг.12 показывает в схематическом изображении вид сбоку прокатной клети 4 согласно десятому варианту выполнения изобретения. Этот десятый вариант выполнения исключает передачу данных измерения и данных для управления от (не показанного) измерительного устройства и/или (не показанной) управляющей системы к (не показанному) сервоприводу прокатной клети 4, в частности, к сервоприводу верхнего наружного валка 4a. Таким образом, само собой разумеется, что эта десятая форма выполнения изобретения может комбинироваться соответствующим образом с формами выполнения изобретения, представленными в фиг.1-11. Передача данных измерения и данных для управления, показанная здесь, осуществляется посредством кабельной передачи или телеметрии, причем в предпочтительной десятой форме выполнения изобретения телеметрическая, бесконтактная передача данных от (не показанного) измерительного устройства и/или (не показанной) управляющей системы осуществляется с помощью передатчика 33 к приемнику 34, связанному с прокатной клетью 4.
Фиг.13 показывает в схематическом изображении вид сбоку прокатной клети 4 согласно одиннадцатому варианту выполнения изобретения. Иначе, чем в формах выполнения, представленных до этого, прокатная клеть 4 имеет пару рабочих валков 4a, 4b, расположенных соответственно с возможностью перемещения, которые опираются соответственно на опорные валки 35a, 35b внутри прокатной клети 4. Эти опорные валки опять-таки перемещаются на опорных балках 36a, 36b, расположенных с возможностью перемещения по высоте и/или с возможностью наклона внутри прокатной клети 4, причем благодаря соответствующему перемещению опорных балок 36a, 36b по высоте и/или их наклону может осуществляться также настройка межвалкового зазора S между верхним и нижним валками 4a, 4b. В частности, в случае прокатной клети, расположенной с возможностью перемещения по бокам вдоль продольной ориентации опорных балок 36a, 36b, при соответствующей ориентации опорных балок 36a, 36b становится возможной регулировка скатывания опорных валков 35a, 35b вдоль опорных балок 36a, 36b и либо постоянная настройка межвалкового зазора S, или же изменяющаяся по месту установка межвалкового зазора S в зависимости от расположения прокатной клети 4 вдоль опорных балок 36a, 36b. Для специалиста само собой разумеется, что одиннадцатый вариант выполнения, представленный здесь, соответствующим образом может комбинироваться также с признаками в соответствии с фиг.1-12.
Фиг.14 показывает в схематическом изображении вид сбоку прокатной клети 4 согласно двенадцатому варианту выполнения изобретения. Вэтом решении на жестко установленном валу 38 скользит зубчатое колесо или пара 37 зубчатых колес, движущихся вместе с прокатной клетью. Изменения межвалкового зазора S могут передаваться благодаря этому от жестко установленного двигателя 39 на регулировочный клин 7a, причем регулировочный клин 7a посредством шпинделя 40 находится в эффективной связи с парой 37 зубчатых колес.
Изобретение относится к трубопрокатному производству. Технический результат - повышение качества труб. Изготовление труб осуществляется путем холодного пильгерования с помощью прокатного стана, включающего в себя прокатную оправку, расположенную на по меньшей мере одной контропоре оправки. По меньшей мере два деформирующих инструмента воздействуют на трубу снаружи. Измерительное устройство определяет наружный диаметр трубы в процессе деформирования. Для того чтобы при холодном пильгеровании можно было производить регулирование положения по меньшей мере одного деформирующего инструмента на основе данных измерения, полученных во время процесса деформирования, по меньшей мере одно устройство для регулирования положения связано с по меньшей мере одним деформирующим инструментом, воздействующим на трубу снаружи. При этом устройство для регулирования положения связано с измерительным устройством. 2 н. и 18 з.п. ф-лы, 14 ил.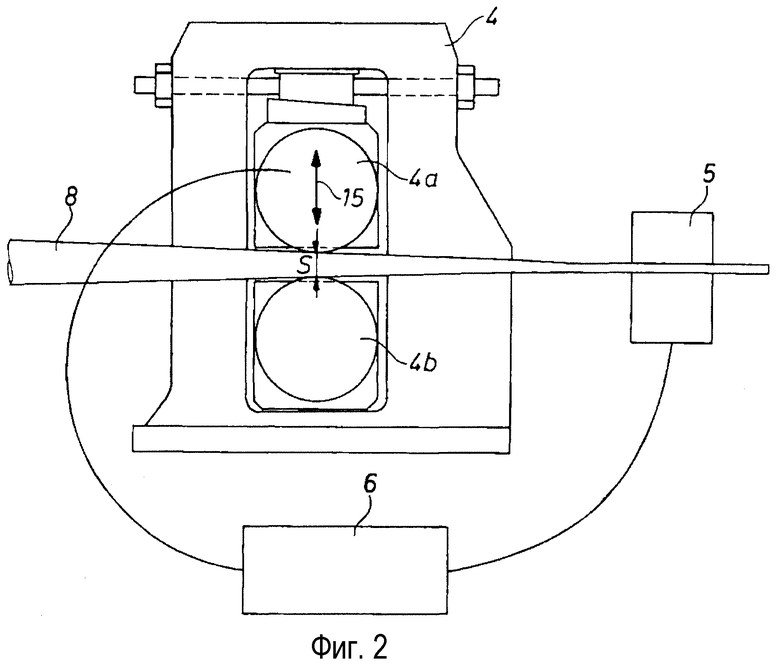
1. Устройство (1) для изготовления труб (8) путем холодного пильгерования с помощью прокатного стана, включающего в себя прокатную оправку (2), расположенную на по меньшей мере одной контропоре для оправки, а также по меньшей мере два деформирующих инструмента (4), воздействующих снаружи на трубу, предпочтительно по меньшей мере один рабочий валок (4а, 4b), и измерительное устройство (5) для определения наружного диаметра трубы (8) в процессе деформирования, отличающееся тем, что оно содержит по меньшей мере одно устройство (7) для регулирования положения, связанное с по меньшей мере одним деформирующим инструментом (4), воздействующим на трубу (8) снаружи, при этом устройство (7) для регулирования положения связано с упомянутым измерительным устройством (5).
2. Устройство (1) по п.1, отличающееся тем, что устройство (7) для регулирования положения связано с измерительным устройством (5) посредством управляющей системы (6).
3. Устройство (1) по п.2, отличающееся тем, что управляющая система (6) соединена с памятью данных для установочных и/или рабочих параметров.
4. Устройство (1) по любому из пп.1-3, отличающееся тем, что в нем предпочтительным образом во время процесса деформирования может устанавливаться отклонение толщины стенки трубы от заданного значения или от области допусков.
5. Устройство (1) по любому из пп.1-3, отличающееся тем, что измерительное устройство (5) является лазерным измерительным устройством.
6. Устройство (1) по любому из пп.1-3, отличающееся тем, что деформирующий инструмент (4), воздействующий на трубу (8) снаружи, расположен на по меньшей мере одном устройстве (7) для регулирования положения, посредством которого может устанавливаться и предпочтительно фиксироваться зазор (S) при прокатке между деформирующим инструментом (4) и трубой (8).
7. Устройство (1) по п.6, отличающееся тем, что устройство (7) для регулирования положения включает в себя электрически регулируемый регулировочный клин (7а, 7b).
8. Устройство (1) по п.6, отличающееся тем, что устройство (7) для регулирования положения включает в себя гидравлически регулируемый регулировочный клин (7а, 7b), причем предпочтительно насос (20) для жидкости для гидравлической системы расположен на самой прокатной клети.
9. Устройство (1) по п.6, отличающееся тем, что устройство (7) для регулирования положения включает в себя гидроцилиндр (22) для регулирования и установки межвалкового зазора (S).
10. Устройство (1) по п.6, отличающееся тем, что устройство (7) для регулирования положения посредством по меньшей мере одного устанавливаемого опорного валка (35а, 35b) эффективно связано с по меньшей мере одним деформирующим инструментом (4), воздействующим на трубу (8) снаружи, предпочтительно с по меньшей мере одним валком (4а, 4b).
11. Устройство (1) по любому из пп.1-3, отличающееся тем, что передача данных измерения и, при необходимости, данных для управления осуществляется по кабелю или телеметрически.
12. Устройство (1) по любому из пп. 1-3, отличающееся тем, что дополнительно прокатная оправка (2) расположена в прокатном стане с возможностью перемещения.
13. Устройство (1) по п.12, отличающееся тем, что прокатная оправка (2) также связана с измерительным устройством (5) и, при необходимости, с управляющей системой (6).
14. Способ (1) изготовления труб (8) путем холодного пильгерования с помощью прокатного стана, включающего в себя прокатную оправку (2), расположенную на по меньшей мере одной контропоре оправки, а также по меньшей мере два деформирующих инструмента (4), воздействующих снаружи на трубу (8), предпочтительно по меньшей мере один рабочий валок (4а, 4b), и измерительное устройство (5) для определения наружного диаметра трубы (8) в процессе деформирования, отличающийся тем, что по меньшей мере одно устройство (7) для регулирования положения для деформирующего инструмента (4), воздействующего на трубу (8) снаружи, предпочтительно по меньшей мере для одного валка (4а, 4b), связывают с упомянутым измерительным устройством (5), и осуществляют регулирование положения деформирующего инструмента (4) при отклонении установленной толщины стенки в измерительном устройстве (5) от заданного значения или от области допусков.
15. Способ по п.14, отличающийся тем, что управляющая система (6) связана с измерительным устройством (5) и устройством (7) для регулирования положения.
16. Способ по п.14, отличающийся тем, что регулирование положения деформирующего инструмента (4), воздействующего на трубу снаружи, осуществляют в процессе деформирования.
17. Способ по любому из пп.14-16, отличающийся тем, что осуществляют измерение диаметра трубы лазерным методом.
18. Способ по любому из пп.14-16, отличающийся тем, что наружный диаметр определяют по всему периметру трубы (8).
19. Способ по п.18, отличающийся тем, что по меньшей мере одно измерение, предпочтительно по меньшей мере пять измерений, осуществляют при каждой подаче и/или каждом частичном вращении трубы (8) вокруг ее продольной оси внутри прокатного стана.
20. Способ по любому из пп.14-16, отличающийся тем, что дополнительно регулируют положение прокатной оправки (2), чтобы противодействовать отклонениям толщины стенки от заданного значения или от области допусков.
| JP 0060177907 A, 11.09.1985 | |||
| US 20110174033 A1, 21.07.2011 | |||
| US 20110174034 A1, 21.07.2011 | |||
| WO 2007015484 A1, 08.02.2007 | |||
| JP 0059001015 A, 06.01.1984 | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПЕРЕДВИЖЕНИЯ ПАРОВОЗОВ В ХОЛОДНОМ СОСТОЯНИИ | 1928 |
|
SU17340A1 |
| Валок для пилигримовой прокатки труб | 1980 |
|
SU917878A1 |

