1. Область техники
Изобретение относится к прошивному стану для прокатки заготовки по оправке в полую заготовку, содержащему множество рабочих валков, каждый из которых прикладывает к заготовке усилие прокатки, направленное по существу радиально, причем рабочие валки поддерживаются в прокатной клети, а зазор между рабочими валками, предпочтительно также и ориентация оси по меньшей мере одного из рабочих валков относительно заготовки, являются изменяемыми. Кроме того, изобретение относится к способу изготовления полой заготовки из заготовки при помощи такого прошивного стана.
2. Уровень техники
При прокатке металлической полой заготовки по оправке так называемым способом Маннесмана предварительно нагретая заготовка, в случае стали - заготовка, нагретая до температуры приблизительно 1250°С, посредством двух или более основных рабочих валков прокатывается в полую заготовку по оправке, находящейся между указанными валками. Во время процесса прокатки рабочие валки, прикладывающие к заготовке усилие прокатки, направленное по существу радиально, для опирания в прокатной клети, в так называемой станине для валков, устанавливаются на подшипниках и опираются таким образом, что по меньшей мере очаг деформации между рабочими валками может быть отрегулирован в соответствии с требуемой толщиной стенки изготавливаемой полой заготовки. Для этого в течение десятилетий использовались механические шпиндельные приводы, обеспечивающие по меньшей мере одну регулировку очага деформации перед процессом прокатки и после процесса прокатки. Однако регулировка очага деформации во время процесса прокатки, в частности автоматизированная регулировка очага деформации также во время самого процесса прокатки, этим способом также невозможна.
3. Задача изобретения
Поэтому задача изобретения состоит в том, чтобы предложить прошивной стан и способ прокатки заготовки по оправке в полую заготовку, посредством которых обеспечивается решение проблем, известных из уровня техники, и предпочтительно автоматизированная и осуществляемая во время процесса прокатки компенсация обнаруженных возмущающих воздействий.
В соответствии с изобретением эта задача решается благодаря прошивному стану с признаками пункта 1 и способу с признаками пункта 13 формулы изобретения. Предпочтительные варианты осуществления изобретения приведены в зависимых пунктах формулы изобретения и последующем описании.
4. Раскрытие сущности изобретения
Согласно первому аспекту изобретения предлагается прошивной стан для прокатки заготовки по оправке в полую заготовку, в котором вместо ранее использовавшихся механических установочных элементов, таких, как например, шпиндельные приводы, предусмотрены гидравлические установочные элементы, предпочтительно гидравлические "регуляторы" ("Kapse"), для осуществления изменения очага деформации, предпочтительно также для осуществления ориентации оси по меньшей мере одного из рабочих валков относительно заготовки. Изменение очага деформации посредством гидравлических установочных элементов относительно заготовки как обрабатываемой детали понимается таким образом, что рабочие валки по необходимости ориентируются по-новому, в результате чего размер и геометрия очага деформации остаются изменяемыми также во время процесса прокатки. Во время процесса прокатки происходит ориентация относительно заготовки, пластически деформируемой в полую заготовку, следовательно, между соответствующими процессами прокатки и во время процессов прокатки также или альтернативно происходит ориентация по меньшей мере одной из осей валка относительно другого рабочего валка или других рабочих валков. При этом установочные элементы предпочтительно обычным в данной области образом соединены с подушками, посредством которых рабочие валки устанавливаются с возможностью регулировки в соответствующей прокатной клети.
Благодаря этому впервые обеспечивается прошивной стан, который благодаря гидравлическим установочным элементам делает возможным изменение, также во время процесса прокатки, геометрии очага деформации или компенсацию возмущающих воздействий любого другого вида.
В соответствии с изобретением рабочие валки посредством гидравлических установочных элементов предварительно устанавливаются на определенном расстоянии относительно друг от друга, называемом очагом деформации. Симметрично между рабочими валками в предлагаемом изобретением прошивном стане находится оправка, удерживаемая посредством стержня оправки, по которой заготовка затем прокатывается в полую заготовку. Вследствие наклонного положения рабочих валков и движущей силы, приложенной к заготовке благодаря наклонному положению рабочих валков, происходит пластическое деформирование заготовки в полую заготовку по оправке, неподвижно установленной в очаге деформации.
Однако во время процесса прокатки возникают огромные усилия, которые, кроме прочего, разжимают рабочие валки. Благодаря усилиям, воздействующим на рабочие валки, вся станина валков расширяется, изменяя свою форму, или деформируется иным образом, что в конечном счете приводит также к изменению ранее установленного очага деформации и его геометрии.
Как правило, рабочие валки, например, верхний рабочий валок и нижний рабочий валок перемещаются в различных направлениях в пространстве на разное расстояние. Это имеет место в особенности, если один или более рабочих валков жестко соединены с прокатной клетью и/или фундаментом и, следовательно, под нагрузкой могут перемещаться только на минимальное расстояние. При этом теряется ранее установленное расположение как рабочих валков, так и, при необходимости, оправки. Вследствие этого увеличивается очаг деформации, и симметрия расположения рабочих валков и, при необходимости, оправки относительно друг друга, смещается, в частности поскольку, например, верхний рабочий валок и нижний рабочий валок вследствие конструктивных особенностей перемещаются, например, вверх или вниз на разное расстояние. Наконец, центры рабочих валков перемещаются относительно друг друга и оправки и, таким образом, относительно выходной стороны прошивного стана, что приводит к нежелательным воздействиям на качество изготовленной полой заготовки. В результате перемещения центров рабочих валков относительно друг друга в распределении толщины стенки увеличиваются эксцентриситеты, которые в конечном счете еще можно найти даже в готовой прокатанной трубе.
До сих пор такие возмущающие воздействия могли быть обнаружены только по окончании прокатки и скомпенсированы посредством дополнительной регулировки рабочих валков относительно друг друга перед следующей прокаткой. Динамическая компенсация возмущающих воздействий, в частности компенсация управляющих воздействий, производимая во время процесса прокатки на основе данных измерений, полученных в режиме реального времени, до сих пор была невозможна. Предлагаемое изобретением использование гидравлических установочных элементов позволяет преодолеть указанный недостаток существующих до сих пор прошивных станов.
В соответствии с изобретением благодаря использованию гидравлических установочных элементов, предпочтительно гидравлических регуляторов, обеспечивается динамическая минимизация или полная компенсация расширения станины и связанного с ним смещения положения валков относительно друг друга. В частности впервые обеспечивается, также в условиях изменяющейся нагрузки, например, при прикатке, предпочтительно в реальном времени, компенсация, предпочтительно в максимально возможной степени, возмущающих воздействий, связанных с изменениями и смещениями очага деформации, посредством соответствующих изменений очага деформации, предпочтительно также связанных с ориентацией оси по меньшей мере одного из рабочих валков относительно заготовки или любого другого рабочего валка.
В качестве управляющих воздействий для гидравлических установочных элементов рабочих валков предпочтительно служит доведение до минимума возмущающих воздействий, воздействующих в направлении х, в горизонтальном направлении, поперек направления прокатки, в направлении у, вертикально к направлению прокатки, а также в направлении z, в направлении прокатки к выходной стороне.
Предпочтительно предлагаемый изобретением прошивной стан согласно первому аспекту изобретения дополнительно к рабочим валкам, предпочтительно к верхним и нижним рабочим валкам, содержит диски или направляющие башмаки, ограничивающие сбоку очаг деформации, посредством которых в очаге деформации возможно воздействие на позиционирование по центру заготовки и выходящей полой заготовки. Эти так называемые диски Дишера, как правило, содержат периферический профиль в форме подлежащей прокатке полой заготовки и расположены внутри прошивного стана с возможностью регулировки относительно полой заготовки. В этой связи является предпочтительным, если диски Дишера или направляющие башмаки также содержат гидравлические установочные элементы, которые предпочтительно могут поддерживать или вызывать динамическую компенсацию возмущающих воздействий, воздействующую в реальном времени.
Еще в одном предпочтительном варианте осуществления предлагаемого изобретением прошивного стана предусмотрено измерительное устройство, посредством которого может быть определено изменение геометрии очага деформации и/или смещения очага деформации, и/или положения рабочих валков в пространстве, а также их изменение во время процесса прокатки. В этой связи особенно предпочтительным является, если указанное измерительное устройство соединено с блоком обработки результатов, выполненным с возможностью обнаружения подлежащих компенсации возмущающих воздействий. Благодаря этому обеспечивается прошивной стан, который позволяет динамически и непрерывно обнаруживать предпочтительно любое изменение прокатки, например, на основе подлежащего измерению расширения станины и связанного с ним изменения расположения относительно друг друга рабочих валков и, при необходимости, оправки. В принципе измерительное устройство может быть расположено в любом месте прокатной клети или встроенных в нее элементов, причем предпочтительным является по существу непосредственное измерение на рабочих валках. Тем не менее, косвенное измерение, например, на направляющем элементе, таком, как например, диск Дишера или направляющий башмак, позволяет посредством соответствующего корреляционного анализа также сделать заключение о положении рабочих валков или, соответственно, отдельных направляющих элементов в прокатной клети, находящейся под нагрузкой.
При этом является особенно предпочтительным, если измерительное устройство содержит оптический блок захвата изображения, благодаря которому измерительное устройство может быть расположено на удалении от прокатной клети и условий, воздействующих в противном случае в прокатной клети на измерительное устройство и негативно влияющих на результат измерений. Является особенно предпочтительным, если измерительное устройство содержит камеру, предпочтительно ПЗС-камеру. Посредством такой камеры измерительное устройство может быть позиционировано в прокатном стане практически произвольно относительно прокатной клети и в то же время, при необходимости, после соответствующей калибровки может обеспечивать все необходимые результаты измерений.
В этой связи является особенно предпочтительным, если измерительное устройство позволяет распознавать связанный с прокатной клетью элемент изображения, предпочтительно один или более элементов изображения, связанных с установочными элементами для рабочих валков, и затем во время процесса прокатки обнаруживать изменение их положения и/или формы. В этой связи особенно предпочтительным является, если по меньшей мере один элемент изображения представляет собой активный источник света, который в наиболее предпочтительном варианте осуществления изобретения имеет круглую форму с определенным диаметром или определенную овальную форму. Также является предпочтительным, если элемент изображения имеет квадратную или прямоугольную форму, причем в таком случае, например, оценка изменения под нагрузкой одной или более диагоналей элемента изображения позволяет сделать вывод о расширении или деформации прокатной клети.
С одной стороны, это создает возможность прямого и непосредственного измерения любого расширения и/или любой деформации прокатной клети, с другой стороны, выполнение элемента изображения в виде активного источника света выгодным образом поддерживает захват изображения особенно простыми средствами. Наконец, благодаря предпочтительному исполнению элемента изображения, имеющего круглую форму и определенный диаметр или заранее заданную овальную форму, или квадратную форму, или прямоугольную форму с известными размерами по диагонали, с одной стороны, поддерживается калибровка измерения особенно простыми средствами, а с другой стороны, также создается возможность, распознавать не только изменение положения элемента изображения во время расширения прокатной клети, но и любое изменение формы элемента изображения вследствие деформации прокатной клети любого другого вида. Это может быть особенно предпочтительно использовано в том случае, если оптический захват изображения позволяет распознавать не только центр (в случае круглой формы) или точку пересечения основных осей (в случае овальной формы), или точку пересечения диагоналей поверхности (в случае квадратной или прямоугольной формы) элемента изображения, но и всю его поверхность, однако по меньшей мере край и центр элемента изображения. Преимущество такого способа измерения состоит в том, что он позволяет посредством определения отдельной точки оценивать множество точек плоского элемента изображения. Это снижает восприимчивость к помехам по сравнению с обычным лазерным измерением, позволяющим наблюдать только отдельные точки. Кроме того, благодаря наблюдению поверхности возможна однократная калибровка измерительного прибора независимо от его положения. Таким образом, положение измерительного прибора может быть произвольно выбрано и, при необходимости, может быть также изменено от одного измерения к другому.
Согласно второму аспекту изобретения предложен способ изготовления из заготовки полой заготовки при помощи прошивного стана для прокатки заготовки по оправке, особенно предпочтительно при помощи прошивного стана согласно первому аспекту изобретения. В соответствии с изобретением посредством гидравлических установочных элементов, предпочтительно гидравлических регуляторов, непосредственно или опосредованно соединенных с рабочими валками, например, посредством подушек валков, во время процесса прокатки изменяют очаг деформации, предпочтительно также ориентацию оси по меньшей мере одного из рабочих валков относительно заготовки. Благодаря этому впервые предлагается способ, позволяющий во время процесса прокатки предпринимать изменения геометрии очага деформациии и, таким образом, противодействовать любым обнаруженным возмущающим воздействиям с целью обеспечения или оптимизации качества прокатки.
Является особенно предпочтительным, если изменение очага деформации, как описано выше, осуществляют тогда, когда посредством блока обработки результатов заранее при помощи измеренных изменений геометрии очага деформации и/или смещения очага деформации, и/или положения рабочих валков в пространстве, а также их изменения во время процесса прокатки определены возмущающие воздействия. Особенно предпочтительно затем при взаимодействии соответствующего блока управления и регулирования с блоком обработки результатов на гидравлические установочные элементы выдается сигнал для компенсации управляющих величин.
В этой связи является особенно предпочтительным, если блок обработки результатов соединен с измерительным устройством, предпочтительно с оптическим измерительным устройством, расположенным на удалении от прокатной клети, в частности с измерительным устройством с оптическим блоком захвата изображения. Указанное измерительное устройство в предпочтительном варианте осуществления изобретения позволяет распознавать связанный с прокатной клетью элемент изображения, предпочтительно один или более элементов изображения, связанных с установочными элементами для рабочих валков, а также обнаруживать во время процесса прокатки изменение их положения и/или формы. Перемещение элементов изображения предпочтительно с высокой точностью динамически распознают посредством оптического измерительного устройства, причем изменения Δx1(t) и Δy1(t) верхнего рабочего валка или, соответственно, Δx2(t), Δy2(t) нижнего рабочего валка предпочтительно обнаруживают в режиме реального времени и посредством блока обработки результатов передают в блок управления и регулирования для минимизации или компенсации управляющих воздействий. Предпочтительно затем в режиме реального времени посредством соответствующих алгоритмов рассчитывают новые управляющие воздействия для гидравлических установочных элементов верхнего рабочего валка и/или нижнего рабочего валка и регулируют положения соответствующих валков таким образом, что обеспечивается возможность минимизации абсолютной ошибки очага деформации и восстановления симметрии относительно первоначального центра.
Таким образом, обеспечивается способ, благодаря которому посредством простых, устойчивых к помехам, точных средств, которые могут быть использованы в режиме реального времени, обеспечивается очень точная и очень динамичная компенсация возмущающих воздействий, благодаря чему впервые во время процесса прокатки в прошивном стане обеспечивается возможность воздействия на происходящий в данный момент времени процесс прокатки.
Кроме того, также является преимуществом, если дополнительно к позиции рабочих валков, предпочтительно верхних и/или нижних валков, также или исключительно динамически изменяют позицию и/или положение оправки, а также дополнительно к этому или независимо от других изменений позицию и/или положение дисков Дишера относительно заготовки или полой заготовки, чтобы таким образом осуществить или по меньшей мере поддержать компенсацию ранее обнаруженных возмущающих воздействий.
В общей сложности изобретение согласно двум аспектам, более подробно поясненным выше, позволяет обеспечить компенсацию расширения прокатного стана при прокатке и уменьшение или исключение дефектов в трубе, изготавливаемой посредством прошивного стана. Регистрация результатов измерений предпочтительно происходит бесконтактным способом и на удалении от прокатной клети, таким образом, без влияний, нарушающих результат измерения вблизи очага деформации, и обеспечивает максимально возможную гибкость расположения измерительного устройства относительно прокатной клети в зависимости от местных условий. Во время процесса прокатки могут быть зарегистрированы перемещения прокатной клети, которые могут быть скомпенсированы при следующих прокатках, при необходимости также во время текущего процесса прокатки. Для регистрации данных, необходимых для компенсации, одновременно могут быть осуществлены измерения во множестве точек, к тому же измерительное устройство может быть установлено неподвижно или также выполнено с возможностью перемещения.
Для измерения наиболее предпочтительным образом может быть использован оптический захват изображения с использованием измерительного прибора CaliView®. Указанный захват изображения позволяет производить измерение контуров с расстояния от 8 м до 40 м с точностью 0,1 мм, причем CaliView® к тому же имеет функцию серийной съемки для контроля измерения.
Таким образом, измерение позволяет записывать перемещения прокатной клети, обнаруженные во время процесса прокатки, и происходящие вследствие этого изменения очага деформации и геометрии очага деформации, и использовать их во время эксплуатации для последующей юстировки рабочих валков или других управляющих воздействий. Благодаря предпочтительно известной форме и известному размеру элемента изображения на прокатной клети, кроме того, при расположении измерительного устройства относительно прокатной клети может быть предусмотрен угловой сдвиг, который в этом случае должен учитываться при калибровке измерительного прибора. Благодаря этому до неизбежного минимума может быть ограничено влияние возникающих в процессе прокатки на прошивном стане паров и других влияний, которые искажают результат измерений.
5. Краткое описание чертежей
Ниже со ссылкой на ряд графических изображений изобретение поясняется более подробно, причем на указанных фигурах изобретение показаны только иллюстративные и схематичные изображения изобретения.
На фиг. 1 показан схематичный вид части прошивного стана согласно первому варианту осуществления изобретения,
на фиг. 2 показано схематичное представление части прошивного стана согласно второму варианту осуществления изобретения,
а
на фиг. 3 показана схема последовательности операций при использовании предлагаемого изобретением способа.
6. Осуществление изобретения
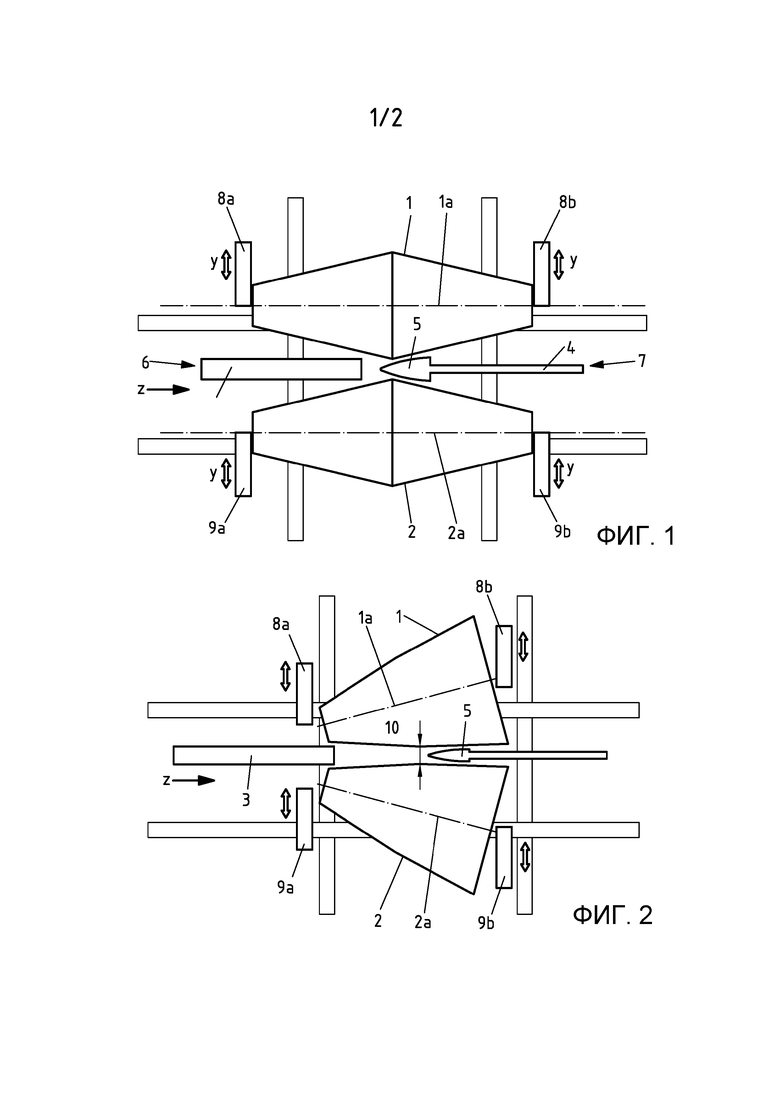
На фиг. 1 в первом варианте осуществления показан принцип работы прошивного стана, содержащего верхний рабочий валок 1 и нижний рабочий валок 2. Верхний рабочий валок 1 и нижний рабочий валок 2 выполнены в виде двух усеченных конусов, соединенных друг с другом на своей большой торцевой поверхности, и при пластическом деформировании заготовки 3 в направлении слева направо (в направлении z) на фиг. 1 они взаимодействуют с оправкой 5, расположенной на стержне 4 оправки. Заготовка 3 при соответствующей установке верхнего рабочего валка 1 и нижнего рабочего валка 2 относительно заготовки 3 вследствие вращения верхнего рабочего валка 1 и нижнего рабочего валка 2 вокруг своей продольной оси 1а или, соответственно, 2а перемещается через очаг деформации между верхним рабочим валком 1 и нижним рабочим валком 2 и через оправку 5 от входной стороны 6 к выходной стороне 7. На соответствующих концах верхнего рабочего валка 1 или, соответственно, нижнего рабочего валка 2 расположены гидравлические установочные элементы 8а, 8b и 9а, 9b, посредством которых положение рабочих валков 1, 2 относительно друг друга и заготовки 3 может быть изменено практически произвольно, в частности показанным образом, в направлении у, вертикально к направлению прокатки. Благодаря вертикальному перемещению гидравлических элементов 8а, 8b, 9а, 9b также может быть изменен очаг деформации между верхним рабочим валком 1 и нижним рабочим валком 2, по меньшей мере как в направлении у, так и в направлении z.
На фиг. 2 показан еще один вариант осуществления существенной части предлагаемого изобретением прокатного стана, содержащего верхний рабочий валок 1 и нижний рабочий валок 2, каждый из которых имеет форму усеченного конуса с изменяемой формой боковой поверхности. Между верхним рабочим валком 1 и нижним рабочим валком 2 также выполнен очаг 10 деформации, в который в результате перемещения в направлении z, в направлении оправки 5 входит заготовка 3 и при взаимодействии верхнего рабочего валка 1 и нижнего рабочего валка 2 с локально закрепленной прошивной оправкой 5 пластически деформируется в (непоказанную) полую заготовку. На обоих концах верхнего рабочего валка 1 и нижнего рабочего валка 2 расположены гидравлические установочные элементы 8а, 8b или, соответственно, 9а, 9b, посредством которых может быть осуществлено изменение очага 10 деформации и локального положения осей 1a, 1b валков.
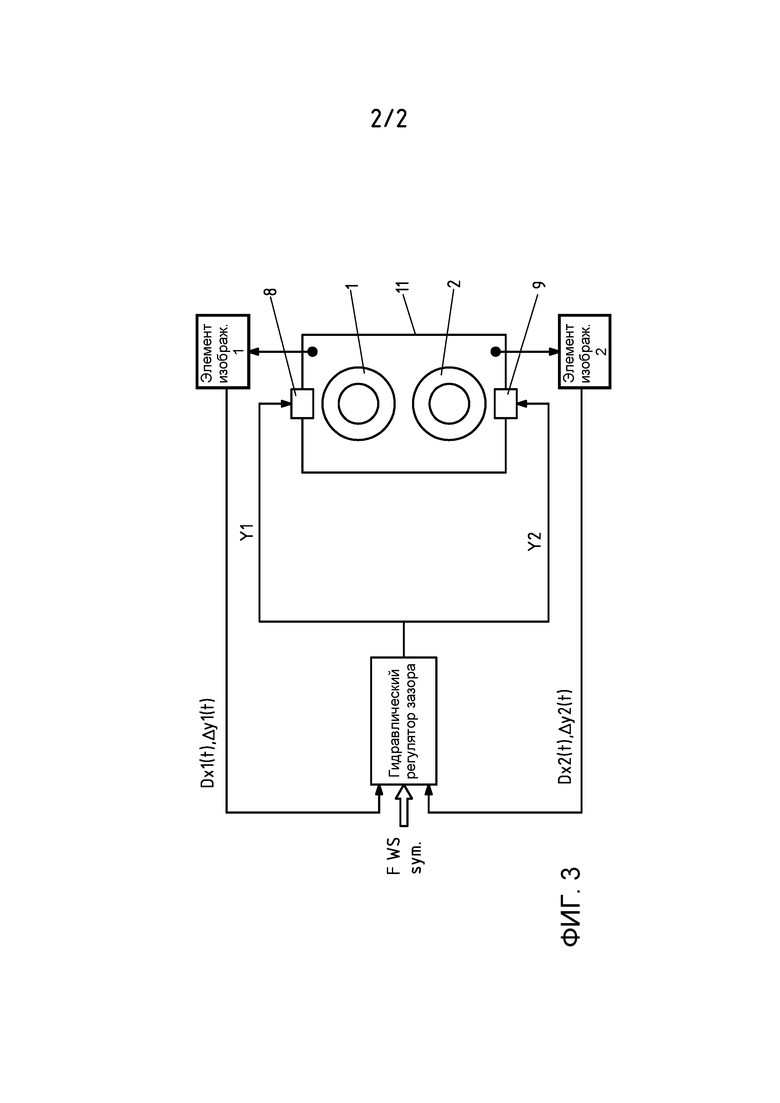
На фиг. 3 показана схема последовательности операций предлагаемого изобретением способа при помощи предлагаемого изобретением прошивного стана 11, на который опирается верхний рабочий валок 1 и нижний рабочий валок 2. Элементы ММ1 и ММ2 изображения, расположенные на станине 11 прокатной клети, во время процесса прокатки непрерывно с высокой точностью и динамически контролируют с помощью расположенной на удалении и непоказанной камеры, как в отношении их положения, так и в отношении их формы. Каждое изменение положения в направлении х и в направлении у D×1(t), Δy1(t) для верхнего рабочего валка 1 и D×2(t), Δy2(t) для нижнего рабочего валка 2 распознают посредством (непоказанного) измерительного устройства и передают в (также непоказанный) блок обработки результатов. При помощи указанного блока обработки результатов в свою очередь определяют, следует ли рассматривать в качестве компенсируемых управляющих воздействий изменения положения элементов ММ1, ММ2 изображения, распознанные посредством (непоказанного) блока захвата изображения. Если это так, возмущающие воздействия, определенные посредством блока обработки результатов, передают дальше в гидравлический регулятор зазора в качестве блока управления и регулирования (Hydraulic Gap Control-Regler, HGC). В блок управления и регулирования (гидравлический регулятор зазора) поступают дополнительные параметры процесса, так что на основе заранее заданных алгоритмов на гидравлические установочные элементы 8, 9 выдаются управляющие команды Y1, Y2. Указанные гидравлические установочные элементы 8, 9 посредством перемещения верхнего рабочего валка 1 и/или нижнего рабочего валка 2 относительно (непоказанной) оправки изменяют геометрию очага деформации и, при необходимости, ориентацию (непоказанных) осей валков. Это позволяет во время процесса прокатки очень динамично, при постоянном сборе и оценке данных измерений в режиме реального времени выдавать команды управления и регулирования, которые позволяют позитивно влиять на результат прокатки и ход процесса прокатки на прошивном стане.
Перечень ссылочных обозначений
1 рабочий валок
1a, b ось валка
2 рабочий валок
2а, b ось валка
3 заготовка
5 оправка
8 установочный элемент
8а, 8b установочный элемент
9 установочный элемент
9а, 9b установочный элемент
10 очаг деформации
11 прошивной стан
HGC гидравлический регулятор зазора
ММ1 элемент изображения
ММ2 элемент изображения
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2013 |
|
RU2593812C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ПОСРЕДСТВОМ ХОЛОДНОГО ПИЛЬГЕРОВАНИЯ | 2012 |
|
RU2507015C1 |
| СПОСОБ ПОДАВЛЕНИЯ ВЛИЯНИЯ ЭКСЦЕНТРИСИТЕТОВ ВАЛКОВ | 2007 |
|
RU2429925C2 |
| КОНСТРУКТИВНЫЙ УЗЕЛ РАБОЧЕЙ КЛЕТИ И СПОСОБ ПРОКАТКИ ПРУТКОВЫХ ИЛИ ТРУБНЫХ ЗАГОТОВОК | 2012 |
|
RU2524018C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОДАВЛЕНИЯ ВИБРАЦИЙ В ПРОКАТНОМ СТАНЕ | 2009 |
|
RU2503512C2 |
| СПОСОБ И ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ СТАЛЬНЫХ ТРУБ | 2008 |
|
RU2401708C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ И СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО СТАНА | 2008 |
|
RU2379141C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ, СТАН ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ТРУБ НА ОПРАВКЕ И ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ | 2013 |
|
RU2599931C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЦЕЛЕНАПРАВЛЕННОГО ВОЗДЕЙСТВИЯ НА ГЕОМЕТРИЮ ПОЛОСОВОЙ ЗАГОТОВКИ В ЧЕРНОВОЙ КЛЕТИ | 2006 |
|
RU2368443C2 |
Изобретение относится к прошивному стану для прокатки заготовки по оправке в полую заготовку. Прошивной стан содержит множество рабочих валков, каждый из которых выполнен с возможностью прикладывания к заготовке усилия прокатки. Рабочие валки поддерживаются в прокатной клети с обеспечением возможности изменения очага деформации между рабочими валками. Предусмотрены гидравлические установочные элементы для осуществления изменения очага и блок управления и регулирования. Блок управления и регулирования соединен с гидравлическими установочными элементами так, что возможна компенсация ранее обнаруженных изменений геометрии очага деформации и/или смещения очага деформации, и/или положения рабочих валков в пространстве и их изменения во время процесса прокатки посредством изменения очага деформации. В результате во время процесса прокатки обеспечивается компенсация обнаруженных возмущающих воздействий при прокатке. 2 н. и 17 з.п. ф-лы, 3 ил.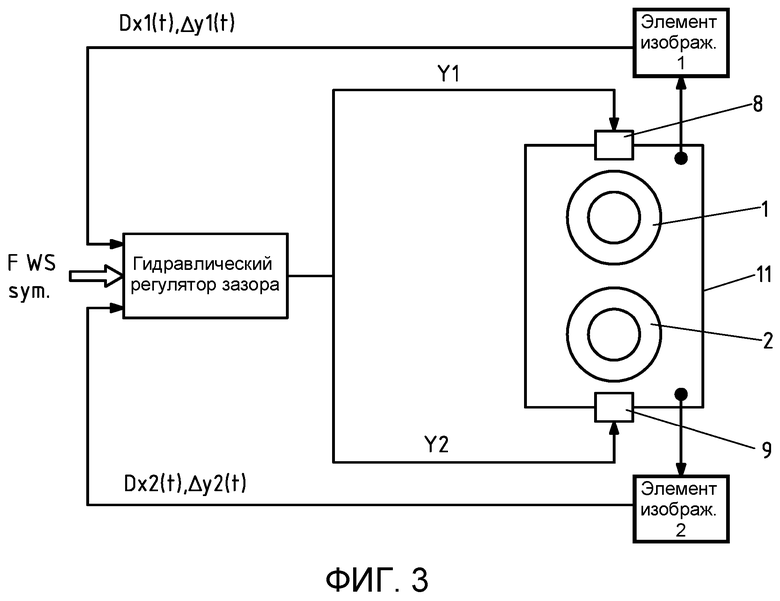
1. Прошивной стан (11) для прокатки заготовки (3) по оправке (5) в полую заготовку, содержащий множество рабочих валков (1, 2), каждый из которых выполнен с возможностью прикладывания к заготовке (3) усилия прокатки, направленного по существу радиально, причем рабочие валки (1, 2) поддерживаются в прокатной клети, и обеспечена возможность изменения очага (10) деформации между рабочими валками (1, 2), при этом предусмотрены гидравлические установочные элементы (8, 9) для осуществления изменения очага (10) деформации, отличающийся тем, что предусмотрен блок (HGC) управления и регулирования, который соединен с гидравлическими установочными элементами (8, 9) так, что возможна компенсация ранее обнаруженных изменений геометрии очага деформации и/или смещения очага деформации, и/или положения рабочих валков (1, 2) в пространстве и их изменения во время процесса прокатки посредством изменения очага (10) деформации.
2. Прошивной стан (11) по п. 1, отличающийся тем, что гидравлические установочные элементы (8, 9) выполнены с возможностью компенсации расширения прокатной клети во время процесса прокатки посредством изменения установки рабочих валков (1, 2) относительно друг друга, предпочтительно, кроме того, посредством ориентации оси (1a, 2a) по меньшей мере одного из рабочих валков (1, 2) относительно заготовки (3).
3. Прошивной стан (11) по п. 1 или 2, отличающийся тем, что дополнительно к рабочим валкам (1, 2) предусмотрены диски Дишера и/или направляющие башмаки, которые ограничивают сбоку очаг (10) деформации и предпочтительно также соединены с гидравлическими установочными элементами.
4. Прошивной стан (11) по одному из пп. 1-3, отличающийся тем, что дополнительно предусмотрено измерительное устройство, выполненное с возможностью определения изменения геометрии очага деформации и/или смещения очага деформации, и/или положения рабочих валков (1, 2) в пространстве, а также их изменения во время процесса прокатки.
5. Прошивной стан (11) по п. 4, отличающийся тем, что измерительное устройство соединено с блоком обработки результатов, выполненным с возможностью обнаружения возмущающих воздействий.
6. Прошивной стан (11) по одному из пп. 1-5, отличающийся тем, что гидравлические установочные элементы (8, 9) предпочтительно представляют собой гидравлические регуляторы, которые предусмотрены также для осуществления ориентации оси (1a, 1b) по меньшей мере одного из рабочих валков (1, 2) относительно заготовки (3).
7. Прошивной стан (11) по п. 1, отличающийся тем, что блок (HGC) управления и регулирования соединен с блоком обработки результатов.
8. Прошивной стан (11) по одному из пп. 4-7, отличающийся тем, что измерительное устройство содержит оптический блок захвата изображения.
9. Прошивной стан (11) по одному из пп. 4-8, отличающийся тем, что измерительное устройство выполнено с возможностью распознавания связанного с прокатной клетью по меньшей мере одного элемента (MM1, MM2) изображения, предпочтительно одного или более элементов (MM1, MM2) изображения, связанных с установочными элементами (8, 9) для рабочих валков (1, 2), а также обнаружения изменения его или их положения и/или формы.
10. Прошивной стан (11) по п. 9, отличающийся тем, что указанный по меньшей мере один элемент (MM1, MM2) изображения представляет собой активный источник света.
11. Прошивной стан (11) по п. 8 или 9, отличающийся тем, что элемент (MM1, MM2) изображения имеет круглую форму с определенным диаметром или квадратную форму или прямоугольную форму с известными размерами по диагонали, или определенную овальную форму.
12. Прошивной стан (11) по одному из предыдущих пунктов, отличающийся тем, что обеспечена возможность изменения положения оправки (5) внутри очага (10) деформации.
13. Способ изготовления полой заготовки из заготовки (3) посредством прошивного стана (11) для прокатки заготовки (3) по оправке (5), причем прошивной стан (11) содержит множество рабочих валков (1, 2), посредством каждого из которых прикладывают к заготовке (3) усилие прокатки, направленное по существу радиально, причем рабочие валки (1, 2) поддерживаются в прокатной клети, и обеспечивают возможность изменения очага (10) деформации между рабочими валками (1, 2), при этом во время процесса прокатки посредством гидравлических установочных элементов (8, 9), осуществляют изменение очага (10) деформации, отличающийся тем, что предусмотрен блок (HGC) управления и регулирования, который соединен с блоком обработки результатов и посредством которого выдают сигналы на гидравлические установочные элементы (8, 9) для компенсации возмущающих воздействий.
14. Способ по п. 13, отличающийся тем, что изменение очага (10) деформации, предпочтительно также ориентацию оси (1a, 2a) по меньшей мере одного из рабочих валков (1, 2) относительно заготовки (3), осуществляют тогда, когда изменения геометрии очага деформации и/или смещения очага деформации, и/или положения рабочих валков (1, 2) в пространстве и их изменение во время процесса прокатки, ранее измеренные посредством измерительного устройства, обнаружены и классифицированы как возмущающие воздействия блоком обработки результатов.
15. Способ по п. 14, отличающийся тем, что гидравлические установочные элементы (8, 9) предпочтительно представляют собой гидравлические регуляторы, посредством которых также осуществляют изменение ориентации оси (1a, 1b) по меньшей мере одного из рабочих валков (1, 2) относительно заготовки (3).
16. Способ по п. 14 или 15, отличающийся тем, что блок обработки результатов соединен с измерительным устройством, предпочтительно с оптическим измерительным устройством, расположенным на удалении от прокатной клети, в частности с измерительным устройством с оптическим блоком захвата изображения.
17. Способ по п. 16, отличающийся тем, что посредством измерительного устройства распознают связанный с прокатной клетью по меньшей мере один элемент изображения, предпочтительно один или более элементов (MM1, MM2) изображения, связанных с установочными элементами (8, 9) для рабочих валков (1, 2), а также определяют изменение его или их положения и/или формы во время процесса прокатки.
18. Способ по одному из пп. 13-17, отличающийся тем, что положение и/или ориентацию оправки (5) в очаге (10) деформации во время процесса прокатки изменяют для компенсации ранее обнаруженных возмущающих воздействий.
19. Способ по одному из пп. 13-18, отличающийся тем, что его осуществляют при помощи прошивного стана (11) по одному из пп. 1-12.
| УСТАНОВКА ДЛЯ КОАГУЛЯЦИИ, И/ИЛИ ПАСТЕРИЗАЦИИ, И/ИЛИ ВАРКИ ПИЩЕВЫХ ПРОДУКТОВ | 1996 |
|
RU2156595C2 |
| Механизм установки валков стана валкового расширения труб на конической оправке | 1975 |
|
SU530706A1 |
| Прокатная клеть | 1978 |
|
SU863031A1 |
| Нажимное устройство прокатной клети | 1980 |
|
SU869884A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ | 1961 |
|
SU147986A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ИЗДЕЛИЯ ИЗ МАССИВНОЙ КРУГЛОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2165321C2 |

