Изобретение касается прокатной клети для прокатки, предпочтительно холодной прокатки металлических продуктов, имеющей по меньшей мере один исполнительный элемент, который может активироваться для активного гашения колебаний в прокатной клети, и по меньшей мере один не регулируемый или регулируемый исключительно с помощью регулировочного устройства для настройки линии прокатки прокатной клети комплект валков для опирания рабочего валка и/или промежуточного валка прокатной клети, при этом все валки установлены каждым концом в одном опорном узле на станине прокатной клети.
Изобретение касается также прокатной установки для прокатки, предпочтительно холодной прокатки, металлических объектов, имеющей по меньшей мере одну прокатную клеть и по меньшей мере одну систему для активного гашения колебаний в прокатной клети.
Далее, изобретение касается способа активного гашения колебаний в прокатной клети для прокатки, предпочтительно холодной прокатки, металлических продуктов, при этом регистрируются колебания в прокатной клети и создаются противодействующие этим колебаниям встречные колебания, причем эти встречные колебания создаются посредством по меньшей мере одного исполнительного элемента.
В четырехвалковых клетях для холодной прокатки и шестивалковых клетях для холодной прокатки возникают различные феномены колебаний, которые негативно влияют на выполняемый процесс прокатки и качество холоднокатаного металлического продукта, в частности металлической полосы. Особенно характерными при холодной прокатке определенных марок алюминия и марок стали являются так называемые дребезжащие колебания 3-й октавы и 5-й октавы (сотрясательные колебания), которые названы по положению частоты этих колебаний в соответствующем музыкальном октавном диапазоне (3-я октава: 110 Гц-220 Гц, 5-я октава: 440 Гц-880 Гц).
Дребезжащие колебания 5-й октавы представляют собой, как правило, формы собственных колебаний комплекта валков прокатной клети в частотном диапазоне от 500 Гц до 1000 Гц, которые возбуждаются внешними возбудителями (так называемыми «Forcing Functions» -англ. вынуждающие функции), такие как, например, пропорциональные частоте вращения возбуждающие частоты подшипников качения, или валков, или частоты зубчатых зацеплений ступеней механизма передачи. Чаще всего они вызывают в катаном металлическом продукте дефекты поверхности и/или формы, ориентированные поперек направления движения продукта или, соответственно, полосы.
В отличие от этого, дребезжащие колебания 3-й октавы представляют собой форму самовозбуждающихся колебаний, которая тоже может приводить к дефектам толщины, ориентированным поперек направления движения продукта или, соответственно, полосы и, как следствие, при высоких амплитудах к трещинам на полосе. Нестабильность возникает здесь из-за того, что определенная форма собственных колебаний всего комплекта валков в прокатной клети дестабилизируется внутренне присущей системе в процессе прокатки обратной связью. Формой собственных колебаний прокатной клети, имеющей отношение к дребезжанию, является, как правило, та, при которой верхний и нижний комплект валков в прокатной клети колеблются по существу встречно друг другу. Поэтому существует высокий энергетический потенциал для возбуждения этой формы колебаний из межвалкового зазора. Частота этой формы собственных колебаний лежит обычно между 80 Гц и 160 Гц. Дестабилизирующая обратная связь (положительная обратная связь) возникает вследствие самого процесса прокатки, когда изменения входной скорости, обусловленные изменениями выходной толщины, по закону перемещения массы приводят к отклонениям входного тягового усилия, которые, со своей стороны, оказывают обратное действие на усилие прокатки (так называемое обратное воздействие на тяговое усилие) и так, в свою очередь, влияют на выходную толщину.
Механизмы возникновения, а также технологические последствия дребезжащих колебаний 3-й октавы и 5-й октавы по существу известны и описаны в специальной литературе. Их последствия для качества катаного металлического продукта в отношении толщины, плоскостности и поверхности, а также для производительности в виде повышенных норм разрыва полосы и уменьшенных скоростей прокатки, и сегодня еще в значительной мере негативно влияют на производство стальной холоднокатаной полосы и алюминиевой холоднокатаной полосы.
Так как две станины прокатной клети почти не участвуют в данных формах дребезжащих колебаний 5-й октавы, и так как комплект валков прокатной клети должен выполняться с учетом краевых условий, результирующих из каждой задачи прокатки, возможности снижения или предотвращения этих форм колебаний очень ограничены. Во избежание самовозбуждающихся дребезжащих колебаний 3-й октавы, которые вследствие лимитирования максимальной скорости прокатки ограничивают производительность многоклетьевых прокатных установок, существует ряд методов, которые, наряду с оптимизацией параметров программы проходов и технологического процесса, включают в себя повышение пассивного гашения, например, за счет трения, а также способы активного гашения. Оба первых названных метода имеют тот недостаток, что при этом предельная скорость дребезжания, то есть скорость прокатки, при которой достигается предел стабильности самовозбуждающихся дребезжащих колебаний 3-й октавы, как правило, может повышаться только на сравнительно небольшие величины, например, 50 м/мин-200 м/мин. Максимально возможная скорость установки с помощью этих методов во многих случаях достигаться не может.
Для активного гашения дребезжащих колебаний 3-й октавы в специальной литературе указывается ряд способов. Например, EP 2 052 796 A1 раскрывает такой способ, по которому изменения давления производятся непосредственно в напорной камере, примыкающей к поршню гидравлического цилиндра, регулирующего межвалковый зазор. Для этого на поршне установлены несколько обладающих возможностью осевого движения маленьких поршней, которые могут приводиться в действие с помощью линейных исполнительных элементов.
WO 2015/092775 A1 раскрывает другой способ активного гашения колебаний в прокатной клети. Для этого применяются гидравлические исполнительные звенья, которые для активного гашения колебаний действуют на опорные узлы валков, в которых валки установлены на станине прокатной клети. На каждом гидравлическом исполнительном звене расположен пьезоэлектрический инжектор, который вставлен прямо в напорную камеру гидравлического исполнительного звена. Амортизирующий эффект создается путем впрыска масла под высоким давлением в гидравлические исполнительные звенья.
Задачей изобретения является обеспечить возможность оптимального активного гашения колебаний в прокатной клети при низких конструктивных издержках.
Эта задача решается с помощью независимых пунктов формулы изобретения. Предпочтительные варианты осуществления указаны, в частности, в зависимых пунктах формулы изобретения, которые, взятые каждый в отдельности или в разной комбинации друг с другом, могут представлять собой один из аспектов изобретения.
Предлагаемая изобретением прокатная клеть для прокатки, предпочтительно холодной прокатки, металлических продуктов включает в себя по меньшей мере один исполнительный элемент, который может активироваться для активного гашения колебаний в прокатной клети, и по меньшей мере один не регулируемый или регулируемый исключительно с помощью клиновой установки прокатной клети опорный валок для опирания рабочего валка или промежуточного валка прокатной клети. Опорный валок установлен каждым концом в одном опорном узле на станине прокатной клети. В соответствии с изобретением опорный валок опирается на исполнительный элемент через по меньшей мере один опорный узел, и исполнительный элемент либо непосредственно, либо опосредствованно через по меньшей мере одно регулировочное устройство для настройки линии прокатки (то есть линии прохождения материала между валками прокатной клети, задаваемая поверхностью нижнего рабочего валка, направленной к верхнему рабочему валку), например, клиновую установку, опирается на участок станины, так что исполнительный элемент лежит при этом в главном силовом потоке прокатной клети.
Путем активного гашения колебаний в прокатной клети посредством исполнительного элемента могут, в частности, устраняться дребезжащие колебания 3-й октавы и 5-й октавы. При этом у катаного, в частности холоднокатаного металлического продукта, в частности стальной полосы или алюминиевой полосы могут предотвращаться обусловленные колебаниями потери качества в отношении толщины, плоскостности и поверхности. Благодаря активному гашению колебаний могут, к тому же, повышаться производительность или, соответственно, скорость прокатки. При этом могут надежно достигаться, а также превышаться требуемые заказчиком и гарантированные договором скорости установки.
Кроме того, активное гашение позволяет уменьшить издержки и интервалы технического обслуживания, так как оно уменьшает последствия вышеназванных внешних возбудителей для качества продукта. Т.е. при наличии активного гашения для неизменного качества продукта допустимо худшее состояние установки в отношении амплитуд возбуждения, чем без нее.
В изобретении речь идет о простом, экономичном, легко интегрируемом и допускающем возможность дооснащения решении, в частности когда исполнительный элемент располагается на прокатной клети в месте монтажа традиционной месдозы (датчика для измерения усилий прокатки). Тогда для интеграции исполнительного элемента не требуются практически никакие конструктивные изменения прокатной клети. Поэтому изобретение может реализовываться как в порядке дооснащения, имеющихся прокатных клетей, так и у новых прокатных клетей. В противоположность этому, решение, предлагаемое EP 2 052 796 A1, является сравнительно трудоемким, дорогим и требующим интенсивного технического обслуживания.
Традиционные решения для активного гашения колебаний в прокатной клети чаще всего работают вместе с исполнительными звеньями технологического регулирования уровневой автоматизации, например, регулирования изгиба/плоскостности. Из-за этого при определенных условиях важные исполнительные звенья регулирования производительности могут подвергаться негативному влиянию устройства или регулирования активного гашения колебаний. Этого в изобретении нет, так как исполнительный элемент предлагаемой изобретением прокатной клети не взаимодействует или, соответственно, не скомбинирован с соответствующими исполнительными звеньями.
Другим недостатком монтажа пьезогидравлических исполнительных элементов в гидравлические управления, как это, например, предлагается WO 2015/092775 A1, являются вязкостные свойства применяемого гидравлического масла. Несмотря на высокое давление в системе, обычно больше 200 бар, гидравлическое масло обладает упругостью, которая должна учитываться в общем действии системы. В изобретении это не требуется, так как исполнительный элемент предлагаемой изобретением прокатной клети не встроен в соответствующее гидравлическое управление.
Помимо этого, для монтажа известных решений в окно станины прокатной клети чаще всего имеется в распоряжении только ограниченное монтажное пространство. Это имеет место, в частности, в непосредственной близости к межвалковому зазору, а также в области систем изгиба валка, охлаждения валка и обдува. Если к тому же учитываются еще состояние температуры в прокатной клети, а также выделение тепла самого исполнительного пьезоэлемента, для вышеназванных мест монтажа вблизи от межвалкового зазора могут возникнуть дополнительные термические проблемы. Эти проблемы в изобретении не возникают, так как исполнительный элемент предлагаемой изобретением прокатной клети не расположен ни в одном из вышеназванных мест монтажа.
Предлагаемая изобретением прокатная клеть может также иметь два или больше соответствующих исполнительных элемента, которые для активного гашения колебаний в прокатной клети могут активироваться вместе или по отдельности. Например, может осуществляться электрическое активирование исполнительного элемента или, соответственно, исполнительных элементов.
Опорный валок может быть либо не регулируемым, либо регулируемым исключительно с помощью регулировочного устройства для настройки линии прокатки прокатной клети. Клиновая установка служит для перестановки линии прокатки опорного валка и опираемого с его помощью рабочего валка, что достигается путем поперечного смещения установочного клина клиновой установки. Рабочий валок, опираемый с помощью опорного валка при необходимости через промежуточный валок, взаимодействует с другим рабочим валком прокатной клети, причем между этими рабочими валками имеется межвалковый зазор. Другой рабочий валок и при необходимости промежуточный валок тоже может быть оперт с помощью другого опорного валка и вместе с ним быть установлен с возможностью смещения на станине для настройки межвалкового зазора посредством по меньшей мере одного, в частности механического или гидравлического, установочного устройства. Опорные валки и рабочие валки и при необходимости промежуточные валки установлены на станине каждым концом в одном опорном узле.
В соответствии с изобретением не регулируемым или регулируемым исключительно с помощью клиновой установки прокатной клети опорный валок через один концевой опорный узел или оба концевых опорных узла опирается на исполнительный элемент. Если опорный валок является не регулируемым, исполнительный элемент опирается на участок станины предпочтительно непосредственно. Если опорный валок является регулируемым исключительно с помощью клиновой установки прокатной клети, исполнительный элемент опирается на участок станины предпочтительно опосредствованно через по меньшей мере один установочный клин клиновой установки.
По одному из предпочтительных вариантов осуществления исполнительный элемент представляет собой пьезомеханический исполнительный элемент или пьезогидравлический исполнительный элемент. Исполнительный элемент выполнен предпочтительно в виде компактного или, соответственно, малогабаритного исполнительного элемента, который, на выбор, оснащен пьезомеханической акторикой или пьезогидравлической акторикой. Пьезомеханическая акторика основывается на пьезокерамических преобразователях, которые интегрированы прямо в механическую структуру способной к колебаниям системы и там непосредственно вводят динамические усилия. В противоположность этому, пьезокерамические преобразователи пьезогидравлической акторики действуют на систему опосредствованно через дополнительные гидравлические преобразователи. В том и другом случаях путем электрического активирования пьезокерамических преобразователей достигается нужная механическая амплитуда регулирования (путь/перемещение). С помощью пьезомеханического исполнительного элемента могут вводиться динамические усилия в частотном диапазоне до 1 кГц, так что эта технология принципиально возможна для активного гашения дребезжащих колебаний как 3-й октавы, так и 5-й октавы. В рамках теоретических предварительных исследований исследовались и оценивались несколько возможных мест монтажа исполнительного элемента в области прокатной клети. Предлагаемое изобретением место монтажа между опорным узлом опорного валка и участком станины особенно подходит для применения пьезоакторики, потому что здесь имеется высокая действенность в отношении активного гашения дребезжащих колебаний 3-й октавы в комбинации с относительно небольшим объемом исполнительного элемента. В частности, исполнительный элемент может быть расположен между нижней поперечиной станины и опорным узлом опорного валка.
По другому предпочтительному варианту осуществления исполнительный элемент предназначен для регистрации усилий прокатки. Для этого имеющаяся месдоза может заменяться исполнительным элементом. Тогда можно обойтись без обычных месдоз в области монтажа, так как исполнительный элемент берет на себя измерительную функцию месдозы. При этом в качестве принципа измерения усилия прокатки возможно либо измерение усилия с помощью применяемых в качестве исполнительного элемента пьезоэлементов, либо измерение усилия с помощью отдельно интегрируемого в акторный узел силомера, напр., с помощью тензометрических полосок. Силоизмерительная ячейка или, соответственно, месдоза обычно расположена между служащим для настройки линии прокатки регулировочным устройством, напр., клиновой установкой, и опорным узлом опорного валка. Благодаря отказу от месдоз возможна экономия.
По другому предпочтительному варианту осуществления прокатная клеть включает в себя по меньшей мере два соответствующих исполнительных элемента, при этом опорные узлы опорного валка опираются каждый на один исполнительный элемент, и оба исполнительных элемента либо непосредственно, либо опосредствованно по меньшей мере через одно регулировочное устройство для настройки линии прокатки опираются на участок станины. Таким образом, для каждой прокатной клети применяются два исполнительных элемента, при этом один исполнительный элемент может быть расположен на станине со стороны привода, и один исполнительный элемент на станине со стороны обслуживания прокатной клети.
Другой предпочтительный вариант осуществления предусматривает, что прокатная клеть имеет по меньшей мере один расположенный на станине датчик колебаний для регистрации колебаний прокатной клети. Датчик колебаний может быть предназначен для регистрации колебаний в вертикальном направлении. С помощью датчика колебаний могут, в частности, регистрироваться дребезжащие колебания 3-й октавы и 5-й октавы. Прокатная клеть может также иметь два или больше датчиков колебаний. Применения двух датчиков колебаний для каждой прокатной клети достаточно, чтобы достаточно точно регистрировать описанные феномены колебаний и создавать соответствующие сигналы колебаний.
Предпочтительно относительно межвалкового зазора, который выполнен между взаимодействующими рабочими валками прокатной клети, датчик колебаний расположен на участке станины, расположенном противоположно тому участку станины, на который опирается исполнительный элемент или, соответственно, установочный клин. Датчик колебаний может быть смонтирован, например, на верхней поперечине станины прокатной клети. Прокатная клеть может иметь две станины, расположенные в продольном направлении на расстоянии друг от друга, на поперечине каждой из которых расположено по одному датчику колебаний.
Предпочтительно датчик колебаний предназначен для регистрации колебаний в частотном диапазоне от примерно 0,5 Гц до примерно 2000 Гц. При этом датчиком могут регистрироваться, в частности, дребезжащие колебания 3-й октавы и 5-й октавы, а также другие колебания, ухудшающие качество проката.
Также предпочтительно, когда датчик колебаний представляет собой датчик ускорения. С помощью датчика ускорения могут, в частности, регистрироваться ускорения в вертикальном направлении.
Предлагаемая изобретением прокатная установка для прокатки, предпочтительно холодной прокатки, металлических объектов включает в себя по меньшей мере одну прокатную клеть и по меньшей мере одну систему для активного гашения колебаний в прокатной клети, при этом прокатная клеть выполнена по одному из вышеназванных вариантов осуществления или любой их комбинации. Система включает в себя по меньшей мере одно регулирующее электронное устройство, соединенной по сигнальной связи с датчиком колебаний и исполнительным элементом, с помощью которого создаваемые датчиком колебаний сигналы колебаний могут обрабатываться для создания сигналов регулирования, и которое предназначено, чтобы активировать исполнительный элемент для ввода встречных колебаний в прокатную клеть с помощью соответствующих сигналов регулирования.
С прокатной установкой соответственно связаны преимущества, названные выше в связи с прокатной клетью. Прокатная установка может также иметь две или больше соответствующих прокатных клетей, для каждой из которых предусмотрено по собственной системе для активного гашения колебаний в прокатной клети. Альтернативно для прокатных клетей может быть предусмотрена одна единственная общая система для активного гашения колебаний в прокатной клети. Прокатная установка может, в частности, представлять собой одно- или многоклетьевую установку для холодной прокатки стали или алюминия. Система может иметь систему регулирования и соединенный с ней по сигнальной связи усилитель сигналов для усиления сигналов регулирования.
Активное гашение колебаний может, таким образом, включать в себя по меньшей мере один датчик колебаний, с помощью которого могут измеряться колебания в прокатной клети, по меньшей мере один исполнительный элемент, который создает в надлежащем месте встречное колебание амортизируемой прокатной клети, а также систему регулирования, которая для гашения колебаний в интересующем месте в прокатной клети рассчитывает требуемое встречное колебание по частоте, амплитуде и фазе и подвергает первичной обработке для активирования исполнительного элемента. С точки зрения технологии регулирования уменьшение амплитуды колебаний посредством создания встречного колебания может также интерпретироваться как (управляемое) повышение гашения, поэтому речь идет об «активном гашении».
По одному из предпочтительных вариантов осуществления регулирующее электронное устройство предназначено для онлайнового контроля колебаний прокатной клети, для онлайновой визуализации уровней колебаний прокатной клети, для автоматического разгона по меньшей мере до одной скорости прокатки с низкими колебаниями и/или для автоматического снижения мгновенной скорости прокатки в зависимости от мгновенно регистрируемых колебаний в прокатной клети. Контроль и визуализация колебаний в прокатной клети делает возможным оптический контроль и при необходимости вмешательство обслуживающего персонала в процесс прокатки. Автоматический разгон до надлежащих диапазонов скорости прокатки с низкими колебаниями служит для улучшения результата прокатки или, соответственно, качества продукта. Автоматическое снижение мгновенной скорости прокатки в зависимости от мгновенно регистрируемых колебаний прокатной клети (функциональная возможность Auto-Slow-Down, англ. автоматическое замедление) служит, в частности, для предотвращения трещин на полосе при возникновении дребезжащих колебаний 3-й октавы. В целом регулирующее электронное устройство может также состоять из нескольких отдельных модулей, которые компонуются индивидуально для данной установки.
По другому предпочтительному варианту осуществления регулирующее электронное устройство предназначено для определения частот, амплитуд и/или фазовых характеристик создаваемых встречных колебаний. Регулирующее электронное устройство может обрабатывать сигналы колебаний датчика колебаний или, соответственно, датчиков колебаний, чтобы рассчитывать оптимальную форму сигнала, то есть частоту и амплитуду, а также фазовые характеристики одного или нескольких встречных колебаний, которые требуются для гашения соответственно ответных, нежелательных колебаний в прокатной клети.
Другой предпочтительный вариант осуществления предусматривает, что регулирующее электронное устройство предназначено для того, чтобы создавать сигналы регулирования с учетом режима передачи датчика колебаний, исполнительного элемента и/или прокатной клети прокатного стана. Тем самым может улучшаться целенаправленный ввод встречных колебаний в прокатную клеть.
Предпочтительно регулирующее электронное устройство предназначено для того, чтобы реагировать на изменения во времени характеристик исполнительного элемента и/или применяемого объекта регулирования. При этом регулирующее электронное устройство основывается на адаптивном регулировании, так что регулирование может автоматически адаптироваться к измененным условиям и данным, чтобы оптимизировать целенаправленный ввод встречных колебаний в прокатную клеть.
В соответствии с предлагаемым изобретением способом активного гашения колебаний в прокатной клети для прокатки, предпочтительно холодной прокатки металлических продуктов регистрируются колебания в прокатной клети и создаются противодействующие этим колебаниям встречные колебания, причем эти встречные колебания создаются посредством по меньшей мере одного исполнительного элемента, при этом встречные колебания вводятся в по меньшей мере один не устанавливаемый или устанавливаемый исключительно с помощью клиновой установки прокатной клети опорный валок для опирания рабочего валка или промежуточного валка прокатной клети, который опирается на исполнительный элемент через по меньшей мере один опорный узел, в котором он установлен на станине прокатной клети, и при этом исполнительный элемент либо непосредственно, либо опосредствованно через регулировочное устройство для настройки линии прокатки опирается на участок станины.
С этим способом соответственно связаны преимущества, названные выше в связи с прокатной клетью и прокатной установкой. В частности, для выполнения этого способа может применяться эта прокатная клеть или, соответственно, эта прокатная установка. Предпочтительные варианты осуществления прокатной клети и прокатной установки, поскольку они содержат признаки способа, представляют собой предпочтительные варианты осуществления способа, даже когда это не описано явно.
По одному из предпочтительных вариантов осуществления исполнительный элемент применяется для регистрации усилий прокатки. С этим вариантом осуществления соответственно связаны преимущества, названные выше в связи с соответствующим вариантом осуществления прокатной клети.
Далее изобретение наглядно поясняется со ссылкой на прилагаемые фигуры на одном из предпочтительных вариантов осуществления, при этом поясненные ниже признаки как каждый, взятый в отдельности, так и в различной комбинации друг с другом могут представлять собой один из аспектов изобретения. Показано:
фиг.1: схематичное изображение в перспективе одного из примеров осуществления предлагаемой изобретением прокатной установки; и
фиг.2: схематичное детальное изображение в перспективе прокатной клети прокатной установки, показанной на фиг.1.
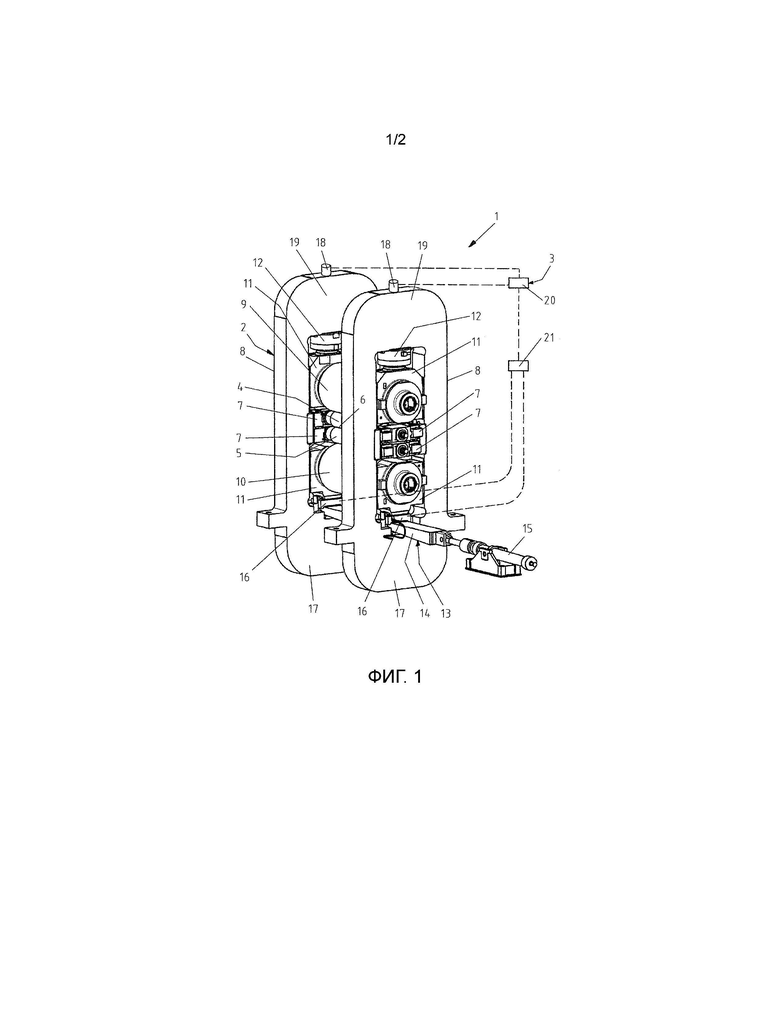
На фиг.1 показано схематичное изображение в перспективе одного из примеров осуществления предлагаемой изобретением прокатной установки 1 для прокатки, в частности холодной прокатки, металлических объектов. Прокатная установка 1 включает в себя прокатную клеть 2 и систему 3 для активного гашения колебаний в прокатной клети 2.
Прокатная клеть 2 включает в себя верхний рабочий валок 4 и взаимодействующий с ним нижний рабочий валок 5, между которыми образован межвалковый зазор 6. Каждый из рабочих валков 4 и 5 установлен каждым концом в одном опорном узле 7 на каждой станине 8 прокатной клети 2. Кроме того, прокатная клеть 2 включает в себя верхний опорный валок 9 для опоры верхнего рабочего валка 4, и нижний опорный валок 10 для опоры нижнего рабочего валка 5. Каждый из опорных валков 9 и 10 установлен каждым концом в одном опорном узле на каждой станине 8 прокатной клети 2. Прокатная клеть 2 включает в себя, кроме того, два расположенных каждый на одной станине 8 установочных узла 12 для установки высоты межвалкового зазора 6. Установочные узлы 12 служат к тому же для создания соответствующих усилий прокатки. Далее, прокатная клеть 2 включает в себя расположенную на станинах 8 клиновую установку 13, имеющую установочный клин 14 и приводящее в действие установочный клин 14 исполнительное устройство 15.
Прокатная клеть 2 включает в себя два исполнительных элемента 16, которые могут активироваться для активного гашения колебаний в прокатной клети 2. Кроме того, прокатная клеть 2, как указывалось выше, включает в себя регулируемым исключительно с помощью клиновой установки 13 прокатной клети 2 нижний опорный валок 10 для опирания нижнего рабочего валка 5 прокатной клети 2. Нижний опорный валок 10 опирается через опорные узлы 11 на каждый из двух исполнительных элементов 16. Исполнительные элементы 16 опираются опосредствованно через установочный клин 14 клиновой установки 13 на участок 17 каждой станины 8, при этом данный участок 17 является нижней поперечиной станины. Таким образом, исполнительными элементами 16 заменяются не показанные месдозы, традиционно находящиеся в этом месте монтажа.
Исполнительные элементы 16 выполнены каждый в виде пьезомеханического исполнительного элемента или в виде пьезогидравлического исполнительного элемента. Исполнительные элементы 16 могут быть предназначены для регистрации усилий прокатки, что позволяет обойтись без традиционных месдоз.
Прокатная клеть 2 включает в себя также два датчика 18 колебаний для регистрации колебаний прокатной клети 2, расположенных каждый на одной станине 8. Каждый датчик 18 колебаний расположен относительно межвалкового зазора 6 на участке 19 каждой станины 8, расположенном противоположно участку 17 каждой станины 8, на который опирается установочный клин 14. Участок 19 образован верхней поперечиной каждой станины 8. Каждый датчик 18 колебаний может быть предназначен для того, чтобы регистрировать колебания в частотном диапазоне от примерно 0,5 Гц до примерно 2000 Гц. Каждый датчик 18 колебаний может представлять собой датчик ускорения.
Система 3 включает в себя соединенное по сигнальной связи с датчиками 18 колебаний и исполнительными элементами 16 регулирующее электронное устройство 20, с помощью которого создаваемые датчиками 18 колебаний сигналы колебаний могут обрабатываться для создания сигналов регулирования, и причем регулирующее электронное устройство выполнено, чтобы активировать исполнительные элементы 16 для ввода встречных колебаний в прокатную клеть 2 с помощью соответствующих сигналов регулирования. Кроме того, система 3 включает в себя усилитель 21 сигналов для усиления сигналов регулирования, подаваемых к исполнительным элементам 16.
Регулирующее электронное устройство 20 может быть предназначено для онлайнового контроля колебаний прокатной клети 2, для онлайновой визуализации уровней колебаний прокатной клети 2, для автоматического разгона по меньшей мере до одной скорости прокатной клети с низкими колебаниями и/или для автоматического снижения мгновенной скорости прокатки в зависимости от мгновенно регистрируемых колебаний прокатной клети 2. Кроме того, регулирующее электронное устройство 20 может быть предназначено для определения необходимых частот, амплитуд и/или фазовых характеристик создаваемых встречных колебаний. Кроме того, регулирующее электронное устройство 20 может быть предназначено для создания сигналов регулирования с учетом режима передачи датчиков 18 колебаний, исполнительных элементов 16 и/или образованного валками 4, 5, 9 и 10 прокатного механизма прокатной клети 2. Далее, регулирующее электронное устройство 20 может быть предназначено, чтобы реагировать на изменения во времени характеристик исполнительных элементов 16 и/или применяемого объекта регулирования.
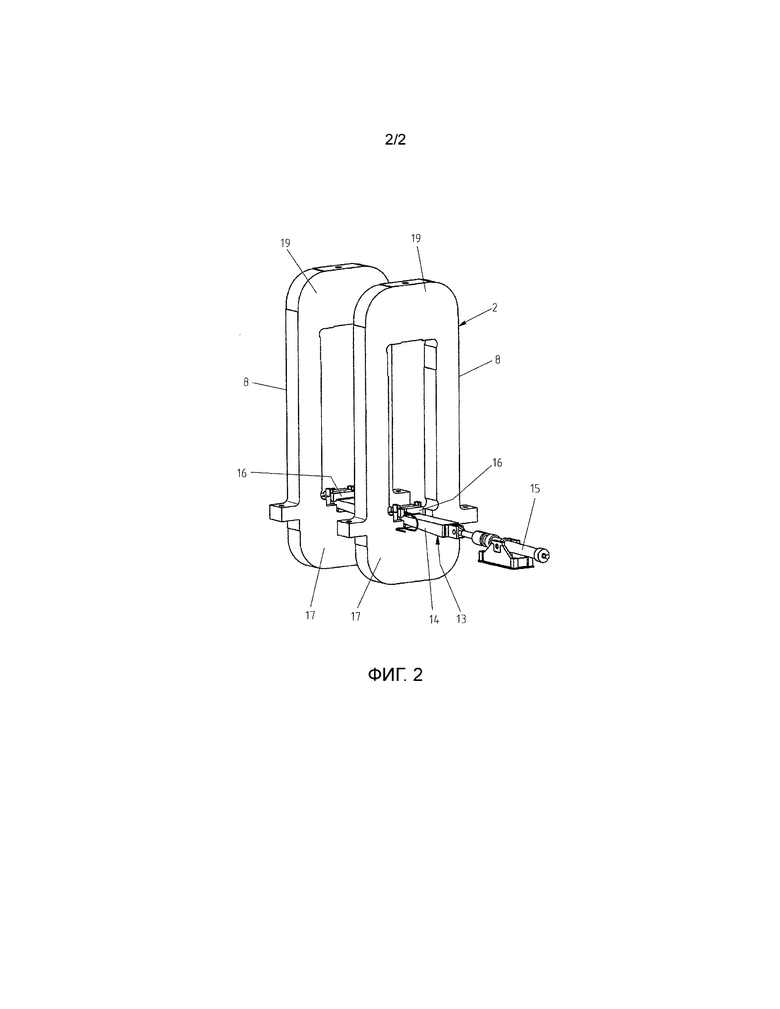
На фиг.2 показано схематичное детальное изображение в перспективе прокатной клети 2 прокатной установки, показанной на фиг.2. В частности, лучше видно расположение исполнительных элементов 16 на установочном клине 14 клиновой установки 13, который опирается на нижние участки 17 стоек 8. В остальном, во избежание повторов, ссылаемся на вышестоящее описание к фиг.1.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Прокатная установка
2 Прокатная клеть
3 Система
4 Верхний рабочий валок
5 Нижний рабочий валок
6 Межвалковый зазор
7 Опорный узел
8 Станина
9 Верхний опорный валок
10 Нижний опорный валок
11 Опорный узел
12 Установочный узел
13 Регулировочное устройство для настройки линии прокатки в исполнении в виде клиновой установки
14 Конструктивный элемент регулировочного устройства в виде установочного клина
15 Исполнительное устройство
16 Исполнительный элемент
17 Нижний участок 8
19 Датчик колебаний
19 Верхний участок 8
20 Регулирующее электронное устройство
21 Усилитель сигналов
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 2009 |
|
RU2405642C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ И ПРОКАТНАЯ КЛЕТЬ | 2010 |
|
RU2503514C2 |
| Рабочая клеть прокатного стана | 1983 |
|
SU1158260A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1993 |
|
RU2108175C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| УСТАНОВОЧНЫЙ ЦИЛИНДР ДЛЯ УСТАНОВКИ ПРОКАТНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ, В ЧАСТНОСТИ В ВЕРТИКАЛЬНЫХ ОБЖИМНЫХ КЛЕТЯХ | 2004 |
|
RU2355491C2 |
| ПРОКАТНАЯ КЛЕТЬ ЛИСТОВОГО СТАНА КВАРТО | 2009 |
|
RU2399445C1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО, ПРОКАТНАЯ КЛЕТЬ И СПОСОБ РЕГИСТРАЦИИ ВЫСОТЫ МЕЖВАЛКОВОГО ЗАЗОРА | 2012 |
|
RU2561847C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
Изобретение относится к области прокатки. Прокатная клеть имеет по меньшей мере один исполнительный элемент (16), выполненный с возможностью активации для активного гашения колебаний в прокатной клети (2), и по меньшей мере опорный валок (10) для опирания рабочего валка (5) и/или промежуточного валка прокатной клети (2). Возможность оптимального активного гашения колебаний в прокатной клети (2) при низких конструктивных издержках обеспечивается за счет того, что опорный валок (10) установлен на каждом конце посредством одного опорного узла (11) на станине (8) прокатной клети (2), опорный валок (10) опирается на исполнительный элемент (16) через по меньшей мере один опорный узел (11), при этом опорный валок (10) является регулируемым с помощью клиновой установки (13) для регулирования линии прокатки прокатной клети (2), а исполнительный элемент (16) опосредствованно через по меньшей мере один конструктивный элемент (14) клиновой установки (13) опирается на участок (17) станины (8) или опорный валок (10) является нерегулируемым, а исполнительный элемент (16) непосредственно опирается на участок (17) станины (8). 3 н. и 12 з.п. ф-лы, 2 ил.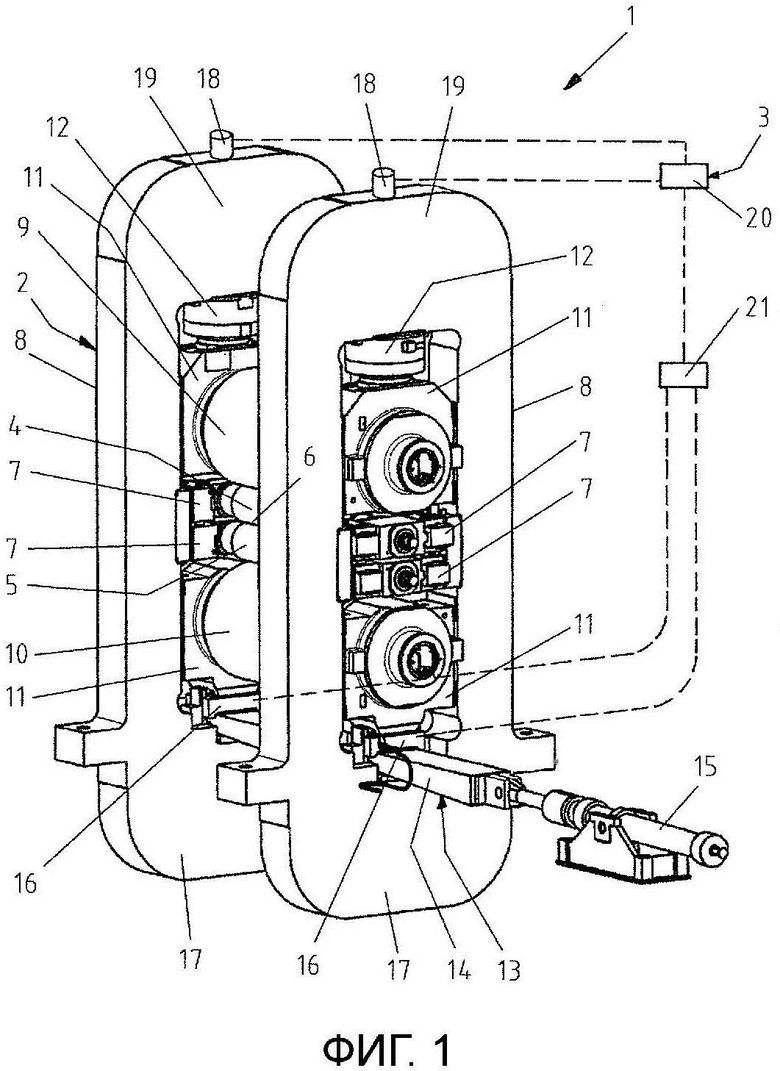
1. Прокатная клеть (2) для прокатки, в частности холодной прокатки, металлических продуктов, имеющая по меньшей мере один исполнительный элемент (16), выполненный с возможностью активации для активного гашения колебаний в прокатной клети (2), и по меньшей мере опорный валок (10) для опирания рабочего валка (5) и/или промежуточного валка прокатной клети (2), при этом опорный валок (10) установлен на каждом конце посредством одного опорного узла (11) на станине (8) прокатной клети (2), отличающаяся тем, что опорный валок (10) опирается на исполнительный элемент (16) через по меньшей мере один опорный узел (11),
при этом опорный валок (10) выполнен регулируемым с помощью клиновой установки (13) для регулирования линии прокатки прокатной клети (2), а исполнительный элемент (16) опосредствованно через по меньшей мере один конструктивный элемент (14) клиновой установки (13) опирается на участок (17) станины (8), или
опорный валок (10) выполнен нерегулируемым, а исполнительный элемент (16) непосредственно опирается на участок (17) станины (8).
2. Прокатная клеть (2) по п.1, отличающаяся тем, что исполнительный элемент (16) представляет собой пьезомеханический исполнительный элемент или пьезогидравлический исполнительный элемент.
3. Прокатная клеть (2) по п.1 или 2, отличающаяся тем, что исполнительный элемент (16) выполнен с возможностью регистрации усилий прокатки.
4. Прокатная клеть (2) по любому из пп.1-3, отличающаяся тем, что она содержит по меньшей мере два соответствующих исполнительных элемента (16), при этом каждый из опорных узлов (11) опорного валка (10) соответственно опирается на один исполнительный элемент (16), и оба исполнительных элемента (16) либо каждый непосредственно либо опосредствованно через по меньшей мере один установочный клин (14) клиновой установки (13), опираются на участок (17) станины (8).
5. Прокатная клеть (2) по любому из пп.1-4, отличающаяся тем, что на станине (8) установлен по меньшей мере один датчик (18) колебаний для регистрации колебаний прокатной клети (2).
6. Прокатная клеть (2) по п.5, отличающаяся тем, что датчик (18) колебаний расположен относительно межвалкового зазора (6), который образован между взаимодействующими рабочими валками (9, 10) прокатной клети (2), на участке (19) станины (8), расположенном противоположно участку (17) станины (8), на который опирается исполнительный элемент (16) или, соответственно, конструктивный элемент клиновой установки (13).
7. Прокатная клеть (2) по п.5 или 6, отличающаяся тем, что датчик (18) колебаний выполнен с возможностью регистрации колебаний в частотном диапазоне от примерно 0,5 Гц до примерно 2000 Гц.
8. Прокатная клеть (2) по любому из пп.5-7, отличающаяся тем, что датчик (18) колебаний представляет собой датчик ускорения.
9. Прокатная установка (1) для прокатки, предпочтительно холодной прокатки, металлических продуктов, имеющая по меньшей мере одну прокатную клеть (2) и по меньшей мере одну систему (3) для активного гашения колебаний в прокатной клети (2), отличающаяся тем, что прокатная клеть (2) выполнена по любому из пп. 5-8, при этом система (3) для активного гашения колебаний в прокатной клети (2) имеет по меньшей мере одно регулирующее электронное устройство (20), соединенное по сигнальной связи с датчиком (18) колебаний и исполнительным элементом (16), причем система (3) для активного гашения колебаний в прокатной клети (2) обрабатывает сигналы колебаний от датчика (18) колебаний для создания сигналов регулирования, причем регулирующее электронное устройство (20) выполнено для активирования исполнительного элемента (16) для ввода встречных колебаний в прокатную клеть (2) с помощью соответствующих сигналов регулирования.
10. Прокатная установка (1) по п.9, отличающаяся тем, что регулирующее электронное устройство (20) выполнено модульным с возможностью онлайнового контроля колебаний прокатной клети (2), онлайновой визуализации уровней колебаний прокатной клети (2), автоматического разгона по меньшей мере до одной скорости прокатки с низкими колебаниями и/или автоматического снижения мгновенной скорости прокатки в зависимости от мгновенно регистрируемых колебаний в прокатной клети (2).
11. Прокатная установка (1) по п.9 или 10, отличающаяся тем, что регулирующее электронное устройство (20) выполнено с возможностью определения частот, амплитуд и/или фазовых характеристик создаваемых встречных колебаний.
12. Прокатная установка (1) по любому из пп.9-11, отличающаяся тем, что регулирующее электронное устройство (20) выполнено с возможностью формирования сигналов регулирования с учетом режима передачи датчика (18) колебаний, исполнительного элемента (16) и/или прокатного механизма прокатной клети (2).
13. Прокатная установка (1) по любому из пп.9-12, отличающаяся тем, что регулирующее электронное устройство (20) выполнено с возможностью реагирования на изменения во времени характеристик исполнительного элемента (16) и/или применяемого объекта регулирования.
14. Способ активного гашения колебаний в прокатной клети (2) для прокатки, предпочтительно холодной прокатки, металлических продуктов, при котором регистрируют колебания в прокатной клети (2) и создают противодействующие им встречные колебания, причем встречные колебания создают посредством по меньшей мере одного исполнительного элемента (16), отличающийся тем, что встречные колебания вводят в опорный валок (10), предназначенный для опирания рабочего валка (5) или промежуточного валка прокатной клети (2),
причем опорный валок (10) опирается на исполнительный элемент (16) через по меньшей мере один опорный узел (11), в котором он установлен на станине (8) прокатной клети (2),
причем опорный валок (10) является регулируемым с помощью клиновой установки (13) для регулирования линии прокатки прокатной клети (2), а исполнительный элемент (16) опосредствованно через по меньшей мере один конструктивный элемент (14) клиновой установки (13) опирается на участок (17) станины (8), или
опорный валок (10) является нерегулируемым, а исполнительный элемент (16) непосредственно опирается на участок (17) станины (8).
15. Способ по п.14, отличающийся тем, что исполнительный элемент (16) используют для регистрации усилий прокатки.
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ РАСПЛАВА НИЗКОЧАСТОТНЫМИ КОЛЕБАНИЯМИ | 1986 |
|
SU1457274A1 |
| Рабочая клеть прокатного стана | 1983 |
|
SU1158260A1 |
| Устройство для установки межвалковогозАзОРА B пРОКАТНОй КлЕТи | 1979 |
|
SU820952A1 |
| Способ шлифования рабочих поверхностей шлицев на валах и протяжках | 1954 |
|
SU100346A1 |

