Область техники, к которой относится изобретение
Настоящее изобретение относится к валковому правильному устройству для выпрямления деформаций или сгибов стальной пластины, которая прокатывается по прокатному стану.
Уровень техники
Обычно для выпрямления стальной пластины, перемещающейся по прокатному стану, широко используются валковые правильные устройства. Известно такое валковое правильное устройство, которое посредством изменения шага правильных валков, которые используются для выпрямления стальной пластины, допускает выпрямление как толстой стальной пластины, так и тонкой стальной пластины, у которых толщины отличаются друг от друга (см., например, патентную литературу 1 и 2).
Валковое правильное устройство, описанное в патентной литературе 1 и 2, снабжено шестью верхними правильными валками, которые расположены с постоянным шагом на верхней стороне линии прокатки, по которой проходит стальная пластина, и семью нижними правильными валками, которые расположены на нижней стороне линии прокатки с таким же шагом, как верхние правильные валки. Верхние правильные валки и нижние правильные валки в валковом правильном устройстве расположены зигзагообразно так, чтобы помещать между собой линию прокатки, а шаг между верхними правильными валками и нижними правильными валками в направлении перемещения стальной пластины задается так, чтобы быть равным половине шага верхних правильных валков. Более того, валковое правильное устройство снабжено отводным механизмом, посредством которого три верхних правильных валка, расположенных рядом с каждым из остальных шести верхних правильных валков, перемещаются вверх, чтобы быть отведенными от линии прокатки, и отводным механизмом, посредством которого три нижних правильных валка, расположенных рядом с каждым из остальных семи нижних правильных валков, перемещаются вниз, чтобы быть отведенными от линии прокатки, а также перемещающим механизмом, посредством которого семь нижних правильных валков перемещаются к стороне входа или стороне выхода в направлении перемещения стальной пластины.
В описанном выше валковом правильном устройстве шаг правильных валков, которые используются для выпрямления стальной пластины, изменяется, как описано ниже. Другими словами, в валковом правильном устройстве, сначала три из шести верхних правильных валков перемещаются вверх, когда отводятся от линии прокатки, а три из семи нижних правильных валков перемещаются вниз, когда отводятся от линии прокатки отводным механизмом. В таком состоянии шаг в направлении перемещения между верхними правильными валками и нижними правильными валками, которые не отводятся, становится неравномерным, а стальная пластина не может быть удовлетворительно выпрямлена. Следовательно, после отвода в валковом правильном устройстве семь нижних правильных валков перемещаются перемещающим механизмом в направлении перемещения стальной пластины наполовину шага верхних правильных валков. Таким образом, шаг в направлении перемещения между верхними правильными валками и нижними правильными валками, которые не являются отведенными, задается так, чтобы быть одинаковым.
Для отвода правильных валков от линии прокатки известен отводной механизм, который снабжен клином в неподвижном сегменте (клином неподвижного сегмента), который закреплен на верхней поверхности удерживающего элемента, который с возможностью вращения удерживает множество поддерживающих роликов, которые предусмотрены в осевом направлении правильного валка, и клином в подвижном сегменте (клином подвижного сегмента), с которым соединяется цилиндр (см, например, патентную литературу 3). В этом отводном механизме клин неподвижного сегмента и клин подвижного сегмента образованы в форме прямоугольного треугольника, если смотреть в направлении перемещения стальной пластины, а их диагональные поверхности примыкают друг другу. Более того, когда клин подвижного сегмента перемещается в осевом направлении правильного валка, некоторые из верхних правильных валков и нижних правильных валков перемещаются в сторону линии прокатки и отводятся от линии прокатки.
Патентная литература
[Патентная литература 1] Патент Японии № Hei 5-57350,
[Патентная литература 2] Патент Японии № Sho 62-203616,
[Патентная литература 3] Патент США № 5412968
Раскрытие изобретения
Техническая задача
В валковом правильном устройстве, описанном в патентной литературе 1 и 2, когда шаг правильных валков, использующихся для выпрямления стальной пластины, должен быть изменен, нижние правильные валки должны быть передвинуты перемещающим механизмом для того, чтобы задать одинаковый шаг в направлении перемещения между верхними правильными валками и нижними правильными валками, которые не отводятся. Другими словами, в этом валковом правильном устройстве, когда должен быть изменен шаг правильных валков, использующихся для выпрямления стальной пластины, требуется перемещающий механизм для установки одинакового шага в направлении перемещения между верхними правильными валками и нижними правильными валками, которые не отводятся. Следовательно, в этом валковом правильном устройстве конструкция устройства является сложной.
В связи с недостатками, описанными выше, задачей настоящего изобретения является создание валкового правильного устройства, в котором даже в случае когда количество правильных валков является относительно небольшим, когда шаг правильных валков, использующихся для выпрямления стальной пластины, изменяется, шаг правильных валков, расположенных зигзагообразно, в направлении перемещения стальной пластины способен быть по существу одинаковым при относительно простой конструкции.
Решение задачи
Для того чтобы решить вышеупомянутую задачу, предложено валковое правильное устройство, в котором стальная пластина выпрямляется при перемещениях, содержащее первую валковую группу, которая снабжена «n» числом первых правильных валков («n» является целым числом равным 4 или большим), которые расположены с заданным первым шагом в направлении перемещения стальной пластины, вторую валковую группу, которая снабжена «n+1» числом вторых правильных валков, которые расположены с первым шагом в направлении перемещения стальной пластины и расположены зигзагообразно относительно первых правильных валков, и которая расположена так, чтобы быть обращенной к первой валковой группе через линию прокатки, где проходит стальная пластина, первый отводной механизм, который отводит некоторые первые правильные валки от линии прокатки для изменения количества первых правильных валков, которые используются для выпрямления стальной пластины, и второй отводной механизм, который отводит некоторые вторые правильные валки от линии прокатки для изменения количества вторых правильных валков, которые используются для выпрямления стальной пластины. Вторая валковая группа снабжена по меньшей мере третьим правильным валком, который расположен по меньшей мере на одной из стороны входа и стороны выхода в направлении перемещения стальной пластины и который расположен с первым шагом или с шагом, равным «m» первым шагам («m» является целым равным 2 или более), относительно второго правильного валка в направлении перемещения стальной пластины.
В настоящем изобретении, например, третий правильный валок расположен и на стороне входа, и на стороне выхода в направлении перемещения стальной пластины. Более того, в этом случае, например, по одному третьему правильному валку расположено и на стороне входа, и на стороне выхода в направлении перемещения стальной пластины.
В валковом правильном устройстве в настоящем изобретении вторая валковая группа снабжена по меньшей мере третьим правильным валком, который расположен по меньшей мере на одной из стороны входа и стороны выхода в направлении перемещения стальной пластины (в дальнейшем «направлении перемещения») и который расположен с первым шагом или с шагом, равным «m» первым шагам, относительно второго правильного валка в направлении перемещения. Следовательно, в настоящем изобретении даже когда количество правильных валков является относительно небольшим, шаг в направлении перемещения первых правильных валков, второго правильного валка и третьего правильного валка, которые не отводятся и расположены зигзагообразно, может стать по существу одинаковым посредством использования третьего правильного валка и посредством отвода лишь заданного количества первых правильных валков и заданного количества вторых правильных валков.
Например, в случае когда первая валковая группа снабжена четырьмя первыми правильными валками, вторая группа снабжена пятью вторыми правильными валками, и один третий правильный валок расположен и на стороне входа, и на стороне выхода в направлении перемещения с первым шагом относительно второго правильного валка, может быть предусмотрена такая конструкция, что два первых правильных валка, которые являются вторым и третьим со стороны входа в направлении перемещения, отводятся, а также отводятся четыре вторых правильных валка, за исключением третьего со стороны выхода в направлении перемещения. В этом случае шаг в направлении перемещения между третьим правильным валком, который расположен на стороне входа, и первым правильным валком, который является первым со стороны входа, шаг в направлении перемещения между первым правильным валком, который является первым со стороны входа, вторым правильным валком, который является третьим со стороны входа, шаг в направлении перемещения между вторым правильным валком, который является третьим со стороны входа, и первым правильным валком, который является четвертым со стороны входа, и шаг в направлении перемещения между первым правильным валком, который является четвертым со стороны входа, и третьим правильным валком, который расположен на стороне выхода, могут быть по существу равными друг другу.
Как описано выше в настоящем изобретении, даже в случае когда не предусмотрен перемещающий механизм для перемещения первой валковой группы или второй валковой группы в направлении перемещения, когда шаг правильных роликов, использующихся для выпрямления стальной пластины, изменяется, шаг в направлении перемещения правильных валков, которые расположены зигзагообразно, может стать по существу одинаковым посредством использования третьего правильного валка и посредством отвода лишь заданного количества первых правильных валков и заданного количества вторых правильных валков. Следовательно, в настоящем изобретении не требуется механизма для перемещения первой валковой группы или второй валковой группы в направлении перемещения. В результате в настоящем изобретении даже в случае когда количество правильных валков является относительно небольшим, когда шаг правильных валков, использующихся для выпрямления стальной пластины, изменяется, шаг в направлении перемещения правильных валков, расположенных зигзагообразно, может стать по существу одинаковым при относительно простой конструкции.
В настоящем изобретении предпочтительно, если первая валковая группа снабжена «4+3k» числом первых правильных валков («k» является целым числом от нуля и выше), вторая валковая группа снабжена «5+3k» числом вторых правильных валков, третий правильный валок расположен с первым шагом относительно второго правильного валка в направлении перемещения стальной пластины, первый отводной механизм отводит два смежных первых правильных валка от линии прокатки для изменения шага первых правильных валков, которые используются для выпрямления стальной пластины, а второй отводной механизм отводит два смежных вторых правильных валка от линии прокатки для изменения шага вторых правильных валков, которые используются для выпрямления стальной пластины. Согласно такой конструкции третьи правильные валки, которые соответственно расположены на стороне входа и стороне выхода в направлении перемещения, имеют функцию выпрямления стальной пластины. Следовательно, когда стальная пластина выпрямляется первыми правильными валками и вторыми правильными валками, которые расположены с шагом, составляющим три первых шага, может быть фактически задействован третий правильный валок.
В настоящем изобретении предпочтительно, чтобы валковое правильное устройство обеспечивалось первым удерживающим валком и вторым удерживающим валком для удерживания стальной пластины на линии прокатки по меньшей мере на стороне входа и стороне выхода относительно первой валковой группы в направлении перемещения стальной пластины, при этом чтобы первый удерживающий валок и второй удерживающий валок располагались в смещенном состоянии относительно друг друга в направлении перемещения стальной пластины. Согласно такой конструкции первый удерживающий валок и второй удерживающий валок могут быть надлежащим образом использованы согласно шагу правильных валков, которые используются для выпрямления стальной пластины. Следовательно, даже когда шаг правильных валков, использующихся для выпрямления стальной пластины, изменяется, стальная пластина может удовлетворительно удерживаться на линии прокатки.
В настоящем изобретении предпочтительно, если валковое правильное устройство обеспечивается первым удерживающим элементом, который с возможностью вращения удерживает первый удерживающий валок, вторым удерживающим элементом, который с возможностью вращения удерживает второй удерживающий валок, первым перемещающим механизмом, посредством которого первый удерживающий валок перемещается к линии прокатки и отводится от линии прокатки, и вторым перемещающим механизмом, посредством которого второй удерживающий валок перемещается к линии прокатки и отводится от линии прокатки. Кроме того, второй удерживающий элемент с возможностью поворота соединяется с первым удерживающим элементом, а второй перемещающий механизм прикрепляется к первому удерживающему элементу для поворота второго удерживающего элемента. Согласно этой конструкции другой отдельный элемент для прикрепления второго удерживающего элемента и второго перемещающего механизма не требуется. Следовательно, конструкция валкового правильного устройства допускает упрощение.
Преимущества изобретения
Как описано выше, в валковом правильном устройстве настоящего изобретения, даже когда количество правильных валков является относительно небольшим, когда шаг правильных валков, использующихся для выпрямления стальной пластины, изменяется, шаг в направлении перемещения правильных валков, которые расположены зигзагообразно, может стать по существу одинаковым при относительно простой конструкции.
Краткое описание чертежей
Фиг.1 - пояснительный вид сбоку в поперечном сечении, показывающий конструкцию основной части валкового правильного устройства в соответствии с первым вариантом осуществления настоящего изобретения.
Фиг.2 - вид поперечного сечения, показывающий конструкцию, которая разрезана по линии «Е-Е» на фиг.1.
Фиг.3 - вид поперечного сечения, показывающий состояние, в котором некоторые из верхних правильных валков и нижних правильных валков были отведены, по отношению к состоянию, показанному на фиг.1.
Фиг.4 - вид поперечного сечения, показывающий состояние, в котором некоторые из верхних правильных валков и нижних правильных валков были отведены, по отношению к состоянию, показанному на фиг.2.
Фиг.5(А) и 5(B) - виды, показывающие расположения правильных валков в соответствии с модифицированным примером первого варианта осуществления.
Фиг.6(A), 6(B) и 6(C) - виды, показывающие расположение правильных валков в соответствии с модифицированным примером первого варианта осуществления.
Фиг.7(A), 7(B) и 7(C) - виды, показывающие расположение правильных валков в соответствии с модифицированным примером первого варианта осуществления.
Фиг.8(A) и 8(B) - виды, показывающие расположение правильных валков в соответствии с модифицированным примером первого варианта осуществления.
Фиг.9(A), 9(B) и 9(C) - виды, показывающие расположение правильных валков в соответствии с модифицированным примером первого варианта осуществления.
Фиг.10 - пояснительный схематичный вид, показывающий конструкцию второго отводного механизма в соответствии с модифицированным примером первого варианта осуществления.
Фиг.11 - пояснительный схематичный вид, показывающий конструкцию второго отводного механизма в соответствии с модифицированным примером первого варианта осуществления.
Фиг.12 - пояснительный вид сбоку в поперечном сечении, показывающий конструкцию основной части валкового правильного устройства в соответствии со вторым вариантом осуществления настоящего изобретения.
Фиг.13 - вид поперечного сечения, показывающий конструкцию, которая разрезана по линии «F-F» на фиг.12.
Фиг.14 - вид поперечного сечения, показывающий состояние, в котором некоторые из верхних правильных валков и нижних правильных валков были отведены, по отношению к состоянию, показанному на фиг.12.
Фиг.15 - вид поперечного сечения, показывающий состояние, в котором некоторые из верхних правильных валков и нижних правильных валков были отведены, по отношению к состоянию, показанному на фиг.13.
Описание вариантов осуществления изобретения
Варианты осуществления настоящего изобретения будут описаны ниже со ссылкой на прилагаемые чертежи.
[Первый вариант осуществления]
(Схематичная конструкция валкового правильного устройства)
Фиг.1 представляет собой пояснительный вид сбоку в поперечном сечении, показывающий конструкцию основной части валкового правильного устройства 1 в соответствии с первым вариантом осуществления настоящего изобретения. Фиг.2 представляет собой вид поперечного сечения, показывающий конструкцию, которая разрезана по линии «E-E» на фиг.1. Фиг.3 представляет собой вид поперечного сечения, показывающий состояние, в котором верхние правильные валки 5 и 6, а также нижние правильные валки 9, 10, 12 и 13 были отведены, по отношению к состоянию, показанному на фиг.1. Фиг.4 представляет собой вид поперечного сечения, показывающий состояние, в котором верхние правильные валки 5, а также нижние правильные валки 10 были отведены, по отношению к состоянию, показанному на фиг.2.
Валковое правильное устройство 1 в первом варианте осуществления является устройством, в котором стальная пластина (не показана), образованная в форме пластины или в форме полосы, выпрямляется при перемещении по прокатному стану. Валковое правильное устройство 1 сконструировано таким образом, что оно способно к выпрямлению толстой стальной пластины или тонкой стальной пластины, толщины которых отличаются друг от друга при изменении шага правильных валков, которые используются для выпрямления стальной пластины. В этом варианте осуществления стальная пластина перемещается в направлении «X1» на фиг.1. Другими словами, в этом варианте осуществления направление «X1» является направлением перемещения стальной пластины. Более того, в этом варианте осуществления сторона в направлении «Х2» является стороной входа в направлении перемещения стальной пластины, а сторона в направлении «X1» является стороной выхода в направлении перемещения стальной пластины. В настоящем варианте осуществления направление «X1» является «направлением перемещения». Более того, сторона в направлении «X2» называется «стороной входа», а сторона в направлении «X1» является «стороной выхода».
Как показано на фиг.1, валковое правильное устройство 1 снабжено верхней валковой группой 2, которая расположена на верхней стороне линии прокатки «ЛП», по которой перемещается стальная пластина, и нижней валковой группой 3, которая расположена на нижней стороне линии прокатки «ЛП». Другими словами, валковое правильное устройство 1 снабжено верхней валковой группой 2 и нижней валковой группой 3, которые расположены по направлению друг к другу вдоль линии прокатки «ЛП». Верхняя валковая группа 2 снабжена четырьмя верхними правильными валками с 4 по 7, которые расположены с шагом «Р1» в направлении перемещения. Нижняя валковая группа 3 снабжена семью нижними правильными валками с 8 по 14, которые расположены с шагом «Р1» в направлении перемещения. В этом варианте осуществления, когда верхние правильные валки с 4 по 7 и нижние правильные валки с 8 по 14 указываются совместно, они именуются «правильными валками».
Верхние правильные валки с 4 по 7 расположены в таком порядке со стороны входа к стороне выхода. Нижние правильные валки с 8 по 14 расположены в таком порядке со стороны входа к стороне выхода. Более того, верхние правильные валки с 4 по 7 и нижние правильные валки с 9 по 13 расположены таким образом, чтобы помещать между собой линию прокатки «ЛП» зигзагообразно. Другими словами, шаг «P2» между верхними правильными валками с 4 по 7 и нижними правильными валками с 9 по 13 в направлении перемещения задается таким, чтобы быть по существу равным половине шага «Р1».
В этом варианте осуществления верхние правильные валки с 4 по 7 являются первыми правильными валками, а нижние правильные валки с 9 по 13 являются вторыми правильными валками. Более того, верхняя валковая группа 2 в этом варианте осуществления является первой валковой группой, а нижняя валковая группа 3 является второй валковой группой. Кроме того, шаг «Р1» в этом варианте осуществления является заданным первым шагом. Более того, нижние правильные валки 8 и 14 являются третьими правильными валками, которые расположены на стороне входа и стороне выхода с первым шагом «Р1» в направлении перемещения относительно нижних правильных валков 9 и 13, т.е. вторых правильных валков.
Более того, валковое правильное устройство 1 снабжено поддерживающими роликами с 16 по 19 для сдерживания отклонений верхних правильных валков с 4 по 7 и поддерживающими роликами с 20 по 26 для сдерживания отклонений нижних правильных валков с 8 по 14. Кроме того, валковое правильное устройство 1 снабжено первыми удерживающими валками 30 и вторыми удерживающими валками 31 для удерживания стальной пластины на линии прокатки «ЛП» на стороне входа и стороне выхода верхней валковой группы 2, отводным механизмом 29 в качестве первого отводного механизма, который отводит верхние правильные валки 5 и 6 от линии прокатки «ЛП», и отводными механизмами 32 и 33 в качестве второго отводного механизма, который отводит нижние правильные валки 9, 10, 12 и 13 от линии прокатки «ЛП».
Поддерживающие ролики с 16 по 19 расположены в таком порядке от стороны входа к стороне выхода. Поддерживающие ролики с 16 по 19 соответственно примыкают к верхним поверхностям верхних правильных валков с 4 по 7 и имеют возможность сдерживания соответствующего отклонения верхних правильных валков с 4 по 7. Более того, как показано на фиг.2, множество поддерживающих роликов 18 расположено с заданным шагом в осевом направлении верхнего правильного валка 6. Более конкретно, множество поддерживающих роликов 18 расположено зигзагообразно в осевом направлении верхнего правильного валка 6. Аналогичным образом множество поддерживающих роликов 16, 17 и 19 расположено зигзагообразно с заданным шагом в осевом направлении верхних правильных валков 4, 5 и 7.
Поддерживающие ролики с 20 по 26 расположены в таком порядке от стороны входа к стороне выхода. Поддерживающие ролики с 20 по 26 соответственно примыкают к нижним поверхностям нижних правильных валков с 8 по 14 и имеют возможность сдерживания соответствующего отклонения нижних правильных валков с 8 по 14. Более того, как показано на фиг.2, множество поддерживающих роликов 22 расположено с заданным шагом в осевом направлении нижнего правильного валка 10. Более конкретно, множество поддерживающих роликов 22 расположено зигзагообразно в осевом направлении верхнего правильного валка 10. Аналогичным образом множество поддерживающих роликов 20, 21, 23-26 расположено зигзагообразно с заданным шагом в осевом направлении нижних правильных валков 8, 9, 11-14.
Первый удерживающий валок 30 и второй удерживающий валок 31 расположены в смещенном состоянии в направлении перемещения по отношению друг к другу. Более конкретно, на стороне входа верхней валковой группы 2 первый удерживающий валок 30 расположен на стороне входа относительно второго удерживающего валка 31, а на стороне выхода верхней валковой группы 2 первый удерживающий валок 30 расположен на стороне выхода относительно второго удерживающего валка 31.
Первый удерживающий валок 30 вращающимся образом удерживается на одной оконечной стороне первого удерживающего элемента 40, который образован в форме рычага. Первый удерживающий элемент 40 с возможностью поворота соединен с рамой корпуса валкового правильного устройства 1. Более того, другая оконечная сторона первого удерживающего элемента 40 прикрепляется к концу оконечной стороны штока цилиндра (не показан), который является первым перемещающим механизмом, а корпус цилиндра прикрепляется к раме корпуса. В этом варианте осуществления, когда цилиндр приводится в действие, первый удерживающий элемент 40 поворачивается, а первый удерживающий валок 30 перемещается к линии прокатки «ЛП» (см. сплошную линию на фиг.3), и в качестве альтернативы первый удерживающий валок 30 отводится от линии прокатки «ЛП» (см. штриховую линию с двумя точками на фиг.3). Когда выпрямление стальной пластины не выполняется, первый удерживающий валок 30 отводится от линии прокатки «ЛП», и т.д.
Второй удерживающий валок 31 с возможностью вращения удерживается на одном конце второго удерживающего элемента 41, который образован в форме рычага. Второй удерживающий элемент 41 с возможностью поворота соединяется с первым удерживающим элементом 40. Более того, другой конец второго удерживающего элемента 41 прикрепляется к концу штока цилиндра (не показан), который является вторым перемещающим механизмом, а корпус цилиндра прикрепляется к первому удерживающему элементу 40. В этом варианте осуществления цилиндр приводится в действие в состоянии, в котором первый удерживающий валок 30 отводится от линии прокатки «ЛП». Более того, когда цилиндр приводится в действие, второй удерживающий элемент 41 поворачивается, а второй удерживающий валок 31 перемещается к линии прокатки «ЛП» (см. сплошную линию на фиг.1), и в качестве альтернативы второй удерживающий валок 31 отводится от линии прокатки «ЛП» (см. пунктирную линию с двумя точками на фиг.1). Второй удерживающий валок 31, как описано ниже, отводится от линии прокатки «ЛП», когда выпрямление относительно тонкой пластины не выполняется, и т.д.
Как показано сплошной линией на фиг.3, в этом варианте осуществления, когда первый удерживающий валок 30, предусмотренный на стороне входа верхней валковой группы 2, расположен в позиции линии прокатки «ЛП», шаг «P3» между первым удерживающим валком 30 и нижним правильным валком 8 в направлении перемещения становится равным около 1,5 шагам «Р1». Аналогичным образом, когда первый удерживающий валок 30, предусмотренный на стороне выхода верхней валковой группы 2, расположен в позиции линии прокатки «ЛП», шаг «P3» между первым удерживающим валком 30 и нижним правильным валком 14 в направлении перемещения задается так, чтобы быть равным 1,5 шагам «Р1».
Более того, как показано сплошной линией на фиг.1, когда второй удерживающий валок 31, предусмотренный на стороне входа верхней валковой группы 2, расположен в позиции линии прокатки «ЛП», второй удерживающий валок 31 расположен на верхней стороне нижнего правильного валка 8. Аналогичным образом, когда второй удерживающий валок 31, предусмотренный на стороне выхода верхней валковой группы 2, расположен в позиции линии прокатки «ЛП», второй удерживающий валок 31 расположен на верхней стороне нижнего правильного валка 14.
Как показано на фиг.1 и 2, отводной механизм 29 снабжен одним клином 37 неподвижного сегмента, который прикреплен к удерживающей раме 36, которая с возможностью вращения удерживает поддерживающие ролики 17 и 18, и одним клином 39 подвижного сегмента, к которому присоединен цилиндр 38. Клин 37 неподвижного сегмента и клин 39 подвижного сегмента расположены так, что их наклонные поверхности примыкают друг к другу. В этом варианте осуществления поддерживающие ролики 16 и 19 с возможностью вращения удерживаются рамой верхней валковой тележки 34, в которой установлены верхние правильные валки с 4 по 7.
В этом варианте осуществления, когда шток цилиндра 38 выдвигается, как показано на фиг.1 и 2, поддерживающие ролики 17 и 18 перемещаются вниз, а верхние правильные валки 5 и 6 расположены в позиции линии прокатки «ЛП». С другой стороны, когда шток цилиндра 38 втягивается, как показано на фиг.3 и 4, поддерживающие ролики 17 и 18 перемещаются вверх, и верхние правильные валки 5 и 6 отводятся от линии прокатки «ЛП». Отводной механизм 29 снабжен перемещающим механизмом, например цилиндром (не показан) для перемещения опорных частей верхних правильных валков 5 и 6 в направлении вверх. Когда верхние правильные валки 5 и 6 должны быть отведены от линии прокатки «ЛП», цилиндр приводится в действие для перемещения верхних правильных валков 5 и 6 вверх.
Как показано на фиг.1 и 2, отводной механизм 32 снабжен одним клином 44 неподвижного сегмента, который прикреплен к удерживающей раме 43, которая с возможностью вращения удерживает поддерживающие ролики 21 и 22, и одним клином 46 подвижного сегмента, к которому присоединен цилиндр 45. Клин 44 неподвижного сегмента и клин 46 подвижного сегмента расположены так, что их наклонные поверхности примыкают друг к другу. В этом варианте осуществления, когда шток цилиндра 45 выдвигается, как показано на фиг.1 и 2, поддерживающие ролики 21 и 22 перемещаются вверх, а нижние правильные валки 9 и 10 расположены в позиции линии прокатки «ЛП». С другой стороны, когда шток цилиндра 45 втягивается, как показано на фиг.3 и 4, поддерживающие ролики 21 и 22 перемещаются вниз, и нижние правильные валки 9 и 10 отводятся от линии прокатки «ЛП».
Отводной механизм 33 по существу сконструирован аналогично отводному механизму 32. Другими словами, отводной механизм 33 снабжен одним клином 44 неподвижного сегмента, который прикреплен к удерживающей раме 47, с возможностью вращения удерживающей поддерживающие ролики 24 и 25, и одним клином 46 подвижного сегмента, с которым соединен цилиндр 45. Аналогично отводному механизму 32, когда шток цилиндра 45 выдвигается вперед, поддерживающие ролики 24 и 25 перемещаются вверх, а нижние правильные 12 и 13 расположены в позиции линии прокатки «ЛП». С другой стороны, когда шток цилиндра 45 втягивается, поддерживающие ролики 24 и 25 перемещаются вниз, и нижние правильные валки 12 и 13 отводятся от линии прокатки «ЛП». Поддерживающие ролики 20, 23 и 26 с возможностью вращения удерживаются рамой 35, на которой установлены нижние правильные валки с 8 по 14.
(Расположение правильных валков во время выпрямления стальной пластины)
В валковом правильном устройстве 1, сконструированном, как описано выше, шаг правильных валков, использующихся при выпрямлении относительно тонкой пластины, отличается от шага правильных валков, использующихся при выпрямлении относительно толстой пластины. Другими словами, правильные валки, которые используются при выпрямлении относительно тонкой пластины, отличаются от правильных валков, которые используются при выпрямлении относительно толстой пластины.
Когда выпрямляется относительно тонкая пластина, как показано на фиг.1, все верхние правильные валки с 4 по 7 и нижние правильные валки с 8 по 14 расположены в позиции линии прокатки «ЛП». В этом случае для выпрямления стальной пластины используются верхние правильные валки с 4 по 7 и нижние правильные валки с 9 по 13. Другими словами, в этом случае шаг верхних правильных валков с 4 по 7 и шаг нижних правильных валков с 9 по 13, использующихся для выпрямления, является равным шагу «Р1». Более того, когда должна выпрямляться относительно тонкая пластина, как показано сплошной линией на фиг.1, первые удерживающие валки 30 отводятся от линии прокатки «ЛП», а вторые удерживающие валки 31 расположены в положении линии прокатки «ЛП». В этом случае вторые удерживающие валки 31 обладают функцией удерживания стальной пластины на линии прокатки «ЛП» на стороне входа и стороне выхода верхней валковой группы 2.
С другой стороны, когда выпрямляется относительно толстая пластина, как показано на фиг.3, верхние правильные валки с 4 по 7 расположены в позиции линии прокатки «ЛП», а верхние правильные валки 5 и 6 отводятся от линии прокатки «ЛП». Более того, нижние правильные валки 8, 11 и 14 расположены в позиции линии прокатки «ЛП», а нижние правильные валки 9, 10, 12 и 13 отводятся от линии прокатки «ЛП». Другими словами, в этом случае два смежных верхних правильных валка 5 и 6, два смежных нижних правильных валка 9 и 10, а также два смежных нижних правильных валка 12 и 13 отводятся от линии прокатки «ЛП».
Более того, для выпрямления стальной пластины в этом случае используются верхние правильные валки 4 и 7, а также нижние правильные валки 8, 11 и 14. Другими словами шаг «Р4» верхних правильных валков 4 и 7, а также шаг «Р4» нижних правильных валков 8, 11 и 14, которые используются для выпрямления стальной пластины, составляет три шага «Р1». Более того, в направлении перемещения шаг «Р5» между нижним правильным валком 8 и верхним правильным валком 4, шаг «Р5» между верхним правильным валком 4 и нижним правильным валком 11, шаг «Р5» между нижним правильным валком 11 и верхним правильным валком 7, а также шаг «Р5» между верхним правильным валком 7 и нижним правильным валком 14 составляет 1,5 шага «Р1».
Более того, когда должна выпрямляться относительно толстая пластина, как показано сплошной линией на фиг.3, первые удерживающие валки 30 расположены в позиции линии прокатки «ЛП», а вторые удерживающие валки 31 отводятся от линии прокатки «ЛП». Другими словами, в этом случае первые удерживающие валки 30 обладают функцией удерживания стальной пластины на линии прокатки «ЛП» на стороне входа и стороне выхода верхней валковой группы 2.
(Принципиальные результаты первого варианта осуществления)
Как описано выше в первом варианте осуществления, нижние правильные валки с 9 по 13 расположены зигзагообразно относительно верхних правильных валков с 4 по 7, и, кроме того, нижний правильный валок 8 расположен на стороне входа нижнего правильного валка 9, а нижний правильный валок 14 расположен на стороне выхода нижнего правильного валка 13. Следовательно, в этом варианте осуществления даже в случае когда общее количество правильных валков равно одиннадцати (11), т.е. общее количество является относительно небольшим, шаг в направлении перемещения между верхними правильными валками 4 и 7, а также нижними валками 8, 11 и 14, расположенными зигзагообразно, задается по существу так, чтобы быть равным постоянному значению посредством использования нижних правильных валков 8 и 14 и посредством отвода лишь верхних правильных валков 5 и 6 и нижних правильных валков 9, 10, 12 и 13. Другими словами, в этом варианте осуществления даже если обычный перемещающий механизм для перемещения нижней валковой группы 3 в направлении перемещения не предусматривается, шаг в направлении перемещения между верхними правильными валками 4 и 7 и нижними правильными валками 8, 11 и 14, которые расположены зигзагообразно, задается так, чтобы быть равным по существу постоянному значению посредством использования нижних правильных валков 8 и 14. Следовательно, в этом варианте осуществления даже в случае когда количество правильных валков является относительно небольшим, когда шаг правильных валков, использованных для выпрямления стальной пластины, изменяется, шаг в направлении перемещения между верхними правильными валками 4 и 7 и нижними правильными валками 8, 11 и 14 задается так, чтобы быть равным по существу постоянному значению при относительно простой конструкции.
В этом варианте осуществления верхняя валковая группа 2 снабжена четырьмя верхними правильными валками с 4 по 7, а нижняя валковая группа 3 снабжена семью нижними правильными валками с 8 по 14. Следовательно, когда выпрямляется относительно толстая пластина, нижний правильный валок 8, расположенный ближе всего к стороне входа, и нижний правильный валок 14, расположенный ближе всего в стороне выхода, обладают функцией выпрямления стальной пластины. Следовательно, в этом варианте осуществления когда стальная пластина выпрямляется посредством использования верхних правильных валков 4 и 7 и нижних правильных валков 8, 11 и 14, которые расположены с шагом «Р4», который равен трем шагам «Р1», используются нижние правильные валки 8 и 14, расположенные наиболее близко к стороне входа и наиболее близко к стороне выхода.
С другой стороны, например, в случае когда верхняя валковая группа 2 снабжена пятью верхними правильными валками, а нижняя валковая группа 3 снабжена восемью нижними правильными валками, при выпрямлении стальной пластины посредством использования верхних правильных валков и нижних правильных валков, которые расположены с шагом «Р4», который равен трем шагам «Р1», нижний правильный валок, расположенный наиболее близко к стороне входа или наиболее близко в стороне выхода, не обладает функцией выпрямления стальной пластины. Другими словами, в этом случае нижний правильный валок, расположенный наиболее близко к стороне входа или наиболее близко к стороне выхода, фактически не может быть задействован. Однако в этом варианте осуществления, когда выпрямление пластин выполняется посредством использования верхних правильных валков 4 и 7 и нижних правильных валков 8, 11 и 14, которые расположены с шагом «Р4», который равен трем шагам «Р1», могут быть использованы нижние правильные валки 8 и 14, которые расположены наиболее близко к стороне входа и наиболее близко к стороне выхода. Следовательно, стальная пластина выпрямляется посредством использования верхних правильных валков 4 и 7, а также нижних правильных валков 8, 11 и 14, расположенных с шагом «Р4», который равен трем шагам «Р1», при этом конструкция валкового правильного устройства 1 является упрощенной.
В этом варианте осуществления первый удерживающий валок 30 и второй удерживающий валок 31 расположены в смещенном состоянии относительно друг друга в направлении перемещения. Следовательно, при выпрямлении относительно толстой стальной пластины стальная пластина может удерживаться на линии прокатки «ЛП» посредством использования первого удерживающего валка 30, а при выпрямлении относительно тонкой стальной пластины стальная пластина может удерживаться на линии прокатки «ЛП» посредством использования второго удерживающего валка 31. Другими словами, первый удерживающий валок 30 и второй удерживающий валок 31 могут быть использованы подходящим образом согласно шагу правильных валков, которые используются для выпрямления стальной пластины. Следовательно, в этом варианте осуществления даже когда шаг правильных валков, использующихся для выпрямления стальной пластины, изменяется, стальная пластина в достаточной мере удерживается на линии прокатки «ЛП».
В этом варианте осуществления второй удерживающий элемент 41 прикрепляется к первому удерживающему элементу 40. Более того, корпус цилиндра, у которого конец штока прикрепляется ко второму удерживающему элементу 41, также прикрепляется к первому удерживающему элементу 40. Следовательно, в этом варианте осуществления не требуется отдельного отличного элемента для прикрепления второго удерживающего элемента 41 и цилиндра. Соответственно, в этом варианте осуществления конструкция валкового правильного устройства 1 допускает упрощение.
(Модифицированные примеры с измененным количеством правильных валков)
В первом варианте осуществления верхняя валковая группа 2 снабжена четырьмя верхними правильными валками с 4 по 7, а нижняя валковая группа 3 снабжена семью нижними правильными валками с 8 по 14. Однако количество верхних правильных валков, предусмотренных в верхней валковой группе 2, не ограничено четырьмя, а количество нижних правильных валков, предусмотренных в нижней валковой группе 3, не ограничено семью.
Например, как показано на фиг.5(А) и 5(B), верхняя валковая группа 2 может быть снабжена семью верхними правильными валками с 4 по 7, а также с 51 по 53, а нижняя валковая группа 3 может быть снабжена десятью нижними правильными валками с 8 по 14, а также с 61 по 63. В этом случае верхние правильные валки с 4 по 7, а также с 51 по 53 и нижние правильные валки с 9 по 13, а также с 61 по 63 расположены зигзагообразно, с тем чтобы помещать между собой линию прокатки «ЛП».
Более того, в этом случае при выпрямлении относительно тонкой стальной пластины, как показано на фиг.5 (А), используются верхние правильные валки с 4 по 7 и с 51 по 53, а также нижние правильные валки с 9 по 13 и с 61 по 63. Более того, при выпрямлении относительно толстой стальной пластины, как показано на фиг.5(B), верхние правильные валки 5, 6, 51 и 52 отводятся от линии прокатки «ЛП», и нижние правильные валки 9, 10, 12, 13, 62 и 63 отводятся от линии прокатки «ЛП», а верхние правильные валки 4, 7 и 53, а также нижние правильные валки 8, 11, 61 и 14 используются для выпрямления стальной пластины.
Более того, например, как показано на фиг.6(A), 6(B) и 6(C), верхняя валковая группа 2 может быть снабжена восемью верхними правильными валками с 4 по 7 и с 51 по 54, а нижняя валковая группа 3 может быть снабжена одиннадцатью нижними правильными валками с 8 по 14 и с 61 по 64. В этом случае верхние правильные валки с 4 по 7 и с 51 по 54, а также нижние правильные валки с 9 по 13 и с 61 по 64 расположены зигзагообразно, с тем чтобы помещать между собой линию прокатки «ЛП».
Более того, в этом случае при выпрямлении относительно тонкой стальной пластины, как показано на фиг.6 (А), для выпрямления стальной пластины используются верхние правильные валки с 4 по 7 и с 51 по 54, а также нижние правильные валки с 9 по 13 и с 61 по 64. Более того, при выпрямлении относительно толстой стальной пластины, как показано на фиг.6(B), верхние правильные валки 5, 6, 51, 52 и 54 отводятся от линии прокатки «ЛП», и нижние правильные валки 9, 10, 12, 13, 62 и 63 отводятся от линии прокатки «ЛП», а верхние правильные валки 4, 7 и 53, а также нижние правильные валки 8, 11, 61 и 64 используются для выпрямления стальной пластины. Более того, при выпрямлении более толстой стальной пластины, как показано на фиг.6(C), верхние правильные валки 4, 6, 7, 51, 52 и 54 отводятся от линии прокатки «ЛП», и нижние правильные валки c 9 по 12 и с 61 по 64 отводятся от линии прокатки «ЛП», а верхние правильные валки 5 и 53, а также нижние правильные валки 8, 13 и 14 используются для выпрямления стальной пластины.
Кроме того, например, как показано на фиг.7(A), 7(B) и 7(C), верхняя валковая группа 2 может быть снабжена десятью верхними правильными валками с 4 по 7 и с 51 по 56, а нижняя валковая группа 3 может быть снабжена тринадцатью нижними правильными валками с 8 по 14 и с 61 по 66. В этом случае верхние правильные валки с 4 по 7 и с 51 по 56, а также нижние правильные валки с 9 по 13 и с 61 по 66 расположены зигзагообразно, с тем чтобы помещать между собой линию прокатки «ЛП».
Более того, в этом случае при выпрямлении относительно тонкой стальной пластины, как показано на фиг.7 (А), используются верхние правильные валки с 4 по 7 и с 51 по 56, а также нижние правильные валки с 9 по 13 и с 61 по 66. Более того, при выпрямлении относительно толстой стальной пластины, как показано на фиг.7(B), верхние правильные валки 5, 6, 51, 52, 54 и 55 отводятся от линии прокатки «ЛП», и нижние правильные валки 9, 10, 12, 13, 62, 63, 65 и 66 отводятся от линии прокатки «ЛП», а верхние правильные валки 4, 7, 53 и 56 и нижние правильные валки 8, 11, 61, 64 и 14 используются для выпрямления стальной пластины. Более того, при выпрямлении более толстой стальной пластины, как показано на фиг.7(C), верхние правильные валки 4, 6, 7, 51, 52 и с 54 по 56 отводятся от линии прокатки «ЛП», и нижние правильные валки c 9 по 12, с 61 по 64 и 66 отводятся от линии прокатки «ЛП», а верхние правильные валки 5 и 53 и нижние правильные валки 8, 13 и 65 используются для выпрямления стальной пластины.
В этих вариантах осуществления, как показано на фиг.1, фиг.5(A), фиг.5(B), фиг.7(A), фиг.7(B) и фиг.7(C), в случае когда количество верхних правильных валков верхней валковой группы 2 равно «4+3k» («k» является целым от 0 (нуля) и выше), и также в случае когда количество нижних правильных валков нижней валковой группы 3, которые расположены зигзагообразно относительно верхних правильных валков, равно «5+3k», когда два смежных верхних правильных валка и два смежных нижних правильных валка отводятся, как показано на фиг.3, 5(B) и 7(B), для выпрямления стальной пластины используются нижний правильный валок 8 в качестве третьего правильного валка, который расположен наиболее близко к стороне входа, и нижний правильный валок 14 в качестве третьего правильного валка, который расположен наиболее близко к стороне выхода. В этих вариантах осуществления, когда правильные валки расположены, как показано на фиг.6(B), и/или когда правильные валки расположены, как показано на фиг.7(С), нижний правильный валок 14 не используется для выпрямления стальной пластины, и, таким образом, нижний правильный валок 14 может быть оттянут от линии прокатки «ЛП».
(Модифицированные примеры расположения третьего правильного валка)
В первом варианте осуществления нижние правильные валки 8 и 14 в качестве третьего правильного валка соответственно расположены на стороне входа и стороне выхода нижних правильных валков с 9 по 13, которые являются вторыми правильными валками и расположены зигзагообразно относительно верхних правильных валков с 4 по 7. Однако нижний правильный валок в качестве третьего правильного валка может быть расположен лишь либо на стороне входа, либо на стороне выхода нижних правильных валков, которые являются вторыми правильными валками. Например, как показано на фиг.8(A) и 8(B), нижний правильный валок 8 в качестве третьего правильного валка может быть расположен только на стороне входа нижних правильных валков с 9 по 13 и 61, которые расположены зигзагообразно относительно верхних правильных валков с 4 по 7 и 51.
В этом случае при выпрямлении относительно тонкой стальной пластины, как показано на фиг.8 (А), используются верхние правильные валки с 4 по 7 и 51, а также нижние правильные валки с 9 по 13 и 61. Более того, при выпрямлении относительно толстой стальной пластины, как показано на фиг.8(B), верхние правильные валки 5, 6 и 51 отводятся от линии прокатки «ЛП», и нижние правильные валки 9, 10, 12 и 13 отводятся от линии прокатки «ЛП», а верхние правильные валки 4 и 7, а также нижние правильные валки 8, 11 и 61 используются для выпрямления стальной пластины.
В первом варианте осуществления нижние правильные валки 8 и 14 в качестве третьих правильных валков расположены на стороне входа и стороне выхода нижних правильных валков с 9 по 13, которые являются вторыми правильными валками и расположены зигзагообразно относительно верхних правильных валков с 4 по 7. Однако два или более нижних правильных валка в качестве третьего правильного валка могут быть расположены и на стороне входа, и на стороне выхода нижних правильных валков, являющихся вторыми правильными валками. Например, как показано на фиг.9(A), 9(B) и 9(C), два нижних правильных валка 68 и 8 в качестве третьего правильного валка могут быть расположены на стороне входа нижних правильных валков с 9 по 13, 61 и 62, которые расположены зигзагообразно относительно верхних правильных валков с 4 по 7, 51 и 52, и два нижних правильных валка 14 и 69 в качестве третьего правильного валка могут быть расположены на стороне выхода нижних правильных валков с 9 по 13, 61 и 62.
В этом случае при выпрямлении относительно тонкой стальной пластины, как показано на фиг.9(А), используются верхние правильные валки с 4 по 7, 51 и 52, а также нижние правильные валки с 9 по 13, 61 и 62. Более того, при выпрямлении относительно толстой стальной пластины, как показано на фиг.9(B), верхние правильные валки 5, 6, 51 и 52 отводятся от линии прокатки «ЛП», и нижние правильные валки 9, 10, 12, 13 и 62 отводятся от линии прокатки «ЛП», а верхние правильные валки 4 и 7 и нижние правильные валки 8, 11 и 61 используются для выпрямления стальной пластины. Более того, при выпрямлении более толстой стальной пластины, как показано на фиг.9(С), верхние правильные валки с 5 по 7 и 51 отводятся от линии прокатки «ЛП», и нижние правильные валки с 8 по 11, 13, 61, 62 и 14 отводятся от линии прокатки «ЛП», а верхние правильные валки 4 и 52 и нижние правильные валки 68, 12 и 69 используются для выпрямления стальной пластины.
В расположении правильных валков, показанных на фиг.9(A), 9(B) и 9(C), не может быть предусмотрено нижних правильных валков 8 и 14. Другими словами, нижний правильный валок 68 в качестве третьего правильного валка может быть расположен с шагом, равным двум шагам «Р1», относительно нижнего правильного валка 9 в качестве второго правильного валка, расположенного наиболее близко к стороне входа, а нижний правильный валок 69 в качестве третьего правильного валка может быть расположен с шагом, равным двум шагам «Р1», относительно нижнего правильного валка 62 в качестве второго правильного валка, расположенного наиболее близко к стороне выхода. Также в этом случае получают результаты, подобные результатам вышеупомянутых вариантов осуществления. Другими словами, также в этом случае, как показано на фиг.9(С), когда отводятся верхние правильные валки с 5 по 7 и 51 и нижние правильные валки с 9 по 11, 13, 61 и 62, шаг в направлении перемещения между верхними правильными валками 4 и 52 и нижними правильными валками 68, 12 и 69, которые расположены зигзагообразно, способен иметь по существу постоянное значение посредством использования нижних правильных валков 68 и 69.
Аналогичным образом может быть предусмотрена такая конструкция, что один из третьих правильных валков расположен с шагом, равным трем шагам «Р1», относительно второго правильного валка, который расположен наиболее близко к стороне входа, а другой из третьих валков расположен с шагом, равным трем шагам «Р1», относительно второго правильного валка, который расположен наиболее близко к стороне выхода. Другими словами, может быть предусмотрена такая конструкция, в которой один из третьих правильных валков расположен с шагом, равным «m» шагам от шага «Р1» («m» является целым числом равным 2 или больше), по отношению ко второму правильному валку, который расположен наиболее близко к стороне входа, и другой из третьих правильных валков расположен с шагом, равным «m» шагам от шага «Р1», по отношению ко второму правильному валку, который расположен наиболее близко к стороне выхода,
(Другие модифицированные примеры)
В первом варианте осуществления верхняя валковая группа 2 снабжена четырьмя верхними правильными валками с 4 по 7, а нижняя валковая группа 3 снабжена семью нижними правильными валками с 8 по 14. Однако можно предусмотреть такую конструкцию, в которой верхняя валковая группа 2 обеспечивается семью верхними правильными валками, а нижняя валковая группа 3 обеспечивается четырьмя нижними правильными валками.
В первом варианте осуществления отводные механизмы 32 и 33 в качестве второго отводного механизма для отвода нижних правильных валков 9, 10, 12 и 13 от линии прокатки «ЛП» сконструированы из одного клина 44 неподвижного сегмента, одного клина 46 подвижного сегмента и т.п. Однако второй отводной механизм может быть сконструирован аналогично отводному механизму 72, показанному на фиг.10, который сконструирован из клина 74 неподвижного сегмента, который снабжен наклонными поверхностями, которые образуют по существу форму «V», если смотреть в направлении перемещения, двумя клиньями 76 подвижного сегмента и т.п. В этом случае два клина 76 подвижного сегмента расположены таким образом, чтобы перекрывать друг на друга в осевом направлении правильного валка, а цилиндр 75 соединяется с каждым из двух клиньев 76 подвижного сегмента. Более того, второй отводной механизм может иметь конструкцию, подобную отводному механизму 86, как показано на фиг.11, который сконструирован из множества цилиндров 85 гидравлического типа или т.п.
Аналогичным образом в первом варианте осуществления отводной механизм 29 в качестве первого отводного механизма для отвода верхних правильных валков 5 и 6 от линии прокатки «ЛП» сконструирован из одного клина 37 неподвижного сегмента, одного клина 39 подвижного сегмента и т.п. Однако первый отводной механизм может быть подобен отводному механизму 72, показанному на фиг.10, который сконструирован из одного клина 74 неподвижного сегмента, двух клиньев 76 подвижного сегмента и т.п. Более того, первый отводной механизм может быть подобен отводному механизму 86, показанному на фиг.11, который сконструирован из множества цилиндров 85. Кроме того, тип первого отводного механизма и тип второго отводного механизма могут отличаться друг от друга.
В первом варианте осуществления и модифицированном примере, показанном на фиг.10, цилиндры 38, 45 и 75 соединяются с клиньями 39, 46 и 76 подвижного сегмента. Однако с клиньями 39, 46 и 76 подвижного сегмента может быть соединен другой источник привода, например двигатель.
В первом варианте осуществления валковое правильное устройство 1 снабжено первым удерживающим валком 30 и вторым удерживающим валком 31 для удерживания стальной пластины на линии прокатки «ЛП». Однако валковое правильное устройство 1 может быть снабжено только одним первым удерживающим валком 30. Другими словами валковое правильное устройство 1 может быть не снабжено вторым удерживающим валком 31.
[Второй вариант осуществления]
(Схематичная конструкция валкового правильного устройства)
Фиг.12 представляет собой пояснительный вид сбоку в поперечном сечении, показывающий конструкцию основной части валкового правильного устройства 101 в соответствии со вторым вариантом осуществления настоящего изобретения. Фиг.13 представляет собой вид поперечного сечения, показывающий конструкцию, которая разрезана по линии «F-F» на фиг.12. Фиг.14 представляет собой вид поперечного сечения, показывающий состояние, в котором верхние правильные валки 5 и 6, а также нижние правильные валки 9, 10, 12 и 13 были отведены, по отношению к состоянию, показанному на фиг.12. Фиг.15 представляет собой вид поперечного сечения, показывающий состояние, в котором верхний правильный валок 5 и нижний правильный валок 9 были отведены, по отношению к состоянию, показанному на фиг.13.
Валковое правильное устройство 101 во втором варианте осуществления и валковое правильное устройство 1 в первом варианте осуществления отличаются друг от друга по конструкции отводного механизма, отводящего правильные валки от линии прокатки. Конструкция валкового правильного устройства 101 во втором варианте осуществления будет описана ниже главным образом на основе отличий. В последующем описании ссылочные позиции, использующиеся для конструкций валкового правильного устройства 101, общие с конструкциями валкового правильного устройства 1, будут одинаковыми, а их описания будут опущены или упрощены.
Валковое правильное устройство 101 аналогично валковому правильному устройству 1 снабжено верхней валковой группой 2 и нижней валковой группой 3. Верхняя валковая группа 2 снабжена четырьмя верхними правильными валками с 4 по 7, а нижняя валковая группа 3 снабжена семью нижними правильными валками с 8 по 14. Более того, валковое правильное устройство 101 аналогично валковому правильному устройству 1 снабжено поддерживающими роликами с 16 по 26. В дополнение валковое правильное устройство 101 снабжено первым отводным механизмом 129 для отвода верхних правильных валков 5 и 6 от линии прокатки «ЛП», вторым отводным механизмом 130 для отвода нижних правильных валков 9 и 10 от линии прокатки «ЛП» и вторым отводным механизмом 131 для отвода нижних правильных валков 12 и 13 от линии прокатки «ЛП».
Поддерживающие ролики с 16 по 19 расположены в таком порядке от стороны входа к стороне выхода. Более того, как показано на фиг.13, множество поддерживающих роликов 17 расположено с заданным шагом «Р6» в осевом направлении правильного валка. Более конкретно, множество поддерживающих роликов 17 расположено зигзагообразно в осевом направлении правильного валка. Аналогично, зигзагообразно с шагом «Р6» в осевом направлении правильных валков расположено множество поддерживающих роликов 16, 18 и 19. Более того, соответствующие поддерживающие ролики с 16 по 19 расположены по существу в одинаковых местоположениях относительно друг друга в осевом направлении правильного валка. Другими словами, соответствующие поддерживающие ролики с 16 по 19 расположены таким образом, чтобы перекрывать друг друга, если смотреть со стороны направления перемещения.
Поддерживающие ролики с 20 по 26 расположены в таком порядке от стороны входа к стороне выхода. Более того, как показано на фиг.13, множество поддерживающих роликов 21 расположено с шагом «Р6» в осевом направлении правильного валка. Более конкретно, множество поддерживающих роликов 21 расположено зигзагообразно в осевом направлении правильного валка. Аналогично множество поддерживающих роликов 20 и с 22 по 26 расположен зигзагообразно с шагом «Р6» в осевом направлении правильных валков. Более того, соответствующие поддерживающие ролики с 20 по 26 расположены по существу в одинаковых местоположениях относительно друг друга в осевом направлении правильного валка. Другими словами, соответствующие поддерживающие ролики с 20 по 26 расположены таким образом, чтобы перекрывать друг друга, если смотреть со стороны направления перемещения.
Более того, соответствующие поддерживающие ролики с 16 по 19 и соответствующие поддерживающие ролики с 20 по 26 расположены по существу в одинаковых местоположениях относительно друг друга в осевом направлении правильного валка. Другими словами, если смотреть в направлении перемещения, соответствующие поддерживающие ролики с 16 по 19 и соответствующие поддерживающие ролики с 20 по 26 расположены в вертикальных плоскостях, которые пересекают их.
Каждый из поддерживающих роликов с 16 по 26 с возможностью вращения поддерживается неподвижным валом 132 (фиг.13). Неподвижный вал 132, который служит опорой для поддерживающих роликов 16, поддерживается опорной рамой 134 вала, а неподвижный вал 132, который служит опорой для поддерживающего ролика 19, поддерживается опорной рамой 135 вала. Неподвижный вал 132, служащий опорой для поддерживающих роликов 17, и неподвижный вал 132, служащий опорой для поддерживающего ролика 18 поддерживаются опорной рамой 136 вала. Неподвижный вал 132, служащий опорой для поддерживающего ролика 20, поддерживается опорной рамой 137 вала, а неподвижный вал 132, служащий опорой для поддерживающего ролика 23, поддерживается опорной рамой 138 вала, а неподвижный вал 132, служащий опорой для поддерживающего ролика 26, поддерживается опорной рамой 139 вала. Неподвижный вал 132, служащий опорой для поддерживающего ролика 21, и неподвижный вал 132, служащий опорой для поддерживающего ролика 22, поддерживаются опорной рамой 140 вала, а неподвижный вал 132, служащий опорой для поддерживающего ролика 24, и неподвижный вал 132, служащий опорой для поддерживающего ролика 25, поддерживаются опорной рамой 141 вала.
Опорные рамы 134 и 135 вала прикрепляются к верхней валковой тележке 143, на которую устанавливаются верхние правильные валки с 4 по 7, а опорная рама 136 вала удерживается верхней валковой тележкой 143, с тем чтобы быть способной перемещаться вверх и вниз. Опорные рамы с 137 по 139 вала прикрепляются к нижней валковой раме 144, на которую устанавливаются нижние правильные валки с 8 по 14, при этом опорные рамы 140 и 141 вала удерживаются нижней валковой рамой 144, с тем чтобы быть способными к перемещению вверх и вниз.
Опорная рама 136 вала, как показано на фиг.13, образована из множества опорных частей 136а вала для поддержки обоих концов неподвижного вала 132. Более конкретно, опорная рама 136 вала образована из множества опорных частей 136а вала с шагом «Р6» в осевом направлении правильного валка. Аналогичным образом опорная рама 140 вала, как показано на фиг.13, образована из множества опорных частей 140а вала, которые поддерживают оба конца неподвижного вала 132 с шагом «Р6» в осевом направлении правильного валка. Более того, каждая из опорных рам 134, 135, 137-139 и 141 вала образована из множества опорных частей вала, которые поддерживают оба конца неподвижного вала 132 с шагом «Р6» в осевом направлении правильного валка.
Опорные части вала, которые образованы в опорных рамах 134 и 135 вала, а также опорные части 136а вала соответственно расположены по существу в одних местоположениях относительно друг друга в осевом направлении правильного валка. Другими словами, опорные части вала, образованные в опорных рамах 134 и 135 вала, и опорные части 136а вала соответственно расположены таким образом, что перекрывают друг друга, если смотреть в направлении перемещения. Опорные части вала, которые образованы в опорных рамах с 137 по 139 и 141 вала, и опорные части 140а вала соответственно расположены по существу в одинаковых местоположениях относительно друг друга в осевом направлении правильного валка. Другими словами, опорные части вала, образованные в опорных рамах с 137 по 139 и 141 вала, и опорные части 140а вала соответственно расположены таким образом, что перекрывают друг друга, если смотреть со стороны направления перемещения.
Более того, опорные части вала, образованные в опорных рамах 134 и 135 вала, опорные части 136а, а также опорные части вала, образованные в опорных рамах вала 137-139 и 141, и опорные части 140а вала соответственно расположены по существу в одинаковых местоположениях относительно друг друга в осевом направлении правильного валка. Другими словами, если смотреть в направлении перемещения, опорные части вала, образованные в опорных рамах 134 и 135 вала, опорные части 136а, а также опорные части вала, образованные в опорных рамах вала 137-139 и 141, и опорные части 140а вала соответственно расположены в вертикальных плоскостях, которые пересекают их.
Первый отводной механизм 129 снабжен элементом 147 с выемками и выступами неподвижного сегмента, который образован в форме, аналогичной гребню, элементом 148 с выемками и выступами подвижного сегмента, который образован в форме, аналогичной гребню, и цилиндрами 149 и 150. Второй отводной механизм 130 и второй отводной механизм 131 сконструированы аналогичным образом. Вторые отводные механизмы 130 и 131 аналогично первому отводному механизму 129 также снабжены элементом 151 с выемками и выступами неподвижного сегмента, который образован в форме, аналогичной гребню, элементом 152 с выемками и выступами подвижного сегмента, который образован в форме, аналогичной гребню, и цилиндрами 153 и 154. Ниже будут описаны подробности конструкций первого отводного механизма 129 и вторых отводных механизмов 130 и 131.
В валковом правильном устройстве 101, сконструированном, как описано выше, аналогично первому варианту осуществления, когда выпрямляется относительно тонкая пластина, как показано на фиг.12, все верхние правильные валки с 4 по 7 и нижние правильные валки с 8 по 14 расположены в позиции линии прокатки «ЛП». В этом случае для выпрямления стальной пластины используются верхние правильные валки с 4 по 7 и нижние правильные валки с 9 по 13. С другой стороны, когда выпрямляется относительно толстая пластина, как показано на фиг.14, верхние правильные валки с 4 по 7 расположены в позиции линии прокатки «ЛП», а верхние правильные валки 5 и 6 отводятся от линии прокатки «ЛП». Более того, нижние правильные валки 8, 11 и 14 расположены в позиции линии прокатки «ЛП», а нижние правильные валки 9, 10, 12 и 13 отводятся от линии прокатки «ЛП». В этом случае для выпрямления стальной пластины используются верхние правильные валки 4 и 7, а также нижние правильные валки 8, 11 и 14.
В этом варианте осуществления при выпрямлении относительно толстой стальной пластины первый отводной механизм 129 отводит верхние правильные валки 5 и 6 от линии прокатки «ЛП», второй отводной механизм 130 отводит нижние правильные валки 9 и 10 от линии прокатки «ЛП», а второй отводной механизм 131 отводит нижние правильные валки 12 и 13 от линии прокатки «ЛП».
(Конструкция первого отводного механизма и второго отводного механизма)
Как описано выше, первый отводной механизм 129 снабжен элементом 147 с выемками и выступами неподвижного сегмента, элементом 148 с выемками и выступами подвижного сегмента и цилиндрами 149 и 150.
Элемент 147 с выемками и выступами неподвижного сегмента образован на верхней раме 143а верхней валковой тележки 143. Элемент 147 с выемками и выступами неподвижного сегмента, как показано на фиг.13, образован из множества выступающих частей 147а неподвижного сегмента, которые выступают в направлении вниз. Множество выступающих частей 147а неподвижного сегмента расположены с шагом «Р6» в осевом направлении правильного валка. Кроме того, выступающие части 147а неподвижного сегмента и опорные части вала, образованные в опорных рамах 134 и 135 вала, и опорные части 136а вала соответственно расположены по существу в одном местоположении относительно друг друга в осевом направлении правильного валка. Другими словами, если смотреть в направлении перемещения, каждая из выступающих частей 147а неподвижного сегмента расположена в вертикальной плоскости, которая пересечет каждую из опорных частей вала, образованных в опорных рамах 134 и 135 вала, и опорные части 136а вала.
Выступающая часть 147а неподвижного сегмента образована в форме цельного прямоугольника, если смотреть в направлении перемещения. Более того, высоты всех из множества выступающих частей 147а неподвижного сегмента по существу одинаковы. Более того, выступающие части 147а неподвижного сегмента имеют одинаковую форму за исключением выступающих частей 147а неподвижного сегмента, которые расположены на обоих концах в осевом направлении правильного валка. Ширина выступающих частей 147а неподвижного сегмента, которые расположены на обоих концах правильного валка, задается такой, чтобы быть более узкой, чем ширина другой выступающей части 147а неподвижного сегмента в осевом направлении правильного валка. Кончик (нижний конец) выступающей части 147а неподвижного сегмента образован в виде поверхности, аналогичной плоскости, которая по существу перпендикулярна вертикальному направлению. Кончик выступающей части 147а неподвижного сегмента является примыкающей поверхностью 147b неподвижного сегмента.
Элемент 148 с выемками и выступами подвижного сегмента расположен таким образом, чтобы примыкать к верхней поверхности опорной рамы 136 вала. Цилиндр 149 в качестве перемещающего механизма соединяется с одним концом элемента 148 с выемками и выступами подвижного сегмента в осевом направлении правильного валка, при этом элемент 148 с выемками и выступами подвижного сегмента является подвижным в осевом направлении правильного валка. Как показано на фиг.13, элемент 148 с выемками и выступами подвижного сегмента образован из множества выступающих частей 148а подвижного сегмента, которые выступают в направлении вверх. Множество выступающих частей 148а подвижного сегмента расположены с шагом «Р6» в осевом направлении правильного валка.
Выступающая часть 148а подвижного сегмента образована в форме цельного прямоугольника, если смотреть в направлении перемещения. Более того, высоты выступающих частей 148а подвижного сегмента по существу равны друг другу. Более того, выступающие части 148а подвижного сегмента имеют одинаковую форму, за исключением выступающих частей 148а подвижного сегмента, которые расположены на обоих концах в осевом направлении правильного валка. Ширина выступающих частей 148а подвижного сегмента, которые расположены на обоих концах в осевом направлении правильного валка, задается такой, чтобы быть более узкой, чем ширина других выступающих частей 148а подвижного сегмента в осевом направлении правильного валка. Кончик (верхний конец) выступающей части 148а подвижного сегмента образован в виде поверхности, аналогичной плоскости, которая по существу перпендикулярна вертикальному направлению. Кончик выступающей части 148а подвижного сегмента является примыкающей поверхностью 148b подвижного сегмента.
Цилиндры 150 расположены на обоих концах в осевом направлении верхних правильных валков 5 и 6. Шток цилиндра 150, как показано на фиг.13, соединяется с опорной частью 156, которая поддерживает каждый конец верхних правильных валков 5 и 6. Более того, корпус цилиндра 150 прикрепляется к верхней валковой тележке 143 таким образом, что шток выступает по направлению вниз.
В этом варианте осуществления, когда верхние правильные валки 5 и 6 расположены в позиции линии прокатки «ЛП», как показано на фиг.13, смежные поверхности 147b неподвижного сегмента и смежные поверхности 148b подвижного сегмента примыкают друг к другу. Более того, когда верхние правильные валки 5 и 6 должны быть отведены от линии прокатки «ЛП», как показано на фиг.15, элемент 148 с выемками и выступами подвижного сегмента перемещается в осевом направлении правильного валка под воздействием цилиндра 149. В результате выступающие части 148а подвижного сегмента перемещаются в промежуток между выступающими частями 147а неподвижного сегмента, а выступающие части 147а неподвижного сегмента перемещаются в промежуток между выступающими частями 148а подвижного сегмента. Более того, верхние правильные валки 5 и 6 перемещаются вверх цилиндрами 150, и, таким образом, верхние правильные валки 5 и 6 отводятся от линии прокатки «ЛП». Другими словами, когда верхние правильные валки 5 и 6 отводятся от линии прокатки «ЛП», выступающие части 148а подвижного сегмента расположены между выступающими частями 147а неподвижного сегмента, а выступающие части 147а неподвижного сегмента расположены между выступающими частями 148а подвижного сегмента.
Как описано выше, вторые отводные механизмы 130 и 131 снабжены элементом 151 с выемками и выступами неподвижного сегмента, элементом 152 с выемками и выступами подвижного сегмента и цилиндрами 153 и 154.
Элемент 151 с выемками и выступами неподвижного сегмента образован на нижней лицевой стороне нижней валковой рамы 144. Элемент 151 с выемками и выступами неподвижного сегмента, как показано на фиг.13, образован с множеством выступающих частей неподвижного сегмента 151а, которые выступают по направлению вверх. Множество выступающих частей 151а неподвижного сегмента расположены с шагом «Р6» в осевом направлении правильного валка. Более того, выступающие части 151а неподвижного сегмента и опорные части вала, образованные в опорных рамах с 137 по 139 и 141 вала, и опорные части 140а вала соответственно расположены по существу в одинаковых местоположениях относительно друг друга в осевом направлении правильного валка. Другими словами, если смотреть в направлении перемещения, каждая из выступающих частей 151а неподвижного сегмента расположена в вертикальной плоскости, которая пересекает каждую из опорных частей вала, образованных в опорных рамах 137-139 и 141 вала, и опорные части 140а вала.
Выступающая часть 151а неподвижного сегмента образована в форме цельного прямоугольника, если смотреть на ее форму в направлении перемещения. Более того, высоты всех частей из множества выступающих частей 151а неподвижного сегмента по существу являются одинаковыми. Более того, все выступающие части 151а неподвижного сегмента образованы с одинаковой формой, за исключением выступающих частей 151а неподвижного сегмента, которые расположены на обоих концах в осевом направлении правильного валка. Ширина выступающих частей 151а неподвижного сегмента, которые расположены на обоих концах в осевом направлении правильного валка, задается более узкой, чем ширина других выступающих частей 151а неподвижного сегмента в осевом направлении правильного валка. Кончик (нижний конец) выступающей части 151а неподвижного сегмента образован в виде поверхности, аналогичной плоскости, которая по существу перпендикулярна вертикальному направлению. Кончик выступающей части 151а неподвижного сегмента является примыкающей поверхностью 151b неподвижного сегмента.
Элементы 152 с выемками и выступами подвижного сегмента расположены таким образом, чтобы примыкать к верхним поверхностям опорных рам 140 и 141 вала. Цилиндр 153 в качестве перемещающего механизма соединяется с одним концом элемента 152 с выемками и выступами подвижного сегмента в осевом направлении правильного валка, при этом элемент 152 с выемками и выступами подвижного сегмента является подвижным в осевом направлении правильного валка. Более того, элементы 152 с выемками и выступами подвижного сегмента подвижно поддерживаются опорными рамами 140 и 141 вала. Как показано на фиг.13, элемент 152 с выемками и выступами подвижного сегмента образован из множества выступающих частей 152а подвижного сегмента, которые выступают в направлении вниз. Множество выступающих частей 152а подвижного сегмента расположены с шагом «Р6» в осевом направлении правильного валка.
Выступающая часть 152а подвижного сегмента образована в форме цельного прямоугольника, если смотреть на ее форму в направлении перемещения. Более того, высоты всех частей из множества выступающих частей 152а подвижного сегмента по существу равны друг другу. Более того, все выступающие части 152а подвижного сегмента имеют одинаковую форму, за исключением выступающих 152а частей подвижного сегмента, которые расположены на обоих концах в осевом направлении правильного валка. Ширина выступающих частей 152а подвижного сегмента, которые расположены на обоих концах в осевом направлении правильного валка, задается более узкой, чем ширина других выступающих частей 152а подвижного сегмента в осевом направлении правильного валка. Кончик (нижний конец) выступающей части 152а подвижного сегмента образован в виде поверхности, аналогичной плоскости, которая по существу перпендикулярна вертикальному направлению. Кончик выступающей части 152а подвижного сегмента является примыкающей поверхностью 152b подвижного сегмента.
Цилиндр 154 расположен на обоих концах в осевом направлении нижних правильных валков 9, 10, 12 и 13. Шток цилиндра 154, как показано на фиг.13, соответственно соединяется с обоими концами опорных рам 140 и 141 вала в осевом направлении правильного валка. Более того, главный корпус цилиндра 154 прикрепляется к нижней валковой тележке 144 таким образом, что шток выступает в направлении вверх.
В этом варианте осуществления, когда нижние правильные валки 9, 10, 12 и 13 расположены в позиции линии прокатки «ЛП», как показано на фиг.13, смежные поверхности 151b неподвижного сегмента и смежные поверхности 152b подвижного сегмента примыкают друг к другу. Более того, когда нижние правильные валки 9, 10, 12 и 13 отводятся от линии прокатки «ЛП», как показано на фиг.15, элемент 152 с выемками и выступами подвижного сегмента перемещается в осевом направлении правильного валка под действием цилиндра 153. В результате выступающие части 152а подвижного сегмента перемещаются в промежуток между выступающими частями 151а неподвижного сегмента, а выступающие части 151а неподвижного сегмента перемещаются в промежуток между выступающими частями 152а подвижного сегмента. Более того, нижние правильные валки 9, 10, 12 и 13 отводятся от линии прокатки «ЛП» под их собственным весом, при этом они сдерживаются поднимающим воздействием от цилиндров 154. Другими словами, когда нижние правильные валки 9, 10, 12 и 13 отводятся от линии прокатки «ЛП», выступающие части 152а подвижного сегмента расположены между выступающими частями 151а неподвижного сегмента, а выступающие части 151а неподвижного сегмента расположены между выступающими частями 152а подвижного сегмента.
(Основные результаты второго варианта осуществления)
Как описано выше, во втором варианте осуществления, когда верхние правильные валки 5 и 6 расположены в позиции линии прокатки «ЛП», смежные поверхности 147b неподвижного сегмента и смежные поверхности 148b подвижного сегмента, которые образованы в качестве плоских поверхностей и которые по существу перпендикулярны вертикальному направлению, примыкают друг к другу. Более того, когда нижние правильные валки 9, 10, 12 и 13 расположены в позиции линии прокатки «ЛП», смежные поверхности 151b неподвижного сегмента и смежные поверхности 152b подвижного сегмента, которые образованы в качестве плоских поверхностей и которые по существу перпендикулярны вертикальному направлению, примыкают друг к другу. Другим словами, когда стальная пластина должна быть выпрямлена, смежные поверхности 147b неподвижного сегмента и смежные поверхности 148b подвижного сегмента примыкают друг к другу, и смежные поверхности 151b неподвижного сегмента и смежные поверхности 152b подвижного сегмента примыкают друг к другу. Следовательно, в момент выпрямления стальной пластины, когда силы, противодействующие выпрямлению, имеющие одинаковую величину, воздействуют на множество выступающих частей 147а неподвижного сегмента и выступающих частей 148а подвижного сегмента, у которых высота в вертикальном направлении по существу одинакова, во время выпрямления стальной пластины величины деформации множества выступающих частей 147а неподвижного сегмента и выступающих частей 148а подвижного сегмента могут стать по существу одинаковыми. Более того, во время выпрямления стальной пластины, когда силы, противодействующие выпрямлению, имеющие одинаковую величину, прикладываются к множеству выступающих частей 151а неподвижного сегмента и выступающих частей 152а подвижного сегмента, во время выпрямления стальной пластины величины деформации множества выступающих частей 151а неподвижного сегмента и выступающих частей 152а подвижного сегмента могут стать по существу одинаковыми.
Следовательно, в этом варианте осуществления во время выпрямления стальной пластины можно сдержать изменение величин деформации множества выступающих частей 147а и 151а неподвижного сегмента и выступающих частей 148а и 152а подвижного сегмента. Другими словами, в этом варианте осуществления, в осевом направлении правильного валка можно сдержать изменение величин деформации элемента, к которому прикладываются силы, противодействующие выпрямлению. В результате в этом варианте осуществления, даже когда верхние правильные валки 5 и 6 и нижние правильные валки 9, 10, 12 и 13 отводятся от линии прокатки «ЛП», можно сдержать изменение зазора между правильными валками в вертикальной плоскости в осевом направлении правильного валка при выпрямлении стальной пластины. В частности, в этом варианте осуществления на обеих сторонах линии прокатки «ЛП» в вертикальном направлении можно сдержать изменение величин деформации элементов, к которым приложены силы, противодействующие выпрямлению в осевом направлении правильного валка. Следовательно, когда стальная пластина выпрямляется, можно эффективно сдерживать в вертикальном направлении изменение величины зазора между правильными валками в осевом направлении правильного валка.
В этом варианте осуществления, если смотреть в направлении перемещения, выступающие части 147а неподвижного сегмента расположены в вертикальной плоскости, которая пересекает опорные части 136а вала. Следовательно, силы, противодействующие выпрямлению, которые прикладываются к поддерживающим 17 и 18 роликам, полностью напрямую применяются к множеству выступающих частей 147а неподвижного сегмента и выступающих 148а частей подвижного сегмента. В частности, в этом варианте осуществления выступающие части 147а неподвижного сегмента и опорные части 136а вала расположены с одинаковым шагом «Р6» в осевом направлении правильного валка. Следовательно, силы, противодействующие выпрямлению, прикладываемые к поддерживающим роликам 17 и 18, напрямую применяются к множеству выступающих частей 147а неподвижного сегмента и выступающих частей 148а подвижного сегмента. Соответственно, в этом варианте осуществления можно сдержать деформацию опорной рамы 136 вала, элемента 148 с выемками и выступами подвижного сегмента и т.п. при прикладывании к поддерживающим роликам 17 и 18 сил, противодействующих выпрямлению.
Аналогичным образом, в этом варианте осуществления, если смотреть в направлении перемещения, выступающие части 151а неподвижного сегмента расположены в вертикальной плоскости, которая пересекает опорные части вала, образованные на опорной раме 141 вала, и опорные части 140а вала, кроме того, опорные части вала, образованные в опорной раме 141 вала, опорные части 140а вала и выступающие части 151а неподвижного сегмента расположены с одинаковым шагом «Р6» по отношению друг к другу в осевом направлении правильного валка. Следовательно, силы, противодействующие выпрямлению, прикладываемые к поддерживающим роликам 21, 22, 24 и 25, напрямую направлены на множество выступающих частей 151а неподвижного сегмента и выступающих частей 152а подвижного сегмента. Следовательно, в этом варианте осуществления можно сдержать деформацию опорных рам 140 и 141 вала, элемента 152 с выемками и выступами подвижного сегмента и т.п., когда силы, противодействующие выпрямлению, прикладываются к поддерживающим роликам 21, 22, 24 и 25.
(Модифицированные примеры второго варианта осуществления)
Во втором варианте осуществления первый отводной механизм 129 сконструирован из элемента 147 с выемками и выступами неподвижного сегмента, элемента 148 с выемками и выступами подвижного сегмента и цилиндров 149 и 150, а вторые отводные механизмы 130 и 131 сконструированы из элемента 151 с выемками и выступами неподвижного сегмента, элемента 152 с выемками и выступами подвижного сегмента и цилиндров 153 и 154. Однако один из отводного механизма 129 и вторых отводных механизмов 130 и 131 может быть сконструирован аналогично первому варианту осуществления с клином неподвижного сегмента и клином подвижного сегмента.
Во втором варианте осуществления выступающие части 147а неподвижного сегмента и опорные части 136а вала расположены с одинаковым шагом «Р6» относительно друг друга в осевом направлении правильного валка. Однако, например, может существовать конструкция, в которой выступающие части 147а неподвижного сегмента расположены с шагом, составляющим половину от шага «Р6», а опорные части 136а вала расположены с шагом «Р6». В этом случае выступающие части 148а подвижного сегмента, например, расположены с шагом, составляющим половину шага «Р6». Аналогичным образом, например, может существовать конструкция, в которой выступающие части 151а неподвижного сегмента расположены с шагом, составляющим половину шага «Р6», а опорные части вала, образованные в опорной раме 141 вала, и опорные части 140а вала расположены с шагом «Р6». В этом случае выступающие части 152а подвижного сегмента расположены с шагом, составляющим половину от шага «Р6».
Во втором варианте осуществления выступающие части 147а и 151а неподвижного сегмента, а также выступающие части 148а и 152а подвижного сегмента образованы в форме прямоугольника, если смотреть в направлении перемещения. Однако выступающие части 147а и 151а неподвижного сегмента и/или выступающие части 148а и 152а подвижного сегмента, например, могут быть образованы в форме квадрата или в форме трапеции, если смотреть в направлении перемещения.
Во втором варианте осуществления элемент 147 с выемками и выступами неподвижного сегмента расположен на верхней стороне, а элемент 148 с выемками и выступами подвижного сегмента расположен на нижней стороне. Однако элемент 147 с выемками и выступами неподвижного сегмента может быть расположен на нижней стороне, а элемент 148 с выемками и выступами подвижного сегмента может быть расположен на верхней стороне. В этом случае элемент 147 с выемками и выступами неподвижного сегмента, например, образуется в опорной раме 136 вала. Аналогичным образом во втором варианте осуществления элемент 151 с выемками и выступами неподвижного сегмента расположен на нижней стороне, а элемент 152 с выемками и выступами подвижного сегмента расположен на верхней стороне. Однако элемент 151 с выемками и выступами неподвижного сегмента может быть расположен на верхней стороне, а элемент 152 с выемками и выступами подвижного сегмента может быть расположен на нижней стороне. В этом случае элемент 151 с выемками и выступами неподвижного сегмента образуется, например, в опорных рамах 140 и 141 вала.
Во втором варианте осуществления цилиндры 149 и 153 соединяются с элементами 148 и 152 с выемками и выступами подвижного сегмента. Однако к элементам 148 и 152 с выемками и выступами подвижного сегмента может быть присоединен приводной источник, например двигатель. Другими словами, перемещающий механизм для перемещения элементов 148 и 152 с выемками и выступами подвижного сегмента может быть конструкцией отличающегося приводного источника, например может быть двигателем.
Во втором варианте осуществления поддерживающие ролики с 16 по 26 вращающимся образом поддерживаются неподвижными валами 132, но поддерживающие ролики с 16 по 26 могут быть прикреплены к вращающимся валам. В этом случае оба конца вращающихся валов вращающимся образом поддерживаются опорными частями вала опорных рам с 134 по 141 вала.
Во втором варианте осуществления предусмотрено четыре верхних правильных валка с 4 по 7 и семь нижних правильных валков с 8 по 14. Однако предусмотренное количество верхних правильных валков не ограничено четырьмя, а предусмотренное количество нижних правильных валков не ограничивается семью. Например, может быть предусмотрено четыре верхних правильных валка с 4 по 7 и лишь пять нижних правильных валков с 9 по 13, которые расположены зигзагообразно относительно верхних правильных валков с 4 по 7. Более того, предусмотренное количество верхних правильных валков может быть большим, чем количество нижних правильных валков.
(Технические идеи, извлеченные из второго варианта осуществления)
Ниже будут описаны технические идеи, которые могут быть извлечены из второго варианта осуществления.
(1) Валковое правильное устройство, в котором при перемещении выпрямляется стальная пластина, причем устройство содержит:
множество правильных валков, которые расположены с заданным шагом в направлении перемещения стальной пластины; и
отводной механизм, который отводит некоторые из правильных валков от линии прокатки, где перемещается стальная пластина, для изменения шага правильных валков, которые используются для выпрямления стальной пластины;
при этом отводной механизм снабжен элементом с выемками и выступами неподвижного сегмента, имеющим множество выступающих частей, расположенных с заданным первым шагом в осевом направлении правильного валка, элементом с выемками и выступами подвижного сегмента, имеющим множество выступающих частей подвижного сегмента, расположенных с первым шагом в осевом направлении правильного валка, и перемещающий механизм для перемещения элемента с выемками и выступами подвижного сегмента в осевом направлении правильного валка;
причем кончики выступающих частей неподвижного сегмента образуются в виде примыкающей поверхности неподвижного сегмента с плоской поверхностью, которая по существу перпендикулярна вертикальному направлению, а кончики выступающих частей подвижного сегмента образуются в виде примыкающей поверхности подвижного сегмента с плоской поверхностью, которая по существу перпендикулярна вертикальному направлению; и
при этом, когда правильные валки расположены в позиции линии прокатки, смежные поверхности неподвижного сегмента и смежные поверхности подвижного сегмента примыкают друг к другу, а когда правильные валки отводятся от линии прокатки, элемент с выемками и выступами подвижного сегмента перемещается в осевом направлении правильного валка таким образом, что выступающие части подвижного сегмента расположены между выступающими частями неподвижного сегмента, а выступающие части неподвижного сегмента расположены между выступающими частями подвижного сегмента.
В валковом правильном устройстве, описанном в вышеупомянутой патентной литературе 3, клин неподвижного сегмента, который прикреплен к верхней поверхности удерживающего элемента и который удерживает поддерживающие ролики, образован в форме прямоугольного треугольника, если смотреть в направлении перемещения стальной пластины. Более того, клин подвижного сегмента, примыкающий к клину неподвижного сегмента, также образован в форме прямоугольного треугольника, если смотреть в направлении перемещения стальной пластины. Другими словами, толщина клина неподвижного сегмента и толщина клина подвижного сегмента не являются постоянными в осевом направлении правильного валка.
Следовательно, в этом валковом правильном устройстве, в случае когда силы, противодействующие выпрямлению стальной пластины, прикладываются к множеству поддерживающих роликов, которые удерживаются удерживающим элементом, даже когда противодействующие силы, прикладываемые к соответствующим поддерживающим роликам, равны, величина деформации клина неподвижной стороны может изменяться в осевом направлении правильного валка. Аналогично, в случае когда силы, противодействующие выпрямлению стальной пластины, прикладываются к множеству поддерживающих роликов, которые удерживаются удерживающим элементом, даже когда противодействующие силы, прикладываемые к соответствующим поддерживающим роликам, равны, величина деформации клина подвижной стороны может изменяться в осевом направлении правильного валка. Другими словами, в этом валковом правильном устройстве, когда противодействующая сила во время выпрямления стальной пластины равномерно действует в осевом направлении правильного валка, величина деформации элемента, подвергающегося силе противодействия во время выпрямления, может изменяться в осевом направлении правильного валка. Следовательно, в этом валковом правильном устройстве величина зазора между верхними правильными валками и нижними правильными валками в вертикальном направлении во время выпрямления стальной пластины может меняться в широком диапазоне в осевом направлении правильного валка, в результате чего стальная пластина не может быть надлежащим образом выпрямлена.
Однако в валковом правильном устройстве, описанном выше в (1), отводной механизм обеспечивается элементом с выемками и выступами неподвижного сегмента, имеющим множество выступающих частей неподвижного сегмента, которые расположены с первом шагом в осевом направлении правильного валка, и элементом с выемками и выступами подвижного сегмента, имеющим множество выступающих частей подвижного сегмента, которые расположены с первым шагом в осевом направлении правильного валка. Более того, в этом валковом правильном устройстве, когда правильные валки расположены в положении линии прокатки, смежные поверхности неподвижного сегмента выступающих частей неподвижного сегмента, образованные в форме, аналогичной плоскости, которая по существу перпендикулярна вертикальному направлению, и смежные поверхности подвижного сегмента выступающих частей подвижного сегмента, образованные в форме, аналогичной плоскости, которая по существу перпендикулярна вертикальному направлению, примыкают друг к другу. Другими словами, когда стальная пластина выпрямляется, смежные поверхности неподвижного сегмента и смежные поверхности подвижного сегмента, которые образованы в форме, аналогичной плоскости, которая по существу перпендикулярна вертикальному направлению, примыкают друг к другу.
Следовательно, когда множество выступающих частей неподвижного сегмента и выступающих частей подвижного сегмента, которые расположены с первым шагом в осевом направлении правильного валка, подвергается противодействию сил выпрямления, которые имеют одинаковую величину во время выпрямления стальной пластины, величины деформации множества выступающих частей неподвижного сегмента и выступающих частей подвижного сегмента могут быть по существу одинаковыми при выпрямлении стальной пластины. Соответственно, при выпрямлении стальной пластины можно сдержать изменение в величинах деформации множества выступающих частей неподвижного сегмента и выступающих частей подвижного сегмента. Другими словами, можно сдержать изменение величины деформации элемента, к которому приложена сила, противодействующая выпрямлению в осевом направлении правильного валка. В результате в этом валковом правильном устройстве, когда некоторые из правильных валков отводятся от линии прокатки, по которой перемещается стальная пластина, можно сдержать в вертикальном направлении изменение величины зазора между правильными валками в осевом направлении правильного валка во время выпрямления стальной пластины.
(2) Валковое правильное устройство, описанное выше в (1), дополнительно содержащее:
множество поддерживающих роликов для ограничения отклонений правильных валков, и
множество опорных частей вала, которые поддерживают оба конца неподвижного вала, с возможностью вращения удерживающего поддерживающие ролики, или которые поддерживает оба конца вращающегося вала, вращающегося совместно с поддерживающим роликом,
при этом опорные части вала расположены в вертикальной плоскости так, что она пересекает выступающие части неподвижного сегмента, если смотреть в направлении перемещения стальной пластины.
В валковом правильном устройстве, описанном выше в (2), силы, противодействующие выпрямлению, прикладываемые к поддерживающим роликам, полностью напрямую применяются к множеству выступающих частей неподвижного сегмента и выступающих частей подвижного сегмента. Следовательно, можно сдержать деформацию элемента с выемками и выступами неподвижного сегмента, элемента с выемками и выступами подвижного сегмента и т.п., когда силы, противодействующие выпрямлению, прикладываются к поддерживающему ролику.
(3) Валковое правильное устройство, описанное выше в (2), в котором множество поддерживающих роликов расположено с первым шагом в осевом направлении правильного валка и множество опорных частей вала расположено с первым шагом в осевом направлении правильного валка.
В валковом правильном устройстве, описанном выше в (3), силы, противодействующие выпрямлению, прикладываемые к поддерживающим роликам, напрямую направлены на множество выступающих частей неподвижного сегмента и выступающих частей подвижного сегмента. Следовательно, можно эффективно сдерживать деформацию элемента с выемками и выступами неподвижного сегмента, элемента с выемками и выступами подвижного сегмента и т.п., когда силы, противодействующие выпрямлению, прикладываются к поддерживающим роликам.
(4) Валковое правильное устройство, описанное выше в (1)-(3), в котором
множество правильных валков включает множество первых правильных валков, которые расположены с заданным шагом в направлении перемещения стальной пластины и которые расположены на одной стороне вертикального направления, и множество вторых правильных валков, которые расположены с заданным шагом в направлении перемещения стальной пластины и которые расположены на другой стороне вертикального направления, и
отводной механизм включает первый отводной механизм, который отводит некоторые из первых правильных валков от линии прокатки для изменения шага первых правильных валков, которые используются для выпрямления стальной пластины, и второй отводной механизм, который отводит некоторые из вторых правильных валков от линии прокатки для изменения шага вторых правильных валков, которые используются для выпрямления стальной пластины.
В валковом правильном устройстве, описанном выше в (4), на обеих сторонах вертикального направления можно сдержать изменение величины деформации элементов, к которым прикладывается сила, противодействующая выпрямлению в осевом направлении правильного валка. Следовательно, можно эффективно сдержать изменение величины зазора в вертикальном направлении между правильными валками при выпрямлении стальной пластины в осевом направлении правильного валка.
Перечень ссылочных позиций
1, 101 - валковое правильное устройство
2 - верхняя валковая группа (первая валковая группа)
3 - нижняя валковая группа (вторая валковая группа)
с 4 по 7, с 51 по 56 - верхний правильный валок (первый правильный валок)
8, 14, 68, 69 - нижний правильный валок (третий правильный валок)
с 9 по 13, с 61 по 66 - нижний правильный валок (второй правильный валок)
29, 129 - отводной механизм (первый отводной механизм)
30 - первый удерживающий валок
31- второй удерживающий валок
32, 33, 72, 86, 130, 131 - отводной механизм (второй отводной механизм)
40 - первый удерживающий элемент
41 - второй удерживающий элемент
«Р1» - первый шаг
«ЛП» - линия прокатки
«X1» - направление перемещения стальной пластины
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ШПУНТОВЫХ СВАЙ С Z-ОБРАЗНЫМ ПРОФИЛЕМ | 2012 |
|
RU2587696C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК МЕТОДОМ ДЕСТРУКЦИИ | 2012 |
|
RU2504469C1 |
| ПРОКАТНЫЙ БЛОК | 1995 |
|
RU2095166C1 |
| ЭДЖЕР ПРОКАТНОГО СТАНА | 2014 |
|
RU2667269C2 |
| РАДИАЛЬНО-ОСЕВОЙ КОЛЬЦЕПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ КОЛЬЦА | 2018 |
|
RU2761021C2 |
| ПРОИЗВОДСТВЕННАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА СТАЛЬНОГО ЛИСТА И СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ЛИСТА | 2018 |
|
RU2741033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ, ПОЛУЧАЕМЫХ КОНТАКТНОЙ СВАРКОЙ СОПРОТИВЛЕНИЕМ, ИМЕЮЩИХ УЛУЧШЕННЫЕ ХАРАКТЕРИСТИКИ СВАРНЫХ ШВОВ | 2006 |
|
RU2417851C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ГИБКИХ ПЛОСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2226493C2 |
| СПОСОБ УВЕЛИЧЕНИЯ СОРТАМЕНТА ПРОКАТА ОБОРУДОВАНИЯ ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И ПРЕДНАЗНАЧЕННОЕ ДЛЯ ЭТОГО ОБОРУДОВАНИЕ | 2003 |
|
RU2344890C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО ОРИЕНТИРОВАНИЯ МАТЕРИАЛА ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ | 2008 |
|
RU2568482C2 |
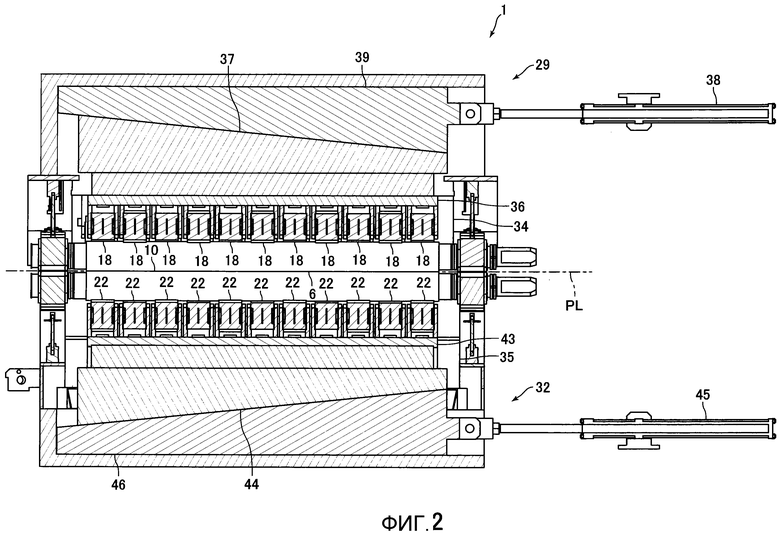
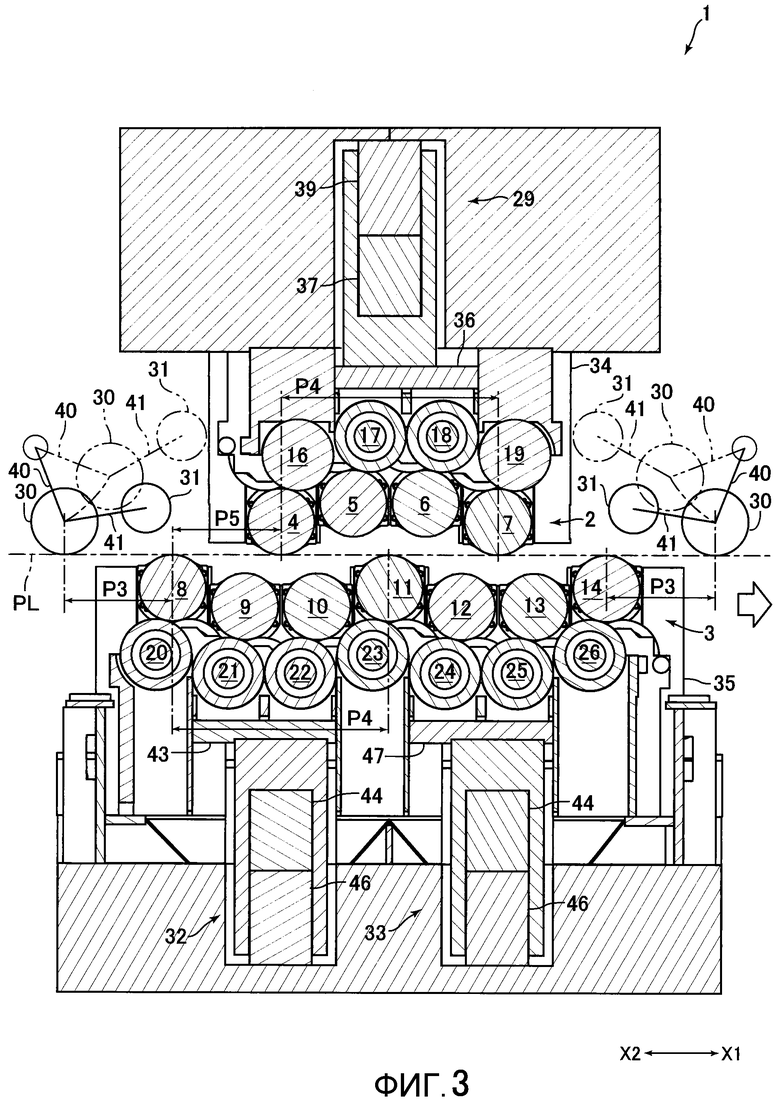
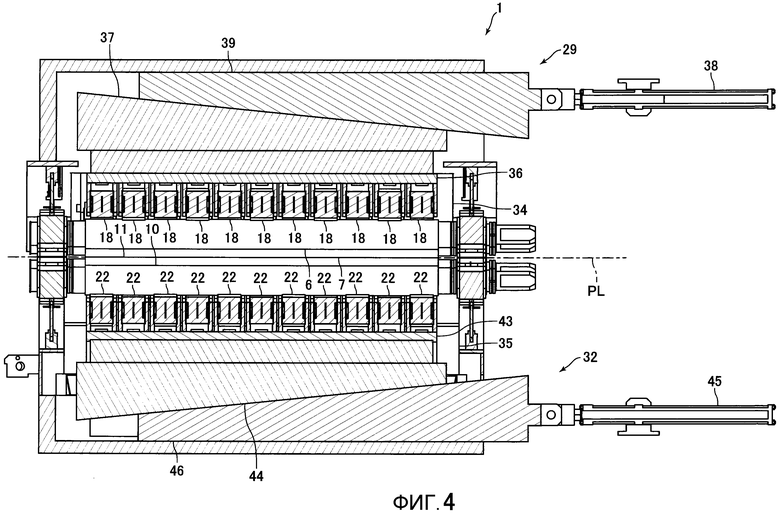
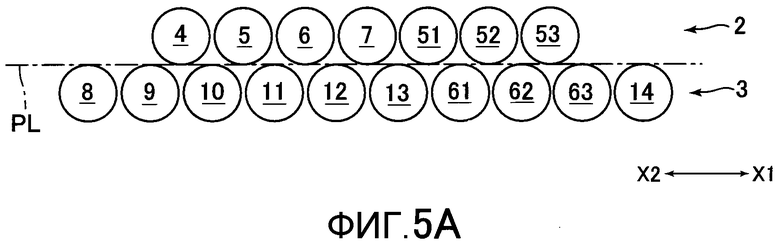
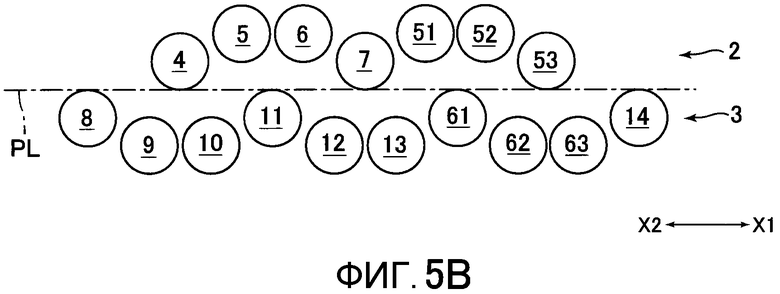
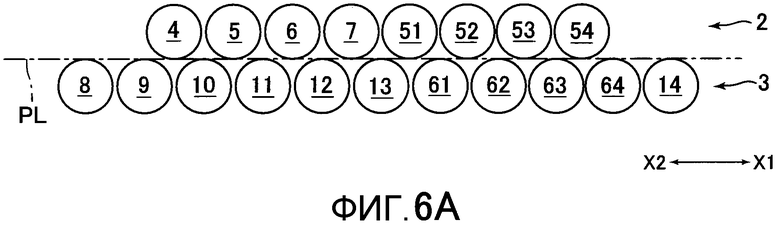
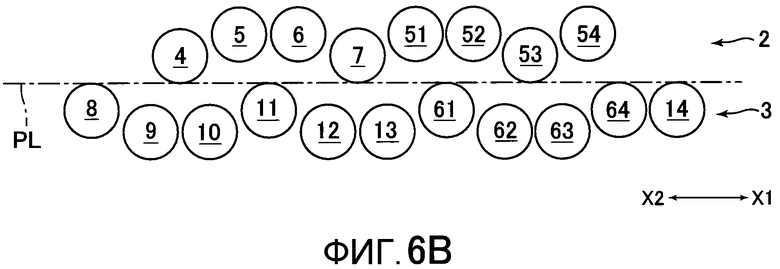
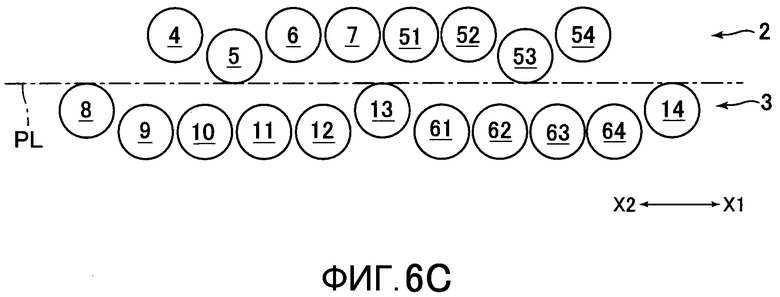
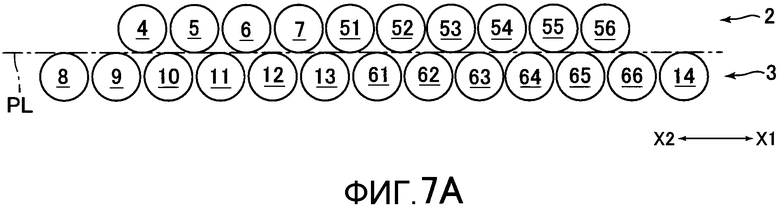
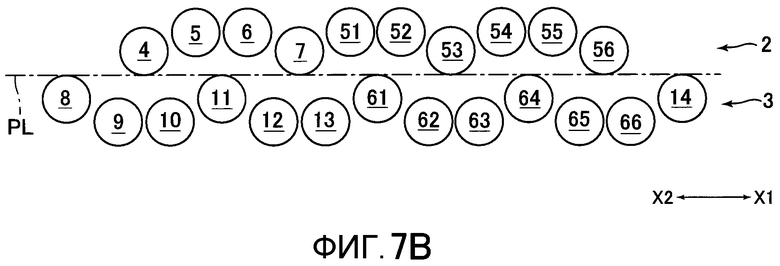
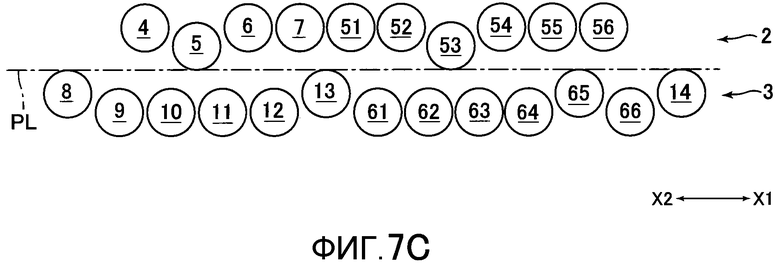
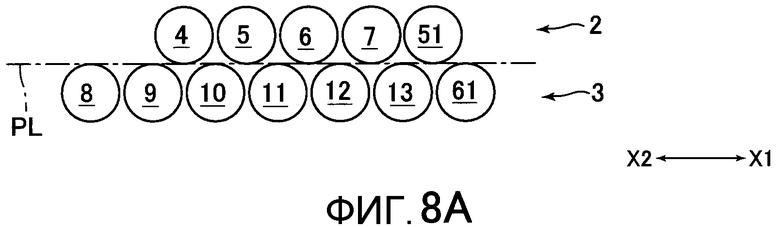
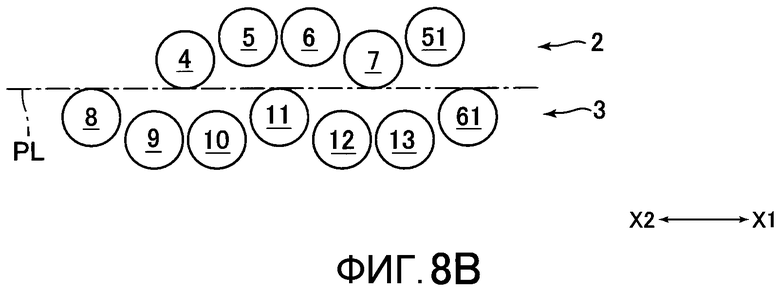
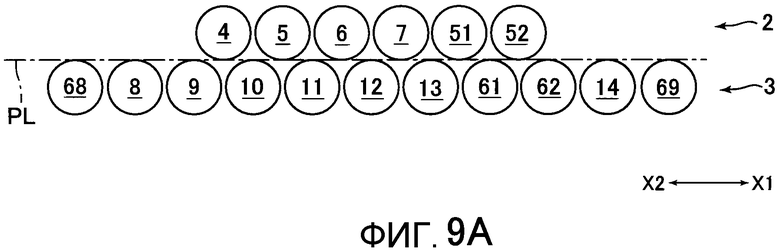
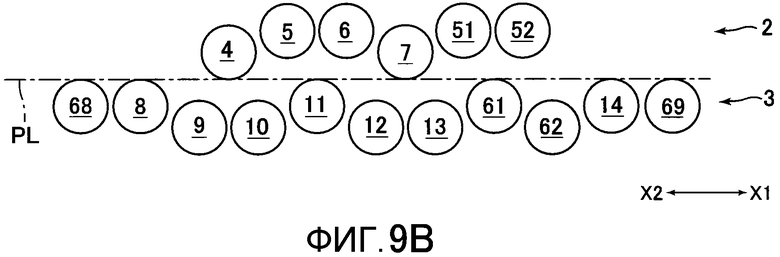
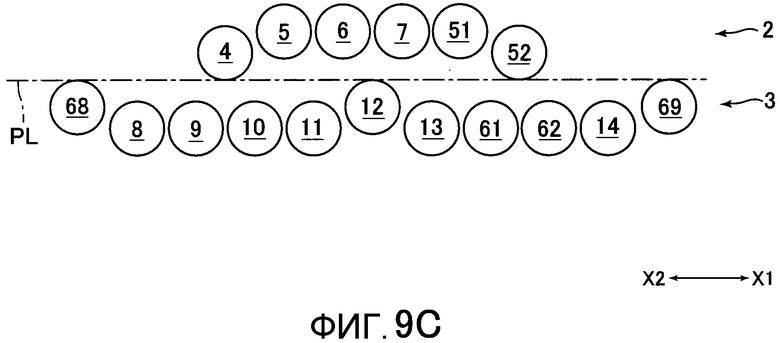
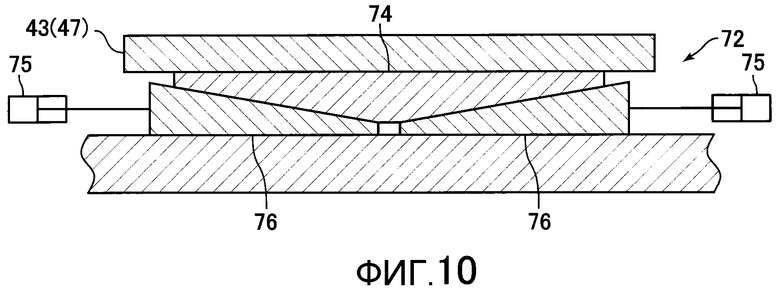
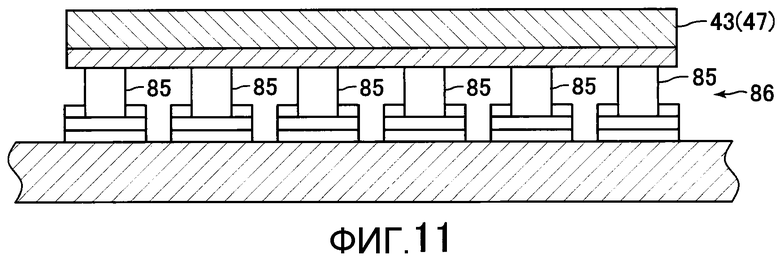
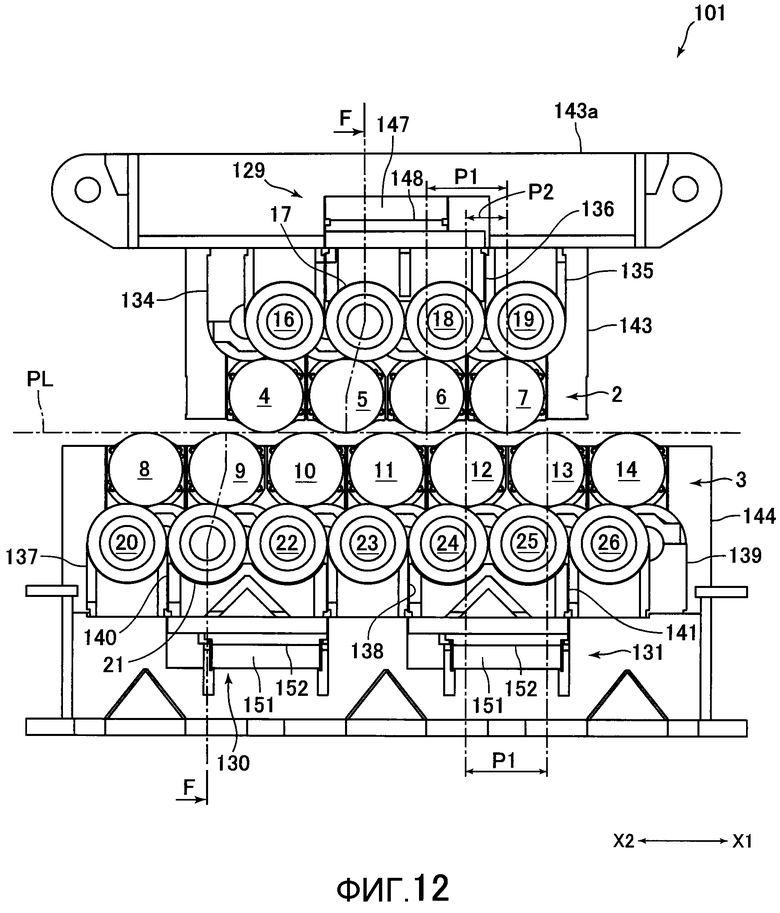
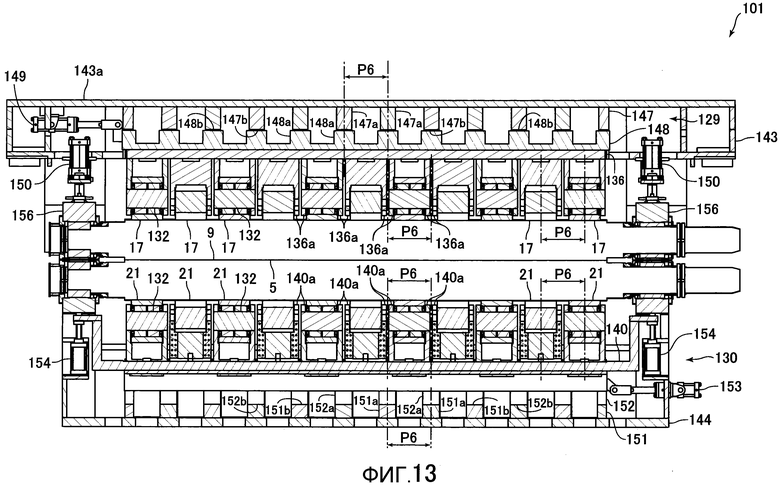
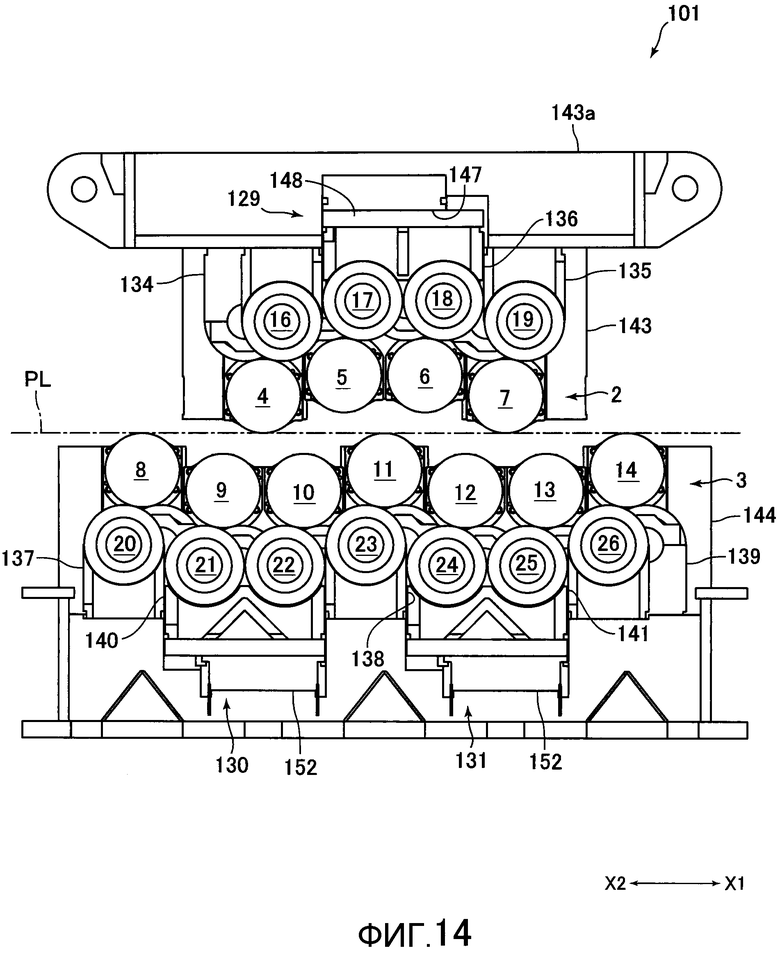
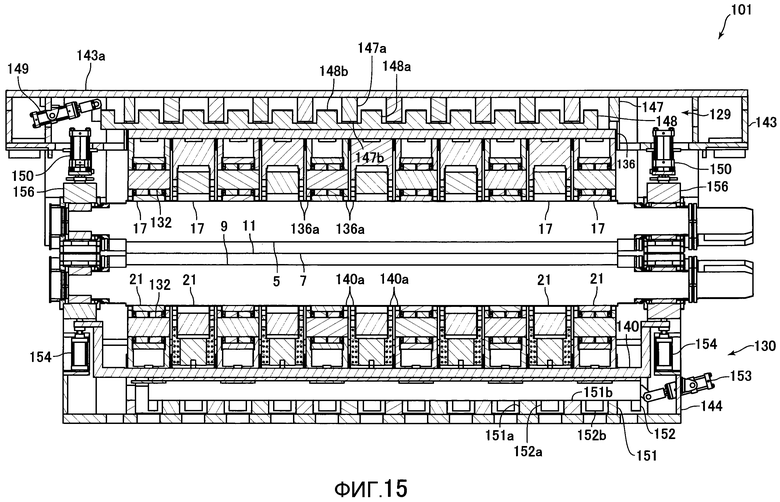
Изобретение относится к обработке металлов давлением и может быть использовано в правильном производстве для правки стальных пластин. Валковое правильное устройство имеет первую валковую группу первых правильных валков, вторую валковую группу вторых правильных валков, расположенных зигзагообразно относительно первых правильных валков, первый отводной механизм для отвода первых правильных валков от линии прокатки и второй отводной механизм для отвода вторых правильных валков от линии прокатки. Во второй валковой группе имеются третьи правильные валки, расположенные с шагом в направлении перемещения стальной пластины относительно вторых правильных валков. Повышается качество правки за счет сохранения одинакового шага валков. 5 з.п. ф-лы, 15 ил.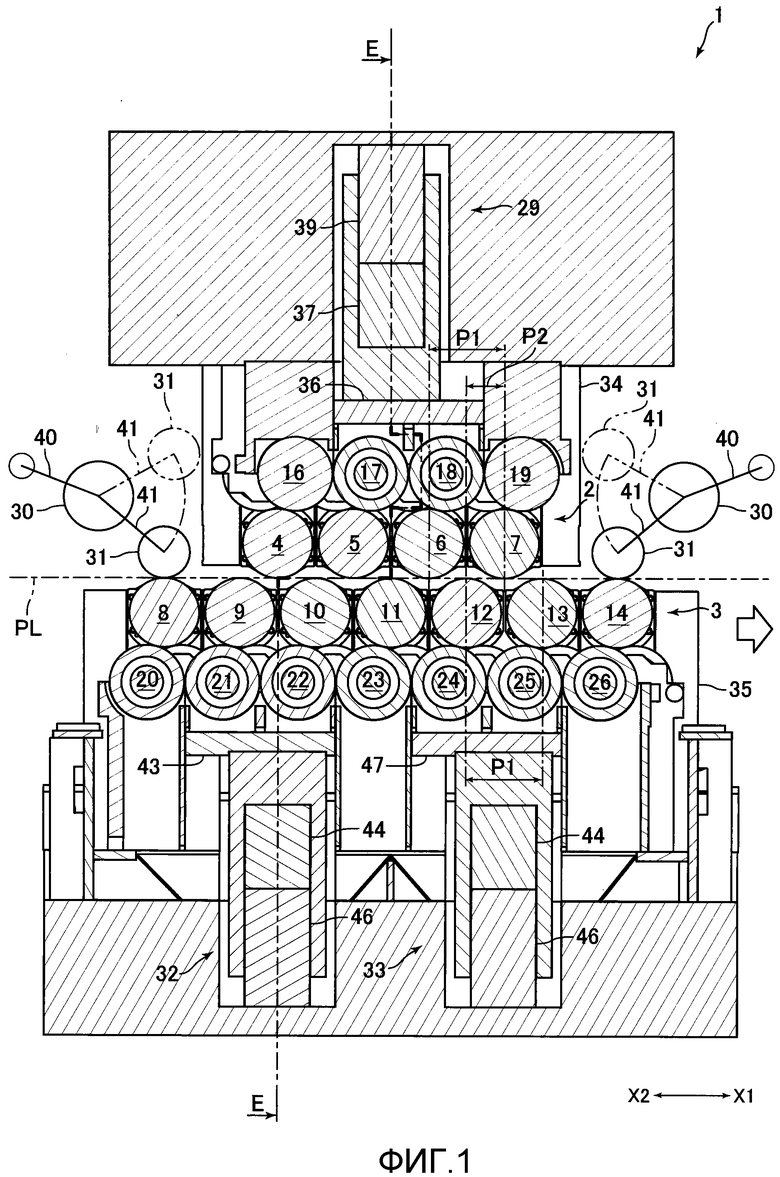
1. Валковое правильное устройство, в котором стальная пластина выпрямляется при перемещении, содержащее:
первую валковую группу, которая снабжена «n» числом первых правильных валков, где «n» - целое число, равное 4 или более, которые расположены с заданным первым шагом в направлении перемещения стальной пластины;
вторую валковую группу, которая снабжена «n+1» числом вторых правильных валков, которые расположены с первым шагом в направлении перемещения стальной пластины и расположены зигзагообразно относительно первых правильных валков, и которая расположена так, чтобы быть обращенной к первой валковой группе через линию прокатки, в которой проходит стальная пластина;
первый отводной механизм, который отводит некоторые первые правильные валки от линии прокатки для изменения количества первых правильных валков, которые используются для выпрямления стальной пластины; и
второй отводной механизм, который отводит некоторые вторые правильные валки от линии прокатки для изменения количества вторых правильных валков, которые используются для выпрямления стальной пластины;
при этом вторая валковая группа снабжена по меньшей мере третьим правильным валком, который расположен по меньшей мере на одной из стороны входа и стороны выхода в направлении перемещения стальной пластины и который расположен с первым шагом или с шагом, равным «m» первым шагам, где «m» - целое число, равное 2 или более, относительно второго правильного валка в направлении перемещения стальной пластины.
2. Устройство по п.1, в котором третий правильный валок расположен на стороне входа и на стороне выхода в направлении перемещения стальной пластины.
3. Устройство по п.2, в котором используют один третий правильный валок, расположенный на стороне входа и на стороне выхода в направлении перемещения стальной пластины.
4. Устройство по п.3, в котором
первая валковая группа снабжена «4+3k» числом первых правильных валков, где «k» - целое число от 0 и более,
вторая валковая группа снабжена «5+3k» числом вторых правильных валков,
третий правильный валок расположен с первым шагом относительно второго правильного валка в направлении перемещения стальной пластины,
первый отводной механизм отводит два смежных первых правильных валка от линии прокатки для изменения шага первых правильных валков, которые используются для выпрямления стальной пластины; а
второй отводной механизм отводит два смежных вторых правильных валка от линии прокатки для изменения шага вторых правильных валков, которые используются для выпрямления стальной пластины.
5. Устройство по любому из пп.1-4, дополнительно содержащее первый удерживающий валок и второй удерживающий валок для удержания стальной пластины на линии прокатки по меньшей мере на одной из стороны входа или стороны выхода относительно первой валковой группы в направлении перемещения стальной пластины,
при этом первый удерживающий валок и второй удерживающий валок расположены в смещенном состоянии друг относительно друга в направлении перемещения стальной пластины.
6. Устройство по п.5, дополнительно содержащее
первый удерживающий элемент, который с возможностью вращения удерживает первый удерживающий валок,
второй удерживающий элемент, который с возможностью вращения удерживает второй удерживающий валок,
первый перемещающий механизм, посредством которого первый удерживающий валок перемещается к линии прокатки и отводится от линии прокатки, и
второй перемещающий механизм, посредством которого второй удерживающий валок перемещается к линии прокатки и отводится от линии прокатки,
при этом второй удерживающий элемент с возможностью поворота соединен с первым удерживающим элементом, а второй перемещающий механизм прикреплен к первому удерживающему элементу для поворота второго удерживающего элемента.
| US 5412968 A, 09.05.1995 | |||
| Способ установки в многовалковых правильных машинах валков | 1961 |
|
SU149748A1 |
| Листоправильная машина | 1988 |
|
SU1532116A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2001 |
|
RU2205082C2 |
| МОШНИН Е.Н | |||
| Гибка и правка на ротационных машинах | |||
| - М.: Машиностроение, 1967, с.223, рис.100, с.227, рис.111. | |||

