ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к эджеру прокатного стана, в частности листопрокатного стана и прокатного стана Стекеля.
УРОВЕНЬ ТЕХНИКИ
В листопрокатных станах и прокатных станах Стекеля существует тенденция прокатки более короткого исходного материала, такого как короткие (обычно толстые) слябы или слитки. Обычно исходный материал имеет длину порядка 3-4 метра или более, но теперь требуется исходный материал для прокатки, который имел бы длину всего порядка 2-3 метра или меньше. Это особенно применимо в случае листопрокатных станов, прокатывающих продукты из толстых слябов или слитков, и прокатных станов Стекеля, прокатывающих «экзотические» материалы, например титановые и никелевые. Эти короткие слябы или слитки создают особую проблему с работой эджера.
Эджеры прокатного стана используются для поддержания заданной ширины сляба по мере того, как он обрабатывается. Эджеры как правило содержат рабочие валки, установленные с обеих сторон от центральной линии на участке пути, по которому исходный материал перемещается в его различных формах, для удобства называемых слябом, но охватывающих и другие формы от исходного материала до готового изделия. Разделение рабочих валков регулируется в соответствии с требуемой шириной листа. Направляющие валки проходят через центральную часть пути, и устанавливаются так, чтобы их оси вращения были перпендикулярны к плоскости центральной линии и находились в ней. Подающие валки предусматриваются поперек существенной части полной ширины пути перед или после секции эджера, и эти подающие валки как правило приводятся в действие непосредственно от двигателей через ведущие валы, или иногда с использованием редуктора. Однако в секции эджера этого пути между рабочими валками эджера обычно имеются только направляющие валки. Это не является проблемой, если слябы имеют обычную длину, поскольку по меньшей мере часть сляба всегда опирается на приводные валки вне секции эджера. Однако для коротких слябов может существовать такое время в цикле прокатки, когда никакая часть сляба не находится на приводном валке, и слябы застревают.
Замена направляющих валков приводными валками в секции между рабочими валками эджера имеет тот недостаток, что замена рабочего валка эджера становится более сложной из-за необходимости удалять приводные валки в этой секции для того, чтобы получить доступ для замены валка. В отличие от существующих направляющих валков, приводные валки не могут быть просто вынуты, но должны быть отсоединены от их передаточного и ведомого механизма.
Патентный документ JPS5671503 описывает прокатное оборудование, которое может прокатывать как лист, так и горячий рулон путем обеспечения промежуточного рольганга, который поднимается в рабочее положение для прокатки листа.
Патентный документ JPS6138706 описывает стан для боковой прокатки, снабженный парой неведомых вертикальных валков, которые являются подвижными в направлении ширины листа для того, чтобы уменьшить затраты и пространственные требования, связанные с ведомыми валками.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом настоящего изобретения, эджер прокатного стана содержит пару рабочих валков и подающий валковый узел; причем подающий валковый узел содержит один или более ведомых подающих валков и приводное средство; причем подающий валковый узел установлен на подвижном креплении так, что подающий валковый узел подвижен между рабочим положением вращения в эджере и положением замены валка в эджере; причем подвижное крепление содержит ось.
Ведомые подающие валки и их приводные средства перемещаются из их рабочего положения для того, чтобы позволить замену валка в том месте, которое они занимают при нормальной операции прокатки.
Предпочтительно приводное средство содержит двигатель и одно из редуктора, ременного привода или цепного привода.
Как правило, подвижное крепление вращается или поворачивается.
Предпочтительно ось содержит входной вал редуктора, ременного привода или цепного привода.
Предпочтительно эджер содержит два подающих валковых узла и подвижные крепления.
Подающий валковый узел на подвижном креплении предусмотрен с каждой стороны зазора в направлении перемещения листа, в котором рабочие валки эджера могут перемещаться.
Предпочтительно эджер дополнительно содержит один или более разделенных на две части ведомых подающих валков, и один или более ведомых подающих валков подающего валкового узла установлен между двумя частями одного разделенного ведомого подающего валка.
Предпочтительно эджер дополнительно содержит общую опору для поддержки двух частей разделенных ведомых подающих валков и приводное средства.
В одном варианте осуществления приводное средство привода содержит двигатель и редуктор, а эджер дополнительно содержит один или более разделенных на две части ведомых подающих валков, и один или более ведомых подающих валков подающего валкового узла установлен между двумя частями одного разделенного ведомого подающего валка; причем входной вал редуктора соединен с одной частью разделенного ведомого подающего валка и выполнен с возможностью приведения в движение посредством одной части разделенного ведомого подающего валка.
Предпочтительно другая часть разделенного ведомого подающего валка соединена с входным валом редуктора и выполнена с возможностью приведения в движение входным валом редуктора.
В соответствии со вторым аспектом настоящего изобретения способ выполнения замены рабочего валка эджера в эджере прокатного стана в соответствии с первым аспектом включает в себя этапы, на которых
перемещают ведомые подающие валки из рабочего положения прокатки; и перемещают первый рабочий валок в положение, освобожденное ведомыми подающими валками подающего валкового узла;
извлекают первый рабочий валок из эджера;
вставляют второй рабочий валок в эджер для замены первого рабочего валка;
перемещают второй рабочий валок из рабочего положения прокатки ведомых подающих валков подающего валкового узла, отличающийся тем, что ведомые подающие валки подающего валкового узла поворачивают из рабочего положения прокатки и поворачивают обратно в их рабочее положение прокатки.
Предпочтительно ведомые подающие валки вращаются вокруг вала подающего валкового приводного механизма
Если первый рабочий валок удаляется и ремонтируется, он может быть возвращен в эджер в качестве второго рабочего валка после истечения некоторого промежутка времени, но предпочтительно второй рабочий валок отличен от первого рабочего валка.
Предпочтительно входной вал редуктора приводится в действие одной частью разделенного ведомого подающего валка.
Предпочтительно другая часть разделенного ведомого подающего валка приводится в действие посредством входного вала редуктора.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Один пример эджера прокатного стана в соответствии с настоящим изобретением будет теперь описан со ссылками на сопроводительные чертежи, в которых:
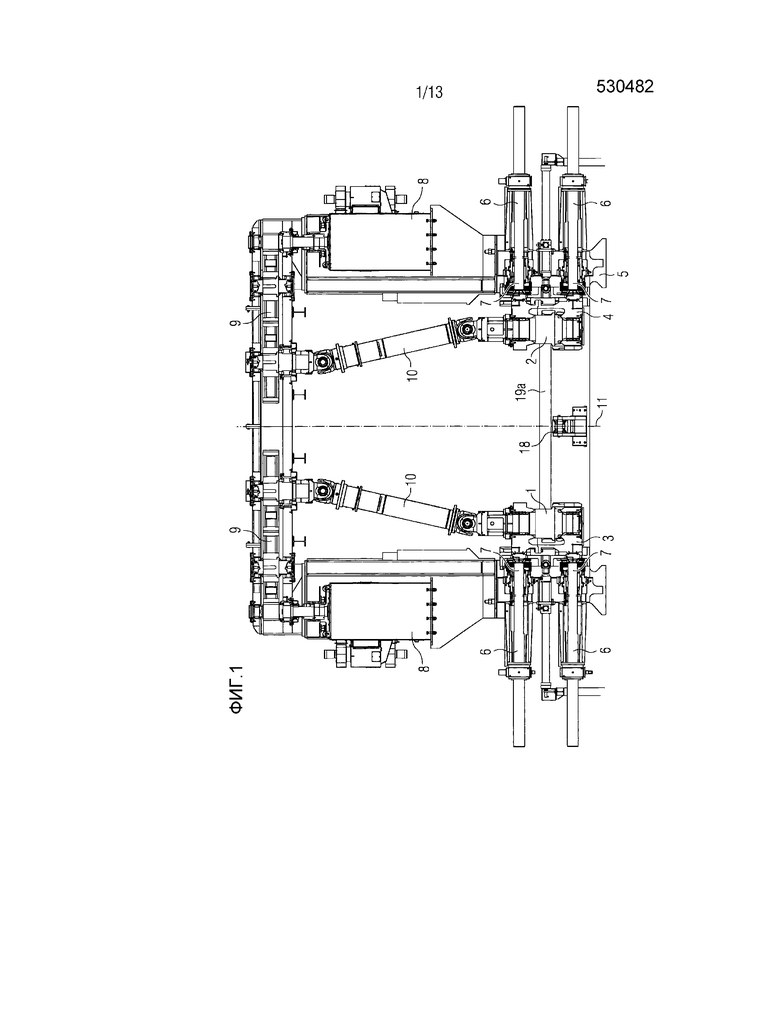
фиг.1 иллюстрирует обычный эджер, позиционированный для широкого сляба;
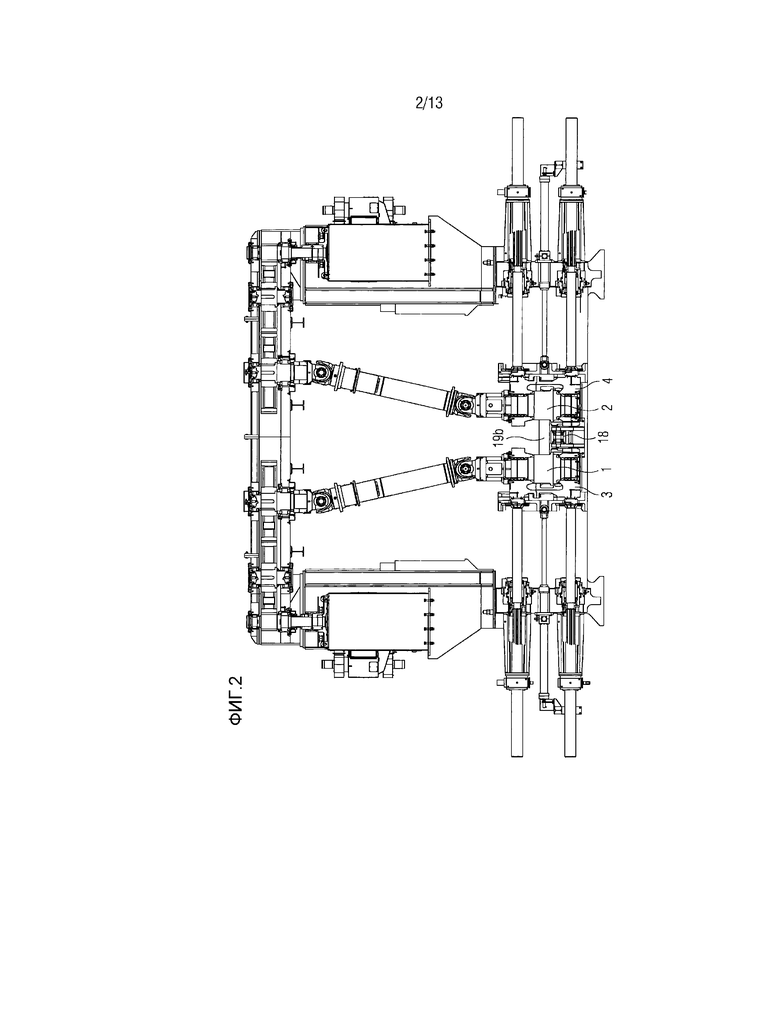
фиг.2 иллюстрирует обычный эджер, позиционированный для узкого сляба;
фиг.3a показывает проблемы, с которыми сталкивается обычный эджер, обрабатывающий короткий сляб, на виде сбоку;
фиг.3b показывает проблемы, с которыми сталкивается обычный эджер, обрабатывающий короткий сляб, на виде сверху;
фиг.4 иллюстрирует извлечение рабочего валка из обычного эджера во время замены рабочего валка;
фиг.5a иллюстрирует детализированную конструкцию эджера в соответствии с настоящим изобретением на виде сверху, показывающем центральные валки в их рабочем положении;
фиг.5b иллюстрирует детализированную конструкцию эджера в соответствии с настоящим изобретением на виде сверху, показывающем центральные валки в их холостом положении;
фиг.5c показывает рабочее положение на виде сбоку;
фиг.5d показывает положение замены валка на виде сбоку;
фиг.5e показывает положение замены валка с подушкой валка, вставленной между валками;
фиг.5f иллюстрирует положение замены валка, иллюстрирующее ограничители скольжения;
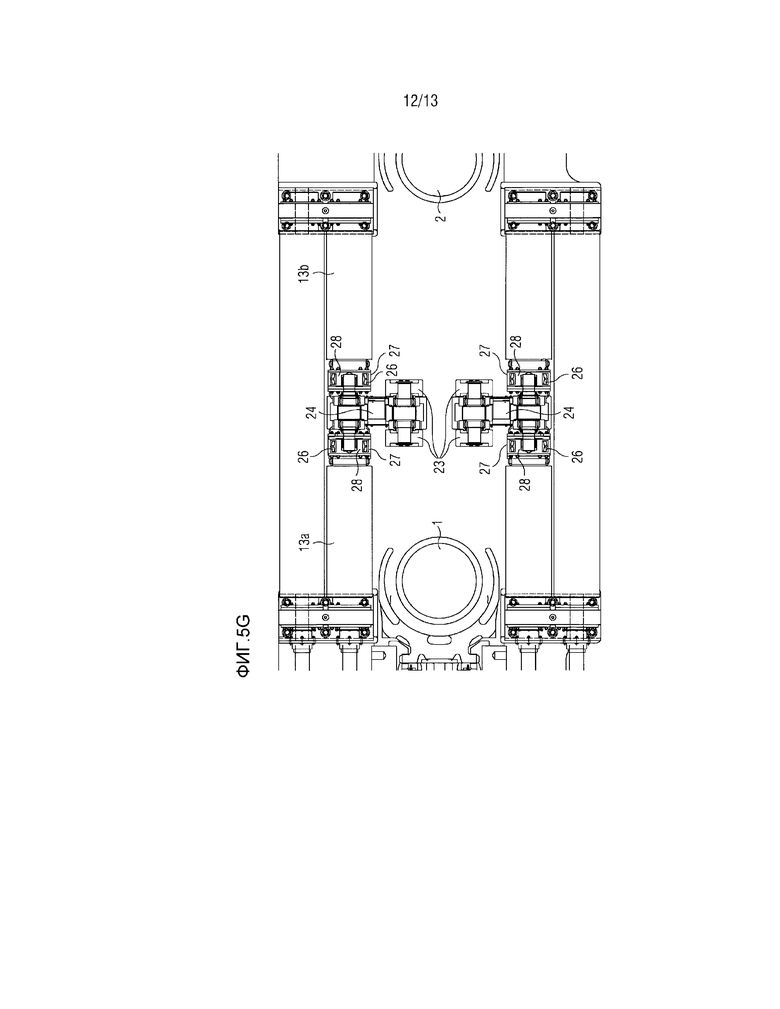
фиг.5g показывает другой вид примера эджера в соответствии с настоящим изобретением, если смотреть сверху, показывающий центральные валки в рабочем положении; и
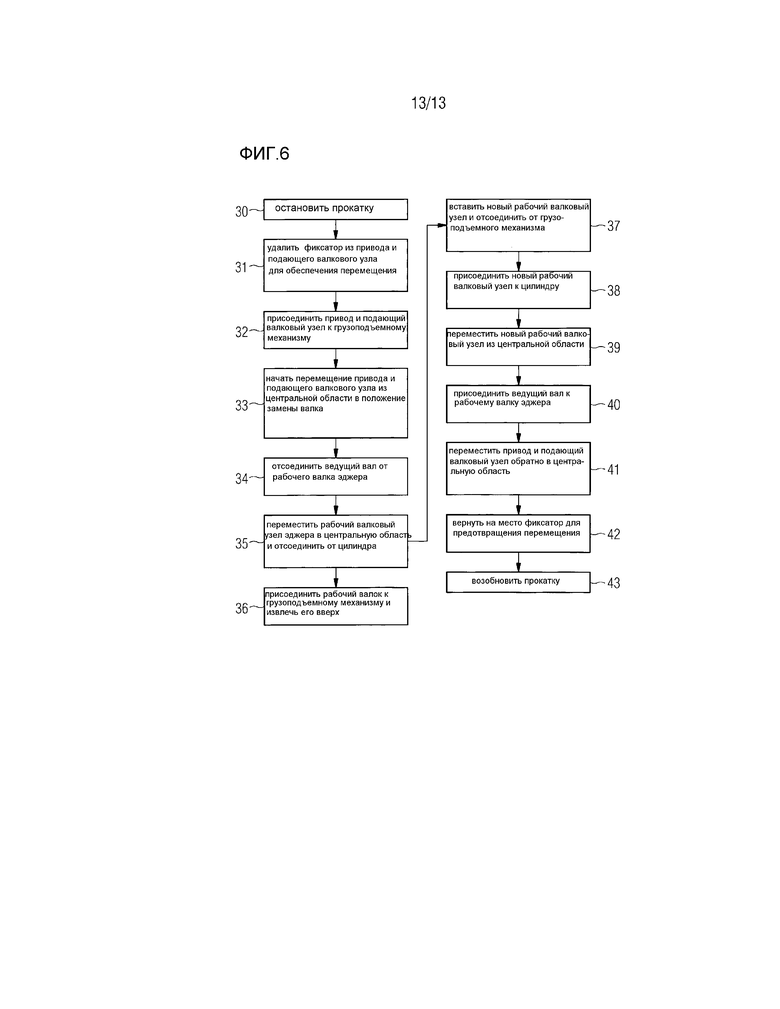
фиг.6 представляет собой схему производственного процесса способа выполнения замены валка в прокатном стане, содержащем эджер, в соответствии с настоящим изобретением.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В эджере листопрокатного стана или прокатного стана Стекеля, например как иллюстрировано на фиг.1 и фиг.2, рабочие валки 1, 2 эджера устанавливаются в подушках 3, 4, которые могут перемещаться внутри корпуса 5 посредством винтов 6 и цилиндров 7. Рабочие валки 1, 2 эджера приводятся в действие электродвигателями 8 через соответствующие редукторы 9 и ведущие валы 10. Изменение разделения рабочих валков 1, 2 эджера вокруг центральной линии 11 эджера путем перемещения подушек 3, 4 позволяют эджеру адаптироваться к ширине сляба, подлежащего прокатке. На фиг.1 показан широкий сляб 19. На фиг.2 показан узкий сляб 19. Как показано на фиг.3a и фиг.3b, ведомые подающие валки 12, 13, 14, 15 используются для поддерживания сляба, но поскольку рабочие валки 1, 2 эджера перемещаются, как проиллюстрировано стрелками 16, эти подающие валки должны быть установлены на расстоянии от центральной линии 17 рабочего валка эджера так, чтобы не мешать перемещению рабочих валков эджера. Центральная линия 17 является перпендикулярной направлению движения 20 сляба. Как правило, шаг между двумя самыми внутренними приводными подающими валками 13, 14 составляет приблизительно 2000 мм, то есть по 1000 мм с каждой стороны от центральной линии 17 рабочего валка эджера. Между самыми внутренними ведомыми подающими валками обычно присутствуют только направляющие валки 18 (то есть не ведомые валки). Причина, по которой эти направляющие валки 18 не приводятся в действие, заключается в том, что имеется очень мало пространства, доступного для приводного механизма. Как можно заметить на фиг.2, когда эджер осуществляет боковое обжатие узких слябов 19, имеется только очень маленький зазор между валковыми узлами 1, 2, 3, 4 эджера и направляющими валками 18, и отсутствует достаточное пространство для установки ведомых валов для этих направляющих валков.
Тот факт, что эти направляющие валки 18 не приводятся в действие, порождает проблемы с транспортировкой коротких слябов 19 или слитков через эджер, потому что сляб или слиток может застрять в положении, в котором он не приводится в движение ни одним из ведомых подающих валков. Это иллюстрируется более подробно на фиг.3a и фиг.3b. Короткий сляб 19, перемещающийся в направлении перемещения, показанном стрелкой 20, теряет контакт с ведомыми подающими валками 12, 13 прежде, чем он войдет в контакт с ведомыми подающими валками 14, 15. Эта проблема становится особенно выраженной, если никакого бокового обжатия сляба или слитка не производится, так что валки 1, 2 эджера не находятся в контакте со слябом 19 или слитком. В этой ситуации сляб или слиток проходит через эджер только в том случае, если у него есть достаточный импульс, чтобы сохранять движение. Можно было бы рассчитывать на некоторое содействие со стороны краев сляба, опирающихся на верхушки фланцев рабочих валков эджера, но, особенно в случае слитков, которые обычно сужаются, этот контакт может быть минимальным или вообще отсутствовать. Также малые направляющие валки могут быть установлены на передней стороне подушки нижнего валка эджера. Они обеспечивают некоторую поддержку для сляба или слитка, но они обычно не приводятся в действие. В то время как в принципе было бы возможно приводить в действие эти поддерживающие валки, это является не очень практичным из-за ограниченности доступного пространства.
Для решения этой проблемы, некоторые эджеры используют короткие ведомые подающие валки, которые приводятся в действие механизмом из центра самого внутреннего подающего валка полной ширины. Самый внутренний ведомый подающий валок делится на две части и между этими двумя частями располагается редуктор, который приводит в действие малые подающие валки, которые располагаются между рабочими валками эджера. Либо единственная пара коротких подающих валков приводится в действие посредством редуктора, либо два или больше коротких подающих валка приводятся в действие с каждой стороны посредством последовательности передач. Хотя эта конструкция решает проблему транспортировки коротких слябов через эджер, она порождает другую проблему.
Рабочие валки эджера должны заменяться с регулярными интервалами по мере их износа. Наиболее распространенным способом замены валковых узлов является их вертикальное вынимание вверх из корпуса эджера, как показано на фиг.4. Во многих эджерах больших листопрокатных станов удобно вынимать их за крюк 21 на центральной линии 11 эджера. Одна причина для этого заключается в том, что редукторы 9 и двигатели 8 и ведущие валы 10 мешают извлечению валковых узлов эджера в других положениях. Другая причина заключается в том, что поскольку центральное положение является нерабочим положением, легко организовать расцепление валкового узла эджера с направляющими, как правило, скользящими ограничителями 22, которые удерживают валковый узел эджера в корпусе 5 эджера во время обычной работы, когда валковый узел эджера находится в нецентральном положении, как проиллюстрировано на фиг.5f, и позволить ей выдвинуться в центральное положение, как проиллюстрировано на фиг.5e, упрощая таким образом замену валка. Многие эджеры последовательно перемещают рабочий валковый узел в это центральное положение для замены валка, как проиллюстрировано на фиг.4.
Для того, чтобы позволить валковому узлу эджера переместиться в это центральное положение, направляющие валки 18, которые проиллюстрированы на фиг.1, фиг.2 и фиг.3, должны быть сначала извлечены. В случае простых не ведомых направляющих валков это является несложным, поскольку группа направляющих валков устанавливается на общем основании, которое может быть просто извлечено путем зацепления за тот же самый подъемный крюк 21, который затем используется для удаления валков 1, 2 эджера.
Однако в случае приводящихся в действие механизмом коротких подающих валков, упомянутых выше, это не представляется возможным. Редукторы и короткие подающие валки не могут быть просто извлечены для замены валка эджера. Следовательно, замена валка эджера становится более сложной, потому что направляющие 22, которые удерживают валковый узел эджера в корпусе эджера 5, должны быть отвинчены для того, чтобы вынуть валки 1, 2 эджера в нецентральном положении.
Таким образом, текущие варианты состоят в том, чтобы использовать эджер с направляющими валками, который лучше для замены валков эджера, но не очень хорош при транспортировке коротких слябов или слитков через эджер, либо использовать эджер с механизмом ведомых коротких подающих валков, который лучше при транспортировке коротких слябов или слитков, но делает замену валков более сложной.
Настоящее изобретение решает проблему замены валка, связанную с механизмом ведомых коротких подающих валков.
Вместо фиксированного редуктора и коротких ведомых валков, используемых для того, чтобы гарантировать, что короткий сляб не застрянет на направляющих валках, настоящее изобретение предлагает узел с ведомыми валками, который является подвижным между рабочим положением прокатки и положением замены валка. Приводной механизм для ведомых валков может использовать редуктор, цепной привод или ременной привод. Редуктор является предпочтительным благодаря высоким нагрузкам, так что примеры будут описаны со ссылкой на редуктор. Однако, эти примеры должны рассматриваться, как являющиеся одинаково применимыми к случаю цепного или ременного привода или другого подобного ведомого механизма.
Как проиллюстрировано вариантом осуществления, изображенным на фиг.5a и фиг.5c, это может быть достигнуто путем использования коротких ведомых подающих валков 23, одного или более подающих валков, или одной или более пар таких подающих валков, соединенных с и приводимых в действие приводным механизмом, в данном примере посредством редуктора 24, который может вращаться вокруг его входного вала 25 так, чтобы редуктор и короткие валки могли перемещаться между рабочим положением 54, где короткие подающие валки помещаются между валками 1,2 эджера и могут использоваться для транспортировки слябов через эджер, как проиллюстрировано на фиг.5a и фиг.5c, и положением 55 замены валка, в котором редуктор и короткие подающие валки поворачиваются из пространства между валковыми узлами эджера, как проиллюстрировано на фиг.5d, так, чтобы валковые узлы эджера могли быть перемещены в это пространство для замены валка, как проиллюстрировано на фиг.5b и фиг.5e. Единственный редуктор вращения может быть соединен со всеми из одного или больше подающих валков, или одной или более пар подающих валков, или редуктор вращения может быть предусмотрен на каждой стороне эджера и соединен с подающими валками на этой стороне. Один или более не ведомых направляющих валков 53 могут использоваться в дополнение к коротким ведомым валкам 23, как проиллюстрировано на фиг.5c.
Подвижный узел, содержащий редуктор 24 и короткие ведомые подающие валки 23, может быть полностью отдельным от подающих валков 13 и 14, например редуктор может быть установлен под подающим валком полной ширины и иметь отдельный ведущий вал для входного вала 25. Однако благодаря ограниченному доступному пространству предпочтительно приводить в действие входной вал 25 редуктора 24 от половины подающего валка 13a, как проиллюстрировано на фиг.5g. Входной вал 25 проходит прямо через редуктор 24 и приводит в действие другую половину подающего валка 13b. Подшипники 26 и опоры 27 подшипников, которые поддерживают внутренние концы 28 половин подающих валков 13a и 13b и редуктора, являются отдельными от самого редуктора 24. В обычной конструкции с короткими ведущими валками сам редуктор поддерживает внутренние концы половин ведущих валков, потому что редуктор является фиксированным. Консольный конец 28 редуктора 24 поддерживается на ограничителе 29 в положении нормального функционирования, показанном на фиг.5c. Этот ограничитель может быть регулируемым, или ограничитель может просто быть заклинен во время установки для того, чтобы установить короткий подающий валок 23 на правильной высоте. Консольный конец 28 редуктора 24 удерживается от перемещения вверх во время нормального функционирования простым штифтом или подобным механизмом (не показано). Альтернативно может использоваться дистанционно управляемая защелка, механическая или гидравлическая. Однако, учитывая окружение в этой области и относительно нечастую замену валка эджера, простого штифта или подобной системы будет достаточно.
Для замены валка эджера консольные редукторы 24 перемещаются в положение замены валка, как проиллюстрировано на фиг.5b и фиг.5d. Штифт или другой механизм, который препятствует перемещению редукторов вверх, вынимается, и редукторы поднимаются и втягиваются в положение 50 замены валка путем прикрепления к тому же самому крановому креплению 21, которое используется для замены валка эджера. Имеется ограничитель (не показан) для положения замены валка редуктора для предотвращения прямого контакта коротких подающих валков 23 с подающими валками 12, 15 полной ширины. Система может при желании содержать гидравлические цилиндры или альтернативные механизмы для перемещения редуктора из положения нормального функционирования к положению замены валка, но это не является существенным, поскольку замена валка эджера происходит относительно нечасто. Возвращение редукторов на место после того, как замена валка эджера закончена, выполняется в обратной последовательности.
Фиг.6 показывает этап типичного процесса замены валка. Когда определено, что рабочий валок эджера требует замены, прокатка прекращается (этап 30). Все удерживающие детали, которые удерживают на месте узел, содержащий приводной механизм и подающие валки, извлекаются (этап 31) для того, чтобы позволить приводу и подающему валковому узлу перемещаться. Узел присоединяется (этап 32) к грузоподъемному механизму, и начинается (этап 33) перемещение из центральной области эджера в положение замены валка. Как правило, это означает, что грузоподъемный механизм поворачивает узел вокруг входного вала редуктора. На этапе 34 приводной вал 10 отсоединяется от рабочего валка эджера, как проиллюстрировано на фиг.4. На этапе 35 рабочий валковый узел эджера, подлежащая замене, перемещается в центральную область цилиндром 52 и отсоединяется от цилиндра 52. Цилиндр 52 затем перемещается обратно, чтобы позволить грузоподъемному механизму присоединиться (этап 36), и рабочий валковый узел извлекается вверх из эджера. Новый рабочий валок помещается (этап 37) в центральную область эджера с использованием грузоподъемного механизма, отделяется от него, и цилиндр 52 перемещается в положение и присоединяется (этап 38) к рабочему валковому узлу. Рабочий валковый узел рабочего валка затем перемещается (этап 39) из центральной области, и ведущий вал снова прикрепляется (этап 40). Грузоподъемный механизм поворачивает (этап 41) привод и подающий валковый узел обратно в положение в центральной области. Все фиксаторы для привода и подающего валкового узла помещаются на место (этап 42), и прокатка может быть возобновлена (этап 43).
Таким образом, эджер по настоящему изобретению может комбинировать ведомые короткие подающие валки для того, чтобы сделать транспортировку коротких слябов и слитков через эджер намного более легкой, со свободным центральным положением для замены валка эджера. Вращение или поворот редуктора и коротких подающих валковых узлов вокруг входного вала редуктора перемещает редуктор и короткие подающие валковые узлы из окна для замены валка, и таким образом позволяет заменять валки эджера в центральном положении, что намного более просто, чем замена валков эджера в нецентральном положении. Нет никакой потребности отсоединять редуктор и подающие валки на любом этапе этого процесса.
Запирание и перемещение между положением нормального функционирования ведомого механизма и подающих валков и положением замены валка может быть выполнено вручную, или может быть автоматизировано и выполняться под управлением контроллера (не показан).
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2015 |
|
RU2593551C1 |
| Валковый узел клети поперечно-винтовой прокатки | 1987 |
|
SU1405922A1 |
| ОБЖИМНОЙ ПРОКАТНЫЙ СТАН С ПРИВОДНЫМ БЛОКОМ | 2010 |
|
RU2508956C1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА С ТРЕМЯ ВАЛКАМИ | 2014 |
|
RU2631223C2 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| ПОДАЮЩИЙ УЗЕЛ ПРОКАТНОГО СТАНА И СПОСОБ ЕГО НАСТРОЙКИ | 2012 |
|
RU2567141C2 |
| ПРОКАТНАЯ КЛЕТЬ С УСТРОЙСТВОМ ПЕРЕМЕЩЕНИЯ | 2006 |
|
RU2411093C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2006 |
|
RU2393034C2 |









Изобретение относится к эджеру прокатного стана и способу замены рабочих валков эджера. Эджер содержит пару рабочих валков и подающий валковый узел, содержащий один или более ведомых подающих валков и приводное средство, причем подающий валковый узел установлен на подвижном креплении так, что подающий валковый узел перемещается между рабочим положением прокатки в эджере и положением замены валков в эджере, при этом подвижное крепление содержит ось, представляющую собой входной вал редуктора, проходящий непосредственно через редуктор и приводящий в действие другую половину подающего валка. Обеспечивается более легкая транспортировка коротких слябов и слитков через эджер со свободным центральным положением для замены валков эджера. 3 н. и 9 з.п. ф-лы, 13 ил.
1. Эджер прокатного стана, содержащий пару рабочих валков и подающий валковый узел, причем подающий валковый узел содержит один или более ведомых подающих валков (23) и приводное средство (24), причем подающий валковый узел установлен на подвижном креплении (25) так, что подающий валковый узел перемещается между рабочим положением (54) прокатки в эджере и положением (55) замены валков в эджере, отличающийся тем, что подвижное крепление содержит ось, представляющую собой входной вал редуктора (24), проходящий непосредственно через редуктор и приводящий в действие другую половину подающего валка.
2. Эджер по п. 1, в котором приводное средство содержит двигатель.
3. Эджер по п. 1 или 2, который содержит два подающих валковых узла (23, 24) и подвижные крепления (25).
4. Эджер по п. 1 или 2, который дополнительно содержит один или более разделенных на две части ведомых подающих валков (13a, 13b), при этом один или более ведомых подающих валков (23) подающего валкового узла установлен между двумя частями (13a, 13b) одного разделенного ведомого подающего валка.
5. Эджер по п. 4, который дополнительно содержит общую опору (26, 27) для поддержания двух частей разделенных ведомых подающих валков (13a, 13b) и приводного средства.
6. Эджер по п. 1, который дополнительно содержит один или более разделенных на две части ведомых подающих валков (13a, 13b), а приводное средство содержит двигатель и редуктор (24), при этом один или более ведомых подающих валков (23) подающего валкового узла установлен между двумя частями (13a, 13b) одного разделенного ведомого подающего валка, причем входной вал (25) редуктора соединен с одной частью (13a) разделенного ведомого подающего валка и выполнен с возможностью приведения в действие посредством одной части (13a) разделенного ведомого подающего валка.
7. Эджер по п. 6, в котором другая часть (13b) разделенного ведомого подающего валка соединена с входным валом (25) редуктора и выполнена с возможностью приведения в движение входным валом редуктора (24).
8. Способ замены рабочего валка эджера в эджере прокатного стана по любому из пп. 1-6, включающий этапы, на которых:
перемещают ведомые подающие валки (23) из рабочего положения прокатки, и
перемещают первый рабочий валок в положение, освобожденное ведомыми подающими валками подающего валкового узла,
извлекают первый рабочий валок из эджера,
вставляют второй рабочий валок в эджер для замены первого рабочего валка,
перемещают второй рабочий валок из рабочего положения прокатки ведомых подающих валков подающего валкового узла, при этом ведомые подающие валки (23) подающего валка узла поворачивают из рабочего положения прокатки обратно в их рабочее положение прокатки.
9. Способ по п. 8, в котором ведомые подающие валки (23) поворачивают вокруг вала (25) подающего валкового приводного механизма.
10. Способ по п. 8 или 9, в котором второй рабочий валок отличен от первого рабочего валка.
11. Способ замены рабочих валков в эджере прокатного стана, включающий этапы, на которых:
перемещают ведомые подающие валки (23) из рабочего положения прокатки, и
перемещают первый рабочий валок в положение, освобожденное ведомыми подающими валками подающего валкового узла, извлекают первый рабочий валок из эджера,
извлекают первый рабочий валок из эджера,
вставляют второй рабочий валок в эджер для замены первого рабочего валка,
перемещают второй рабочий валок из рабочего положения прокатки ведомых подающих валков подающего валкового узла, при этом ведомые подающие валки подающего валкового узла поворачивают из рабочего положения прокатки обратно в их рабочее положение прокатки,
при этом входной вал (25) редуктора (24) приводят в действие одной частью (13a) разделенного ведомого подающего валка.
12. Способ по п. 11, в котором другую часть (13b) разделенного ведомого подающего валка приводят в действие посредством входного вала (25) редуктора.
| JP S5671503 A, 15.06.1981 | |||
| US 3670587 А, 20.06.1972 | |||
| ЭЛЕКТРОКОРОННЫЙ СЕПАРАТОР | 1991 |
|
RU2123390C1 |
| ПРИВОД ВЕРТИКАЛЬНЫХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2281821C1 |
| Вертикальная клеть прокатного стана | 1989 |
|
SU1690869A1 |

