Изобретение относится к обжимному прокатному стану для бокового обжатия металлической заготовки, содержащему пару валков с вертикальными центральными осями, выполненными с возможностью установки относительно друг друга, причем валки посредством шарнирных валов соединены с приводом вращательного движения.
Такие обжимные прокатные станы выполнены в значительной степени как клети с вертикальными валками или клети для бокового обжатия с одной или несколькими верхними поперечинами или траверсами.
Из европейского патентного документа ЕР 1606067 В1 известен обжимной прокатный стан для горячей прокатки, который содержит пару валков, имеющих вертикально расположенные центральные оси и расположенных с возможностью установки относительно друг друга, которые посредством шарнирных валов соединены по меньшей мере с одним приводом вращательного движения. Этот обжимной прокатный стан отличается тем, что привод вращательного движения для двух валков стационарно расположен ниже уровня площадки цехового пролета и соответственно посредством стационарного передаточного механизма соединен соответственно для передачи приводного момента с шарнирным валом. От привода вращательного движения, который состоит из тяжелого электродвигателя, приводное усилие посредством проходного, горизонтально расположенного, опертого с возможностью вращения приводного вала и отходящих в обе стороны ступеней конической зубчатой передачи передается на оба расположенных относительно вертикали под острым углом шарнирных вала, которые в свою очередь свое вращательное движение в приемниках головок универсальных шарниров посредством головок универсальных шарниров передают на валки для бокового обжатия. Недостатком известного обжимного прокатного стана является то, что он занимает большое конструктивное пространство.
Задача изобретения состоит в усовершенствовании обжимного прокатного стана вышеназванного типа таким образом, чтобы упростить его конструкцию.
Согласно изобретению, эта задача решается тем, что оба валка посредством регулируемых вместе с валками передаточных механизмов и посредством соответственно связанных с одним из двух передаточных механизмов шарнирных валов соединены с приводом вращательного движения, при этом шарнирные валы расположены относительно горизонтали с наклоном под острым углом.
Преимуществом изобретения является то, что валки для бокового обжатия и соответствующие передаточные механизмы реализованы в отдельных конструктивных блоках. Другое преимущество этой новой конструкции состоит в том, что вращательное движение передается на шарнирные валы либо непосредственно от связанных через синхронизирующий вал с одним единственным приводным двигателем передаточных редукторов либо от приводимых посредством собственного приводного двигателя передаточных редукторов. При этом шарнирные валы могут быть расположены относительно горизонтали под острым углом. Благодаря этой конструкции может быть исключена присущая прежде расположенным наклонно относительно вертикали шарнирным валам конструктивная высота, и за счет конструкции обжимного прокатного стана согласно изобретению обеспечивается более компактная компоновка по сравнению с уровнем техники.
Предпочтительные варианты усовершенствования изобретения приведены в зависимых пунктах формулы изобретения, описании и на чертежах.
Предпочтительным образом привод вращательного движения содержит два приводных двигателя, каждый из которых через передаточный редуктор связан с одним из двух шарнирных валов.
Как альтернатива этому, может быть также с преимуществом предусмотрено, что оба шарнирных вала связаны соответственно с передаточными механизмами, причем относящийся к одному из шарнирных валов передаточный механизм посредством синхронизирующего вала связан с приводным двигателем для общего привода обоих передаточных механизмов. В другом альтернативном варианте оба шарнирных вала через общий передаточный механизм и подключенный к нему синхронизирующий вал связаны с приводным двигателем. Передаточные механизмы выполнены, например, как передаточные редукторы и, например, как шестеренные передачи.
В предпочтительной форме осуществления синхронизирующий вал установлен в направляющем элементе, через который он опирается на основание.
Предпочтительным образом привод вращательного движения расположен ниже уровня площадки цехового пролета.
В другой предпочтительной форме осуществления предусмотрено, что ниже уровня площадки цехового пролета расположена цепь питания, которая связана с находящимися между шарнирными валами и валками для бокового обжатия передаточными механизмами и служит для снабжения передаточных механизмов необходимыми для эксплуатации рабочими средами, в частности смазочным материалом или охлаждающей средой, и электрическим напряжением, в частности, для измерительных приборов.
Предпочтительно обжимной прокатный стан содержит станину с двумя верхними траверсами и несколькими помещенными между ними продольными брусьями.
Как преимущество верхние поперечины соответственно принимают механизмы для установки валков, которые соответственно воздействуют на один из двух валков для бокового обжатия.
Каждая верхняя траверса преимущественно имеет по меньшей мере один уравновешивающий цилиндр для создания предварительного натяжения прокатного устройства и осуществления перемещений при замене валков.
Предпочтительно также, если на продольных брусьях расположены дорожки качения для направления уравновешивающих цилиндров, валков для бокового обжатия и передаточных механизмов.
Другое преимущество состоит в том, что на валках для бокового обжатия расположены направленные вниз шейки, которые с геометрическим замыканием соединены с валковыми трефами в соответствующем передаточном механизме.
Заявляемый обжимной прокатный стан состоит, например, из станины с двумя верхними поперечинами или траверсами и соответственно двумя верхними, двумя средними и двумя нижними поперечными брусьями. Верхние поперечины принимают, соответственно каждая из них, по меньшей мере один механизм для установки валков, который выполнен механическим, гидравлическим или с комбинацией обоих способов управления. Механизм для установки валков воздействует на оба валка для бокового обжатия и прилагает усилие прокатки, которое требуется для обжатия боковых кромок металлической заготовки.
Две верхние поперечины принимают, по меньшей мере каждая из них, уравновешивающий цилиндр, который осуществляет балансировку, то есть приближенно беззазорную стяжку прокатного устройства.
Верхние поперечины соединены продольными брусьями, которые воспринимают из процесса прокатки усилия во всех трех пространственных направлениях. При этом дорожки качения выполнены на верхних и нижних продольных брусьях, которые направляют уравновешивающую траверсу, валки бокового обжатия и соответствующие передаточные механизмы. Дорожки качения могут быть наклонены для определенных целевых назначений. Уравновешивающие цилиндры и механизм для установки валков также могут быть расположены с наклоном для достижения оптимального регулирования усилий и для передачи движения.
Уравновешивающая траверса соединена с уравновешивающим цилиндром. Она перемещается здесь по дорожкам качения на верхних продольных брусьях и соединена с геометрическим замыканием с комплектом валков для бокового обжатия. При замене валков для бокового обжатия уравновешивающие траверсы и передаточные механизмы остаются в стане для бокового обжатия.
Комплект валков для бокового обжатия посредством механизма для установки валков поджимается к прокатываемому материалу и прилагает усилие прокатки. Валок для бокового обжатия снабжен направленной вниз шейкой, которая соединяется с геометрическим замыканием с валковым трефом в соответствующем передаточном механизме и таким образом передает крутящий момент от передаточного механизма на валок. Здесь геометрическое замыкание образовано со стороны валка плоской шейкой и соответствующими плоскими поверхностями в валковом трефе передаточного механизма, которые защищены пластинами из износостойкого материала.
Валки для бокового обжатия перемещаются на дорожках качения на верхних продольных брусьях. Соответствующие проводки на валках для бокового обжатия выполнены с возможностью вращения и обеспечивают уравнивание различий в положении валков для бокового обжатия относительно позиций в калиброванном состоянии. Это позволяет избежать давления и вызываемых им повреждений подшипниковых опор.
Передаточный механизм выполнен двухступенчатым, соответственно с коническими зубчатыми передачами и цилиндрическими зубчатыми передачами. Каждый передаточный механизм и каждый валковый треф для валков для бокового обжатия перемещается с преимуществом по дорожкам качения на используемых дополнительно, согласно изобретению, нижних продольных брусьях и монтируется поэтому как отдельный модуль в обжимном прокатном стане. Соответствующие проводки на корпусах передаточных механизмов выполнены с возможностью вращения и позволяют таким образом избежать давления в подшипниковых опорах и в соединении между валком для бокового обжатия и передаточным механизмом. При замене валков для бокового обжатия передаточные механизмы могут оставаться в обжимном прокатном стане.
Передаточные механизмы повторяют установочные движения валков для бокового обжатия вследствие геометрического замыкания. Место соединения оснащено, например, центрирующим кольцом, которое делает возможным точное повторение движения валка для бокового обжатия.
Каждый передаточный механизм посредством цепи питания соединен с необходимыми для эксплуатации рабочими средами и электроснабжением. Снабжение уравновешивающих траверс и валков для бокового обжатия осуществляется посредством этой цепи питания.
Каждый передаточный механизм посредством шарнирного вала с компенсатором линейного расширения связан с расположенным сбоку приводным двигателем. Альтернативно возможно также использование лишь одного приводного двигателя. Распределение крутящих моментов осуществляется в таком случае посредством дополнительного передаточного редуктора. Со стороны привода дополнительные передаточные редукторы подключены при помощи синхронизирующего вала. Шарнирные валы расположены на выходной стороне этих передаточных редукторов. Синхронизирующий вал может быть составным и опираться на один или несколько корпусов подшипниковых опор.
Разделения обжимного прокатного стана на несколько отдельных модулей обеспечивает по сравнению с уровнем техники улучшенное техобслуживание и эксплуатацию, а также более низкую периодичность отказов. Могут легко осуществляться конструктивные изменения. Существенным для изобретения является, в частности, модульная конструкция уравновешивания валков для бокового обжатия, самих валков и передаточного механизма главного привода.
Предпочтительным образом передаточные механизмы с расположенными сбоку коромыслами установлены на нижних продольных брусьях, которые обеспечивают маятниковое движение передаточных механизмов в соответствии с движением валковых трефов. При этом приводные колеса передаточных механизмов оснащены соответственно отдельным трефом для приема шейки валка для бокового обжатия. Трефы снабжены наружным и внутренним многогранником для передачи моментов. Предпочтительно трефы оснащены по меньшей мере одним центрирующим кольцом, который обеспечивает то, что соответствующий приводной механизм точно повторяет движение соответствующего валка для бокового обжатия.
В целом, преимущества изобретения состоят в том, что обжимной прокатный стан проще в техобслуживании и легче в текущей эксплуатации, чем обычный прокатный стан с обжимными валками. Обжимной прокатный стан согласно изобретению имеет более компактную конструкцию, чем обжимной прокатный стан согласно уровню техники.
В отличие от известных из уровня техники конструктивных решений заявляемый прокатный стан с вертикальными валками меньше подвержен сбоям в работе и имеет менее габаритные отдельные модули, меньшую массу и меньшую конструктивную высоту. Концепция привода является более гибкой в отношении использования лишь одного или двух приводных двигателей.
Ниже изобретение поясняется более детально на двух примерах осуществления. При этом показаны:
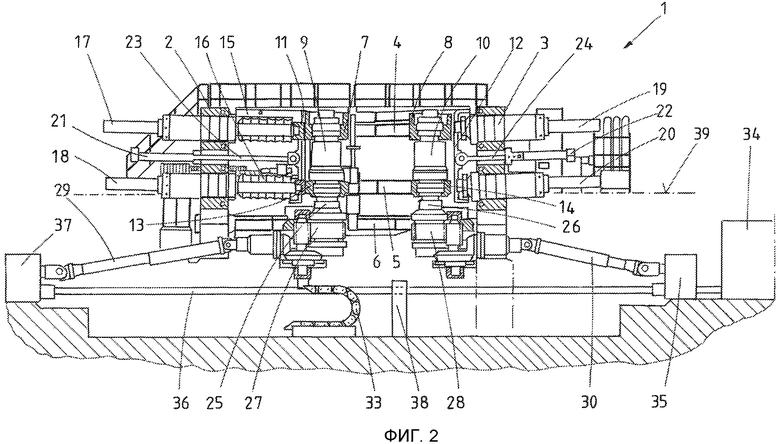
Фиг.1 - вид сбоку, с частичным разрезом, первой формы осуществления обжимного прокатного стана и
Фиг.2 - вид сбоку другой формы осуществления обжимного прокатного стана.
Обжимной прокатный стан (фиг.1) содержит раму 1 с траверсами 2, 3 и верхние, средние и нижние продольные брусья 4, 5 и 6. Между верхними продольными брусьями 4 на уравновешивающих траверсах 11, 12 установлены соответственно верхние корпуса 7, 8 подшипниковых опор валков 9, 10 для бокового обжатия. Нижние корпуса 13, 14 подшипниковых опор валков 9, 10 для бокового обжатия установлены на уравновешивающих траверсах 11, 12 в зоне средних продольных брусьев.
На верхней стороне верхних продольных брусьев 4 оборудованы наклонные пути 15, по которым известным образом перемещаются валки 9, 10 для бокового обжатия, корпуса 13, 14 их подшипниковых опор и уравновешивающие траверсы 11, 12. Установочные устройства 17, 18, 19 и 20 давят сбоку на корпуса 13, 14 подшипниковых опор, а также на установленные в них валки 9, 10 для бокового обжатия, вследствие чего валки 9, 10 для бокового обжатия поджимаются в свою очередь к прокатываемой металлической заготовке. На верхней стороне нижних продольных брусьев 6 имеются проезжие пути, по которым перемещаются передаточные механизмы 27, 28 посредством коромысел 16. Для регулирования точного положения валков 9, 10 для бокового обжатия и чтобы избежать отсоединения, между установочными приводами установлены дополнительно уравновешивающие цилиндры 21, 22, которые своими поршневыми штоками 23, 24 контактируют с уравновешивающими траверсами 11, 12 и уравнивают неточности позиционирования установочных устройств 17-20.
Валки 9, 10 для бокового обжатия снабжены соответственно шейками 25, 26 и трефами, посредством которых они взаимодействуют с передаточными механизмами 27, 28, которые свой приводной момент передают на валки 9, 10 для бокового обжатия. Передаточные механизмы 27, 28 содержат соответственно цилиндрическую зубчатую передачу с косозубыми зубчатыми колесами и коническую зубчатую передачу; они приводятся в движение соответственно посредством шарнирных валов 29, 30. Шарнирные валы 29, 30 регулируются соответственно по длине и углу, так что они могут осуществлять перемещение в горизонтальном направлении вместе с валками 9, 10 для бокового обжатия, между тем как со стороны привода они соответственно соединены с приводными двигателями 31, 32 посредством передаточных механизмов (не показаны). Цепь питания 33 обеспечивает снабжение передаточных механизмов 27, 28, равно как и других компонентов обжимного прокатного стана, электроэнергией, а также текучими рабочими средами.
Как альтернатива использованию двойных приводных двигателей 31, 32 предусмотрен согласно другой форме осуществления изобретения (фиг.2) лишь один приводной двигатель 34, который от передаточного механизма 35 непосредственно приводит в действие шарнирный вал 30, между тем как шарнирный вал 29 приводится в действие от приводного двигателя 34 посредством выполненного одно- или многосоставным синхронного вала 36 и передаточного механизма 37. В виде альтернативы этому конструктивному исполнению предусмотрено, что оба шарнирных вала 29, 30 имеют общий передаточный механизм 35 и что шарнирный вал 29 связан с синхронизирующим валом 36 лишь через передаточный механизм 37, например шестеренную передачу. Шарнирный вал 30 связан с синхронизирующим валом 36, а также с приводным двигателем 34 через выполненный, например, так же, как и шестеренная передача, передаточный механизм 35. По соображениям стабильности, синхронизирующий вал 36 установлен предпочтительно с возможностью вращения по меньшей мере в одном проводковом элементе 38.
За счет конструктивного исполнения изобретения, согласно обеим представленным формам осуществления обеспечивается значительное уменьшение относительно уровня техники конструктивной высоты в зоне ниже уровня площадки цехового пролета 39, так как подвальное пространство ниже уровня площадки цехового пролета 39 требуется по высоте лишь как пространство для приводных двигателей 31, 32 или для лишь одного приводного двигателя 34 и установленных с угловым наклоном шарнирных валов 29, 30.
Перечень позиций к чертежу:
1. Рама
2. Траверса или поперечина
3. Траверса или поперечина
4. Продольный брус
5. Продольный брус
6. Продольный брус
7. Корпус подшипника
8. Корпус подшипника
9. Валок для бокового обжатия
10. Валок для бокового обжатия
11. Уравновешивающая траверса
12. Уравновешивающая траверса
13. Корпус подшипника
14. Корпус подшипника
15. Путь
16. Коромысло
17. Установочное устройство
18. Установочное устройство
19. Установочное устройство
20. Установочное устройство
21. Уравновешивающий цилиндр
22. Уравновешивающий цилиндр
23. Поршневой шток
24. Поршневой шток
25. Шейка валка
26. Шейка валка
27. Передаточный механизм
28. Передаточный механизм
29. Шарнирный вал
30. Шарнирный вал
31. Приводной двигатель
32. Приводной двигатель
33. Цепь питания
34. Приводной двигатель
35. Передаточный механизм
36. Синхронизирующий вал
37. Передаточный механизм
38. Проводковый элемент
39. Уровень площадки цехового пролета.
Изобретение предназначено для упрощения конструкции обжимного прокатного стана, предназначенного для бокового обжатия металлической заготовки. Стан содержит пару валков (9, 10), расположенных с вертикальными средними осями и с возможностью установки относительно друг друга, которые посредством шарнирных валов (29, 30) соединены с приводом (31, 32; 34) вращательного движения. Уменьшение высоты установки обеспечивается за счет размещения валков и передаточных механизмов в отдельных блоках таким образом, что оба валка (9, 10) посредством регулируемых вместе с валками (9, 10) передаточных механизмов (27, 28) и посредством соответственно связанных с одним из двух передаточных механизмов (27, 28) шарнирных валов (29, 30) соединены с приводом (31, 32; 34) вращательного движения, при этом шарнирные валы (29, 30) расположены относительно горизонтали с наклоном под острым углом. 17 з.п. ф-лы, 2 ил.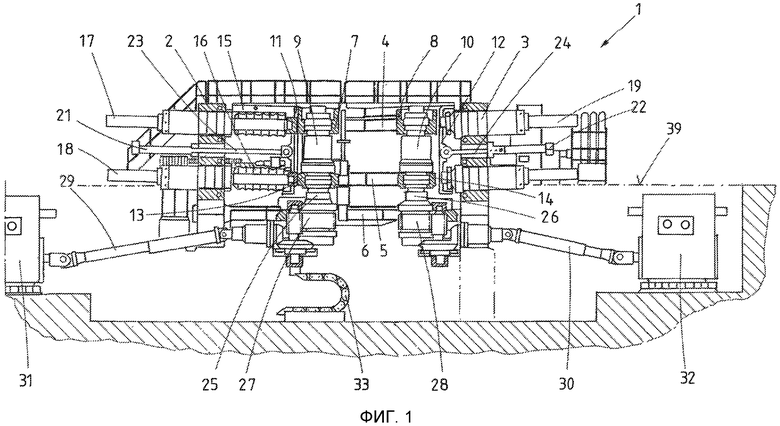
1. Обжимной прокатный стан для бокового обжатия металлической заготовки, содержащий пару валков (9, 10), расположенных с вертикальным положением их средних осей и с возможностью установки относительно друг друга, которые посредством шарнирных валов (29, 30) соединены с приводом (31, 32; 34) вращательного движения, отличающийся тем, что оба валка (9, 10) посредством регулируемых вместе с валками (9, 10) передаточных механизмов (27, 28) и посредством соответственно связанных с одним из двух передаточных механизмов (27, 28) шарнирных валов (29, 30) соединены с приводом (31, 32; 34) вращательного движения, при этом шарнирные валы (29, 30) расположены относительно горизонтали с наклоном под острым углом.
2. Прокатный стан по п.1, отличающийся тем, что привод вращательного движения содержит два приводных двигателя (31, 32), каждый из которых через передаточный механизм связан с одним из двух шарнирных валов (29, 30).
3. Прокатный стан по п.1, отличающийся тем, что оба шарнирных вала (29, 30) связаны соответственно с передаточными механизмами (35, 37), при этом относящийся к одному из шарнирных валов (29) передаточный механизм (37) посредством синхронизирующего вала (36) связан с приводным двигателем (34) для общего привода обоих редукторов, или оба шарнирных вала (29, 30) через общий редуктор и подключенный к нему синхронизирующий вал (36) связаны с приводным двигателем (34).
4. Прокатный стан по п.3, отличающийся тем, что передаточные механизмы (35, 37) выполнены как редукторы и/или как шестеренные передачи.
5. Прокатный стан по п.3 или 4, отличающийся тем, что синхронизирующий вал (36) установлен в направляющем элементе (38), через который он опирается на основание стана.
6. Прокатный стан по п.1, отличающийся тем, что привод вращательного движения расположен ниже уровня площадки цехового пролета (39).
7. Прокатный стан по п.1, отличающийся тем, что ниже уровня площадки цехового пролета (39) расположена цепь питания (33), которая связана с находящимися между шарнирными валами (29, 30) и валками (9, 10) передаточными механизмами (27, 28) и служит для снабжения передаточных механизмов (27, 28) необходимыми для эксплуатации рабочими средами, в частности смазочным материалом или охлаждающей средой, и электрическим напряжением, в частности, для измерительных приборов.
8. Прокатный стан по п.1, отличающийся тем, что содержит станину с двумя траверсами (2, 3) и несколькими помещенными между ними продольными брусьями (4, 5, 6).
9. Прокатный стан по п.8, отличающийся тем, что траверсы (2, 3) соответственно принимают механизмы для установки валков (17, 18, 19, 20), которые соответственно воздействуют на один из двух валков для бокового обжатия (9, 10).
10. Прокатный стан по п.9, отличающийся тем, что каждая из траверс (2, 3) содержит по меньшей мере один уравновешивающий цилиндр (21, 22) для создания предварительного натяжения прокатного устройства и осуществления перемещений при замене валков.
11. Прокатный стан по п.8, отличающийся тем, что на продольных брусьях (4, 6) расположены дорожки качения для направления уравновешивающих цилиндров (11, 12), валков (9, 10) и передаточных механизмов (27, 28).
12. Прокатный стан по п.1, отличающийся тем, что на валках для бокового обжатия (9, 10) расположены направленные вниз шейки (25, 26), которые с геометрическим замыканием соединены с валковыми трефами соответствующего передаточного механизма (27, 28).
13. Прокатный стан по п.1, отличающийся тем, что передаточные механизмы (27, 28) выполнены двухступенчатыми с коническими зубчатыми передачами и цилиндрическими зубчатыми передачами.
14. Обжимной прокатный стан по п.1, отличающийся тем, что соответствующие валкам (9, 10) передаточные механизмы (27, 28) перемещаются по дорожкам качения на продольных брусьях (6) и монтируются как отдельные модули в обжимном прокатном стане.
15. Прокатный стан по п.1, отличающийся тем, что передаточные механизмы (27, 28) с расположенными сбоку коромыслами (16) установлены на нижних продольных брусьях (6), которые обеспечивают маятниковое движение передаточных механизмов (27, 28) в соответствии с движением валковых трефов.
16. Прокатный стан по п.1, отличающийся тем, что выходные колеса передаточных механизмов (27, 28) снабжены соответственно отдельным трефом для приема шеек валков (9, 10).
17. Прокатный стан по п.16, отличающийся тем, что трефы снабжены наружным и внутренним многогранником для передачи крутящих моментов.
18. Прокатный стан по п.16 или 17, отличающийся тем, что трефы оснащены по меньшей мере одним центрирующим кольцом, которое обеспечивает точное повторение движения соответствующего валка (9, 10) соответствующим приводным механизмом (27, 28).
| Приставка для отбора пчел | 1988 |
|
SU1606067A1 |
| Привод вертикальных валков прокатной клети | 1988 |
|
SU1538940A1 |
| БЕЗРЕДУКТОРНЫЙ ВЕРХНИЙ ПРИВОД ВЕРТИКАЛЬНЫХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 0 |
|
SU293408A1 |
| Привод вертикальных валков прокатной клети | 1988 |
|
SU1523205A1 |
| Привод вертикальных валков прокатной клети | 1986 |
|
SU1340849A1 |
| ПРИВОД ВЕРТИКАЛЬНЫХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2281821C1 |

