Изобретение относится к области компактирования и получения объемных наноструктурных материалов. Целью изобретения является повышение эффективности процесса компактирования наноструктурных материалов, расширение его технологических возможностей при изготовлении объемных сложнопрофильных изделий, обладающих высоким уровнем физико-механических и технологических свойств.
Известен способ получения объемных наноструктурных материалов, заключающийся в использовании контролируемой кристаллизации аморфных материалов. [Балоян Б.М., Колмаков А.Г., Алымов М.И. Наноматериалы. Классификация, особенности свойств, применение и технологии получения. Учебное пособие.: М. - 2007, - 125 с] Переход материала из аморфного в микро- и нанокристаллическое состояние происходит в процессах спекания аморфных порошков, а также при горячем или теплом прессовании или экструзии. Размер кристаллов, возникающих внутри аморфного материала, регулируется температурой процесса. Недостаток способа состоит в том, что получение нанокристаллического состояния здесь менее вероятно, чем микрокристаллического.
Известен способ компактирования ультрадисперсных порошков [Анциферов В.Н., Бездудный Ф.Ф., Белянчиков Л.Н. и др. Новые материалы. Колл. авторов. Под науч. ред. Карабасова Ю.С. - М.: МИСИС. - 2002. - 736 с] за счет испарения и конденсации атомов для образования нанокластеров частиц, осаждаемых на холодную поверхность вращающегося цилиндра в атмосфере разреженного инертного газа, обычно гелия. При испарении и конденсации металлы с более высокой температурой плавления образуют обычно частицы меньшего размера. Осажденный конденсат специальным скребком снимается с поверхности цилиндра и собирается в коллектор. После откачки инертного газа в вакууме проводится
предварительное (под давлением примерно 1 ГПа) и окончательное (под давлением до 10 ГПа) прессование нанопорошка. В результате получают образцы диаметром 5…15 мм и толщиной 0,2…0,3 мм с плотностью 70…95% от теоретической плотности соответствующего материала (до 95% для нанометаллов и до 85% для нанокерамики). Недостаток способа обусловлен существенными технологическими ограничениями при получении структур высокой плотности, поскольку нанокристаллические порошки имеют крайне низкую прессуемость, при этом крайне мала номенклатура изделий по типоразмерам.
Наиболее близок к предлагаемому по технической сущности и достигаемому эффекту является способ получения объемных наноструктурных материалов [Алымов М.И., Зелинский В.А. Методы получения и физико-механические свойства объемных нанокристаллических материалов, - М.: МИФИ. - 2005. - 52 с], основанный на использовании схемы одноосного прессования (статическое, динамическое и вибрационное), при котором используется формование нанопорошка с последующим спеканием.
Недостатком данного способа являются существенные ограничения по типоразмерам заготовок и получаемых изделий, а также высокий уровень остаточной пористости вследствие крайне низкой способности нанопорошков к уплотнению и образованию беспористых структур.
Объемные материалы с наноструктурой независимо от способа получения имеют повышенный уровень прочности, при этом, пластичность нанокристаллических металлов и сплавов, как правило, мала и составляет 0,5…4% [Сироткин О.С. Моделирование структуры и свойств металлических и неметаллических материалов в рамках парадигмы их многоуровневой организации / Прогрессивные технологии обработки материалов: Научные труды Всероссийского Совещания материаловедов России // под ред. В.Н. Кокорина. - Ульяновск.: УлГТУ, 2006. С.7-9.], что существенно ограничивает деформационные способности наноструктур и, как следствие, технологические возможности при изготовлении изделий сложной пространственной формы.
Технический результат: повышение эффективности процесса компактирования наноструктурных материалов, расширение его технологических возможностей при изготовлении объемных сложнопрофильных изделий, обладающих высоким уровнем физико-механических и технологических свойств.
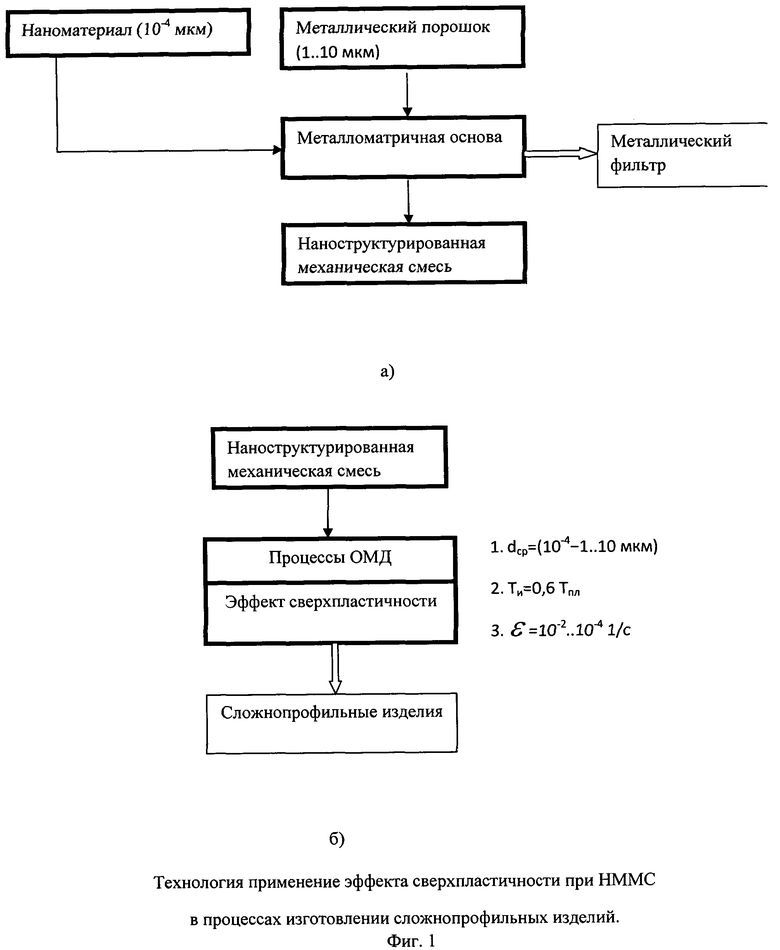
Сущность предлагаемого изобретения заключается в том, что в пористую металломатричную основу, которая может иметь переменную пористость с заданным градиентом, вводят нанопорошок в пастообразном состоянии или в сухом виде, а прессование образованной наноструктурированной механической смеси производят при обеспечении режима нагружения, соответствующем состоянию сверхпластичности. Эффект сверхпластичности материалов заключается в аномально больших пластических характеристиках деформируемых металлов (относительное удлинение 8>1000%) и малых величин сопротивления деформированию. Признаки свойств пластичности проявляются в определенных условиях: структурное состояние деформированного металла; температура; скорость деформации.
Особенность способа заключается в следующем: используют механическую смесь тонкодисперсных порошковых полиморфных материалов крупностью 1…10 мкм; в состоянии свободной засыпки производят спекание полученной смеси (металломатричной основы), при этом образуется пористое изделие типа «фильтр». Затем производят внедрение субмелкого наноматериала (10-4…10-6 мкм) в пастообразном состоянии или в сухом виде с использованием мундштучного прессования, шилкерного литья или пневмовдувания в пористую матрицу, имеющую остаточную температуру, равную 0,4 температуры плавления металломатричной основы, что соответствует температурным режимам эффекта сверхпластичности. При этом создаваемая структура будет состоять из: а) ячеистой (заполняемой) мозаики металла размером зерна 1…10 мкм; б) заполняющей нанофазы с размером частиц (10-4…10-6 мкм). Полученную наноструктурированную механическую смесь (НСМС) подвергают нагружению по режимам, соответствующим созданию эффекта сверхпластичности.
Матрица металла-основы в процессе пластического формообразования увлекает (транспортирует) заполняющую нанофазу, не деформируя ее и, тем самым, исключая упрочнение дисперсных частиц. Приведенное выше условие позволит регламентировать завершающую операцию компактирования наночастиц в монолитный металл, исключая исчезновение их фазовых границ [Шоршоров, М.Х. Применение эффекта сверхпластичности при деформировании компактных и полученных порошковой металлургией быстрорежущих сталей / М.Х. Шоршоров, Т.А. Чернышева, А.С. Базык и др. // XIII Pulvermet. Tagung. - Dresden. - 1985. - s.267-276.].
При регламентируемых температурно-скоростных условиях деформирования данная механическая металломатричная основа позволит обеспечить транспортирование металла наноуровня в поровые полости металломатрицы за счет реализации интенсивного пластического деформирования по схемам обработки металлов давлением с использованием эффекта сверхпластичности, что позволяет получать объемные сложнопрофильные изделия [Кокорин В.Н., Титов Ю.А., Федорова Л.В. Специальные способы обработки металлов давлением (ОМД). Учебное пособие. Ульяновск.: УлГТУ, - 2005. - 52 с].
Принципиальная структурная схема предложенного технологического процесса наноструктурирования материалов (НСМС) при изготовлении сложнопрофильных изделий с использованием эффекта сверхпластичности представлена на блок-схеме (фиг.1).
Использование металломатричной основы регламентированной переменной пористостью с заданным градиентом позволяет производить дифференцированный массоперенос порошкового наноматериала, формируя задаваемое разнообразие функциональных участков изделия с установленным уровнем физико-механических и технологических свойств.
Применение данного способа получения объемного сложнопрофильного наноструктурного материала позволит решить ряд технологических задач, при решении которых наибольший эффект обеспечивает деформирование данных структур в состоянии сверхпластичности:
1. Штамповка изделий особо сложной формы, получение которых недоступно для традиционных методов обработки давлением (тонкостенные детали сложной формы, с оребрением) при обеспечении значительного улучшения ряда показателей качества готовой продукции (размерная точность и чистота поверхности, отсутствие коробления в процессе термообработки и существенных изменений структур и, как следствие, практически полное отсутствие внутренних напряжений в изделиях);
2. Получение высококачественных штампованных заготовок и деталей, имеющих высокий уровень изотропности структуры и физико-механических свойств.
Наиболее устойчиво практическое использование состояния сверхпластичности в процессах обработки давлением, в частности, в технологиях объемной штамповки с использованием схем крип- штамповки на гидравлических прессах (при получении оребренных точных поковок сложной формы), так и термического расширения инструмента на термоупругих прессах.
Пример 1. Железный распыленный порошок марки АНС 100.29 фирмы «H6ganas» размером частиц 2-10 мкм засыпают в матрицу и спекают в состоянии свободной засыпки. Пористость полуфабриката типа «фильтр» составляет 40-75%.
Затем производят заполнение порового пространства пастообразной суспензией, состоящей из порошка наноразмеров и водно-спиртового раствора, с использованием шликерного литья.
Прессование полученного полуфабриката производится в стальной закрытой обойме на гидравлическом прессе в штампе, предварительно нагреваемом до температуры штамповки, с использованием температурно-скоростных режимов процесса сверхпластичности, вид нагружения - статический.
Процесс крип-штамповки проходит на гидропрессе при скорости деформирования в конце штамповки 0,04 мм/с и продолжается 3-5 мин. при температурах 870…980°C.
Пример 2. Железный распыленный порошок марки АНС 100.29 фирмы «Höganas» размером частиц 2-10 мкм засыпают в матрицу и спекают в состоянии свободной засыпки. Пористость полуфабриката типа «фильтр» составляет 60-75%.
Затем производят заполнение порового пространства пастообразной суспензией, состоящей из порошка наноразмеров и водно-спиртового раствора, с использованием шликерного литья.
Производят прессование полученного полуфабриката на термоупругом прессе за счет термического расширения матрицы с использованием температурно-скоростных режимов процесса сверхпластичности.
В массивный контейнер, нагретый до температуры 870…980°C, вводят сердечник, на наружной поверхности которого имеется рельеф, соответствующий оребрению. Между контейнером и сердечником находится заготовка.
Сердечник вместе с заготовкой нагревают в термоупругом прессе, при этом термическое расширение сердечника вызывает перемещение его наружной поверхности на определенную величину, необходимую для обеспечения рельефов металлом заготовки.
Образованная структура металла характеризуется отсутствием остаточной пористости, высоким уровнем гомогенности распределения наночастиц как в основном, так и в сложных элементах рельефа изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства изделий из порошков высоколегированных сплавов на основе никеля | 2015 |
|
RU2606360C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОМАТРИЧНОГО КОМПОЗИТА С НАНОРАЗМЕРНЫМИ КОМПОНЕНТАМИ | 2012 |
|
RU2485195C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ КАРБИДОВ ПЕРЕХОДНЫХ МЕТАЛЛОВ | 1991 |
|
RU2030254C1 |
| ШИХТА ДЛЯ КОМПОЗИЦИОННОГО КАТОДА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2454474C1 |
| ШИХТА ДЛЯ КОМПОЗИЦИОННОГО КАТОДА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2569446C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КАРБИДОВ ПЕРЕХОДНЫХ МЕТАЛЛОВ | 1991 |
|
RU2022711C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО КАТОДА | 2009 |
|
RU2421844C1 |
| НАНОСТРУКТУРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ЧИСТОГО ТИТАНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2492256C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО КАТОДА ДЛЯ НАНЕСЕНИЯ МНОГОКОМПОНЕНТНЫХ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ | 2013 |
|
RU2534324C1 |
| ЭЛЕКТРОХИМИЧЕСКОЕ ПОКРЫТИЕ ИЗ МЕТАЛЛОМАТРИЧНОГО КОМПОЗИТА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2405068C1 |
Изобретение относится к порошковой металлургии, в частности к получению объемных наноструктурных материалов. Пористую металломатричную основу формируют путем спекания в состоянии свободной засыпки полиморфных порошковых материалов дисперсностью 1-10 мкм. В основу, нагретую до температуры 0,4 от температуры плавления ее материала, вводят нанопорошок дисперсностью 10-4-10-6 мкм. После чего осуществляют прессование при нагружении, соответствующем состоянию сверхпластичности. Обеспечивается получение материала с высоким уровнем физико-механических и технологических свойств, повышение эффективности процесса компактирования и расширение его технологических возможностей. 2 з.п. ф-лы, 1 ил., 2 пр.
1. Способ получения объемного сложнопрофильного наноструктурного материала, включающий формирование пористой металломатричной основы путем спекания в состоянии свободной засыпки полиморфных порошковых материалов дисперсностью 1-10 мкм, введение в пористую основу, нагретую до температуры 0,4 от температуры плавления материала основы, нанопорошка дисперсностью 10-4-10-6 мкм и последующее прессование при нагружении, соответствующем состоянию сверхпластичности.
2. Способ по п.1, отличающийся тем, что нанопорошок вводят в пористую основу в пастообразном состоянии или сухом виде.
3. Способ по п.1, отличающийся тем, что металломатричную основу выполняют с переменной пористостью с заданным градиентом.
| СПОСОБ ИЗГОТОВЛЕНИЯ НАНОСТРУКТУРИРОВАННОГО КОНСТРУКЦИОННОГО МАТЕРИАЛА С ОБЪЕМНОЙ НАНОСТРУКТУРОЙ | 2009 |
|
RU2412020C2 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ С НАНОРАЗМЕРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2414991C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ОБЪЕМНОЙ НАНОСТРУКТУРОЙ | 2007 |
|
RU2358837C2 |
| WO 2010091704 A1, 19.08.2010 | |||
| US 20070190348 A1, 16.08.2007. | |||

