Изобретение относится к способам обработки некруглых цилиндрических поверхностей вращающимися инструментами и найдет применение в машиностроении при изготовлении различных деталей с такими поверхностями, например некруглых валов моментопередающих соединений.
Целью изобретения является устранение отмеченного недостатка, т.е. повышение точности профилирования граней за счет непрерывного контакта инструмента с заготовкой на ширине каждой грани с одной из режущих кромок.
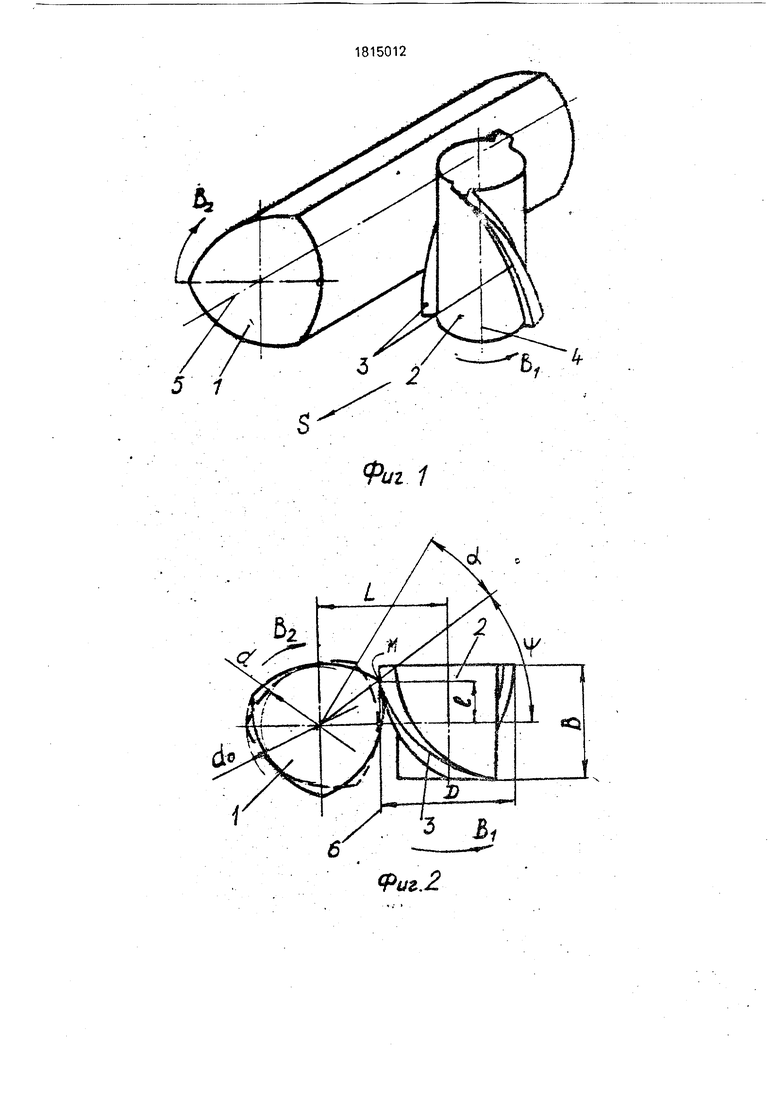
На фиг.1 изображена кинематическая схема обработки многогранной поверхности; на фиг.2 - относительное расположение инструмента и заготовки в сечении, перпендикулярном оси вращения заготовки в момент окончания обработки грани; на фиг.З - ориентация направлений скоростей инструмента и заготовки.
Обработку многогранной поверхности на заготовке 1 осуществляют многозаходным червячным режущим инструментом 2, снабженным винтовыми сплошными режущими кромками 3, которые располагают
00
ел о
А
м
равномерно по цилиндрической поверхности без взаимного перекрытия. Геометрическую ось 4 инструмента 2 устанавливают перпендикулярно оси 5 заготовки 1 с расстоянием между ними L (d + D)/2, (1), где d - диаметр окружности, вписанной в поперечное сечение многогранной поверхности,
D - диаметр режущего инструмента.
В процессе обработки инструменту 2 и заготовке 1 сообщают согласованные вращательные движения Bi и В2 вокруг их геометрических осей с частотами щ и rt2 соответственно и относительное движение подачи S. Для получения многогранной поверхности с равномерно расположенными по окружности гранями отношение I частот вращательных движений инструмента и заготовки задают по соотношению
l-m/K, .(2) где m - количество граней у многогранной поверхности,
К - число заходов у инструмента.
Вращение инструмента задают в направлении, при котором точка М контакта винтовой режущей кромки 3 с обрабатываемой гранью (формообразующая точка) перемещается вдоль режущей кромки и прямой 6, параллельной оси 4 навстречу вращению загото вки. В результате непрерывно изменяется расстояние между этой точкой и осью 5 вращения заготовки. Благодаря этому обеспечивается непрерывное формообразование некруглого профиля без огранки. Его форма определяется также вращением заготовки. В момент окончания обработки грани (фиг.2) режущая кромка контактирует с ней в вершине многоугольника - сечения многогранной поверхности. Этому положению соответствует перемещение формооб- разующей точки на расстояние I и поворот заготовки на угол а. Из фиг.21 Vd A +Az , где А(do - d)/2, do - диаметр окружности, описанной вокруг поперечного сечения. Если обозначить Л /d Б, то I d Ve(Ј+ 1) (3).
Так
как
а m
или
ft)
а - - arcsin 4- , то с учетом (3) и того, что
ГПОо
do°d(1 +2e), имеет
а
eЈ jn2VЈ§Tg m arcsm 1+ 2е
За время перемещения точки контакта М вдоль прямой 6 на расстояние I инструмент поворачивается вокруг своей оси 4 на
а тог угол р -ir, причем
Н В- Нт
/ - о - I/ л
2л
2л:К
(5)
Следовательно, шаг Н винтовых режущих кромок задают в зависимости от профи- Ю ля граней по формуле
Н
2тгК та
(6)
15 или с учетом (3) и (4)
Н
2 я К d (fi+jQ -marcslnV- -l)
()
Угол поворота инструмента, необходимой для формирования профиля грани на всей
ее ширине, составляет 2 / или 2 Q а. Поэтому на основании (4) при любом числе заходов К винтовые режущие кромки на рабочей ширине инструмента, составляющей 2 или 2d vЈ(e + 1) и обеспечивающей формообразование грани, не перекрывают друг друга, благодаря чему обеспечивается проходимость инструмента. Конструктивно ширину инструмента В принимают больше 21 с учетом припуска на обработку по приближенной зависимости
В 2(1 + d3 - do), где d - диаметр заготовки или
da d
В 2d(VЈ(e + i) 2e). (8)
45
От числа заходов К зависит угол р подъема винтовых режущих кромок, так как
или
р arctg
(e + i)
50
tt-marcsinff)
(9)
55
Величина угла р влияет на условия резания, поскольку они во многом зависят от угла rj между направлением скорости резания V и нормально к винтовой режущей
кромке. Из фиг.З ц-ъ-ф-в, где 0 aretg,
или
e-a«g)f-.,«e4%±M, (,0, Тогда
2K-Јvk(e+1)
r - 7 - arctg ------- , . 1A - 2tt-marcsinff)
(И)
-arctg
dK(1+2e)
Dm
Рекомендуемые значения угла / находятся в диапазоне ± 25°, Исходя из этого условия на основании (11) определяют количество заходов К инструмента.
Чем больше значение К, тем меньше частота вращения инструмента и, следовательно, больше при заданной скорости резания частота вращения заготовки и соответственно выше производительность обработки. Частоту вращения заготовки па определяют исходя из допускаемой скорости резания V, которая равна геометрической сумме окружных скоростей инструмента и заготовки в зоне их контакта, т.е.
и
v - vV + v i,
(12)
где Vi jrDnf- окружная скорость инструмента;
V2 я 6эП2 - окружная скорость заготовки. Так как щ П2т/К, то
V-яг nz(D f+di.
(13)
10
15
20
25
30
ни за время контакта ее с инструментом осуществляется непрерывно одной из режущих кромок, что исключает возможность об- разования огранки и тем самым обеспечивает повышение точности профилирования по сравнению со способом-прототипом. Непрерывное перемещение точки контакта инструмента с заготовкой вдоль режущей кромки обуславливает более высокую стойкость инструмента и полное использование его режущей способности. Формула изобретения Способ обработки многогранных поверхностей, при котором инструменту и заготовке сообщают согласованное вращение вокруг скрещивающихся осей и относитель ное движение подачи вдоль оси вращения заготовки, отличающийся тем, что, с целью повышения точности профилирования граней за счет непрерывного контакта инструмента с заготовкой на ширине каждой грани с одной из режущих кромок, для обработки берут инструмент со сплошными винтовыми режущими кромками, которые равномерно располагают на цилиндрической поверхности без перекрытия друг друга в пределах рабочей ширины инструмента, при этом направление вращения инструмента выбирают из условия перемещения точки контакта его с заготовкой вдоль винтовой режущей кромки в направлении, противоположном вращению заготовки, а шаг Н винтовых режущих кромок выбирают из соотношения
Н
2лгКа e(e±X
л -т arcsln (2
УЈ(Ј+ 1)
1 +2е


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки многогранных криволинейных поверхностей | 1988 |
|
SU1673278A1 |
| Способ обработки некруглых валов | 1990 |
|
SU1764859A1 |
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1662770A1 |
| Способ точения некруглых в поперечном сечении тел | 1980 |
|
SU884863A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Способ вихревого точения деталей вращения | 1990 |
|
SU1731444A1 |
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ В ВИДЕ ЭКВИДИСТАНТЫ "ТРЕУГОЛЬНИКА РЕЛО" | 2003 |
|
RU2243863C1 |
| Способ обработки многогранных поверхностей | 1988 |
|
SU1618503A1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |

Использование: обработка некруглых цилиндрических поверхностей, например валов моментопередэющих соединений. Сущность изобретения: обработку поверхности осуществляют многозаходным червячным инструментом, снабженным винтовыми симметричными режущими кромками, которые располагают равномерно по цилиндрической поверхности без перекрытия. Шаг винтовых кромок выбирают из соотношения, включающего такие величины, как количество винтовых режущих кромок инструмента, число граней многогранной поверхности, диаметры вписанной и описанной вокруг поперечного сечения обрабатываемой поверхности окружностей. Ось инструмента устанавливают перпендикулярно оси заготовки. В процессе обработки инструменту и заготовке сообщают согласованные .вращательные движения и относительное движение подачи. Вращательное движение инструменту задают в на- . правлении, обеспечивающем перемещение точки контакта инструмента и заготовки вдоль винтовой режущей кромки в направлении, противоположном вращению заготовки. При вышеуказанном направлении вращения меняется расстояние между точкой контакта и осью вращения заготовки, что обеспечивает непрерывное формообразование профиля без огранки, 3 ил. (Л С
Следовательно,
П2
V
(14)
xytpjp+dt
При настройке значение П2 принимают равным ближайшему из реализуемых станком. Значения скорости резания V и подачи S определяются по режимам резания. Благодаря этому, а также тому, то винтовые режущие кромки не перекрывают друг друга, формообразование профиля каждой грагде К - количество винтовых режущих кромок (заходов) инструмента;
m - число граней многогранной поверхности;
d - диаметр окружности, вписанной в поперечное сечение многогранной поверх- ности;
& (do - d)2d;
d0 - диаметр окружности, описанной вокруг поперечного сечения многогранной поверхности.
Фиг.2
Фиг.3
| Патент ФРГ № 3238442, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1662770A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| i | |||
