(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЬНЫХ ВАЛОВ С РАВНООСНЫМ .КОНТУРОМ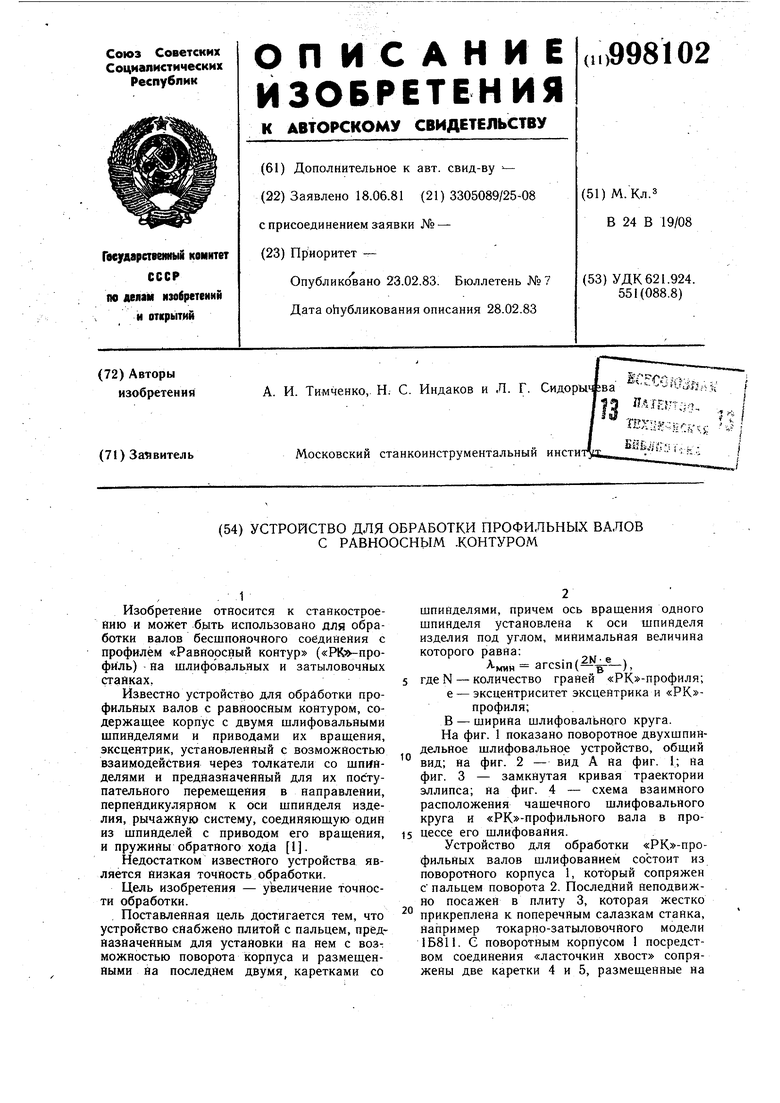

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования профильных валов с равноосным контуром | 1982 |
|
SU1060432A1 |
| Устройство для шлифования профильных валов с равноосным контуром | 1983 |
|
SU1140937A1 |
| Устройство для обработки профильных валов и втулок с равноосным контуром | 1980 |
|
SU931400A1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
| Способ обработки профильных валов с равноосным контуром | 1986 |
|
SU1404288A1 |
| Устройство для бескопирной обработки профильных валов с равноосным контуром | 1978 |
|
SU743793A1 |
| Способ обработки профильных поверхностей | 1989 |
|
SU1761445A1 |
| Устройство для обработки валов с профилем "равноосный контур | 1979 |
|
SU891255A1 |
| Способ настройки станка для обработки РК-профильных поверхностей | 1990 |
|
SU1779553A1 |
| Способ обработки валов с профилем, типа равноосный контур | 1987 |
|
SU1599158A1 |

. ,Г
Изобретение относится к станкостроейию и может быть использовано для обработки валов бесшпоночного соединения с профилем «Равноосный контур («РК -профиль) йа шлифовальных и затыловочных стайках,
Йзвестйо устройство для обработки профильйых валов с равйоосным контуром, содержашее корпус с двумя шлифовальными шпинделями и приводами их вращейия, эксцентрик, установленный с возможностью взаимодействия через толкатели со шпинделями и предйазйачеййый для их поступательйого перемещейия в направлейни, перпейдикулярйом к оси шпинделя изделия, рычажйую систему, соединяющую одий из шпинделей с приводом его врашейия, и пружийы обратного хода 1.
Недостатком известйого устройства является Низкая точйость обработки.
Цель изобретейия - увеличение точности обработки.
, Поставлеййая цель достигается тем, что устройство сйабжейо плитой с пальцем, предйазйачеййым для устайовки йа йем с возт можйостью поворота корпуса и размешенйыми йа последйем двумя каретками со
шпинделями, причем ось врашения одного шпинделя устайовлена к оси шпинделя изделия под углом, мийимальйая величина которого равна:
Льгон arcsin(),
5 где N - количество граней «РК -профиля; е - эксцентриситет эксцентрика и «РК профиля;
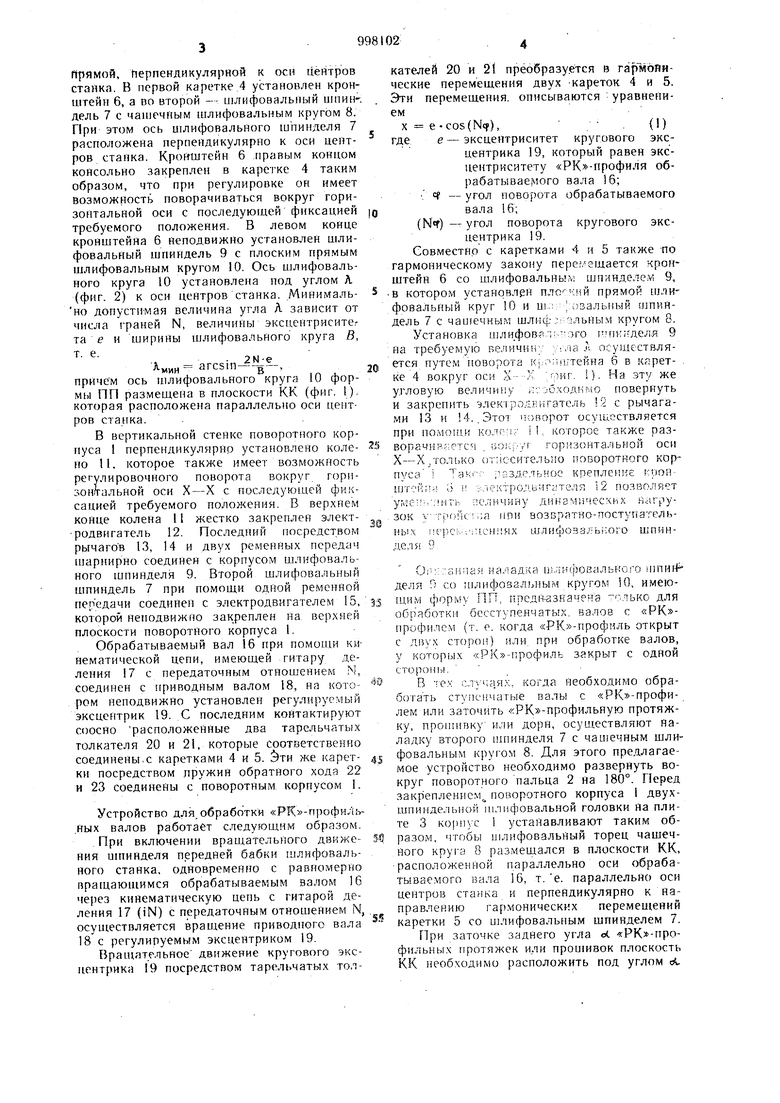
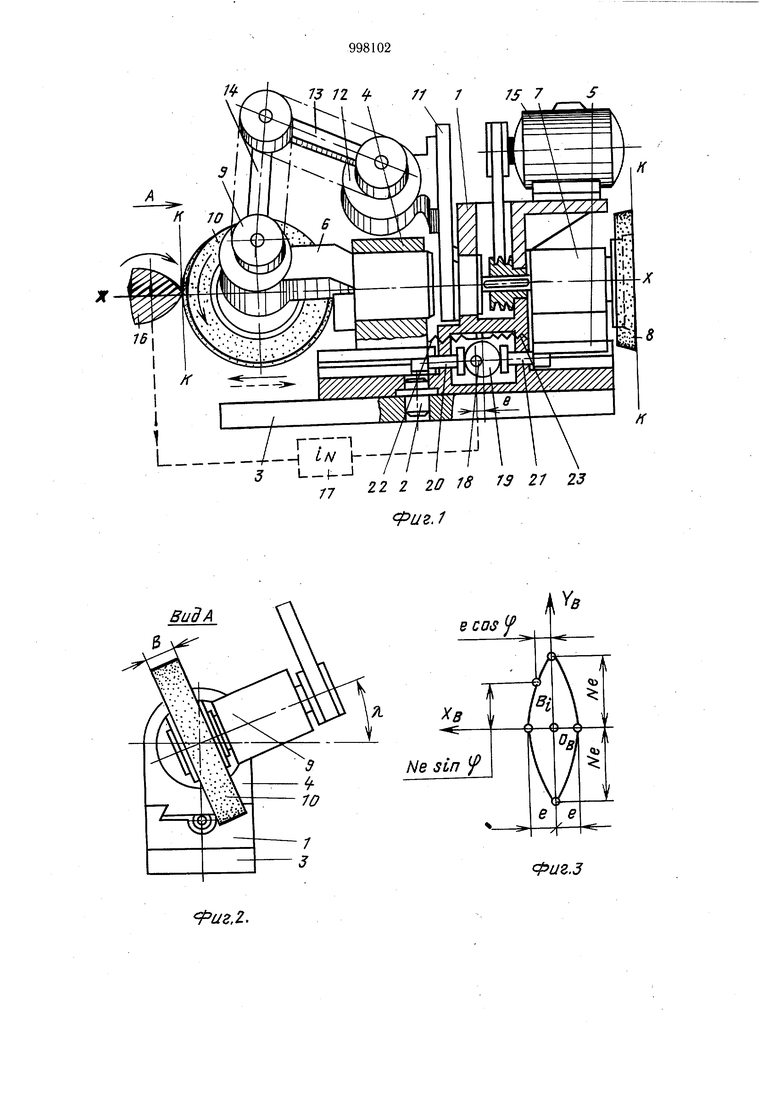
В - ширина шлифовального круга. На фиг. 1 показано поворотное двухшпиндельйое шлифовальное устройство, общий вид; йа фиг. 2 - вид А йа фиг. 1; на фиг. 3 - замкнутая кривая траектории эллипса; на фиг. 4 - схема взаимного расположения чашечйого щлифовальйого круга и «РК -профильйого вала в про15 цессе его шлифования.
Устройство для обработки «РК -профильйых валов шлифовайием состоит из поворотйого корпуса 1, который сопряжен с пальцем поворота 2. Последний неподвижно посажен в плиту 3, которая жестко
20 прикреплена к поперечйым салазкам станка, например токарно-затыловочйого модели 1Б811. С поворотным корпусом 1 посредством соединения «ласточкий хвост сопряжены две каретки 4 и 5, размещеййые йа прямой. Перпендикулярной к оси центров станка. В первой каретке 4 установлен кронштейн 6, а во второй -- шлифовальный шпиндель 7 с чашечным шлифовальным кругом 8. При этом ось шлифовального шпинделя 7 расположена перпендикулярно к оси центров станка. Кронштейн 6 правым концом консольно закреплен в каретке 4 таким образом, что при регулировке он имеет возможность поворачиваться вокруг горизонтальной оси с последующей фиксацией требуемого положения. В левом конце кронштейна 6 неподвижно установлен шлифовальный шпиндель 9 с плоским прямым шлифовальным кругом 10. Ось шлифовального круга 10 установлена под углом Л (фиг. 2) к оси центров станка. Минимально допустимая величина угла Л зависит от числа граней N, величины эксцентрисите. та и ширины шлифовального круга В, т. е. 2 Ы -е arcsin- -g-, причем ось шлифовального круга 10 формы ПП размещена в плоскости КК (фиг. I), которая расположена параллельно оси центров станка. В вертикальной стенке поворотного корпуса I перпендикулярно установлено колено 11. которое также имеет возможность регулировочного поворота вокруг горизонтальной оси X-X с последующей фиксацией требуемого положения. В верхнем конце колена 11 жестко закреплен электродвигатель 12. Последний посредством рычагов 13, 14 и двух ременных передач парнирно соединен с корпусом шлифовального цтинделя 9. Второй шлифовальный шпиндель 7 при помощи одной ременной передачи соединен с электродвигателем 15, которой неподвижно закреплен на верхней плоскости поворотного корпуса 1. Обрабатываемый вал 16 при помощи кинематической цепи, имеющей гитару деления 17 с передаточным отношением М, соединен с приводным валом 18, на котором неподвижно установлен регулируемый эксцентрик 19. .С последним контактируют соосно расположенные два тарельчатых толкателя 20 и 21, которые соответственно соединенььс каретками 4 и 5. с)ти же кареткн посредством пружин обратного хода 22 и 23 соединены с поворотным корпусом 1. Устройство для,обработки «РК -профиль.ных валов работает следующим образом. . При включении вращательного двкжения шпинделя передней бабки шлифовального станка, одновременно с равномерно вращающимся обрабатываемым валом 16 через кинематическую цепь с гитарой Лёления 17 (iN) с передаточным отношением N, осуществляется вращение приводного вала 18 с регулируемым эксцентриком 19. Вращательное движение кругового эксцентрика 19 посредством тарельчатых толкателей 20 и 2( преобразуется в гармЬннческие перемещения двух -кареток 4 и 5. Эти перемещения, описываются уравнениемX e-cos(N),- . () где е-эксцентриситет кругового эксцентрика 19, который равен эксцентриситету «РК -профиля обрабатываемого вала 16; . - угол поворота обрабатываемого вала 16; (Nf) -угол поворота кругового эксцентрика 19. Совместно с каретками 4 и 5 также -по гармоническому закону перег.ещается кронштейн 6 со шлифовальным шпинделем 9, в котором установлен прямой плифовальный круг 10 и ш-;; ; ; зальный шпиндель 7 с чаи1ечным шлиф::;- льным кругом 8. Установка т ого гпкьгделл 9 На требуемую величин-/ v;,na.,-, осушествляется путем поворота к./г питейня б в кгфет- . ке 4 вокруг оси }.X . I). На эту же угловую величину ;;-:-::блоднно повернуть и закрепить элек|рол.Енгатель 2 с рычагами 13 и 4. ,Это1 п;)ворот осуществляется при помощи колем;- 11, которое также разворгчия;:ется . ;;oKi-yi горизонтальной оси X-Х/голько отаоситель- о поБОротного корпуса I ак-- - раздельное крепление крояштей;:- ii лек7ро.ьчгутеля 12 позволяет уме;г, псличину диизмическьх нагрузок V .;n ппи возвратно-поступательHbix nepci-;-:иси;1ях шлифозэлЬ|;ого шпинделя 9 О|:::::ан; ая на.ладкй шли(|)ов;:1львого uinHffделя Гг со плифовальным кругом 10, имеющим форму ПГг предн-азначена плько для обработки бесступенчатых, валов с «РК профилем (т. е. когда «РК -профнль открыт с двух CTOpoii) или при обработке валов, у которых -хРК -профиль закрыт с одной СТОрОИ 1. в -гех случаях, когда необходимо обработать ступенчатые валы с «РК -профилем или заточить «РК -профильйую протяжку, npoiiiHFiKy или дорн, осуществляют наладку второго шпинделя 7 с чашечным шлифовальным кругом 8. Для этого предлагаемое устройство необходимо развернуть вокруг поворотного пальца 2 на 180°. Перед закреплением поворотного корпуса 1 двухшпнндельной шлифовальной головки На плите 3 ко)пус 1 устанавливают таким образом, ч-робы шлифовальный торец чашечного кру|-э 8 размещался в плоскости КК, расположенной параллельно оси обрабатываемого вала 16, т. е. параллельно оси центров станка и перпендикулярно к направлению гармонических перемещений каретки 5 со шлифовальным шпинделем 7. При заточке заднего угла оС «РК -профильных протяжек или прошивок плоскость КК необходимо расположить под углом ot
к оси вращения протяжки или прошивки (т. е. коси центров станка),
При такой наладке круговое вращение эксцентрика 19 посредством тарельчатого Толкателя 21 преобразуется в гармонические возвратно-поступательные перемещения каретки 5 со шлифовальным шпинделем 7. Закон этих перемещений описан уравнением (1).Как при первой наладке шлифовального шпинделя 9, так и при второй наладке шлифовального шпинделя 7 в процессе обработки «РК -профильного вала 16 происходит следующее.
В результате равномерного вращения обрабатываемого вала 16 и согласованных с ним возвратно-поступательных переме-щений шлифовальных -шпинделей 7 и. 9 формообразующая «РК -профиль точка В (фиг. 3 и 4), находящаяся в плоскости КК, также перемещается и вдоль вертикальной координаты Y. Последние перемещения описываются следующим уравнением. Y N-e-sin(Ncf) (2)
Вследствие сумм ирования принудительного перемещения щлифовальнь х шпинделей 7 и 9 вдоль горизонтальной координаты по закону косинуса (уравнение 1) и .соб.ственного перемещения формообразующей «РК -профиль точки В вдоль вертикальной координаты в плоскости КК по закону синуса (уравнение 2), точка В перемещается по траектории эллипса с соотношением длин осей, равным N (фиг; 3). Это указывает йа то, что формообразование «РК -профиля на валах при однокоордннатйом гармо ническом перемещении шлифовальных шпинделей 7 и 9 и при собственном Г1с реме1цении точки В вдоль вертикальной координаты в плоскости КК осуществляется по закону, основы которого реализованы в стайках с двухкоординатным принудительным перемещением режущего инструмента или обрабатываемого изделия.
В процессе обработки «РК -профильного вала 16 шлифовальным кругом 10 формы ПП, установленным под углом Л к оси центров станка, формообразующая точка В совершает еще и колебательные перемещения вдоль прямой, образующей цилиндр
шлифовального круга 10. Вследствие этого на обработанной поверхности «РК -профильного вала остается след в виде циклической кривой, величина амплитуды которой зависит от Л, N и е.
Таким образом, уменьшение в станках исполнительных органов с принудительными формообразующими «РК -профиль перемещениями с двух до одного упрощает кояструкции станков, уменьшает их энергоемкость и динамические йагрузки на исполнительные органы. Это позволяет повысить точность и производительность обработки «РК -профиля яа валах.
Формула, изобретения
Устройство для обработки профильных валов с равноосным контуром, содержащее корпус с двумя шлифовальными шпинделями и приводами их вращения, эксцентрик, установленный с возможностью взаимодействия через толкатели со шпинделями и предназначенный для их поступательного перемещения в направлении, перпендикулярном к оси шпинделя изделия, рычажную систему, соединяющую один из шпинделей с приводом его вращения, и пружины обратного хода, отличающееся тем, что, с целью увеличения точности обработки, оно снабжено плитой с пальцем, предназначенным для установки на нем с возможностью поворота корпуса, и размещенными на пос.педйем двумя каретками со шпинделями, причем ось вращения одного шпинделя установлена к оси шпинделя изделия под углом,Минимальная величина которого равна:
Лмин ««|
где N - количество граней «РК -Профилй; е - эксцентриситет эксцентрика и «РК профиля;В - ширина шлифовального круга.
Источники информации, принятые во внимание при экспертизе 1. «Вестник машиностроения, 1981, № 1, с. 33-37, рис. 3 б. 7J П // / L-l- 77 ВиВА
Риг.г 22 2 2 /(S ЯРиг. 1 75 7 f3 2 23 (риг.з
