щего инструмента); на фиГо5 - схема реализации предлагаемого способа при относительйом движении по траектории окружности в горизонтальной плоскости вращающегося режущего инструмента (или обрабатываемой заготовки вала) 5 на фиг, 6 - свободная таблица схем реализации предлагаемого ,способа, .
Способ реализуют следующим обра- зом,
Вращакщийся режущий инструмент (фрезу,шлифовальный круг,фигв1) устанавливают таким образом, чтобы ось его вращения была перпендикулярна относительно оси вращения заготовки 2 обрабатываемого вала. При этом смещение h этих осей не должно выходить за пределы е (1), так как при выходе за эти пределы формообразования РК-про- филя не будете Известно, что для формообразования РК-профидя режущему
t инструменту или заготовке необходимо : задать относительные движения по траектории эллипса, у которого малая ось равна 2е, а большая - 2 Neo В предлагаемом способе за счет сх,емы установки вращающегося режущего инструмента 1 относительно обрабатываемой заготовки 2 режущему инст- рументу или обрабатываемой заготовке задаются относительные движения в виде гармонических возвратно-поступательных перемещений с амплитудой &f или в виде поступательных движений по траектории окружности с радиусом е. При этом малая ось эллипса будет формироваться принудительно за счет соответствующих движений -режущего инструмента или обрабатываемой заготовки вала, а большая ось - ки- нематически за счет согласованного . вращейия oбpaбaтывae юй заготовки с
движениями формообразования РК-профи- ля соответствующего узла станка,
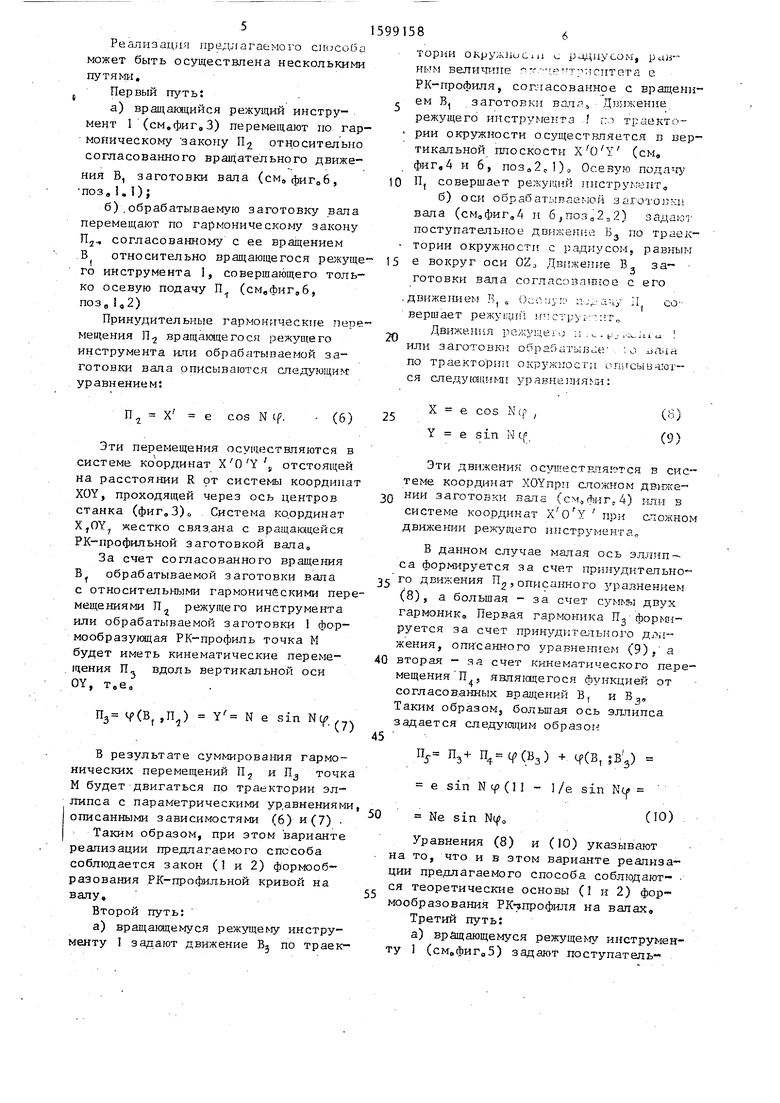
С целью формообразования профильной кривой типа РК с требуемой. ТОЧ- ностью формы кривой: в поперечном сечении (смвфигв2) частоту-фращения фрезы необходимо задавать исходя из зависимости
п.
„ р vfliil ,. V2TeRU
(2)
где n, и «частота соответствен
5
0
но инструмента и заготовки;
R - средний радиус РК-про- филя;
эксцентриситет РК-про- филя; радиус режущего инс т- румента;
количество режущих зубьев (сегментовj -инструмента, допуск на эксцентриситет ее
- При выходе за нижние пределы тоты вращения фрезы формообразующая кривая ипи не будет соответствовать параметрам РК-профиля или не будет отвечать заданной точности формы в поперечном сечении РК-профильного вала. При окончательном выборе частоты вращения фрезы необходимо (желательно) стремиться к тому, чтобы отношение А частот вращения При га
п -z. было дробным числом, в слуе -
R, Z Т -
п.
чае, если это отношение liaBHo
30
А га -ь 2-(3)
где m - целое число, то при втором обороте заготовки вала первичные гребешки в поперечном сечении заготовки будут срезаны, что ведет к увеличению точности формы РК-профильной кривой.
При соблюдении условий зависимостей (1) и (2) и соответствуняцих согласованных движений вращающегося - режущего инструмента и обрабатываемой заготовки вала на последнем будет формироваться профиль Равноосный ( контур со следугацими параметрическими уравнениями
p (R+e cos Nip)+(Ne sin Щ) ,
(4)
sin NIP
e tf± arctg ----- ГчГ (5)
где p - радиус РК-профиля; 9 - полярный угол; О, - угол между осью ОХ н радиус-вектором j ; Ц - угол поворота РК-профильного вала (см, фиГрЗ-5) „
5
Реалнзацяя предлагаемого может быть осуществлена несколькими путя№1. J Первый путь:
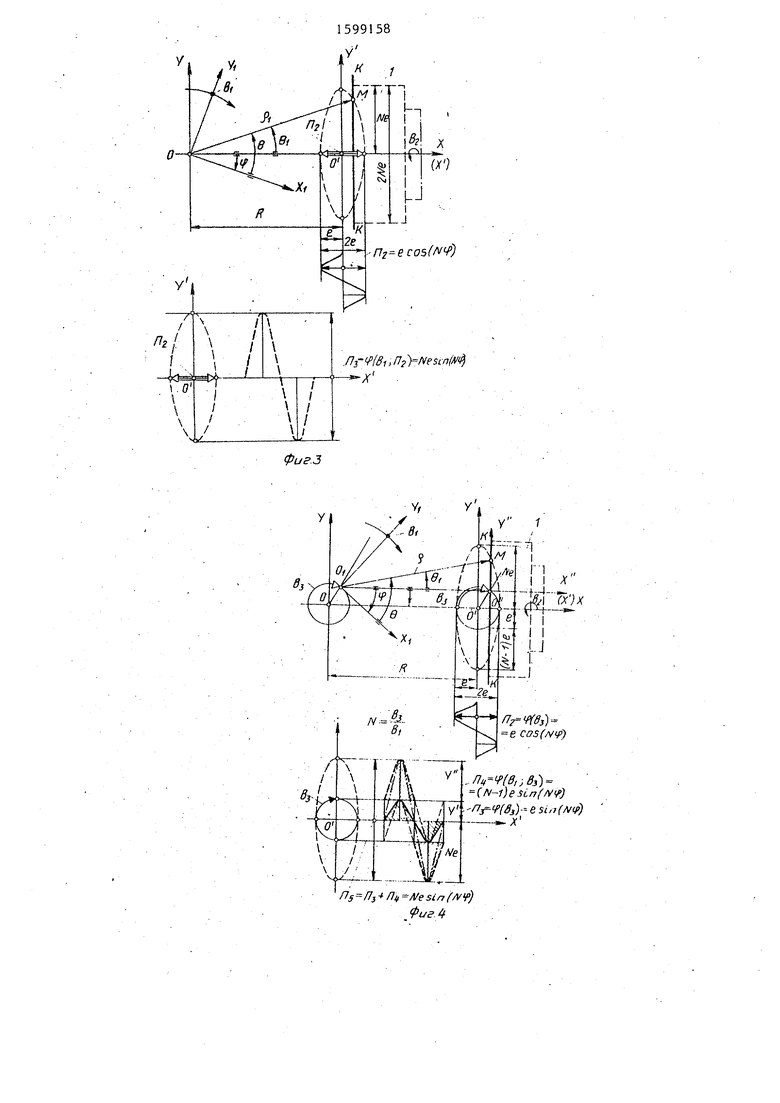
а) вращающийся режухций инструмент 1 (см,фиг,3) перемещают по гармоническому -закону П относительно согласованного вращательного движения В, заготовки вала (см фигоб, поз.1,1);
б).обрабатываемую заготовку вала перемещают по гармоническому закону , согласованному с ее вращением -В относительно вращающегося режущего инструмента 1, совершающего только осевую подачу П (смвфиг,6, поз„ 1,2)
Принудительные гармонические перемещения П.2 вращакяцегоС5 режущего инструмента и.пи обрабатываемой заготовки вала описываются следующим уравнением:
991586
тории OKpy;;x iuciji с рцциусом, рав-- нь м велиш-гпе - етгт л тсптета е. РК-профиля, согласованное с вращени- ем В заготовки валя. Движение
режущего инструмента пс траекто- ; рии окружности осуществляется в вертикальной плоскости X 0 Y (см, . фиг,4 и б, )о Осевую пода-ty 10 П, совершает режущий инструмент,
б) оси обрабатываег-юй заготовки вала (см,фиг,4 н б,поз„2,2) задают поступательное движенич:; Б по траек- - тории окружности с радиусом, равным 15 е вокруг оси OZ, Лвиже ие В за- готовки вала согласовашюе с его
СО
20
. движетшем , ,
- - 1
вершает режуи;; irncrpyi
Двихения режущею м ; .. t.; ..x.ai .а или заготовки обра5атыв,:е , о a-iA по траектории окружности описываются следуIaци дI ypaвнeшfя iи: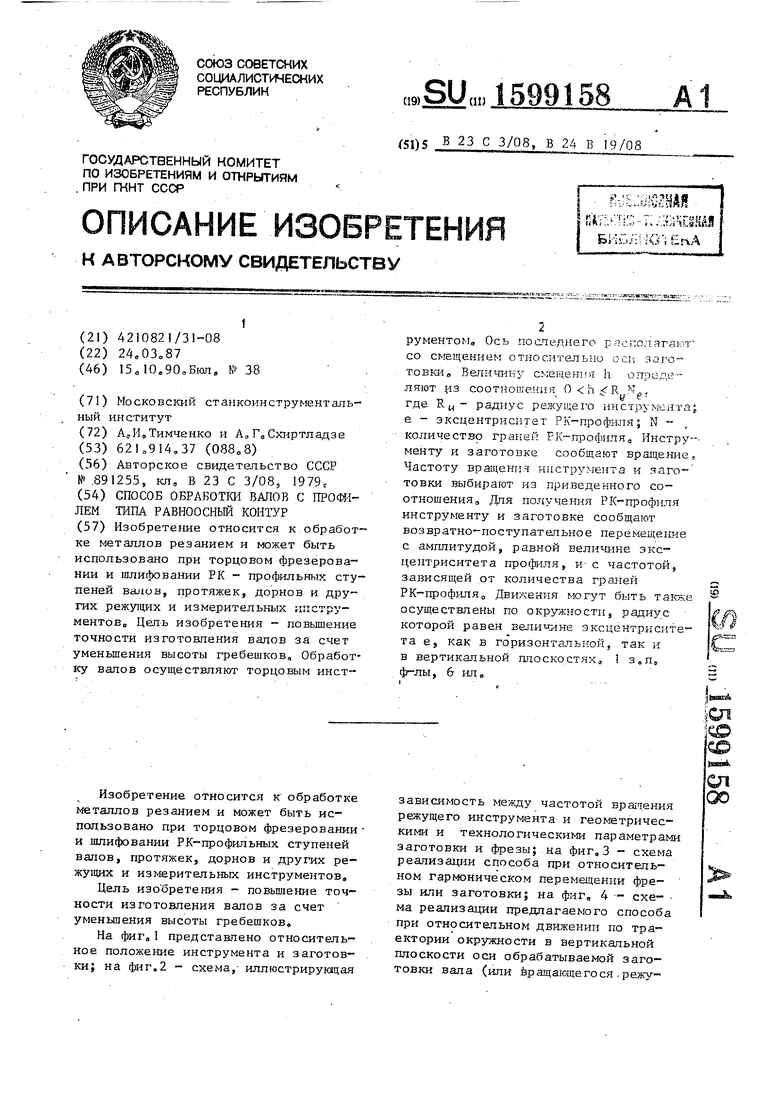

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки станка для обработки РК-профильных поверхностей | 1990 |
|
SU1779554A1 |
| Способ обработки профильных поверхностей | 1989 |
|
SU1761445A1 |
| Устройство для обработки профильных валов и втулок с равноосным контуром | 1980 |
|
SU931400A1 |
| Устройство для обработки профильных валов с равноосным контуром | 1981 |
|
SU998102A1 |
| Устройство для бескопирной обработки профильных валов с равноосным контуром | 1978 |
|
SU743793A1 |
| Способ настройки станка для обработки РК-профильных поверхностей | 1990 |
|
SU1779553A1 |
| Устройство для обработки валов с профилем "равноосный контур" | 1976 |
|
SU663502A1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| Способ обработки профильных валов с равноосным контуром | 1986 |
|
SU1404288A1 |
| Устройство для обработки валов с профилем "равноосный контур | 1979 |
|
SU891255A1 |
Изобретение относится к обработке металлов резанием и может быть использовано при торцовом фрезеровании и шлифовании РК-профильных ступеней валов, протяжек, дорнов и других режущих и измерительных инструментов. Цель изобретения - повышение точности изготовления валов за счет уменьшения высоты гребешков. Обработку валов осуществляют торцовым инструментом. Ось последнего располагают со смещением относительно оси заготовки. Величину смещения H определяют из соотношения 0*98H≤Rи-NE, где Pи - радиус режущего инструмента
е - эксцентриситет РК-профиля
N - количество граней РК-профиля. Инструменту и заготовке сообщают вращение. Частоту вращения инструмента и заготовки выбирают из приведенного соотношения. Для получения РК-профиля инструменту и заготовке сообщают возвратно-поступательное перемещение с амплитудой, равной величине эксцентриситета профиля, и с частотой, зависящей от количества граней РК-профиля. Движения могут быть также осуществлены по окружности, радиус которой равен величине эксцентриситета E, как в горизонтальной, так и в вертикальной плоскостях. 1 з.п. ф-лы, 6 ил.
cos N (f.
(6)
Эти перемещения осуществляются в системе координат X О Y j, отстоящей на расстоянии R от системы координа XOY, проходящей через ось центров станка (фиг,3)о Система координат X,OY жестко связ.ана с вращаю1цейся РК-профильной заготовкой вала,
За счет согласованного вращения В обрабатываемой заготовки вала с относительнь1ми гармоническими перемещениями n,j режущего инструмента или обрабатываемой заготовки 1 фор- мообразукяцая РК-профиль точка М будет иметь кинематические перемещения П, вдоль вертикальной оси OY, т,е.
Пз Ч (В, ,n,j) Y N е sin И (f
В результате суммировагшя гармонических перемещений П и П точка М будет двигаться пр траектории эллипса с параметрическими ур,авнениями описанными зависимостями (6) и(7)
Таким образом, при этом варианте реализации предлагаемого способа соблюдается закон (1 и 2) формообразования РК-профильной кривой на валу.
Второй путь:
а) вращающемуся режущему инструменту 1 задают движение В по траек25
X е cos N (f Y е sin N cf.
(9)
Эти движений .пя;отся в системе координат XOYnpH апожном двшсе- 30 НИИ заготовки вале (см, фиг, 4) или в системе координат при с южном движении режущего инструмента
В данном случае малая ось эллип- са формируется за счет принудительно35 го движения П,описаш ого уравнением (8), а большая - за счет суммы двух гармоник. Первая гармоника П руется за счет принудительного длч-- жения, опи санного уравнетшем (9) а
40 вторая - за счет кинематического перемещения П, являгоцегося функцией от согласованных врая;ений В, и В , Таким образом, большая ось эллипса задается следуюищм образом 45
% 3+ (Вз) + 4(2, ;Вз) е sin Ncf (П - /е sin N(|f 0 Ne sin Ncfo(Ю)
Уравнения (8) и (10) указывают на то, что и в этом варианте реализации предлагаемого способа соблюдают- . ся теоретические основы (1 и 2) формообразования РК7ПРОФШ1Я на валах.
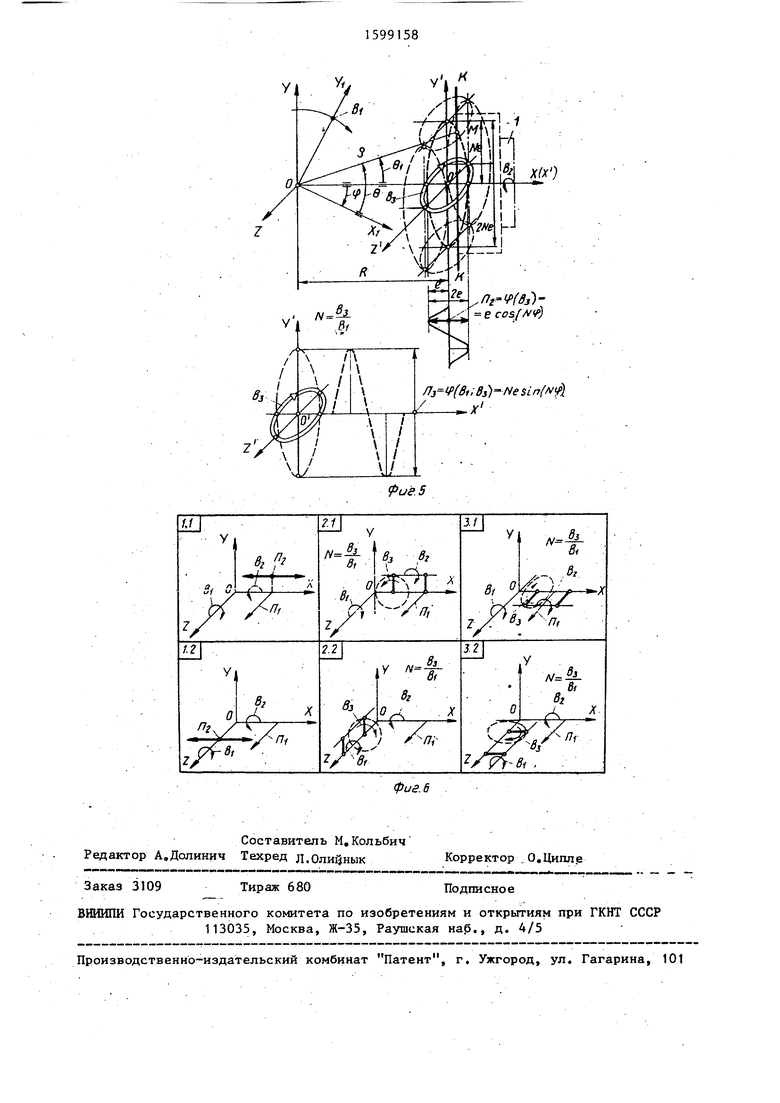
Третий путь:
а) вращающемуся режущему инструменту 1 (сМвфиГоЗ) задают поступатель
15
ое движение В в горизонтальной лоскости XOZ по траектории окружости с радиусом е, согласованные .с вращением В заготовки вала. Осе- вую подачу П совершает режущий
нструмент (фИГоб, ПОЗаЗс, :0,J
б) оси обрабатываемой заготовки вала задают поступательное движение В., в горизонтальной плоскости XOZю
по траектории окружности с радиусом . е согласованное с ее вращ ением В, . Осевую подачу П совершает режущий
инструмент (сМефИГоб,ПОЗвЗ,2)о
Относительные движения режущего, инструмента ш1и обрабатываемой заготовки вала, также описываются уравнениями (8) и (9), только относительно осей X и Z , соответственно в горизонтальной ПЛОСКОСТИо.
в этом варианте малая ось эллипса ; реализуется так же, как и во втором варианте за счет принудительного перемещения П, являгацегося функцией вращения Eg, т,е. П. з уравнение (8))о В свою очередь боль- шал ось эллипса формируется так же, как и в первом варианте (см,фиГвЗ и фиг„5) за счет кинематического перемещения Пэ, являгацегося функцией от согласованных вращений В, и В, .
20
25
30
П
q(B ;Вз) Ne COS Nif.(11)
В отличие от предыдущих вариан- -OB формообразующая точка М участвует не только в сложном движении по траектории эллипса, но и в гармони- ческом движении вдоль оси обрабатываемой заготовки вала, т,е, Z е sin Ntfo
Уравнения (8) и (11) указывают на то, что и третий путь реализации пред- ложенного способа соблкдает теоретические основы (1;2) формообразования РК-профиля на валах.
Предлагаемый способ со схемой задания относительных движений формообразования РК-профильных валов, указанной на поз,1,1 фиг,6, может быть реализован как при торцовом фрезеровании, так и при торцовом шлифовании на универсально-затыловочных станках мод,1Е811, 1Е812 и до, или на модеонизированных токарных и шлифовальных станках.
Схема по поз, 1,2 может быть реализована на горизонтально-фрезерных расточных станках любой модели (включая Станки с ЧПУ) за счет создания специального приспособления к этим станкам,
Схемы по поз,2,1; 2,2; 3,1 и 3,2 рациональнее всего реализовывать при создании специальных станков для фрезерова:ния или шлифования РК-профильных валов.
Формула изобретения
1, Способ обработки валов с профилем типа равноосный контур, торцовым инструментом, при котором ось последнего располагают перпендикулярно и со смещением относительно оси заготовки,инструменту и заготовке сообщают вращательное и относительное возвратно-поступательное перемещение с амплитудой, равной величине эксцентриситета профиля и с частотой, зависящей ,от количества граней РК-профиля, отличающийс я тем, что, с целью повышения точности изготовления валов, частоту вращения инструмента и заготовки выбирают из соот- ношенияг
5 где п, и Hj 0
5
0
+ ™- ),
частота соответственно инструмента и заго товки;
количество режущих : зубьев (сегментов) инструмента;
-средний радиус РК-профиля ;
-эксцентриситет РК-про- фи.пя;
If - допуск на эксцентриситет е;
-радиус режущего инструмента,
2, Способ поп,1,отличаю- щ и и с я тем, что величину смещения осей инструмента и заготовки определяют из соотношения
Z R
Тр
R,,
О h Я„ - Ne
55
гдe.N - число граней РК-профиля,
J3pH
Фиг.1
Фиг 2
