Изобретение относится к машиностроению и может быть использовано при механической обработке цилиндрических деталей с многогранным попере( сечением.
Известен способ, осуществляемый на станке для шлифования некруглых валов и втулок, у которого вращение изделия кинематически связано с движением пшифовальной бабки и ось ршифовального круга описывает эллипс при помощи двух круговых эксцентриков l .
К недостаткам этого способа следует отнести трудоемкость изготовления эксцентриков, их эксплуатациоиный износ. Кроме того, ось шлифовального круга должна быстро описывать эллипс, что вызывает возникновение значительных инерционных сил, неравномерный износ эксцентриков, появление вибраций. Это приводит к снижению точности обработки.
Известен также способ обработки цилиндрической детали с многогранным поперечным сечением, согласно которому детали сообщгиот планетарное движение, а инструмент перемещают возвратно-поступательно вдоль образующей детали и при этом смещают его в поломсение, при котором его режущая кромка располагается по нормали к обрабатываемой поверхности деталиСЗ
Этот способ не обеспечивает повышенную производительность обработки в связи с нерациональной кинематикой перемещения детали и ислользова- нием ограниченного количества инструментов.
Целью изобретения является повышение точности и производительности обработки.
Эта цель достигается тем, что при обработке цилиндрической детали с многогранным поперечным сечением спрсобом, согласно которому детали сообщают планетарное движение, а инструментам - возвратно-поступательное перемещение вдоль образующей детали, инструменты размещают равномерно по окружности вокруг центра планетарного движения в количестве, соответствующем числу граней детали, а угловые скорости вращения детали вокруг собственной оси и вокруг центра планетарного движения устанавливают одинаковыми по величине и напра лению.
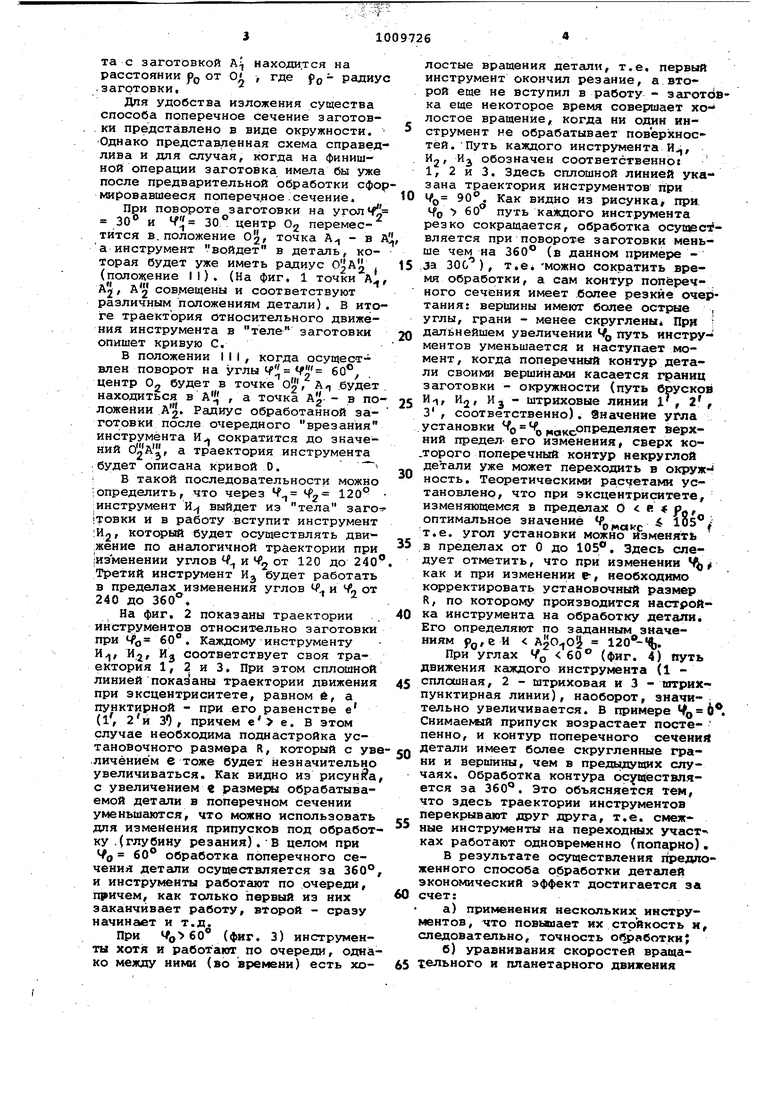
На фиг, 1 приведена схема обработки цилиндрической детали с многогранным поперечным сечением; на фиг. 2 траектория относительного движения инструментов при угле установки планетарного движения относительно инструментов fp 60° и разных значениях эксцентриситетов планетарного движения; на фиг. 3 - траектория относительного движения; инструментов
при угле установки , нафиг.4траектория относительного движения инструментов при угле установки
Предложенный способ осуществляется в такой последовательности. Инструменты устанавливают при обработке N-гранных некруглых селений (в -примере N 3, см. фиг. 1) вокруг летали ,в количестве трех штук И.;,, И2 и И равномерно (через каждые 120°) и на одинаковом расстоянии R от центра 0-) планетарного движения заготовки В. Всем инструмен-иам сообщается возвратно-поступательное переметение вдоль образующей детали, а таьже в случае применения абразивных брусков-радиальные колебания Vji; по нормали к обрабатываемой поверхности. (На фиг. 1 бруски условно обозначены стрелками, что позволяет более просто проследить за траекторией движения любого инструкйнта и детали. При этом для удобства и простоты изобрс1жения траекторий относительно движениябрусков, влияющих на форму поперечного сечения обрабатываемой детали, на всех фигурах они показаны без учета радиальных колебаний V)
Обрабатываемая деталь вращается вокруг своей оси Og со скоростью . С такой же угловой скоростью и в том же направлении осуществляется и планетарное движение детали w-t т.е. центр О2 вращается вокруг центра О на расстоянии эксцентриситета е .
В расчетной схеме на фиг. 1 показ.аны три различных положения обрабатываемой детали В через каждые 30 поворота I , II и Ml. При этом положение Т детали, с которого начинается обработка, выставлено с учетс л угла установки планетарного движения относительно инструмента на угол MO (в примере % 60 ) . Это положение характеризуется тем фактом, что первый инструмент lij только вступает в процесс резания, а третий - вышел из обработки. Инструменты работают по очереди, обрабатывая каждый свою грань детали. В результате каждому положению детали 1 I I, I И соответствует свое местонахождение центра OjJ oLOjOj. Аналогично каждому положению I, if, III соответствует и местонахождение точки А,, А, . Таким образом, на фиг, 1 показана траектория относительного движения детали и инструмента И за период вращения tJUj на угол , изменяющийся от О до 60°, и за период планетарного движения vu на угол /, изменяющегося также от О до 60°.
В начальном положении Т ( tfj« 0) , когда инструмент ц только вступает в работу, точка его контакта с заготовкой А находится на расстоянии рр от О где f д - радиус ,заготовки,
Для удобства изложения существа способа поперечное сечение заготовки представлено в виде окружности. Однако представленная схема справедлива и для случая, когда на финишной операции заготовка имела бы уже после предварительной обработки сформировавшееся поперечное сечение.
При повороте заготовки на уголЧ ЗО и fI{ 30° центр Og переместится в. положение Og/ точка А - в А а инструмент войдет в деталь, которая будет уже иметь радиус , (положение И). (На фиг. 1 точки А, A-J, А2 совмещены и соответствуют различным положениям детали). В итоге траектория относительного движения инструмента в теле заготовки опишет кривую С.
В положении III, когда осуществлен поворот на углы 60 центр Og будет в точке о2, А/, будет находиться в А1{ , а точка Ag - в положейии А2. Радиус обработанной заготовки после очередного врезания инструмента К сократится до значений ОлАа, а траектория инструмента ;будет описана кривой 0. В такой последовательности можно ;определить, что через f Ч 2 20° :инструмент И выйдет из тела заго ITOBKH и в работу вступит инструмент iHj, котсчрый будет осуществлять движение по аналогичной траектории при изменении углов и от 120 до 240 Третий инструмент И будет работать в пределах изменения углов W и % от 240 до 360.
На фиг. 2 показаны траектории . инструментов относительно заготовки при 60. Каждому инструменту И), Hjf Hj соответствует своя траектория 1, 2 и 3. При этом сплошной линией показаны траектории движения при эксцентриситете, равном 6, а пунктирной - при его равенстве е (iV 2и ЗО f причем е е. В этом случае необходима поднастройка установочного размера R, который с уве .личёниём е тоже будет незначительно увеличиваться. Как видно из рисунка, с увеличением ф размеры обрабатываемой детали в поперечном сечении уменьшаются, что можно использовать для изменения припусков под обработку .(глубину резания).В целом при о 60° обработка поперечного сечения детали осуществляется за 360°, и инструменты работают по очереди, причем, как только первый из них заканчивает работу, второй - сразу начинает и т.д.
При % 60 (фиг. 3) инструменты хотя и работают по очереди, однако между ними (во времени) есть холостые вращения детали, т.е. первый инструмент окончил резание, а второй еще не вступил в работу - заготЬвка еще некоторое время совершает хо- лостое вращение,, когда ни один инструмент не обрабатывает поверхностей. Путь каждого инструмента И, fij, Hj обозначен соответственно: 1, 2 и 3. Здесь сплошной линией указана траектория инструментов при 90. Как видно из рисунка/ при Чо 60 путь каждого инструмента резко сокращается, обработка осущест вляется при повороте заготовки меньше чем на 360° (в данном примере за ЗОС), т.е МОЖНО сократить время обработки, а сам контур поперечного сечения имеет .более резкие очертания; вершины имеют более острые , углы, грани - менее скруглены При ; дальнейшем увеличении 4Jj путь инструментов уменьшается и наступает момент, когда поперечный контур детали своими вершинами касается границ заготовки - окружности (путь брусков И, Ид, И - штриховые линии 1, 2 , 3, соответственно). Значение угла установки % % „о -определяет верхний предел- его изменения, сверх ко.торого поперечный контур некруглой детали уже может переходить в окруж- ность. Теоретическими ра.счетами установлено, что при эксцентриситете, изменяющемся в пределах О R р, оптимальное значение lOS :т.е. угол установки можно изменять в пределах от О до lOS. Здесь следует отг«тить, что при изменении % как и при изменении е, необходимо ксчрректировать установочный размер R, по которому производится настройка инструмента на обработку детали. Его определяют по заданным значениям ро,е И .
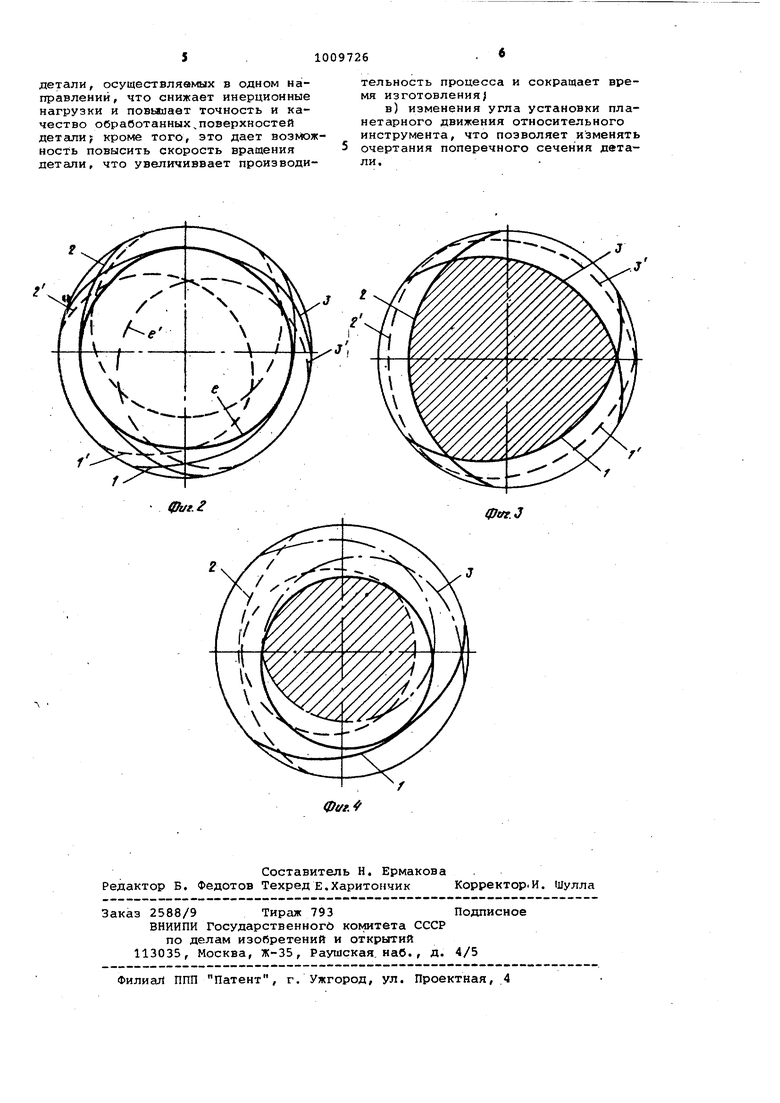
При углах Vp 60 (фиг. 4) путь движения каждого инструмента (1 сплошная, 2 - штриховая и 3 - штрихпунктирная линии) , наоборот, значи- тельно увеличивается. В примере 40 0 Снимаекблй припуск возрастает постепенно, и контур поперечного сечений детали имеет более скругленные грани и вершины, чем в предыдущих случаях. Обработка контура осумёствляется за 360. Это объясняется тем, что здесь траектории инструмеитов перекрывают друг друга, т.е. смежные инструменты на переходных участках работают одновременно (попарно).
В результате осуществления предложенного способа обработки деталей экономический эффект достигается за счет:
а)применения нескольких инструментов, что повьшает их стойкость и, следовательно, точность обработки;
б)уравнивания скоростей вращахельиого и планетарного движения
детали, осуществляемых в одном направлений, что снижает инерционные нагрузки и повыиает точность и качество обработанных поверхностей детали; кроме того, это дает возможность повысить скорость вращения детали, что увеличиввает производительность процесса и сокращает время изготовления/
в) изменения угла установки планетарного движения относительного инструмента, что позволяет изменять очертания поперечного сечения детали.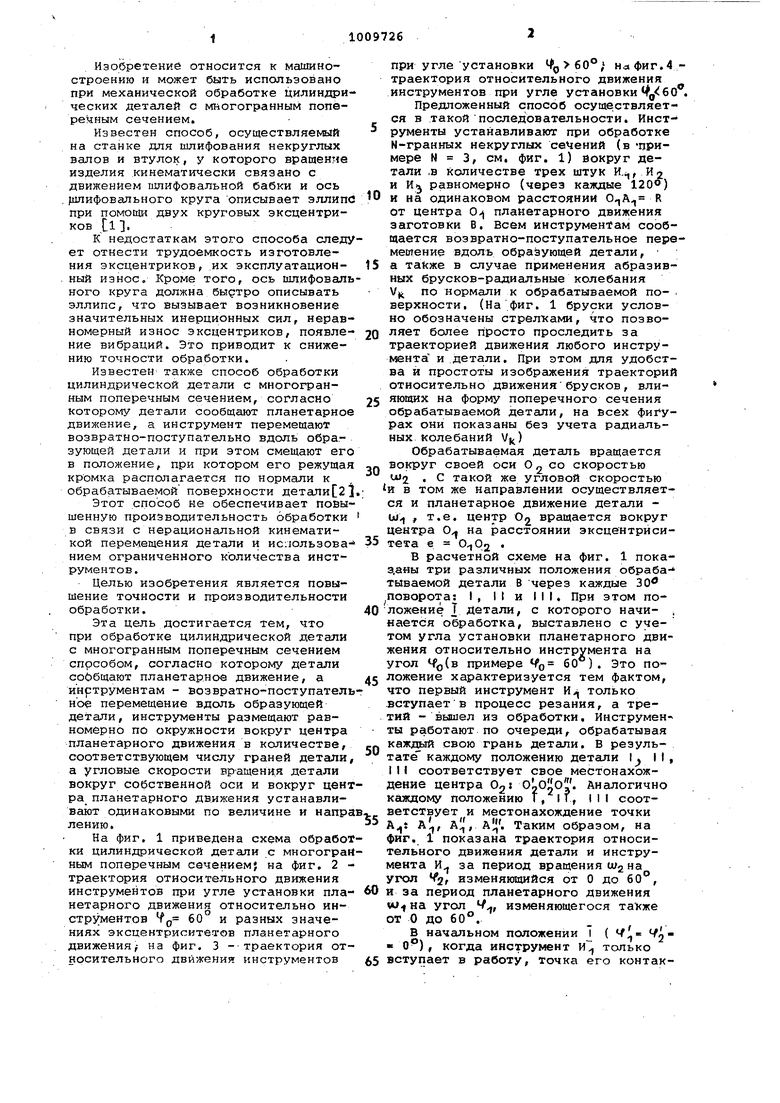
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2153969C2 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ обработки многогранных криволинейных поверхностей | 1988 |
|
SU1673278A1 |
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ В ВИДЕ ЭКВИДИСТАНТЫ "ТРЕУГОЛЬНИКА РЕЛО" | 2003 |
|
RU2243863C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ МНОГОГРАННЫХ ОТВЕРСТИЙ | 1991 |
|
RU2009788C1 |
| Способ обработки тел вращения некруглого сечения | 1977 |
|
SU665982A1 |
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2214889C1 |
| Способ чистовой обработки ограниченных плоских поверхностей абразивным бруском | 1982 |
|
SU1038200A2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2426633C1 |
СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ С МНОГОГРАННЫМ ПОПЕВ в Vf РЕЧНЫМ СЕЧЕНИЕМ, согласно которому детали сообщают планетарное движение, а инструментам - возвратно-поступательное перемещение вдоль образующей .детали, о т л и,ч а ю щ и йс я тем, что, с целью повышения точности и производительности обработки, инструменты размещают равнсжерно по окружности вокруг центра планетарного движения в количестве, соответствующем числу граней детали, а угловые скорости вращения детали вокруг собственной оси и вокруг центра планетарного движения выбирают одинаковыми по величине и направлению. (Л со to а
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для шлифования некруглых валов и втулок | 1949 |
|
SU84432A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3663188, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
