Изобретение относится к области механической обработки изнашивающихся в эксплуатационный период деталей подвижного состава железнодорожного транспорта в условиях ремонтного производства. Наиболее близким аналогом изобретения является установка для удаления термомеханических повреждений железнодорожных колес повышенной твердости [1].
Основным способом восстановления профиля катания железнодорожного колеса является точение его на колесотокарных станках твердосплавным режущим инструментом.
Наличие твердых участков (600-950 HV) на поверхности колес, в виде ползунов, выщербин и других дефектов термомеханического происхождения, вызывает большие трудности при восстановлении профиля катания. Обтачивание таких колес сопровождается значительными ударными нагрузками, которые приводят к разрушению режущего инструмента. В результате чего, более 30-40% железнодорожных колес, имеющих на поверхности катания термомеханические повреждения, изымаются из эксплуатации, из-за невозможности выполнить восстановление профиля колеса путем его обточки на колесотокарном станке лезвийным инструментом.
Таким образом, существующее положение и перспектива с обтачиванием железнодорожных колес выдвигают проблему изыскания способов обработки, позволяющих продлить эксплуатационный ресурс колес и сократить расход режущего инструмента при восстановлении их профиля.
Технический результат изобретения состоит в устранении с дефектного участка колеса упрочненного слоя металла.
Для достижения технического результата разработан способ удаления термомеханических повреждений железнодорожных колес путем местного силового врезного шлифования. Суть способа заключается в том, что с поверхности катания железнодорожного колеса термомеханические повреждения (ползуны, выщербины), которые не могут быть обработаны лезвийным инструментом из-за высокой твердости металла (650-950 HV) в их области, предлагается вышлифовывать шлифовальным кругом. Для реализации данного способа обработки шлифовальный круг 1 совершает следующие виды движений (фиг.1): вращательное движение шлифовального круга, которое обеспечивает непосредственно срезание слоя металла с поверхности катания колеса 2 и является главным движением (Dг); движение по криволинейной траектории в форме эллипса в вертикальной плоскости относительно оси колесной пары, обеспечивающее непрерывность процесса обработки всего дефектного участка, и является движением подачи (Sк1, Sк2, Sк3); поступательное движение в горизонтальной плоскости перпендикулярно оси колесной пары, которое обеспечивает врезание шлифовального круга в металл обрабатываемого участка колеса на заданную глубину резания (Se1, Se2). Обработка дефектного участка колеса, содержащего ТМП, ведется до полного устранения упрочненного слоя металла, что и является отличительной особенностью изобретения от аналога.
Применение данного способа в качестве предварительной технологической операции позволит создать более благоприятные условия для работы режущего инструмента на последующей токарной операции. Вырезав с поверхности катания колеса упрочненный слой металла, мы придаем, однородность механическим свойствам колесной стали, в области припуска на восстановление профиля колеса, т.е. твердость металла колеса по всему профилю будет находиться в пределах 350-400 HV.
Список источников
1. Пат. 85847 Российская федерация, МПК В24В 5/46 Установка для удаления термомеханических повреждений железнодорожных колес повышенной твердости / А.В. Обрывалин; заявитель и патентообладатель Омский гос. ун-т путей сообщения. - №2009116179; заявл. 28.04.09; опубл. 20.08.09.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 2022 |
|
RU2809615C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕС РЕЛЬСОВОГО ТРАНСПОРТА | 2020 |
|
RU2754627C1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 1983 |
|
SU1157095A1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ФРЕЗЫ | 2004 |
|
RU2270078C1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 1985 |
|
SU1315077A1 |
| СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2004 |
|
RU2269397C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2001 |
|
RU2211747C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ АДАПТИРУЮЩИМСЯ ИНСТРУМЕНТОМ | 2004 |
|
RU2268111C2 |
| АДАПТИРУЮЩАЯСЯ ФРЕЗА | 2004 |
|
RU2253548C1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 1987 |
|
SU1420041A1 |
Изобретение относится к области машиностроения и может быть использовано при механической обработке в условиях ремонтного производства изнашивающихся в эксплуатационный период деталей подвижного состава железнодорожного транспорта, в частности поверхности обода вагонных колес. Удаляют термомеханические повреждения железнодорожных колес путем местного силового врезного шлифования. Осуществляют вышлифовку упомянутых повреждений на дефектном участке поверхности катания колеса шлифовальным кругом перед восстановлением профиля колеса лезвийным инструментом. Вышлифовку производят до полного устранения с дефектного участка колеса упрочненного слоя металла с обеспечением в области припуска для лезвийного инструмента восстановления твердости металла на поверхности катания колеса. В результате сокращается расход лезвийного инструмента при восстановлении профиля колеса и увеличивается эксплуатационный ресурс железнодорожных колес. 1 ил.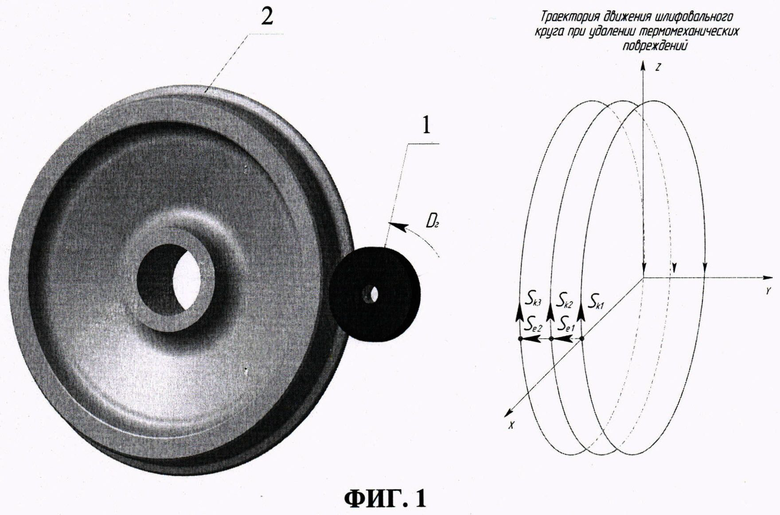
Способ удаления термомеханических повреждений железнодорожных колес путем местного силового врезного шлифования, включающий вышлифовку на дефектном участке поверхности катания колеса термомеханических повреждений шлифовальным кругом, которую осуществляют перед восстановлением профиля колеса лезвийным инструментом, отличающийся тем, что вышлифовку производят до полного устранения с дефектного участка колеса упрочненного слоя металла и обеспечения восстановления твердости металла на поверхности катания колеса в области припуска для обработки лезвийным инструментом.
| Станок для холодной ошиновки деревянных колес | 1949 |
|
SU85847A1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
| Приспособление для шлифования бандажей железнодорожных колесных пар без выкатывания их | 1932 |
|
SU33420A1 |
| DE 4316697 С2, 24.05.1995. | |||

