Изобретение относится к методам переработки и утилизации отходов производства и потребления эластомеров, в том числе и резиносодержащих изделий, например, пневматических шин, конвейерных лент, отходов производства резинотехнических изделий и может быть использован для создания оборудования для их измельчения.
Известен способ измельчения эластомеров при низких температурах, при котором сначала их охлаждают до температуры охрупчивания, после чего разрушают механическим воздействием (патент Великобритании № 1438278, B2A, 1973).
Измельчение при низких температурах не позволяет получить полное отделение резины от армирующих элементов, кроме того, связано с большими энергозатратами на получение хладагента, и требует усложнения конструкции оборудования, поверхность получаемых элементов остекловывается, что является существенным недостатком при последующем использовании.
Известен также бародеструкционный способ измельчения, основанный на псевдосжижении эластомера в условиях интенсивного объемного сжатия.
Измельчаемый материал загружается в рабочую полость контейнера, туда же вводится уплотнительный плунжер. Под действием усилия, развиваемого прессом, в контейнере повышается давление до критического значения 100…1000 МПа. При этом давлении происходит ожижение резины, она начинает течь и продавливаться через отверстия матрицы.
Низкая эффективность данного способа обусловлена прерывистостью процесса, высоким энергопотреблением, необходимостью извлечения брикета металлокорда и чисткой матрицы. Отверстия матрицы закупориваются элементами металлокорда, проходное сечение отверстий матрицы уменьшается, требуется значительное увеличение рабочего давления при последующей прессовке и дополнительные приспособления для отделения брикета и чистки матрицы (Патент RU 2225788 C1, 2004).
Данный способ выбираем в качестве прототипа.
Целью настоящего изобретения является создание способа измельчения эластомеров и резиносодержащих изделий, в частности армированных, позволяющего: регулировать размеры получаемой крошки в процессе измельчения, избежать слипания измельчаемого материала с элементами корда, снизить нагрев измельчаемого материала и рабочих органов, получать крошку однородную по геометрическим размерам, обеспечить непрерывность процесса, а также снизить энергозатраты.
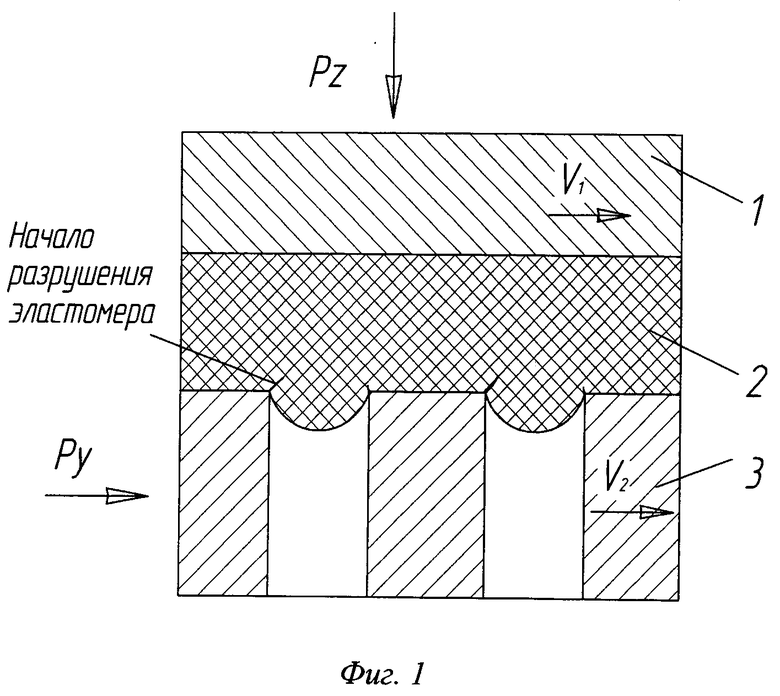
Главным отличием предлагаемого способа от прототипа является то, что сила Pz (фиг.1) вызывает объемное сжатие измельчаемого материала, посредством подающего устройства 1, только до момента продавливания его в отверстия рабочей поверхности 3 с усилием, близким к началу разрушения по кромкам отверстий, а к измельчаемому материалу 2 дополнительно прилагается несовпадающее с Pz по направлению усилие Py (например, за счет разности скоростей перемещения рабочей поверхности и измельчаемого материала V1 и V2), при этом происходит захват и вырывание элементов материала по кромкам отверстий рабочей поверхности.
Поскольку в существующей литературе не встречается описание предлагаемого способа, либо устройств его реализующих, можно считать доказанным то, что он соответствует критерию изобретательская новизна.
Для оценки эффективности предлагаемого способа по сравнению с прототипом были проведены эксперименты, направленные на выявление технологических характеристик измельчения. Результаты приведены в табл.1. Работа по измельчению при бародеструкционном способе значительно выше, также выше прилагаемые усилия, нет возможности регулировать размеры получаемой крошки, за счет высокого давления происходит дополнительное слипание элементов корда с измельчаемым материалом, что затрудняет их дальнейшее разделение.
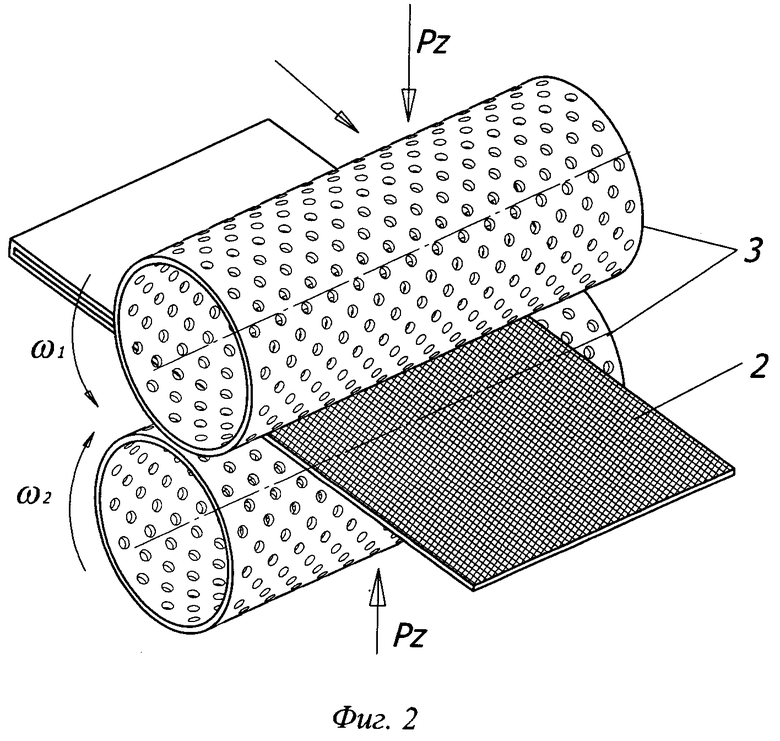
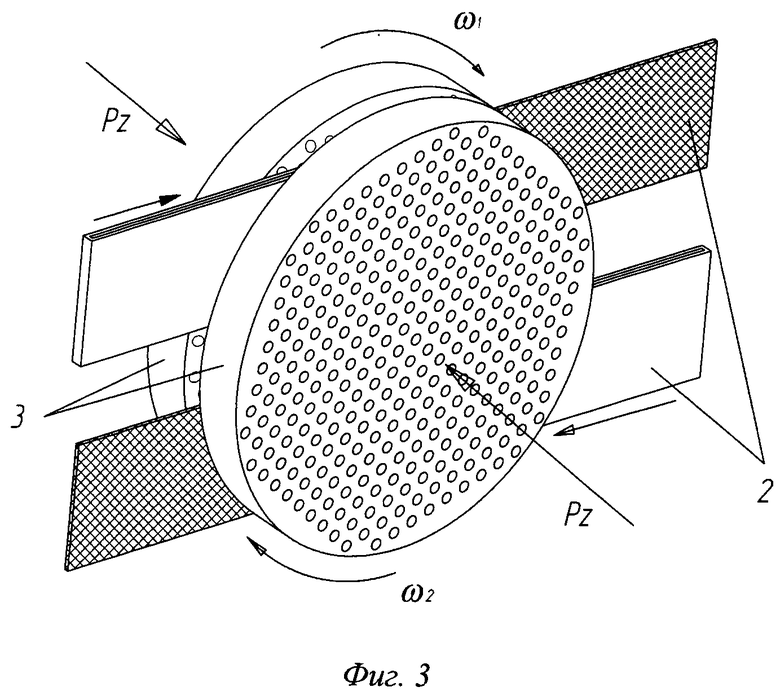
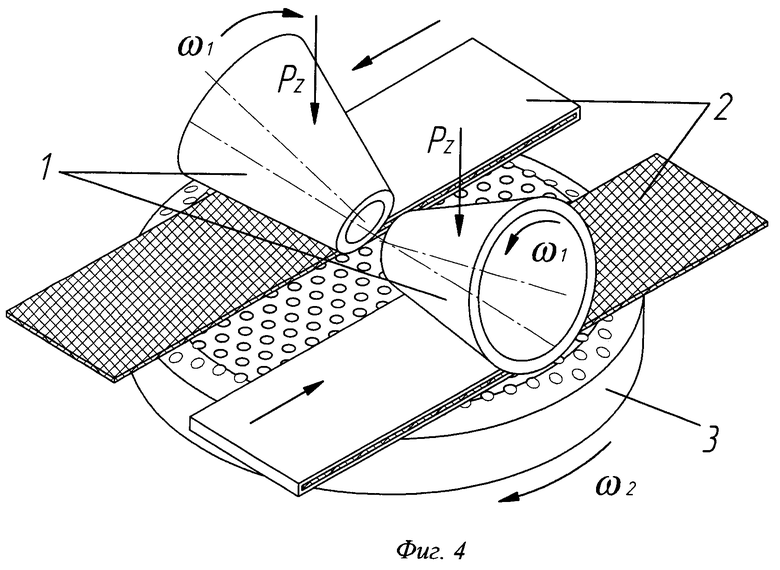
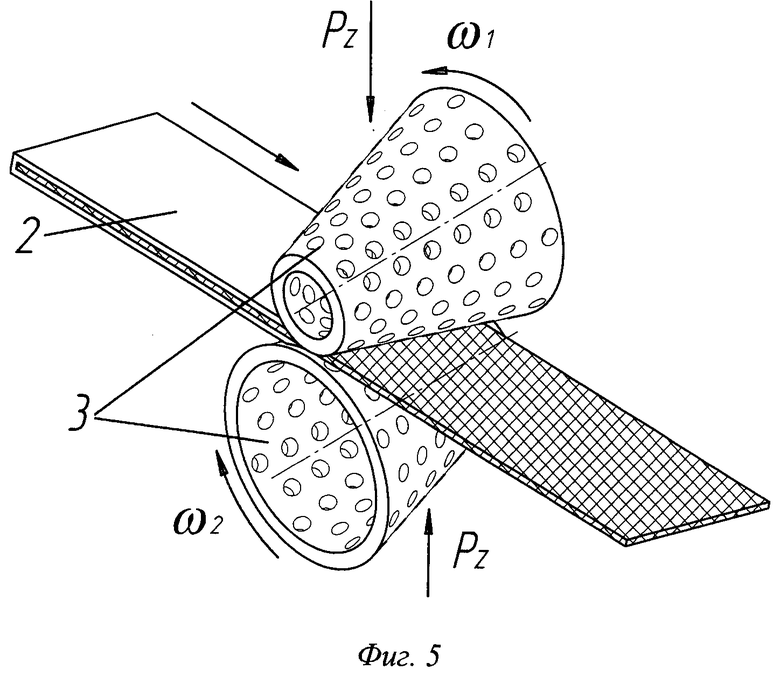
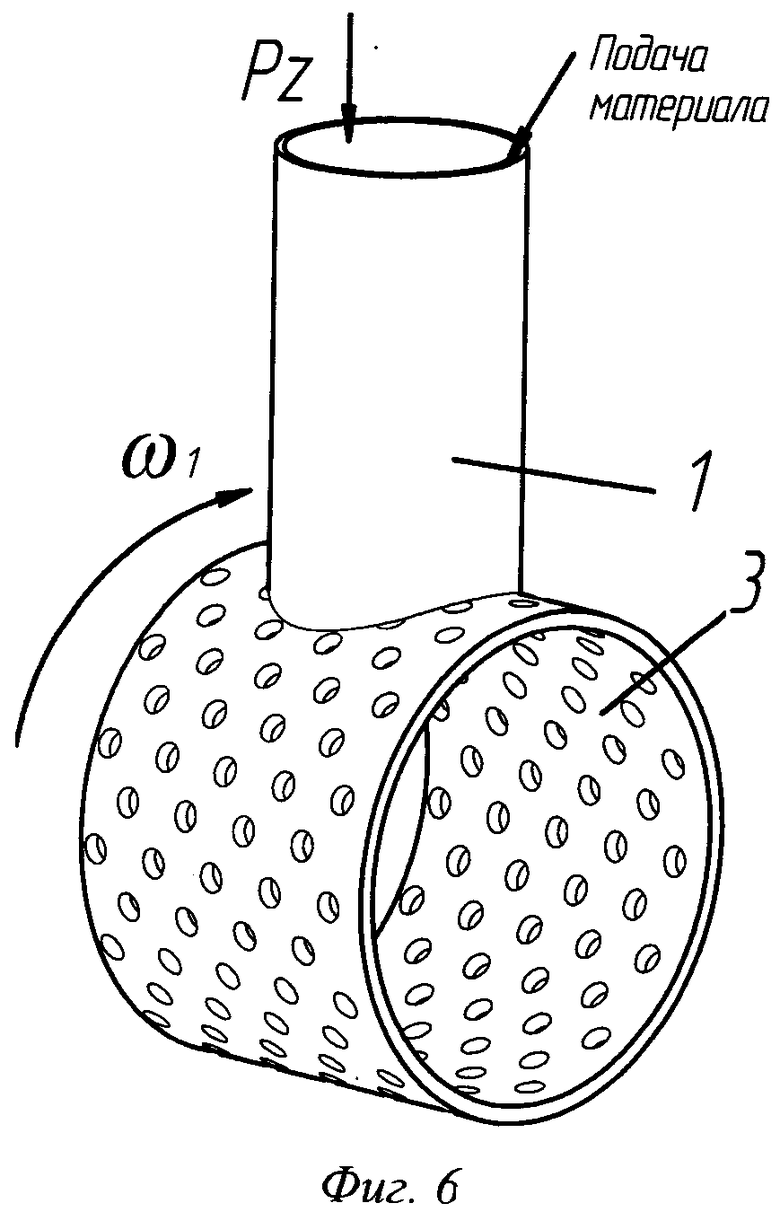
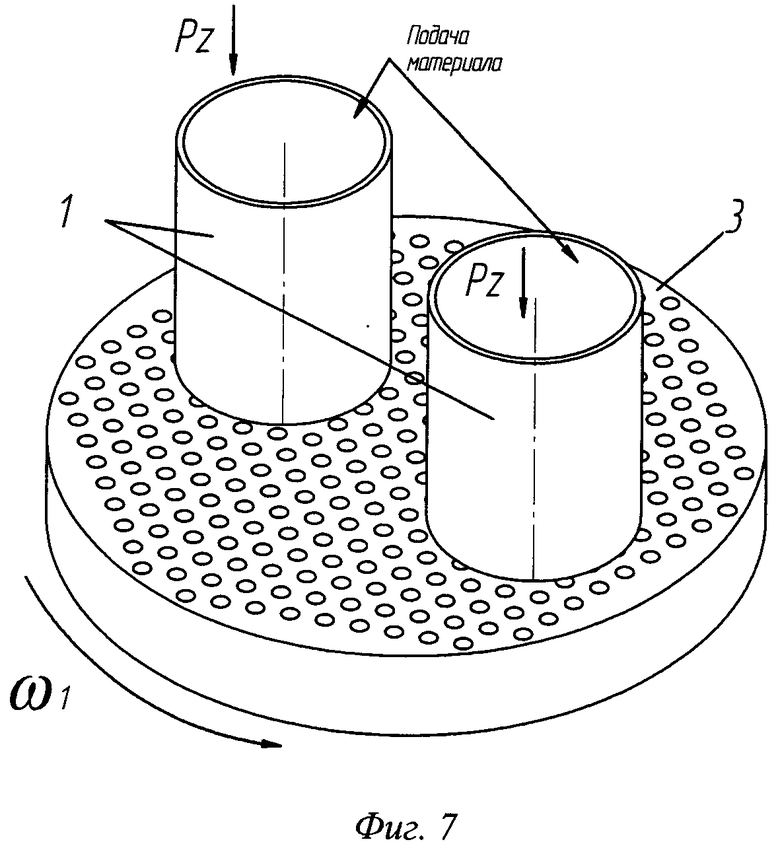
Предлагаемый способ измельчения может быть реализован схемами, отображенными на фиг.2…7, где 1 - подающее устройство, 2 - измельчаемый эластомер, 3 - рабочий орган, имеющий рабочую поверхность с отверстиями. Причем величина усилия, необходимого для объемного сжатия материала, определяется отношением толщины материала к расстоянию между рабочими органами, а разность скоростей вращения рабочих органов ω1, ω2 создает дополнительное усилие для разделения материала.
Схемы фиг.6 и фиг.7 позволяют измельчать целиком покрышки с тканевым кордом, причем усилие для объемного сжатия может создаваться любым из известных способов, например плунжером или шнеком, а дополнительное усилие - перемещением рабочей поверхности и (или) камеры с измельчаемым материалом относительно друг друга.
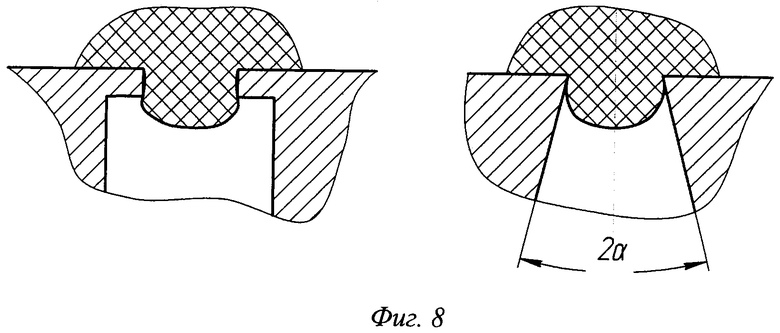
С целью создания благоприятных условий разделения и уменьшения необходимых для этого усилий отверстия на рабочих поверхностях могут иметь форму, отличную от цилиндрической, например коническую, призматическую, ступенчатую и т.п. (фиг.8), а в плане, отличную от окружности, например овальную, треугольную, четырехугольную и др.
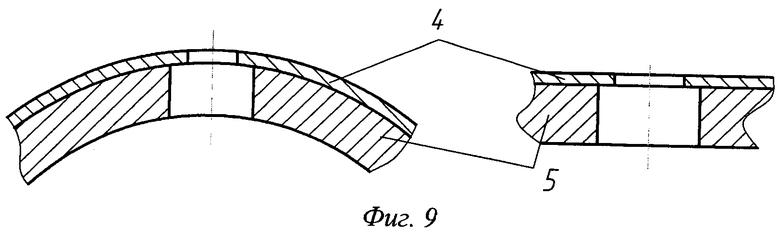
Существует возможность выполнения составных рабочих инструментов, при этом изготавливают бандаж из износостойкой быстрорежущей стали 4, который совмещают с корпусом из углеродистой стали 5 (фиг.9).
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия переработки резины изношенных шин | 2018 |
|
RU2716770C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОГО ПОРОШКА ИЗ ИЗНОШЕННЫХ ШИН И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2138393C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ОТХОДОВ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2172244C1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2111859C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ РЕЗИНОСОДЕРЖАЩИХ ИЗДЕЛИЙ | 1998 |
|
RU2144461C1 |
| СПОСОБ ВЫДЕЛЕНИЯ РЕЗИНЫ ИЗ ИЗНОШЕННЫХ АВТОШИН И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2203181C2 |
| СПОСОБ ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ ОТХОДОВ | 2011 |
|
RU2473572C1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОСОДЕРЖАЩИХ ИЗДЕЛИЙ, В ЧАСТНОСТИ АРМИРОВАННЫХ И В ТОМ ЧИСЛЕ АВТОПОКРЫШЕК, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2123425C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТРАБОТАННЫХ РЕЗИНОСОДЕРЖАЩИХ ИЗДЕЛИЙ | 2000 |
|
RU2202471C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОТРАБОТАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ С МЕТАЛЛОКОРДОМ | 2001 |
|
RU2225419C2 |
Изобретение относится к методам переработки и утилизации отходов производства и потребления эластомеров, в том числе и резиносодержащих изделий, например, изношенных пневматических шин, конвейерных лент, отходов производства резинотехнических изделий и т.п. Способ измельчения эластомеров включает объемное сжатие измельчаемого материала. Объемное сжатие происходит до момента продавливания материала в отверстия рабочей поверхности и создания в зонах контакта материала с кромками отверстий напряжений, близких к началу разрушения материала, после чего к нему прилагается дополнительное усилие, не совпадающее с направлением усилия, вызывающего объемное сжатие. Изобретение обеспечивает повышение выхода готовой продукции при снижении энергозатарат. 9 ил., 1 табл.
Способ измельчения эластомеров, в частности армированных, включающий объемное сжатие измельчаемого материала, отличающийся тем, что объемное сжатие происходит до момента продавливания материала в отверстия рабочей поверхности и создания в зонах контакта материала с кромками отверстий напряжений, близких к началу разрушения материала, после чего к нему прилагается дополнительное усилие, не совпадающее с направлением усилия, вызывающего объемное сжатие.
| УСТАНОВКА ДЛЯ БАРОДЕСТРУКЦИОННОЙ ПЕРЕРАБОТКИ АРМИРОВАННЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 2003 |
|
RU2225788C1 |
| Соковыжималка | 1990 |
|
SU1750622A1 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005606C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОГО ПОРОШКА ИЗ ИЗНОШЕННЫХ ШИН И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2138393C1 |

