Настоящее изобретение имеет отношение к созданию стержневых фрезерных головок для фрезерования конических зубчатых колес, а в частности конических зубчатых колес со спиральными зубьями, в способе единичной индексации. Настоящее изобретение имеет отношение к применению такой универсально используемой фрезерной головки для фрезерования конических зубчатых колес со спиральными зубьями в способе единичной индексации.
Известный уровень техники
Известны различные типы конических зубчатых колес, причем эти типы могут различаться, среди прочего, на основании кривой продольных линий зубьев. Следующие конические зубчатые колеса могут быть выделены в зависимости от кривой продольных линий зубьев:
- прямозубые конические зубчатые колеса,
- косозубые конические зубчатые колеса,
- конические зубчатые колеса со спиральными зубьями.
Термин "конические зубчатые колеса со спиральными зубьями" предположительно появился в США, где такие конические зубчатые колеса обычно называют так же как "спиральные конические зубчатые колеса". Было бы лучше использовать термин "конические зубчатые колеса с дуговидными зубьями" вместо термина "конические зубчатые колеса со спиральными зубьями", так как спираль представляет собой специальную форму дуги. Конические зубчатые колеса, имеющие осевое смещение, также называют гипоидными зубчатыми колесами. Для обеспечения единства терминологии, в описании далее используют термин "конические зубчатые колеса со спиральными зубьями", причем он относится как к коническим зубчатым колесам со спиральными зубьями, имеющим осевое смещение, так и к коническим зубчатым колесам со спиральными зубьями, не имеющим осевого смещения.
Можно дополнительно подразделить конические зубчатые колеса со спиральными зубьями в зависимости от формы продольной линии зуба, которой может быть:
- дуги окружности,
- вытянутые (удлиненные) эпициклоиды,
- эвольвенты,
- вытянутые (удлиненные) гипоциклоиды.
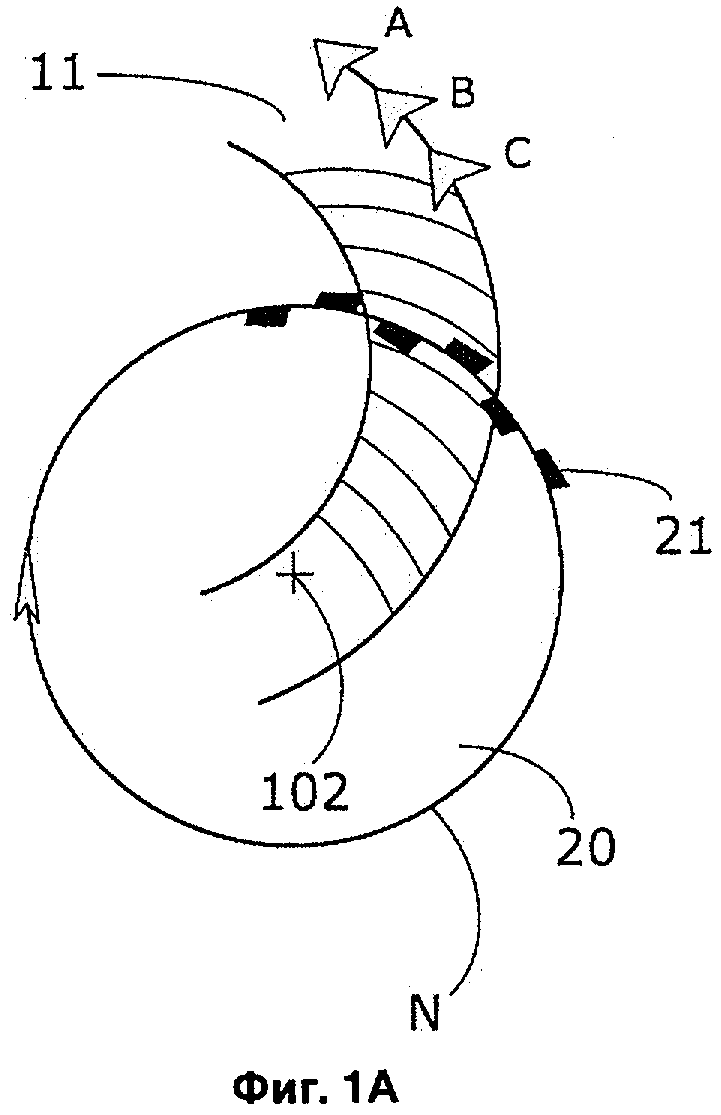
Конические зубчатые колеса с зубьями в виде дуг окружности имеют дугу окружности в качестве продольной линии зуба. Конические зубчатые колеса с зубьями в виде дуги окружности изготавливают в способе единичной индексации (который называют также способом периодического деления, процессом единичной индексации или торцевым фрезерованием). Способ единичной индексации схематично показан на фиг.1А. Стержневые фрезы 21 стержневой фрезерной головки 20 совершают движение в виде дуги окружности, в то время как изготавливаемое коническое зубчатое колесо 11 остается под фиксированным углом. Для фрезеровки дополнительных зазоров между зубьями фрезерную головку 20 отводят и заготовку 11 поворачивают на угол индексирования. Пошаговый дополнительный поворот (в данном случае против часовой стрелки) показан на фиг.1А стрелками А, В и С. Таким образом, в данный промежуток времени всегда фрезеруют только один зазор между зубьями. Все фрезы 21 установлены вдоль окружности N индексирования.
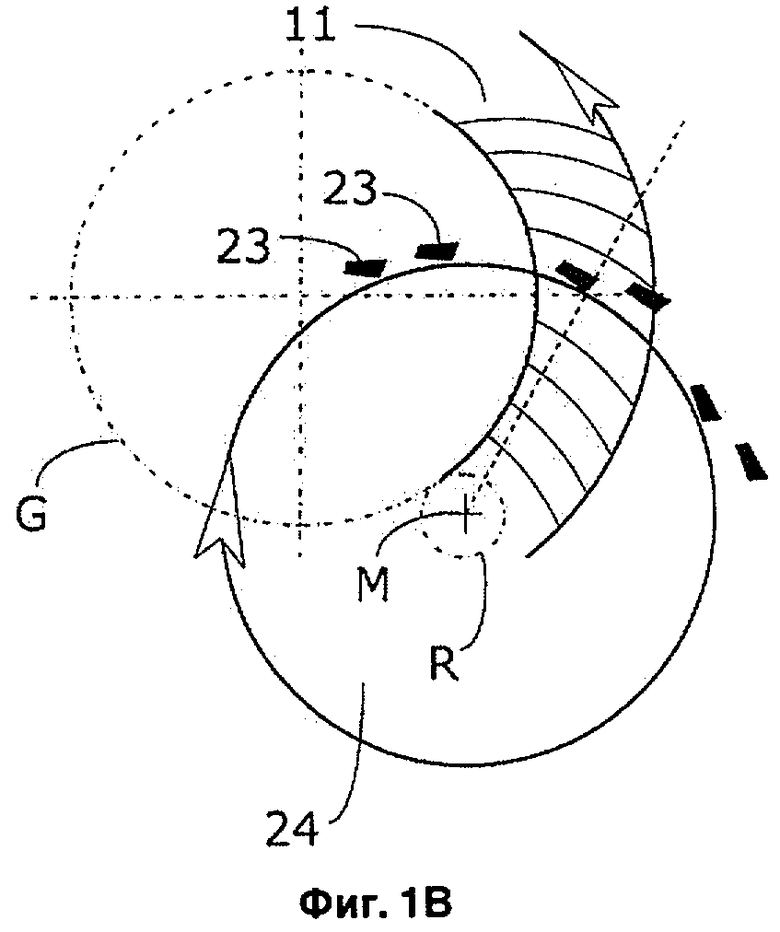
Конические зубчатые колеса с зубьями в виде вытянутых (удлиненных) эпициклоид изготавливают при помощи способа непрерывной индексации (который называют также способом нарезания зубьев червячной фрезой, процессом непрерывной индексации или торцевым нарезанием зубьев червячной фрезой). При фрезеровании эпициклоид в способе непрерывной индексации отношение числа зубьев к числу витков резьбы фрезерной головки (к числу групп фрез) соответствует отношению радиуса основной окружности G к радиусу окружности R качения. Вытянутую эпициклоиду получают в том случае, когда номинальный радиус фрезерной головки, на котором расположены режущие пластины фрезы, больше чем радиус окружности R качения. В этом способе непрерывной индексации, как фрезерная головка 24, так и обрабатываемая деталь 11 вращаются (совершают повороты) в последовательностях движения, которые хронологически адаптированы друг к другу. Таким образом, индексацию осуществляют непрерывно и все зазоры (между зубьями) фрезеруют квазиодновременно. Соответствующий пример показан на фиг.1В. Фрезерная головка 24 в этом случае вращается по часовой стрелке, в то время как обрабатываемая деталь 11 вращается против часовой стрелки. Из рассмотрения фиг.1В можно понять, что стержневые фрезы 23 соответствующей фрезерной головки 24 типично расположены парами (группами). Конфигурация стержневых фрез 23 не является концентрической вдоль номинальной окружности N, как во фрезерной головке 20. Из рассмотрения фиг.1В также можно понять, что окружность качения R фрезерной головки 24 катится вдоль основной окружности G заготовки 11. Буквой М в этом случае обозначена центральная точка фрезерной головки 24.
Коническое зубчатое колесо с зубьями в виде эвольвент имеет эвольвенту в качестве продольной линии зуба. Такое коническое зубчатое колесо также изготавливают при помощи способа непрерывной индексации с использованием специальной червячной фрезы в виде усеченного конуса. Способ фирмы Klingelnberg, основанный на этом принципе, называется Palloid®.
В качестве примеров конических зубчатых колес, которые могут быть изготовлены в способе непрерывной индексации, можно привести конические зубчатые колеса Spiroflex™ и Spirac® фирмы Klingelnberg. Обозначение Spirac относится к варианту способа Spiroflex.
Что касается фрезерных головок, которые используют для изготовления конических зубчатых колес, то имеется различие между так называемыми стержневыми фрезерными головками и фасонными фрезерными головками. Стержневая фрезерная головка снабжена множеством стержневых фрез, причем каждая стержневая фреза имеет хвостовик (стержень) и головную область. Желательная форма и положение могут быть приданы стержневой фрезе за счет ее заточки. Стержневые фрезерные головки обеспечивают более высокую производительность, чем фасонные фрезерные головки, причем стержневые фрезы могут быть профилированы. В отличие от этого, фасонная фрезерная головка снабжена фасонными фрезами. Фасонные фрезы сохраняют свою форму за счет правки. Эти фасонные фрезы головки имеют другую форму, чем стержневые фрезы, и их правку производят только с торца. Преимуществом фрезерования конического зубчатого колеса с использованием фасонных фрез является то, что не требуется специальный заточный станок для правки фасонных фрез. Например, известен цикло-паллоидный способ с использованием фасонных фрез этого типа для изготовления конических зубчатых колес со спиральными зубьями.
Так называемые подкладки или параллельные пластины иногда используют как в стержневых фрезерных головках, так и в фасонных фрезерных головках, для того чтобы можно было корректировать радиальное положение стержневой фрезы или фасонной фрезы. Для этого применяют пластины различной толщины. За счет таких пластин положение фрезы типично может быть смещено наружу на расстояние до 5 мм. Однако точность выбора положения фрез, устойчивость крепления фрезы и жесткость всей конфигурации фрезерной головки и фрезы может ухудшаться за счет использования таких пластин.
Существуют фирмы и пользователи, которые используют множество различных конических зубчатых колес. Поэтому часто необходимо иметь большое число соответствующих фрезерных головок на складе, для того чтобы можно было по заказу изготовить специфические конические зубчатые колеса. Понесенные издержки будут особенно высокими, в частности, когда старые фрезерные головки необходимо заменять на новые стержневые фрезерные головки, в которые можно вводить (вставлять) новые и более прочные стержневые фрезы или которые используют на более новых станках для нарезки конических зубчатых колес. Издержки могут быть достаточно высокими, если все старые фрезерные головки необходимо заменить на соответствующие новые стержневые фрезерные головки.
Система фрезерных головок ARCON® фирмы Klingelnberg представляет собой примерную высокопроизводительную систему фрезерных головок для способа единичной индексации, применяемого для фрезерования зубчатых колес. Например, фрезерная головка ARCON® 3.75 дюйма несет 11 групп стержневых фрез, каждая из которых имеет одну внутреннюю фрезу и одну внешнюю фрезу в каждой группе. Внешняя фреза удаляет материал с внешней или вогнутой стороны зазора зуба. Внутренняя фреза удаляет материал с внутренней или выпуклой стороны зазора зуба. Таким образом, в этом примере используют всего 22 стержневые фрезы. За счет использования этой фрезерной головки может быть изготовлен, например, модуль 4.5 конического зубчатого колеса. Если необходим модуль 2.5 конического зубчатого колеса, тогда необходимо использовать другую фрезерную головку ARCON® 2.5 дюйма, имеющую всего 14 стержневых фрез. Аналогичные примеры могут быть приведены для систем фрезерных головок и других фирм-производителей.
В этом контексте также не следует забывать систему TwinBlade, в которой фреза образует весь зазор между зубьями, однако эта система может быть использована только в так называемом процессе полного профилирования зуба при единичной индексации.
Эти примеры показывают, что затраты на инструмент могут быть слишком большими и дорогостоящими для многих пользователей.
Сущность изобретения
С учетом изложенного, задачей настоящего изобретения является поиск рентабельного решения, которое позволяет изготавливать различные конические зубчатые колеса со спиральными зубьями с использованием возможно меньшего числа инструментов.
Эта задача решена в соответствии с настоящим изобретением.
Стержневая фрезерная головка в соответствии с настоящим изобретением предназначена для приема множества стержневых фрез первого набора стержневых фрез и второго набора стержневых фрез. Стержневая фрезерная головка имеет n торцевых приемных отверстий для приема n стержневых фрез первого набора стержневых фрез. Все n приемные отверстия расположены вдоль первой концентрической номинальной окружности фрезерной головки, имеющей первый номинальный радиус фрезерной головки, для того чтобы можно было фрезеровать первое коническое зубчатое колесо со спиральными зубьями с использованием этих n стержневых фрез в способе единичной индексации. Стержневая фрезерная головка дополнительно имеет по меньшей мере m приемных отверстий для приема m стержневых фрез второй стержневой фрезерной головки, которые все расположены вдоль второй концентрической номинальной окружности фрезерной головки, имеющей второй номинальный радиус фрезерной головки. Если стержневая фрезерная головка содержит m стержневых фрез второго набора стержневых фрез, тогда второе коническое зубчатое колесо со спиральными зубьями может быть отфрезеровано в способе единичной индексации. N и m представляют собой целые числа больше двух или равные двум, а второй номинальный радиус (r2) фрезерной головки больше, чем первый номинальный радиус (r1) фрезерной головки.
Использование в соответствии с настоящим изобретением такой стержневой фрезерной головки предусматривает, что эту стержневую фрезерную головку используют для изготовления конических зубчатых колес со спиральными зубьями, имеющих изменяющуюся геометрию зубьев. Для того чтобы можно было получить различные геометрии зубьев, необходимы стержневые фрезерные головки, имеющие различные номинальные радиусы. Это связано с тем, что номинальный радиус фрезерной головки оказывает большое влияние на геометрию зубьев и требуемые наладочные параметры станка. Стержневая фрезерная головка содержит n приемных отверстий для приема n стержневых фрез первого набора стержневых фрез, которые все расположены вдоль первой концентрической номинальной окружности фрезерной головки, имеющей первый номинальный радиус фрезерной головки, для того чтобы можно было фрезеровать первое коническое зубчатое колесо со спиральными зубьями с использованием этих n стержневых фрез в способе единичной индексации. Кроме того, стержневая фрезерная головка дополнительно содержит по меньшей мере m приемных отверстий для приема m стержневых фрез второго набора стержневых фрез, которые все расположены вдоль второй концентрической номинальной окружности фрезерной головки, имеющей второй номинальный радиус фрезерной головки, для того чтобы можно было фрезеровать второе коническое зубчатое колесо со спиральными зубьями с использованием только этих m стержневых фрез в способе единичной индексации. N и m представляют собой целые числа больше двух или равные двум, а второй номинальный радиус (r2) фрезерной головки больше чем первый номинальный радиус (r1) фрезерной головки.
Далее перечислены различные преимущества настоящего изобретения. Фрезерная головка в соответствии с настоящим изобретением позволяет обеспечивать гибкое использование и несмотря на это сохранять высокую точность обычной стержневой фрезерной головки. Высокая точность достигнута за счет того, что имеются высокоточные пазы для приема стержневых фрез на различных номинальных радиусах фрезерной головки. Каждый паз может быть выполнен точно в заданном положении, например, при помощи электроэрозионной обработки. Размер каждого паза выбран точно в соответствии с размером вводимой в него стержневой фрезы. Так как в данном случае требуются относительно небольшие пазы, жесткость (прочность) фрезерной головки главным образом не ухудшается. Если бы было необходимо делать более длинные, радиально ориентированные пазы, то тогда жесткость фрезерной головки существенно ухудшается.
Предпочтительные фрезерные головки в соответствии с настоящим изобретением дополнительно отличаются тем, что они могут быть изготовлены главным образом как монолитные фрезерные головки.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания примерных вариантов изобретения, приведенного со ссылкой на сопроводительные чертежи.
Краткое описание чертежей
На фиг.1А схематично показан способ единичной индексации.
На фиг.1В схематично показан способ непрерывной индексации.
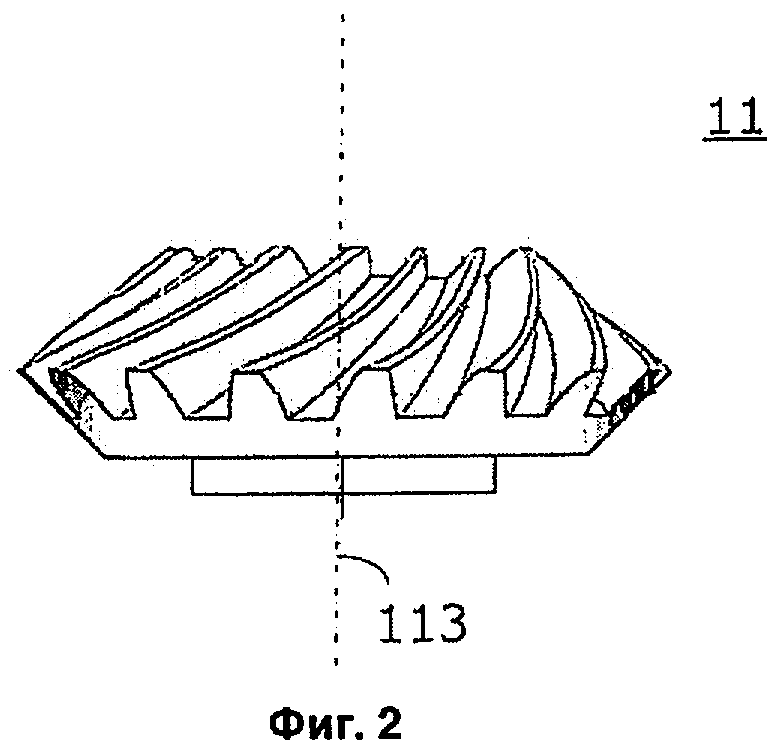
На фиг.2 схематично показан вид сбоку шестерни с конической зубчатой передачей.
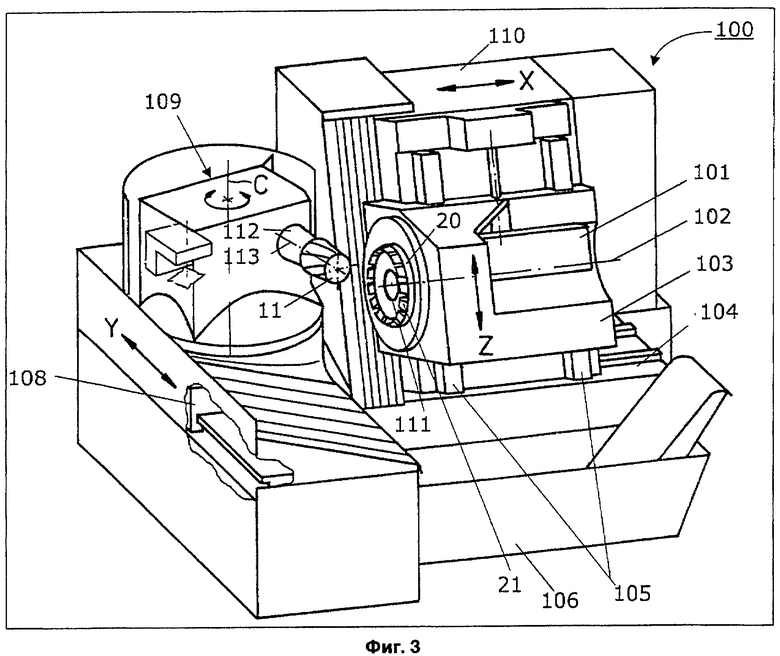
На фиг.3 показан вид в перспективе станка для нарезания конических зубчатых колес.
На фиг.4 схематично показан вид сверху первой фрезерной головки в соответствии с настоящим изобретением.
На фиг.5 схематично показан вид сверху второй фрезерной головки в соответствии с настоящим изобретением.
На фиг.6А схематично показан вид сверху третьей фрезерной головки в соответствии с настоящим изобретением.
На фиг.6В детально показан вид сверху третьей фрезерной головки в соответствии с настоящим изобретением.
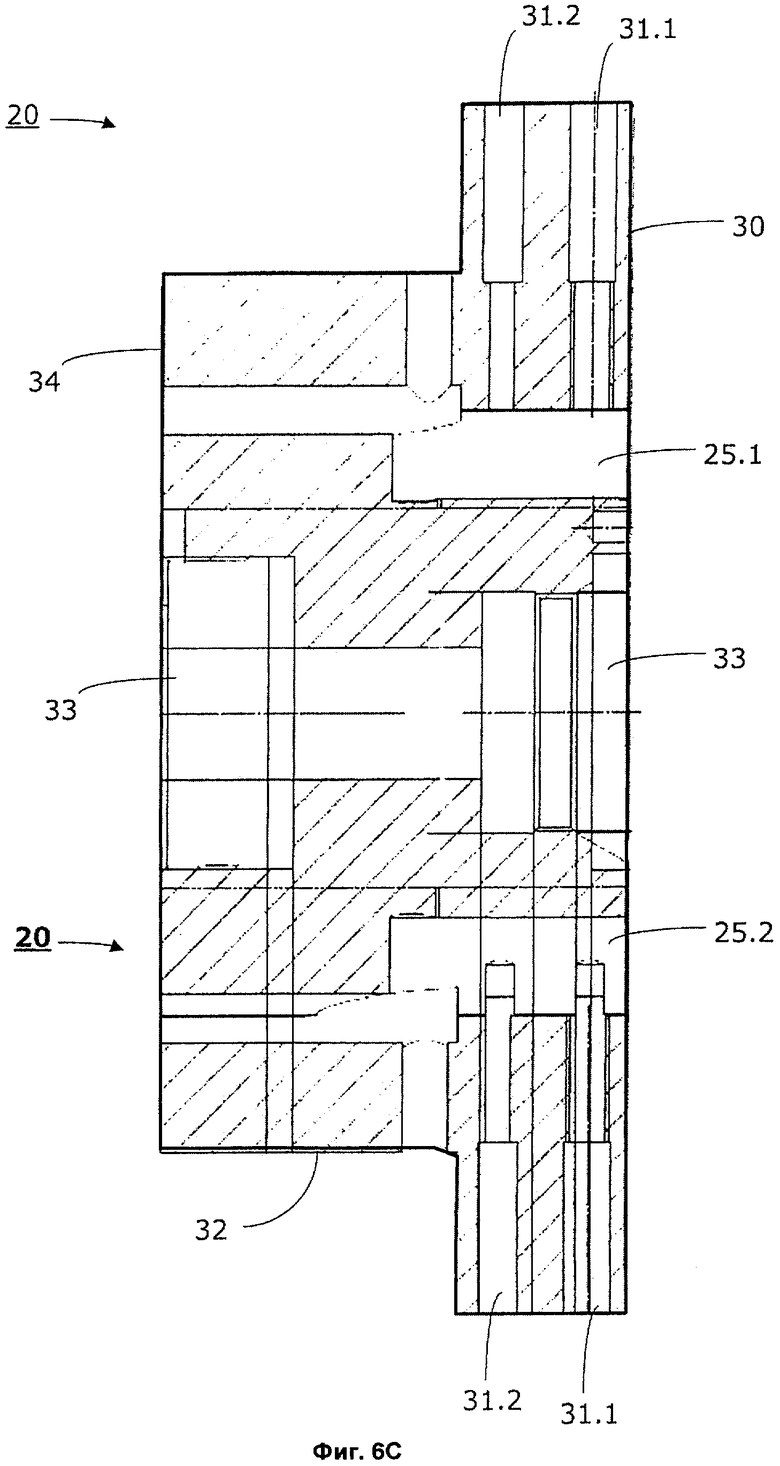
На фиг.6С детально показано сечение (разрез по линии А-А) третьей фрезерной головки в соответствии с настоящим изобретением.
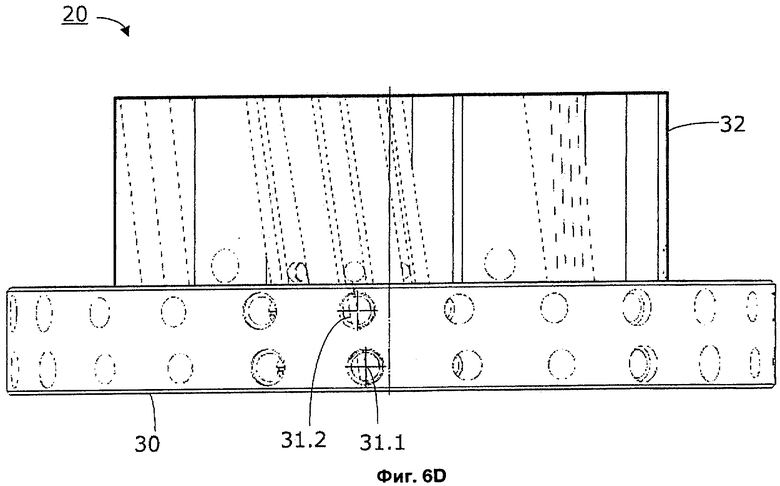
На фиг.6D детально показан вид сбоку третьей фрезерной головки в соответствии с настоящим изобретением.
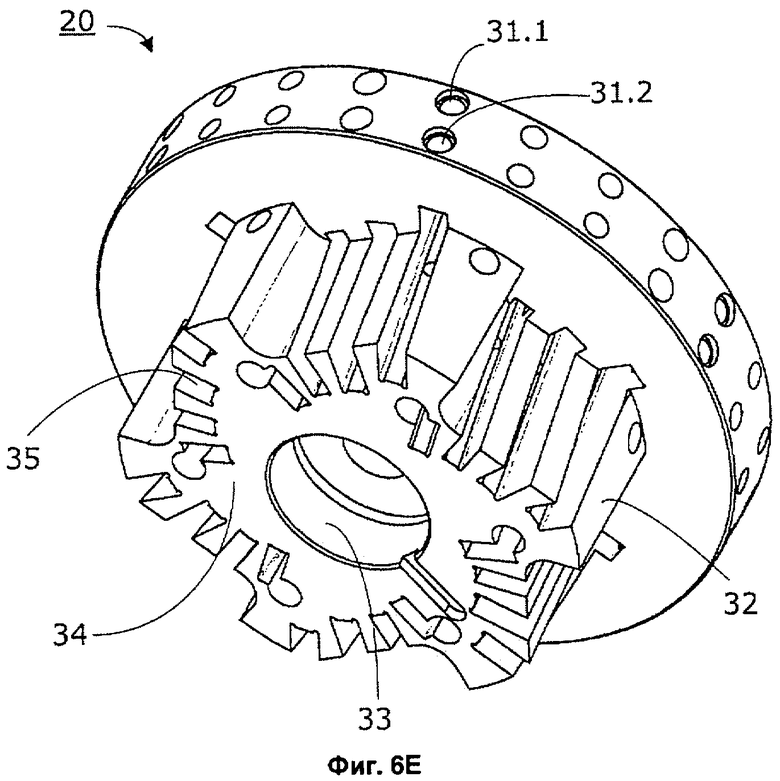
На фиг.6Е показан вид в перспективе третьей фрезерной головки в соответствии с настоящим изобретением.
Подробное описание изобретения
Схематичный вид сбоку шестерни 11 с конической зубчатой передачей со спиральными зубьями (конического зубчатого колеса со спиральными зубьями) показан на фиг.2. Эта шестерня 11 с конической зубчатой передачей имеет идущие по спирали продольные линии зубьев. Настоящее изобретение также может быть использовано для изготовления других шестерен 11 с конической зубчатой передачей и коронных шестерен (например, гипоидных конических зубчатых колес), которые могут быть изготовлены в способе единичной индексации.
На фиг.3 показан вид в перспективе основных конструктивных элементов соответствующего станка 100 с ЧПУ типа CNC (называемого также станком для нарезания конических зубчатых колес), предназначенного для нарезания конических зубчатых колес 11, а преимущественно шестерен 11 с конической зубчатой передачей со спиральными зубьями и коронных шестерен со спиральными зубьями.
Станок 100 с ЧПУ типа CNC устроен следующим образом. Корпус 110 станка выполнен с возможностью перемещения горизонтально и линейно на станине 106 станка вдоль линейной оси Х координат (первая ось). Первая каретка 103 выполнена с возможностью вертикального перемещения на направляющей 105, которая закреплена на боковой стороне корпуса 110 станка, вдоль линейной оси Z координат (вторая ось), с использованием привода 101 шпинделя. Держатель шпинделя обрабатываемой детали (заготовки), имеющий вторую каретку 108, выполнен с возможностью перемещения горизонтально и линейно на направляющей 107, которая закреплена на станине 104 станка, вдоль линейной оси Y координат (третья ось), которая перпендикулярна к оси Х станка 100 с ЧПУ типа CNC, показанного на фиг.3. Первое поворотное устройство 109, имеющее вертикальную ось С (четвертая ось), расположено на каретке 108. Направляющая 105 первой каретки 103 и ось Z имеют наклон к вертикали в станке с ЧПУ типа CNC 100, показанном на фиг.3.
Первая каретка 103 несет инструментальный шпиндель 111, который установлен с возможностью вращения относительно оси 102 (пятая ось) инструментального шпинделя. Инструментальный шпиндель 111 несет инструмент, например фрезерную головку 20, имеющую в данном случае множество стержневых фрез 21. Шпиндель 112 обрабатываемой детали (заготовки) выполнен с возможностью горизонтального управления и линейного перемещения и/или поворота на станине 106 станка при помощи второй каретки 108 и при помощи первого поворотного устройства 109. Первое поворотное устройство 109 несет шпиндель 112 обрабатываемой детали, который выполнен с возможностью вращения относительно оси 113 шпинделя обрабатываемой детали (шестая ось). Шпиндель 112 обрабатываемой детали несет обрабатываемую деталь 11, а в данном примере шестерню 11 с конической зубчатой передачей со спиральными зубьями. Первое поворотное устройство 109 выполнено с возможностью поворота относительно оси С с горизонтальным управлением, чтобы поворачивать обрабатываемую деталь 11 в положение обработки. Шпиндель 112 обрабатываемой детали может быть снабжен зажимным патроном для зажима обрабатываемой детали 11.
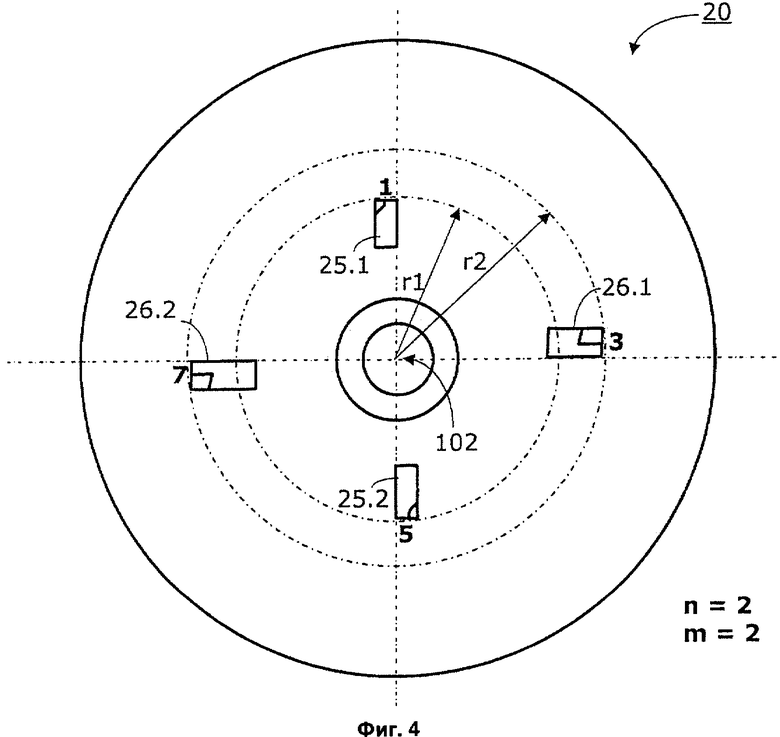
Принцип настоящего изобретения будет объяснен со ссылкой на фиг.4. На фиг.4 схематично показан вид сверху стержневой фрезерной головки 20 в соответствии с настоящим изобретением, которая предназначена для приема стержневых фрез двух различных наборов фрез. Приемное отверстие 25.1 предназначено для приема внешней фрезы первого набора фрез в положении 1. Приемное отверстие 25.2 для внутренней фрезы этого набора фрез расположено в положении 5. Две стержневые фрезы (то есть n=2), или два приемных отверстия 25.1, 25.2 этого первого набора фрез расположены на концентрической номинальной окружности фрезерной головки, имеющей номинальный радиус r1 фрезерной головки. Например, r1 в этом случае равен 3.7572 (=1.875 дюйма или =47.62 мм). Все концентрические номинальные окружности фрезерной головки имеют общую центральную точку, которая совпадает с осью 102 инструментального шпинделя стержневой фрезерной головки 20. Две стержневые фрезы этого набора фрез образуют так называемую группу фрез. Группа стержневых фрез может содержать множество стержневых фрез, как это описано далее более подробно.
Более того, стержневая фрезерная головка 20 характеризуется тем, что она имеет приемные отверстия 26.1, 26.2 по меньшей мере для одного дополнительного набора фрез (называемого вторым набором фрез), имеющего две стержневые фрезы (то есть m=2). Приемное отверстие 26.1 для внешней фрезы второго набора фрез расположено в положении 3. Приемное отверстие 26.2 для внутренней фрезы этого второго набора фрез расположено в положении 7. Две стержневые фрезы или два приемных отверстия 26.1, 26.2 второго набора фрез расположены на концентрической номинальной окружности фрезерной головки, имеющей номинальный радиус r2 фрезерной головки. Например, r2 в этом случае равен 572 (=2.5 дюйма или=63.5 мм).
Такая фрезерная головка 20, которая показана на фиг.4, может заменить две обычных фрезерных головки (фрезерных головки 3.75" и 5"). Если фрезерная головка снабжена стержневыми фрезами первого набора фрез, то тогда может быть изготовлено первое коническое зубчатое колесо 11, имеющее первую геометрию зубьев. Если фрезерная головка снабжена стержневыми фрезами второго набора фрез, то тогда может быть изготовлено второе коническое зубчатое колесо, имеющее другую геометрию зубьев.
Однако производительность такой новой, универсально используемой фрезерной головки 20 не является высокой, потому что одновременно используют только один набор фрез, имеющий одну группу фрез.
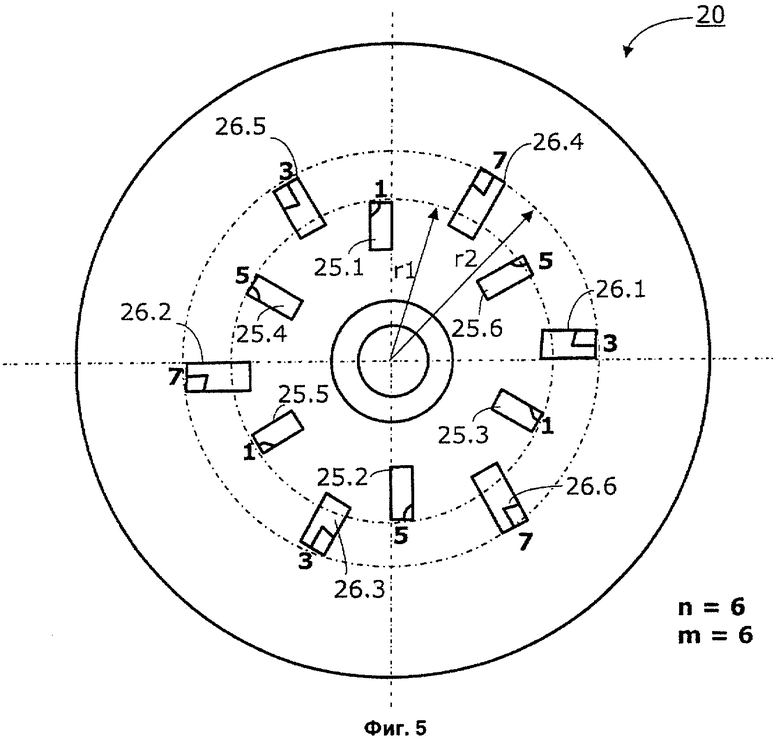
Преимущества настоящего изобретения станут более понятны из рассмотрения следующих чертежей. Пример дополнительного варианта осуществления изобретения показан на фиг.5. На фиг.5 показана стержневая фрезерная головка 20, которая имеет n=6 приемных отверстий 25.1 - 25.6 для стержневых фрез первого набора фрез и m=6 приемных отверстий 26.1 -26.6 для стержневых фрез второго набора фрез. Внешние фрезы первого набора фрез введены в приемные отверстия 25.1, 25.3,25.5 в положениях 1. Внутренние фрезы первого набора фрез введены в приемные отверстия 25.2, 25.4, 25.6 в положениях 5. Внешние фрезы второго набора фрез введены в приемные отверстия 26.1, 26.3, 26.5 в положениях 3. Внутренние фрезы второго набора фрез введены в приемные отверстия 26.2, 26.4, 26.6 в положениях 7. Как первый набор фрез, так и второй набор фрез содержат по три группы фрез, каждая из которых содержит одну внутреннюю фрезу и одну внешнюю фрезу.
За счет существенно большего числа групп фрез, эта фрезерная головка имеет более высокую производительность, чем фрезерная головка 20, показанная на фиг.4.
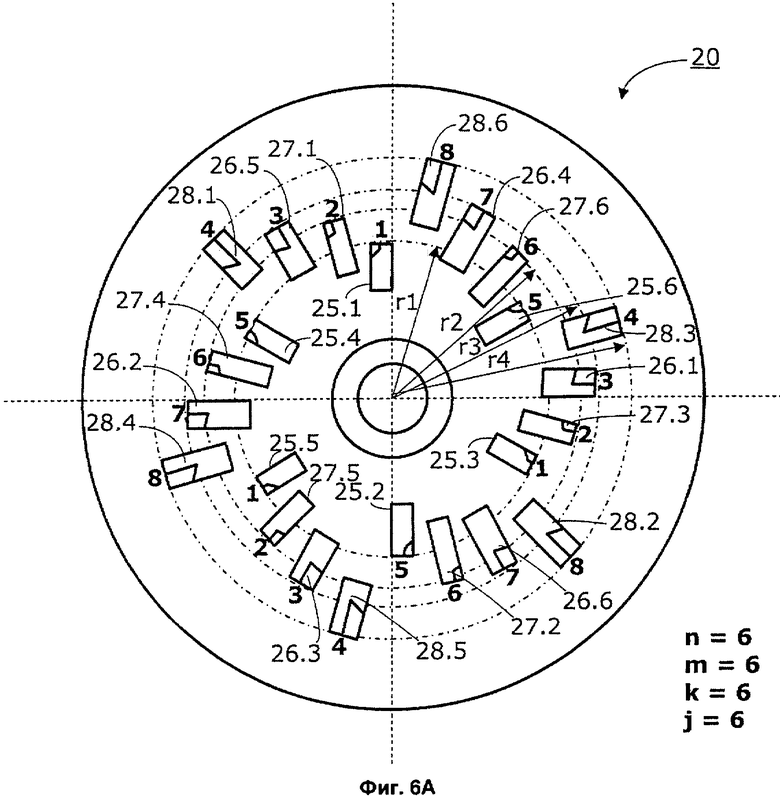
Пример еще одного варианта осуществления изобретения схематично показан на фиг.6А. На фиг.6А показана стержневая фрезерная головка 20, которая имеет n=6 приемных отверстий 25.1-25.6 для стержневых фрез первого набора фрез, m=6 приемных отверстий 26.1-26.6 для стержневых фрез второго набора фрез, k=6 приемных отверстий 27.1 - 27.6 для стержневых фрез третьего набора фрез и j=6 приемных отверстий 28.1-28.6 для стержневых фрез четвертого набора фрез.
Внешние фрезы первого набора фрез введены в приемные отверстия 25.1, 25.3, 25.5 в положениях 1. Внутренние фрезы первого набора фрез введены в приемные отверстия 25.2, 25.4, 25.6 в положениях 5. Внешние фрезы второго набора фрез введены в приемные отверстия 26.1, 26.3, 26.5 в положениях 3. Внутренние фрезы второго набора фрез введены в приемные отверстия 26.2, 26.4, 26.6 в положениях 7. Внешние фрезы третьего набора фрез введены в приемные отверстия 27.1, 27.3, 27.5 в положениях 2. Внутренние фрезы третьего набора фрез введены в приемные отверстия 27.2, 27.4, 27.6 в положениях 6. Внешние фрезы четвертого набора фрез введены в приемные отверстия 28.1, 28.3, 28.5 в положениях 4. Внутренние фрезы четвертого набора фрез введены в приемные отверстия 28.2, 28.4, 28.6 в положениях 8.
Каждый из наборов фрез содержат три группы фрез, каждая из которых содержит одну внутреннюю фрезу и одну внешнюю фрезу.
Приемные отверстия 25.1-25.6 этого первого набора фрез расположены на концентрической номинальной окружности фрезерной головки, имеющей номинальный радиус r1 фрезерной головки. Например, r1 в этом случае равен 3.7572 (=1.875 дюйма или =47.63 мм). Приемные отверстия 26.1-26.6 второго набора фрез расположены на концентрической номинальной окружности фрезерной головки, имеющей номинальный радиус r2 фрезерной головки, причем, например, r2 в этом случае равен 572 (=2.5 дюйма или =63.5 мм). Приемные отверстия 27.1-27.6 третьего набора фрез расположены на концентрической номинальной окружности фрезерной головки, имеющей номинальный радиус r3 фрезерной головки, причем, например, r3 в этом случае равен 4.37572 (=2.1875 дюйма или =55.56 мм). Приемные отверстия 28.1-28.6 четвертого набора фрез расположены на концентрической номинальной окружности фрезерной головки, имеющей номинальный радиус r4 фрезерной головки, причем, например, r4 в этом случае равен 672 (=3 дюйма или =76.2 мм).
Стержневая фрезерная головка 20 в соответствии с настоящим изобретением главным образом выполнена с возможностью приема множества стержневых фрез первого набора стержневых фрез, причем стержневая фрезерная головка 20 имеет n приемных отверстий 25.1-25.n для приема n стержневых фрез первого набора фрез. Все n стержневых фрез первого набора фрез расположены вдоль первой концентрической номинальной окружности фрезерной головки, имеющей первый номинальный радиус r1 фрезерной головки. Если стержневая фрезерная головка 20 содержит n стержневых фрез первого набора фрез, тогда первое коническое зубчатое колесо со спиральными зубьями может быть отфрезеровано с их использованием в способе единичной индексации. Стержневая фрезерная головка 20 дополнительно имеет по меньшей мере m приемных отверстий для приема m стержневых фрез второго набора фрез. Эти m стержневых фрез второго набора фрез все расположены вдоль второй концентрической номинальной окружности фрезерной головки, имеющей второй номинальный радиус r2 фрезерной головки, для того чтобы можно было фрезеровать второе коническое зубчатое колесо со спиральными зубьями с использованием только этих m стержневых фрез в способе единичной индексации. Указанные n и m представляют собой целые числа больше двух или равные двум. Например, если n равно шести (см. фиг.5), то приемные отверстия 25.1, 25.3, 25.5 для приема трех внутренних фрез первого набора фрез имеют между собой угловой промежуток 120°. Приемные отверстия 25.2, 25.4, 25.6 для приема трех внешних фрез первого набора фрез также имеют между собой угловой промежуток 120°. Угловой промежуток между приемным отверстием 25.1 для внутренней фрезы и следующим (смежным) приемным отверстием 25.6 для внешней фрезы в этом примере равен 360°/n, то есть составляет 60°. Если m также равно шести, то это утверждение относительно угла также применимо для приемных отверстий 26.1-26.6. Таким образом, три внутренние фрезы второго набора фрез имеют между собой угловой промежуток 120° и три внешние фрезы второго набора фрез также имеют между собой угловой промежуток 120°.
Например, если используют n=6 стержневых фрез, три из этих стержневых фрез могут быть внутренними фрезами и три могут быть внешними фрезами. В этом случае в качестве первого набора фрез используют три группы фрез, каждая из которых имеет одну внутреннюю фрезу и одну внешнюю фрезу.
Однако две внутренних фрезы, две внешние фрезы и два резца для черновой обработки также могут быть использованы для прорезания основания зазора между зубьями. В этом случае, каждый набор фрез содержит одну внутреннюю фрезу, одну внешнюю фрезу и один резец для черновой обработки. Однако также могут быть использованы две внутренние фрезы в качестве резцов для чистовой обработки, две внешние фрезы в качестве резцов для чистовой обработки и два резца для черновой обработки в качестве фрез (резцов) для черновой обработки. В этом случае, каждый набор фрез содержит одну внутреннюю фрезу, одну внешнюю фрезу и один резец для чистовой обработки.
Эти типы распределения фрез в различных группах фрез могут быть использованы во всех вариантах изобретения.
Приемные отверстия 26.1-26.6 для приема m=6 стержневых фрез второго набора фрез расположены со сдвигом по углу по меньшей мере на 15° относительно приемных отверстий 25.1-25.6 для приема n=6 стержневых фрез первого набора фрез. Например, на фиг.5 угловой промежуток между приемным отверстием 25.1 для внешней фрезы (положение 1) первого набора фрез и приемным отверстием 26.1 для внешней фрезы (положение 3) второго набора фрез составляет 90°. Угловой промежуток между приемным отверстием 25.1 для внешней фрезы (положение 1) первого набора фрез и приемным отверстием 26.4 для внутренней фрезы (положение 7) второго набора фрез составляет 30°.
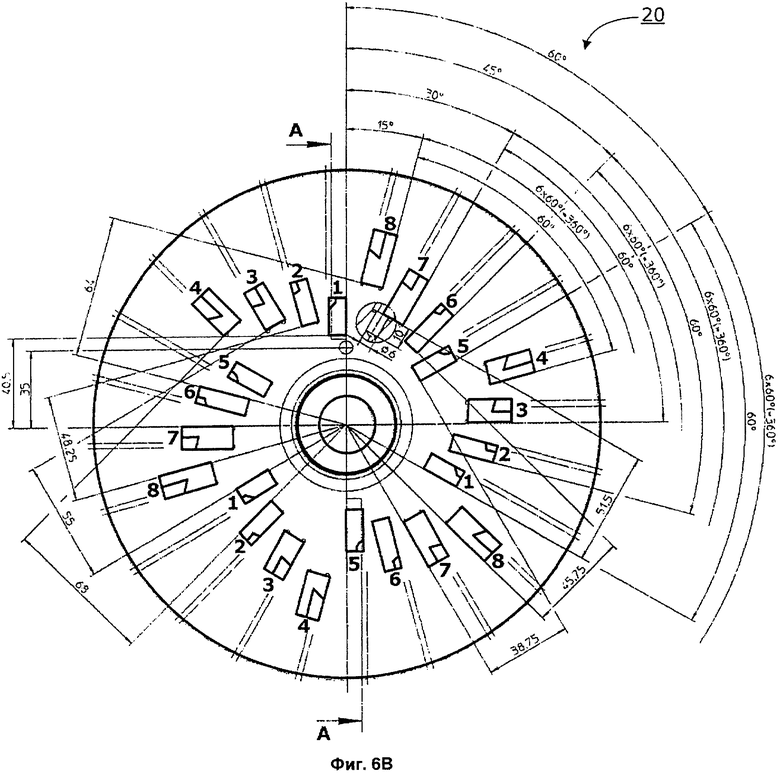
Фрезерная головка 20 преимущественно разделена на углы (сектора) 15°, чтобы можно было расположить различные приемные отверстия с промежутками друг от друга.
Все размеры примерной фрезерной головки 20, показанной на фиг.6В, позволяют принимать всего четыре набора фрез, каждый из которых содержит шесть стержневых фрез (подразделенных на три группы фрез). Заданы как индивидуальные углы, так и радиусы (в мм) от центральной точки (оси 102) до специфической ближайшей точки различных приемных отверстий.
Фрезерные головки в соответствии с настоящим изобретением преимущественно снабжены радиально (по радиусу) идущими винтами, для того чтобы можно было крепить индивидуальные стержневые фрезы в соответствующих приемных отверстиях. Эти винты установлены в радиально идущих крепежных отверстиях, имеющих внутреннюю резьбу. Положение индивидуальных крепежных отверстий, имеющих внутреннюю резьбу, показано на фиг.6В сдвоенными линиями, которые идут от внешней окружности фрезерной головки 20 радиально внутрь до приемных отверстий. Два зажимных винта преимущественно используют для каждой стержневой фрезы. Эти два зажимных винта расположены один позади другого в осевом направлении (диагонально). Зажимные винты оказывают давление на стержневые фрезы (зажимают их) и обеспечивают их крепление.
Разрез по линии А-А фиг.6В показан на фиг.6С. Два крепежных отверстия 31.1, 31.2, которые показаны вверху на фиг.6С, объединены с приемным отверстием 25.1 (в положении 1). Два крепежных отверстия 31.1, 31.2, которые показаны вверху на фиг.6С, объединены с приемным отверстием 25.2 (в положении 5).
Типично, фрезерная головка 20 имеет главным образом основную форму в виде цилиндра, с головной областью 30 в виде пластины и с задней цилиндрической областью 32. В центре предусмотрено центральное отверстие 33, для того чтобы можно было крепить фрезерную головку 20 на инструментальном шпинделе (например, на приводе 101 шпинделя, показанном на фиг.2).
Приемные отверстия преимущественно выполнены так, что они идут диагонально через фрезерную головку 20. Таким образом, приемные отверстия видны как на передней стороне головной области 30, так и на задней стороне 34 фрезерной головки.
Диагональная форма этих приемных отверстий показана на фиг.6D. Таким образом, крепежные отверстия 31.1, 31.2 для зажимных винтов расположены одно позади другого, с небольшим наклоном в осевом направлении.
Как это показано на фиг.6Е, имеющую разрезы заднюю сторону 32 фрезерной головки 20 получают за счет наклона стержневых фрез. Индивидуальные имеющие пазы удлинения приемных отверстий можно видеть на задней стороне. Один из таких пазов обозначен позицией 35 на фиг.6Е.
Во фрезерной головке 20 в соответствии с настоящим изобретением, точно выполненные пазы преимущественно используют в качестве приемных отверстий, для точной радиальной и угловой фиксации положений стержневых фрез. Приемные отверстия образуют так называемые камеры для фрез, позволяющие обеспечивать точную радиальную и угловую фиксацию положений (стержневых фрез) и крепление стержневых фрез, например, с использованием зажимных винтов.
Прокладки преимущественно могут быть введены в камеры для фрез, для того чтобы можно было смещать стержневые фрезы радиально в специфических приемных отверстиях небольшими шагами (соответствующими толщине прокладок). Этот подход с использованием прокладок, которые называют также параллельными пластинами, уже известен и применяется в обычных (более старых) фрезерных головках.
Зажимные клинья также могут быть использованы для установки в заданное положение и для крепления стержневых фрез, причем такие клинья преимущественно вводят в приемные отверстия диагонально к осевому направлению фрезерной головки 20.
Стержневые фрезы типично имеют стержень (хвостовик) фрезы прямоугольного или призматического сечения. Приемные отверстия фрезерной головки 20 поэтому имеют соответствующее поперечное сечение, которое преимущественно является дополняющим. Однако стержни фрез также могут иметь выпуклую или вогнутую поверхность. В этом случае форма приемных отверстий также преимущественно должна быть соответствующим образом адаптирована.
Внешний диаметр фрезерной головки 20 в соответствии с настоящим изобретением соответствует самому большому номинальному диаметру фрезерной головки, который имеет фрезерная головка 20. Если самый большой номинальный диаметр равен, например, 7.5" (7.5 дюйма = 190.5 мм), то внешний диаметр преимущественно ориентировочно составляет 268 мм. Если самый большой номинальный диаметр равен, например, 3.75" (3.75 дюйма = 95.25 мм), то внешний диаметр преимущественно ориентировочно составляет 165 мм.
Настоящее изобретение имеет отношение к созданию универсально используемой фрезерной головки 20, предназначенной для использования в способе единичной индексации (в соответствии с принципом, который был объяснен со ссылкой на фиг.1А). Стержневые фрезы 21 такой фрезерной головки 20 совершают движение по спирали, в то время как изготавливаемое коническое зубчатое колесо 11 остается в фиксированном угловом положении. Зазор между зубьями фрезеруют до тех пор, пока не будет получена окончательная геометрия в одном проходе фрезерования. Для выполнения других зазоров между зубьями, стержневую фрезерную головку 20 отводят и обрабатываемую деталь 11 поворачивают на угол индексации. Таким образом, одновременно производят фрезерование только одного зазора между зубьями.
В соответствии с особенно предпочтительным вариантом осуществления настоящего изобретения, приемные отверстия (пазы) могут иметь такую же геометрию, как и в обычных фрезерных головках. Преимуществом этого варианта является то, что при одинаковом номинальном радиусе фрезерной головки для тех же зубьев конического зубчатого колеса, можно менять стержневые фрезы между обычной фрезерной головкой и универсальной фрезерной головкой 24 в соответствии с настоящим изобретением. Однако фрезерная головка 24 в соответствии с настоящим изобретением имеет меньше стержневых фрез, чем обычная фрезерная головка. Этот вариант имеет преимущества, связанные с тем, что существенно упрощаются не только расчет и хранения данных, но и хранение и обработка.
Настоящее изобретение также может быть использовано в так называемом способе полного профилирования зуба (например, в системе TwinBlade) и в способе полуполного профилирования. Способ полного профилирования зуба представляет собой способ единичной индексации, используемый в массовом производстве. Способ полного профилирования зуба отличается от других способов единичной индексации более высокой производительностью.
Само собой разумеется, что настоящее изобретение также может быть использовано в случае, когда используют более 4 номинальных радиусов групп фрез, при условии, что не создается опасное снижение прочности фрезерной головки за счет увеличения числа выполненных в ней пазов.
Список позиционных обозначений
Стержневая фрезерная головка предназначена для приема множества стержневых фрез первого набора стержневых фрез, причем указанная головка имеет n приемных отверстий для приема n стержневых фрез первого набора стержневых фрез, которые все расположены вдоль первой концентрической номинальной окружности фрезерной головки, имеющей номинальный радиус первой фрезерной головки. Первое коническое зубчатое колесо со спиральными зубьями может быть отфрезеровано методом единичной индексации в этой конфигурации. Стержневая фрезерная головка дополнительно имеет m приемных отверстий для приема m стержневых фрез второго набора стержневых фрез, которые все расположены вдоль второй концентрической номинальной окружности фрезерной головки, имеющей номинальный радиус второй фрезерной головки. Второе коническое зубчатое колесо со спиральными зубьями может быть отфрезеровано в конфигурации, имеющей m стержневых фрез. Технический результат: сокращение количества фрезерных головок. 2 н. и 8 з.п. ф-лы, 6 ил.
1. Стержневая фрезерная головка, содержащая n приемных отверстий для фронтального приема n стержневых фрез первого набора стержневых фрез, которые расположены вдоль первой концентрической номинальной окружности фрезерной головки, имеющей первый номинальный радиус (r1) фрезерной головки, для фрезерования первого конического зубчатого колеса со спиральными зубьями с использованием этих n стержневых фрез в способе единичной индексации, и по меньшей мере m приемных отверстий для приема m стержневых фрез второго набора стержневых фрез, которые расположены вдоль второй концентрической номинальной окружности фрезерной головки, имеющей второй номинальный радиус (r2) фрезерной головки, для фрезерования второго конического зубчатого колеса со спиральными зубьями с использованием только этих m стержневых фрез методом единичной индексации, причем n и m представляют собой целые числа больше двух или равные двум, а второй номинальный радиус (r2) фрезерной головки больше чем первый номинальный радиус (r1).
2. Стержневая фрезерная головка по п.1, отличающаяся тем, что дополнительно имеет по меньшей мере k приемных отверстий для приема k стержневых фрез третьего набора стержневых фрез, которые расположены вдоль третьей концентрической номинальной окружности фрезерной головки, имеющей третий номинальный радиус (r3) фрезерной головки, для фрезерования третьего конического зубчатого колеса со спиральными зубьями с использованием только этих k стержневых фрез методом единичной индексации, причем k представляет собой целое число больше двух или равное двум.
3. Стержневая фрезерная головка по п.2, отличающаяся тем, что дополнительно имеет по меньшей мере j приемных отверстий для приема j стержневых фрез четвертого набора стержневых фрез, которые расположены вдоль четвертой концентрической номинальной окружности фрезерной головки, имеющей четвертый номинальный радиус (r4) фрезерной головки, для фрезерования четвертого конического зубчатого колеса со спиральными зубьями с использованием только этих j стержневых фрез методом единичной индексации, причем j представляет собой целое число больше двух или равное двум.
4. Стержневая фрезерная головка по одному из пп.1-3, отличающаяся тем, что
- n равно шести, а приемные отверстия для приема стержневых фрез первого набора стержневых фрез имеют между собой угловой промежуток 60°;
- m равно шести, а приемные отверстия для приема стержневых фрез второго набора стержневых фрез имеют между собой угловой промежуток 60°, причем
приемные отверстия для приема стержневых фрез второго набора стержневых фрез расположены со сдвигом по углу по меньшей мере на 15° относительно приемных отверстий для приема стержневых фрез первого набора стержневых фрез.
5. Стержневая фрезерная головка по одному из пп.1-3, отличающаяся тем, что
- n равно шести, а приемные отверстия для приема стержневых фрез первого набора стержневых фрез имеют между собой угловой промежуток 60°, причем приемные отверстия расположены поочередно вдоль первой концентрической номинальной окружности фрезерной головки для приема стержневой фрезы внешнего прорезания и стержневой фрезы внутреннего прорезания;
- m равно шести, а приемные отверстия для приема стержневых фрез второго набора стержневых фрез имеют между собой угловой промежуток 60°, причем приемные отверстия расположены поочередно вдоль второй концентрической номинальной окружности фрезерной головки для приема стержневой фрезы внешнего прорезания и стержневой фрезы внутреннего прорезания, причем приемные отверстия для приема стержневых фрез второго набора стержневых фрез расположены со сдвигом по углу по меньшей мере на 15° относительно приемных отверстий для приема стержневых фрез первого набора стержневых фрез.
6. Стержневая фрезерная головка по п.2, отличающаяся тем, что
- k равно шести, а приемные отверстия для приема стержневых фрез третьего набора стержневых фрез имеют между собой угловой промежуток 60°, причем приемные отверстия расположены поочередно вдоль третьей концентрической номинальной окружности фрезерной головки для приема стержневой фрезы внешнего прорезания и стержневой фрезы внутреннего прорезания.
7. Стержневая фрезерная головка по п.3, отличающаяся тем, что
- j равно шести, а приемные отверстия для приема стержневых фрез четвертого набора стержневых фрез имеют между собой угловой промежуток 60°, причем приемные отверстия расположены поочередно вдоль четвертой концентрической номинальной окружности фрезерной головки для приема стержневой фрезы внешнего прорезания и стержневой фрезы внутреннего прорезания.
8. Способ фрезерования конических зубчатых колес со спиральными зубьями различной геометрии, характеризующийся тем, что используют стержневую фрезерную головку, содержащую:
- n приемных отверстий для фронтального приема n стержневых фрез первого набора, которые расположены вдоль первой концентрической номинальной окружности фрезерной головки, имеющей номинальный радиус (r1) первой фрезерной головки, для фрезерования первого конического зубчатого колеса со спиральными зубьями с использованием этих n стержневых фрез методом единичной индексации,
- по меньшей мере m приемных отверстий для приема m стержневых фрез второго набора стержневых фрез, которые расположены вдоль второй концентрической номинальной окружности фрезерной головки, имеющей номинальный радиус (r2) второй фрезерной головки, для фрезерования второго конического зубчатого колеса со спиральными зубьями с использованием только этих m стержневых фрез методом единичной индексации, причем n и m представляют собой целые числа больше двух или равные двум, а номинальный радиус (r2) второй фрезерной головки больше чем номинальный радиус (r1) первой фрезерной головки.
9. Способ по п.8, отличающийся тем, что стержневая фрезерная головка дополнительно содержит:
- по меньшей мере k приемных отверстий для фронтального приема k стержневых фрез третьего набора стержневых фрез, которые расположены вдоль третьей концентрической номинальной окружности фрезерной головки, имеющей номинальный радиус (r3) третьей фрезерной головки, для фрезерования третьего конического зубчатого колеса со спиральными зубьями с использованием только этих k стержневых фрез методом единичной индексации, причем k представляет собой целое число больше двух или равное двум.
10. Способ по п.8 или 9, отличающийся тем, что первое коническое зубчатое колесо со спиральными зубьями имеет другую геометрию зубьев, чем второе коническое зубчатое колесо со спиральными зубьями и/или чем третье коническое зубчатое колесо со спиральными зубьями.
| DE 19910231 C1, 04.05.2000 | |||
| Черновая двухсторонняя резцовая головка | 1970 |
|
SU365916A1 |
| Резцовая головка для нарезания цилиндрических зубчатых колес с круговыми зубьями | 1981 |
|
SU1009660A1 |
| Зуборезная острозаточенная головка | 1986 |
|
SU1324781A1 |

