Область техники
Изобретение относится к изготовлению зубчатых колес и, в частности, к головке торцовой фрезы для изготовления конических зубчатых колес для нарезания зубьев и торцового фрезерования.
Предшествующий уровень техники
Конические и гипоидные зубчатые колеса могут быть нарезаны в процессе однократного или прерывистого пошагового перемещения (торцовое фрезерование) или в процессе непрерывного пошагового перемещения (нарезания зубьев). Основная установка нарезки в производящей или опорной плоскости заключается в расположении центра фрезерной головки в такое положение, которое удалено от центра производящего зубчатого колеса (оси люльки) на величину так называемого радиального расстояния. При вращении фрезы контур резцов фрезы отображает один зуб производящего зубчатого колеса. Обычные торцовые фрезы для нарезания конического зубчатого колеса содержат несколько групп резцов, причем в каждой группе имеется от одного до четырех резцов. Самыми распространенными фрезами являются фрезы с разнонаправленными зубьями (завершающие), в которых в каждой группе резцов один резец направлен наружу и один - внутрь. Для получения одинаковой толщины стружки для всех направленных внутрь резцов и всех направленных наружу резцов во время процесса нарезания, режущие кромки всех направленных наружу резцов, предпочтительно, следуют друг за другом в одном и том же радиальном положении. Также все направленные внутрь резцы должны следовать друг за другом в одном и том же радиальном положении. Другими словами, все режущие кромки одного типа (направленные внутрь или наружу) должны производить одну и ту же коническую поверхность при вращении фрезы.
Производственные допуски корпуса фрезерной головки, заготовок резцов и отклонения в заточке профиля резца дадут различные местоположения режущей кромки для различных резцов в одной фрезерной головке.
В то время как более старые системы торцового фрезерования допускали регулировку радиального положения резца, в современных системах со стержневыми резцами не предусмотрено выполнение непосредственной радиальной регулировки. Тем не менее известные технологии, обеспечивающие изменение радиального расположения режущей кромки, включают в себя способы, в которых:
1. Если резец перемещают в осевом положении, которое отличается от номинального положения, то радиус в опорной плоскости резца увеличивается или сокращается приблизительно на ΔR=Δs⋅tan α, где Δs - это положительное или отрицательное осевое перемещение резца, а α - угол давления резца (например, см. патентный документ US 5839943).
2. Если резец зажат двумя зажимными винтами (верхним и нижним), то большее затягивание верхнего или нижнего винта может немного сдвинуть конец резца в радиальном направлении, если резец не является точно прямым, или если нормальная стенка паза не является точно плоской.
Недостаток вышеприведенного способа 1 заключается в том, что концы аксиально сдвинутых резцов будут сдвинуты из их общей плоскости. В то время как регулировка резца улучшает местоположение режущей кромки в радиальном направлении, она приводит к отклонению концов резцов. Отклонение будет способствовать преждевременному износу концов резцов.
Недостаток вышеупомянутого способа 2 заключается в том, что для фрезы требуется два зажимных винта на резец, и в том, что затягивание этих двух зажимных винтов необходимо выбирать в зависимости от индивидуальной погрешности резца и паза. Также возможно, что из-за определенной формы резца и паза не возникнет никакого изменения радиуса резца, такого как увеличение радиуса резца или сокращение радиуса резца. В таком случае регулировка этого конкретного сочетания паза/резца может быть невозможной. Способ 2 основан на точных совпадениях, которые можно регулировать только путем время затратных циклов проб и ошибок.
Раскрытие изобретения
Изобретение относится к торцовой фрезерной головке для производства конических зубчатых колес для нарезания зубьев и торцового фрезерования, причем фрезерная головка содержит неподвижную посадку резца и приспособлена для плотного прижимания резцов к поверхностям для неподвижной посадки и регулирования радиального положения стержневых резцов после того, как они были предварительно зажаты и аксиально установлены.
Фрезерная головка согласно изобретению имеет в целом дискообразную форму и выполнена с возможностью вращения вокруг оси фрезерной головки. Фрезерная головка включает в себя первую сторону и вторую сторону, один или более пазов для размещения резцов, расположенных в указанной фрезерной головке, причем каждый из указанных пазов для размещения резцов проходит между указанными первой и второй сторонами. Каждый из пазов для размещения резцов содержит по меньшей мере одну посадочную поверхность для резца, проходящую между указанными первой и второй сторонами, причем посадочная поверхность для резца имеет измененную форму и проходит от первой стороны ко второй стороне, при этом измененная форма отклоняется от формы непрерывной прямой посадочной поверхности, проходящей от первой стороны ко второй стороне.
Предпочтительно, посадочная поверхность измененной формы включает в себя первый участок, проходящий от первой или второй стороны до заданного места между первой и второй сторонами, при этом первый участок имеет первую форму, и второй участок, проходящий от заданного места до другой первой или второй стороны, второй участок имеет такую форму, что вместе форма первого участка и форма второго участка не очерчивают непрерывную прямую линию (имеющую одинаковый наклон по всей длине), проходящую от первой стороны ко второй стороне. Первый участок, предпочтительно, является прямым, а второй участок, предпочтительно, является изогнутым.
Краткое описание чертежей
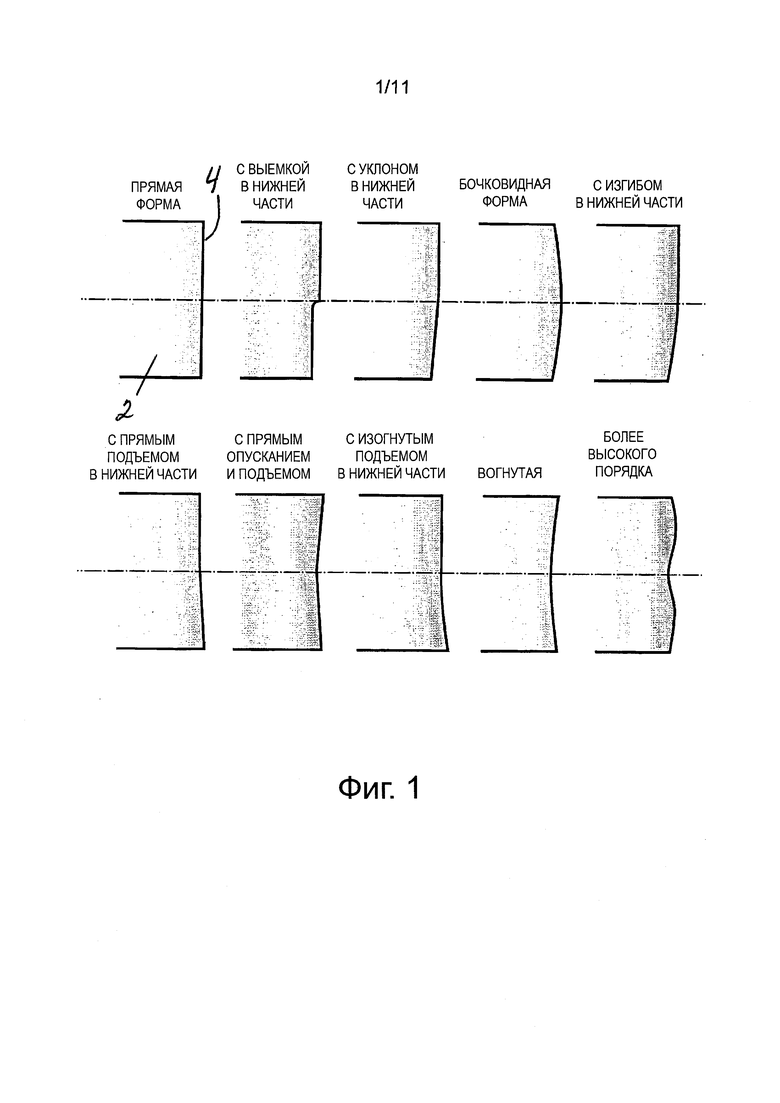
На фиг. 1 показано несколько различных модификаций посадочных поверхностей пазов фрезерной головки для стержневых резцов;
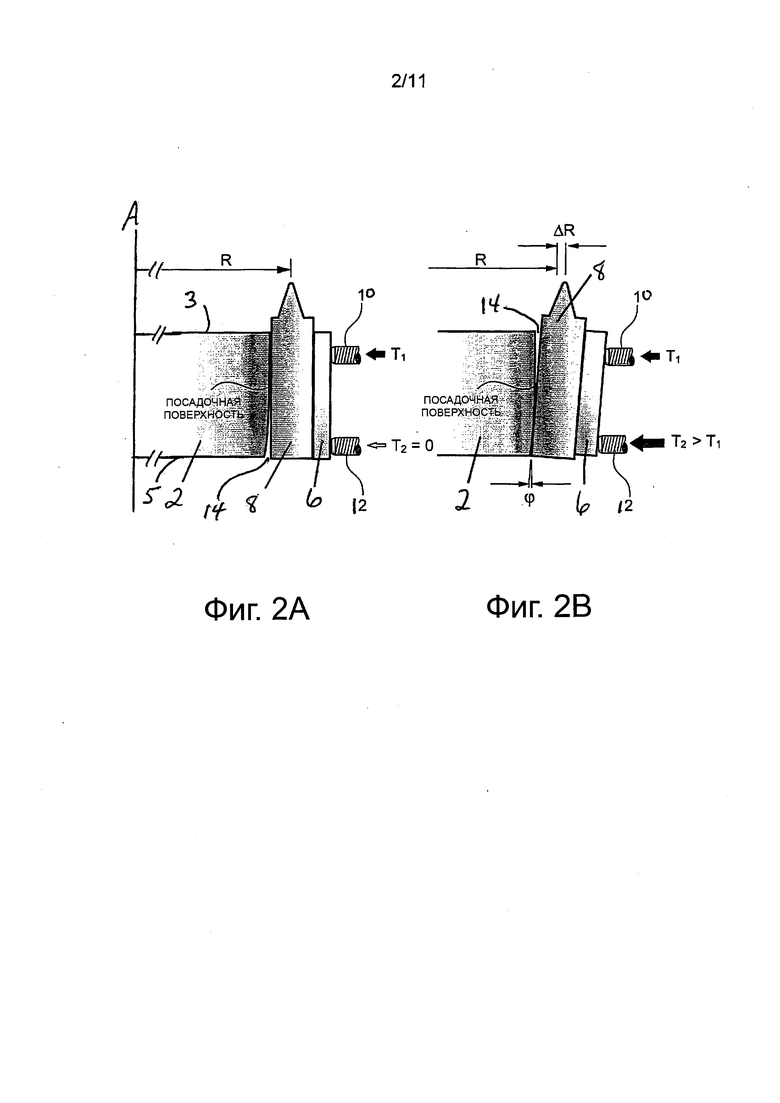
на фиг. 2(a) - фрезерная головка со стержневым резцом, который присоединен к фрезерной головке зажимной планкой и двумя зажимными винтами, при этом затянут только верхний зажимной винт, вид в разрезе;
на фиг. 2(b) - вид в разрезе, аналогичный виду на фиг. 2(a), при этом нижний зажимной винт затянут сильнее, чем верхний зажимной винт;
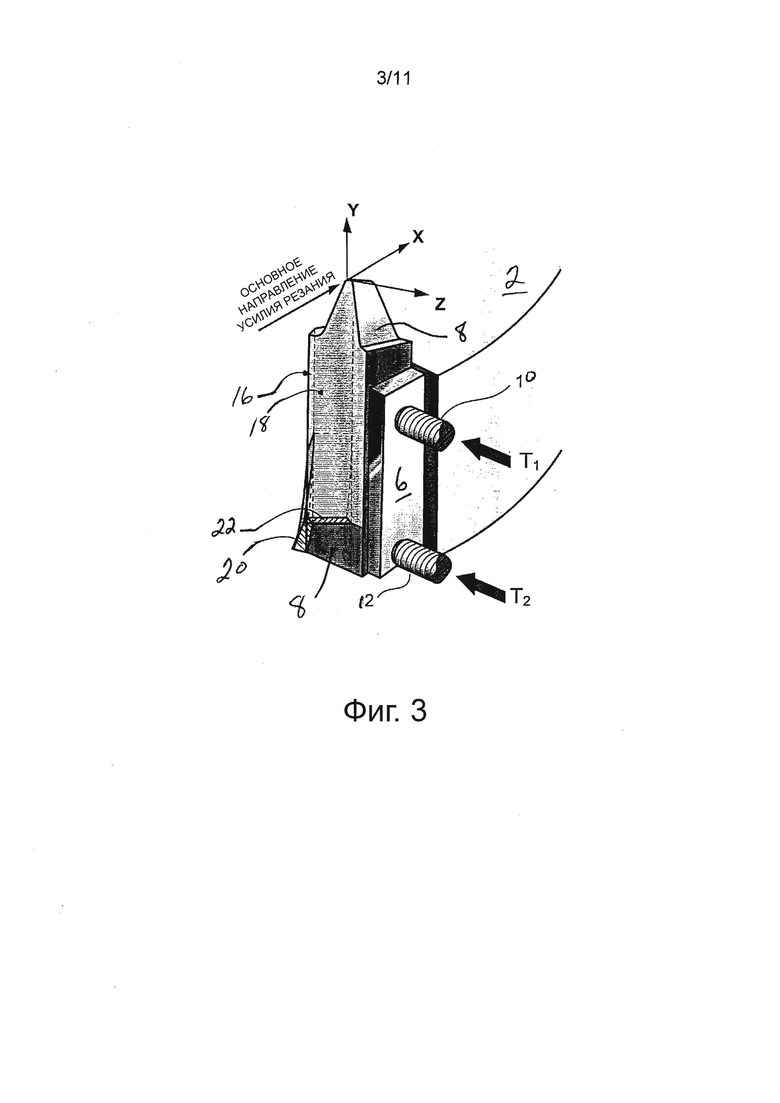
на фиг. 3 - резец пятиугольного поперечного сечения и неподвижная посадка в пазу фрезерной головки, при этом нижние участки обеих посадочных поверхностей резца изменены, трехмерный вид;
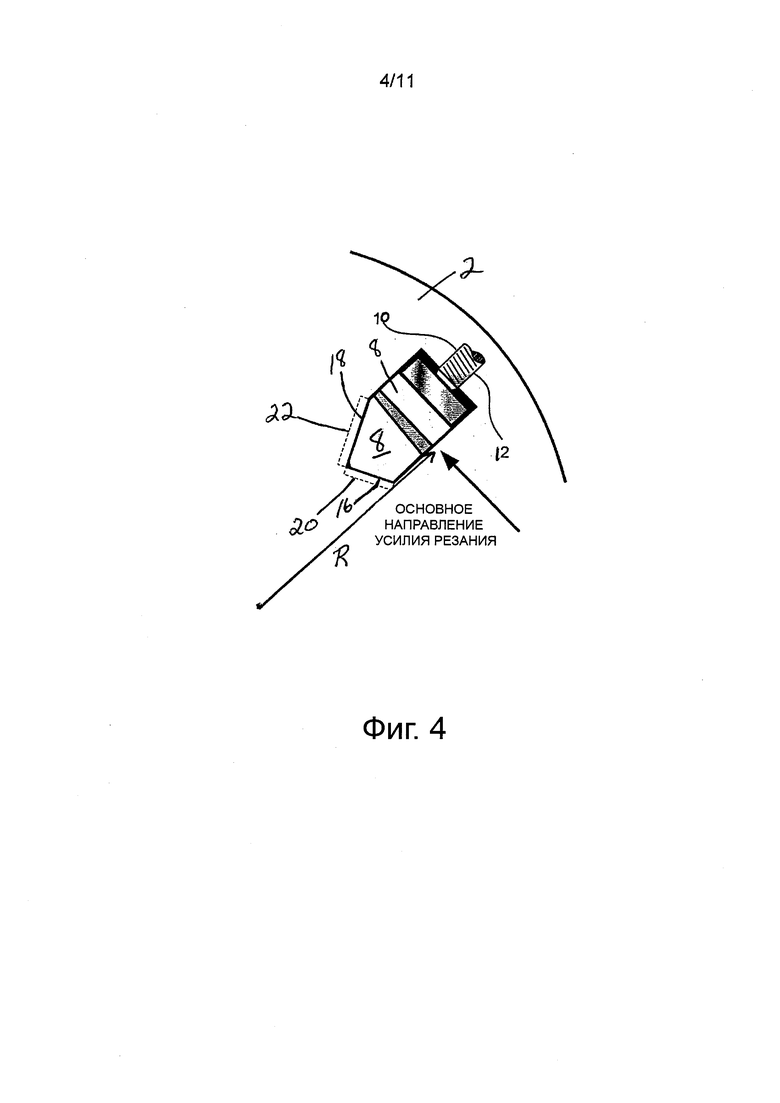
на фиг. 4 - резец пятиугольного поперечного сечения в пазу фрезерной головки, причем пунктирной линией показано изменение обеих посадочных поверхностей в нижнем (не видимом) участке посадочных поверхностей, двумерный вид сверху;
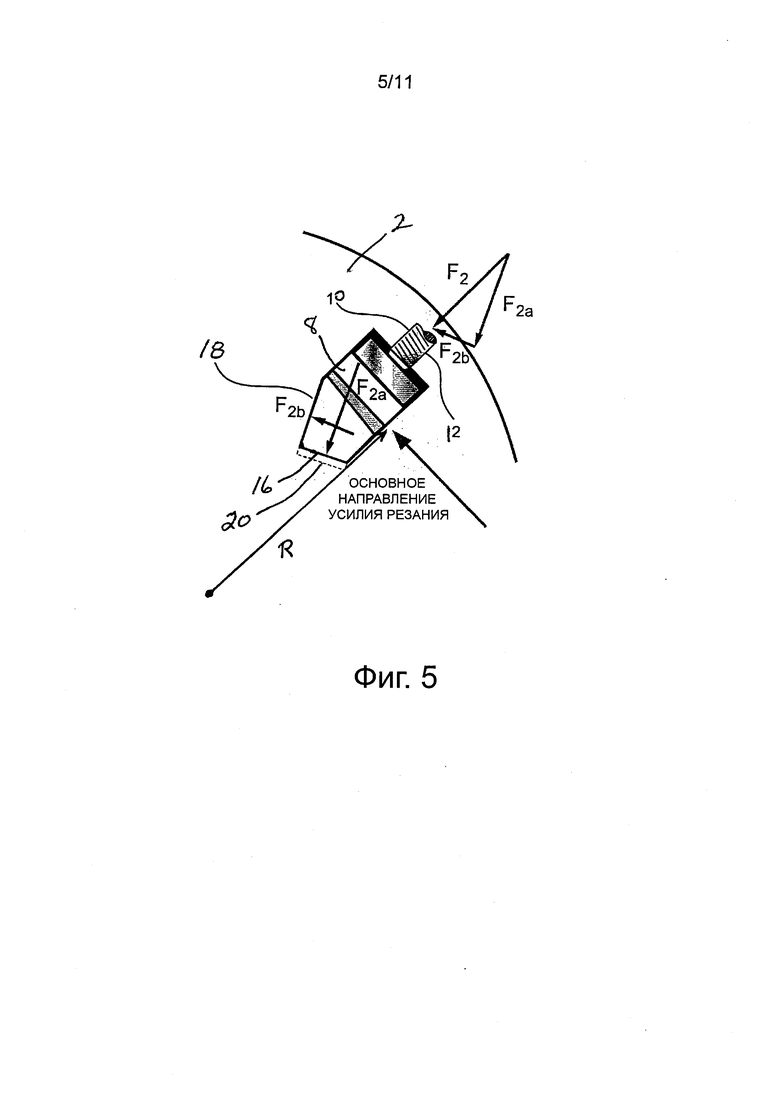
на фиг. 5 - резец пятиугольного поперечного сечения в пазу фрезерной головки, причем пунктирной линией показано изменение посадочной поверхности, которая направлена больше по касательной к окружности резания, в нижнем (не видимом) участке посадочной поверхности, двумерный вид сверху;
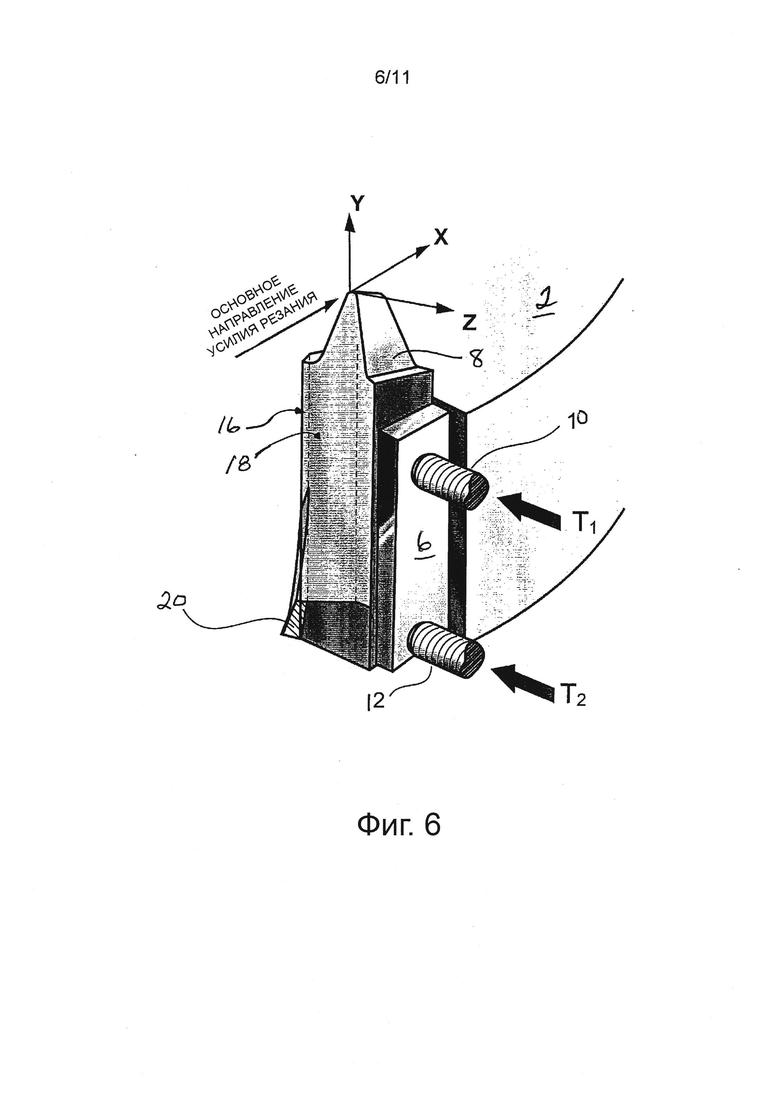
на фиг. 6 - резец пятиугольного поперечного сечения и неподвижная посадка в пазу фрезерной головки, при этом нижние участки посадочной поверхности, которые направлены больше по касательной к окружности резания, изменены, трехмерный вид;
на фиг. 7 - резец пятиугольного поперечного сечения и неподвижная посадка в пазу фрезерной головки, при этом нижние участки посадочной поверхности, которые направлены больше по касательной к окружности резания, изменены, где P - ось, а ϕ - направление вращения резца для регулировки резца, VPT - вектор расстояния поворота конца до регулировки резца, а  - вектор расстояния поворота конца после регулировки, трехмерный вид;
- вектор расстояния поворота конца после регулировки, трехмерный вид;
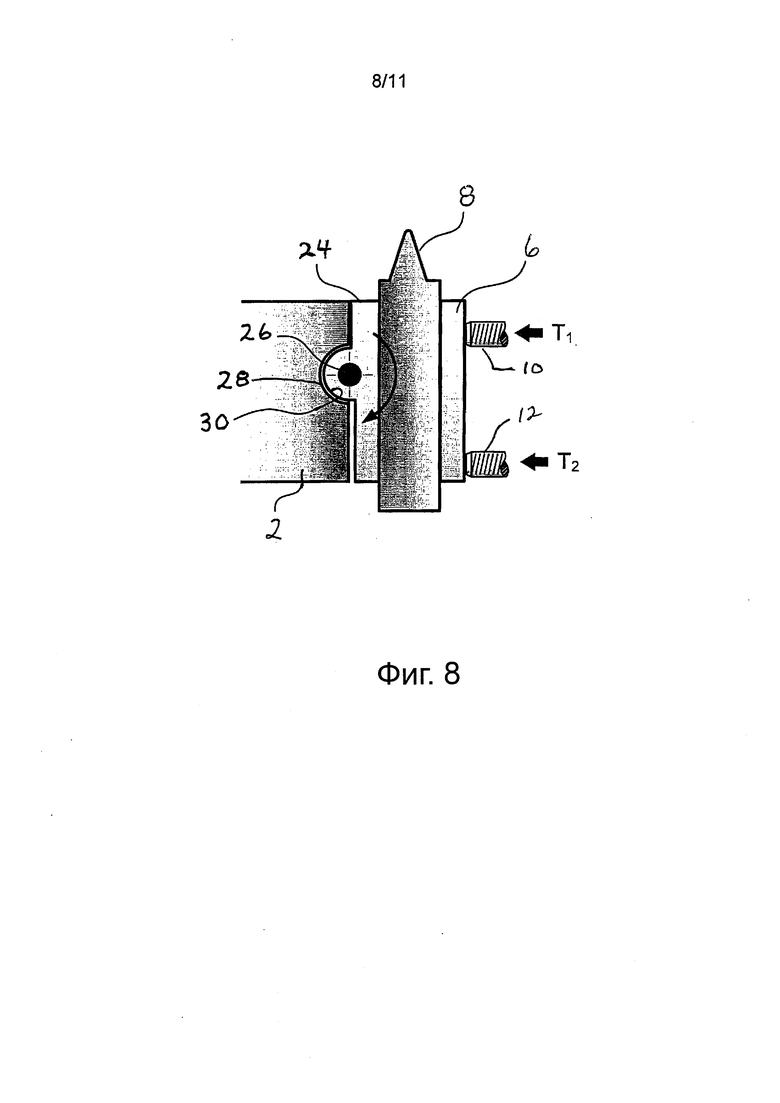
на фиг. 8 - конструкция зажимная планка-резец-посадочная поверхность, но вместо измененной посадочной поверхности для резца, как на фиг. 2(b), показана поворотная планка, которая с правой стороны имеет посадочную поверхность для резца, а с левой стороны (по направлению к центру фрезы) - поворотное устройство, вид в разрезе;
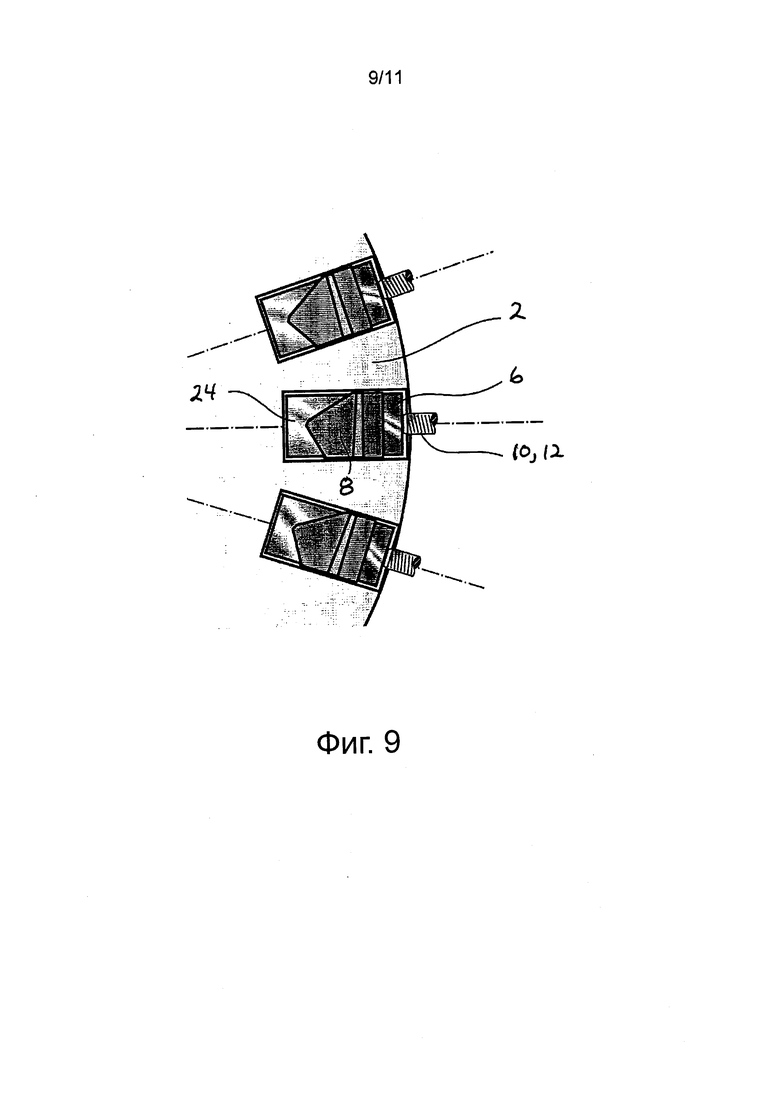
на фиг. 9 - часть фрезерной головки, показанной на фиг. 8, с тремя пазами для резцов с резцами, вид сверху;
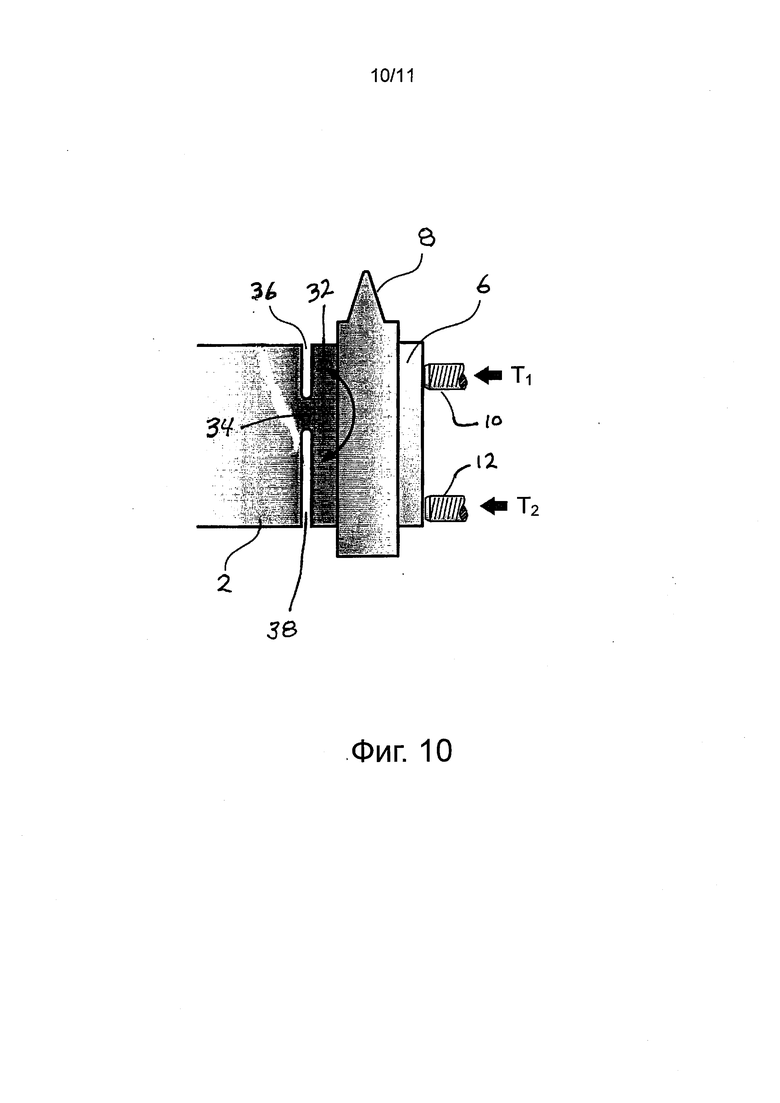
на фиг. 10 - конструкция зажимная планка-резец-посадочная поверхность, но вместо измененной посадочной поверхности для резца, как на фиг. 2(b), показана поворотная планка с элементом для упругой деформации вместо механической поворотной оси, который использует свойство линейной упругости стали для возможности поворота посадочной поверхности, причем посадочная поверхность для резца находится справа от него, а поворотное устройство - слева (по направлению к центру фрезы), вид в поперечном разрезе;
на фиг. 11 - часть фрезерной головки, показанной на фиг. 10, с тремя пазами для резцов с резцами, вид сверху.
Варианты осуществления изобретения
Следует иметь в виду, что термины "изобретение", "это изобретение" и "настоящее изобретение" относятся в широком смысле ко всему описываемому объекту и любым пунктам формулы изобретения, приведенным далее. Утверждения, содержащие эти термины, не следует понимать как ограничивающие описываемый в этом документе объект или как ограничивающие значение или объем какого-либо пункта формулы изобретения, приведенного далее. Более того, описание не предназначено для раскрытия или ограничения объекта, характеризуемого каким-либо пунктом формулы изобретения в какой-либо определенной части, абзаце, утверждении или чертеже. Объект изобретения следует понимать, исходя из всего описания, всех чертежей и любого из пунктов формулы изобретения, приведенной далее. Изобретение может быть выполнено для других конструкций, а также использовано или осуществлено различными способами. Также понятно, что используемые фразеология и терминология применены в целях описания и не должны трактоваться как ограничение.
Далее изобретение будет подробно описано со ссылкой на прилагаемые чертежи, которые показывают изобретение только на примере. На чертежах аналогичные признаки или элементы указаны одинаковыми ссылочными обозначениями.
При использовании терминов "включающий в себя", "имеющий" и "содержащий" и их вариаций подразумевается, что понятие охватывает перечисленные далее элементы и их эквиваленты, а также дополнительные элементы. Использованные для обозначения элементов способа или процесса буквы предназначено просто для идентификации элементов, при этом не подразумевается, что элементы должны быть выполнены в особом порядке.
Хотя при описании чертежей далее указаны направления, такие как выше, ниже, вверх, вниз, назад, низ, верх, перед, зад и т.д., для удобства эти ссылки выполнены относительно чертежей (если смотреть на них обычным образом). Не предполагается, что эти направления следует понимать буквально, или что они как-либо ограничивают изобретение. Кроме того, такие термины как "первый", "второй", "третий" и т.д., применены для описания, и не предполагается, что они указывают или подразумевают важность или значимость, если не указано обратное.
Изобретение относится к созданию фрезерной головки для изготовления конического зубчатого колеса с одним или более резцами, которые можно радиально регулировать заданным способом, без или с минимальными побочными эффектами. Эти побочные эффекты могут представлять собой изменение высоты конца резца, изменение смещения резца, поворот резца вокруг всех трех осей (X, Y, Z) в пространстве и/или потерю тугости посадки резца.
Посадочные поверхности для резцов могут быть изменены, начиная от их прямой (плоской) начальной формы, причем изменения включают в себя выемку, уклон в нижнем (или верхнем) участке, бочковидную форму, изогнутую выемку в нижнем (или верхнем) участке, прямую поднимающуюся форму в нижнем (или верхнем) участке, прямую опускающуюся и поднимающуюся форму, изогнутую поднимающуюся форму в нижнем (или верхнем) участке, вогнутую форму или изменение более высокого порядка, как показано на фиг. 1.
На фиг. 1 показаны примеры различных модификаций посадочных поверхностей 4 в пазах расположения резцов во фрезерной головке 2 для стержневых резцов или резцов стержневого типа. Прямая посадочная поверхность - это существующий уровень техники, а согласно изобретению посадочные поверхности имеют формы, которые отклоняются от прямолинейной формы непрерывной прямой посадочной поверхности между противоположными сторонами фрезерной головки (например, "Прямая форма" и "С изгибом в нижней части" на фиг. 1). Форма с выемкой в нижней части, с уклоном в нижней части, с изгибом в нижней части, с прямым подъемом и изогнутым подъемом представляют собой модификации, которые также могут быть выполнены в верхней области посадочной поверхности, которая ближе к выступающей режущей кромке. Начальная посадочная поверхность, предпочтительно, выполнена в виде прямого участка, неизмененного участка посадочной поверхности. Увеличение затягивания зажимного винта, который расположен в области выемки, приведет к наклону резца (и некоторому изгибу резца), что изменит радиальное положение конца резца. При прямом опускании и подъеме имеется нижняя точка на штрихпунктирной линии, а в обратном направлении может быть верхняя точка на штрихпунктирной линии. Прямое опускание и подъем, а также вогнутая форма и модификация более высокого порядка допускают радиальное перемещение конца резца, если винт находится на штрихпунктирной линии и упруго деформирует резец.
На фиг. 2(a) и 2(b) показан принцип регулировки резца в соответствии с изобретением, со ссылкой на фрезерную головку 2, имеющую верхнюю поверхность 3, нижнюю или заднюю поверхность 5, и которая выполнена с возможностью вращения вокруг оси А фрезы и имеет радиус R фрезы. Показан паз для расположения резца, имеющий измененную посадочную поверхность, проходящий между верхней поверхностью 3 и нижней поверхностью 5. Стержневой резец 8 прижимают зажимной планкой 6 к измененной посадочной поверхности (например, "С изгибом в нижней части" на фиг. 1), не затягивая нижний винт 12 (фиг. 2а) и затягивая нижний винт 12 сильнее, чем верхний винт 10 (фиг. 2b). Если усилие зажима резца верхним винтом 10 может быть удержано постоянным или близко к постоянному, благодаря упругости верхнего зажимного винта, то нижний винт 12 может быть затянут сильнее для поворота резца 8, по сути перекатывая резец 8 по измененной посадочной поверхности в направлении по часовой стрелке. Упругость в устройстве верхнего зажимного винта предотвращает значительное увеличение усилия зажима в верхнем участке, и вместо отклонения резца происходит поворот резца. Если верхний зажимной винт 10 не обладает существенной упругостью, то возникает сочетание изгиба резца и перекатывания резца, что все еще допускает радиальное регулирование резца 8. В обоих случаях зазор 14 между резцом и посадочной поверхностью перемещается из нижнего участка (фиг. 2а) в верхний участок (фиг. 2b). Если показанная посадочная поверхность перпендикулярна осевому направлению зажимных винтов, то это приводит к снижению жесткости зажима.
В зависимости от числа зажимных винтов или точек давления (напр., один, два или три) можно получить перемещение ΔR конца резца в радиальном направлении R в зависимости от затягивания зажимных средств (см. фиг. 2b). Один из побочных эффектов заключается в изменении угла давления острия на ϕ. Второй побочный эффект - это зазор 14 между резцом и пазом в верхнем или нижнем участке посадочной поверхности, что может снизить устойчивость посадки резца.
Фрезерная головка в соответствии с изобретением, предпочтительно, снабжена системой резцов с поперечным сечением пятиугольной формы. На фиг. 3 показан трехмерный вид резца, имеющего пятиугольное поперечное сечение (напр., относящегося к типу, описанному в документах US 5890846 или US 6120217) и неподвижно посаженного в паз фрезерной головки в соответствии с изобретением. Нижний участок каждой посадочной поверхности 16, 18 резца паза фрезерной головки изменен посредством соответственно изогнутой выемки 20, 22. Если нижние участки посадочных поверхностей изменены, например, с некоторой выпуклостью, то можно использовать усилие, создаваемое нижним зажимным винтом для поворота резца, тем самым регулируя радиальное положение конца резца. Крутящий момент Т1 прижимает стержневой резец 8 к плоскому верхнему участку посадочных поверхностей 16, 18, в то время как крутящий момент Т2 поворачивает резец по часовой стрелке, что сдвигает конец резца в положительном Z направлении. Поворот резца перемещает зазор из нижней выемки в верхний участок, что может снизить прочность посадки резца.
На фиг. 4 показан двумерный вид сверху резца пятиугольного поперечного сечения в пазу фрезерной головки. Пунктирной линией показано изменение 20, 22 обеих посадочных поверхностей 16, 18 в нижнем (не видимом) участке посадочных поверхностей. Два зажимных винта 10, 12 на этом виде расположены друг над другом. Резец 8 плотно прижат к посадочным поверхностям 16, 18 сверху, потому что нижний зажимной винт 12 еще не был затянут.
Авторы обнаружили, что для фрезерных головок с пятиугольными пазами для установки резцов с несколькими посадочными поверхностями, расположенными асимметрично, как показано, например, поверхностями 16, 18 на фиг. 4 и 5, посадочная поверхность, которая ориентирована ближе к перпендикуляру к радиусу R фрезы, является посадочной поверхностью, которая, предпочтительно, должна быть изменена в соответствии с изобретением для возможности эффективного перемещения резца. Например, на фиг. 4 и 5 посадочная поверхность 16 ориентирована ближе к перпендикуляру к радиусу R, чем посадочная поверхность 18. Таким образом, предпочтительно, изменить посадочную поверхность 16. Показано, что нижний участок посадочной поверхности 16 был изменен, а нижний зажимной винт 12 затянут (F2) для эффективной регулировки радиального положения конца резца 8 как результат компонента F2a усилия зажима, который направлен на измененную и "сориентированную более перпендикулярно" посадочную поверхность 16. Компонент F2a перемещает нижний участок резца в измененную область 20 с выемкой, в то время как компонент F2b обеспечивает постоянный контакт между резцом 8 и "сориентированной менее перпендикулярно" посадочной поверхностью 18.
В варианте осуществления, показанном на фиг. 4 и 5, "сориентированная менее перпендикулярно" посадочная поверхность 18 не была изменена. Компонент F2b усилия зажимного винта будет одновременно в достаточной мере прижимать резец к более наклоненной посадочной поверхности. Усилие, действующее на посадочную поверхность 18, предотвратит отделение поверхностей резца и фрезерной головки. Также большая часть усилия резания направлена на посадочную поверхность 18, что приведет к тому, что резец 8 будет хорошо зажат с хорошей устойчивостью посадки резца.
На фиг. 6 показан трехмерный вид резца пятиугольного поперечного сечения и неподвижная посадка в пазу фрезерной головки. Были изменены только нижние участки посадочной поверхности, которые сориентированы более перпендикулярно к радиусу R фрезы. Имеются компоненты усилия зажима, воздействующие на обе посадочные поверхности. Если сильнее затянуть нижний зажимной винт 12, то резец 8 все еще будет контактировать с "сориентированной менее перпендикулярно" посадочной поверхностью 18 и сдвигаться вдоль этой поверхности в область 20 с выемкой. В результате более сильного зажатия зажимным винтом 12 зазор внизу посадочной поверхности 16 с выемкой сократится, а сверху на той же посадочной поверхности появится зазор (см., например, 14 на фиг. 2а и 2b).
Так как "сориентированная менее перпендикулярно" посадочная поверхность 18 не может отделиться от резца 8, то компонент F2a силы (фиг. 5) перемещает нижнюю часть резца в выемку 20 "сориентированной более перпендикулярно" посадочной поверхности 16 (фиг. 6), и резец повернется вокруг горизонтальной оси "P" (фиг. 7), которая проходит по нормали к сориентированной менее перпендикулярно посадочной поверхности 18. Такое выполнение паза фрезерной головки представляет собой один предпочтительный вариант осуществления в соответствии с изобретением.
На фиг. 7 показан трехмерный вид резца пятиугольного сечения и неподвижная посадка (поверхности 16, 18) в пазу для резца фрезерной головки 2. Нижний участок посадочной поверхности 16, которая сориентирована более перпендикулярно к радиусу R фрезы, изменен. P - ось, а ϕ - направление вращения резца для регулировки резца. VPT - это вектор расстояния поворота конца до регулировки резца,  - это вектор расстояния поворота конца после регулировки. При регулировке резец перемещается в направлении ΔZ, что является желаемым изменением местоположения конца резца в радиальном направлении. Из-за поворотного сдвига резца 8 также происходит соответствующее изменение в направлении X, а также в направлении Y. Хотя в целом изменения положения в направлениях X и Y рассматриваются как нежелательные, авторы определили, что такие изменения небольшие и оказывают незначительное влияние на геометрию зуба, формируемого в процессе резания. Дополнительный побочный эффект устройства резца в соответствии с изобретением заключается в угловом изменении режущей кромки, в общем, такой же величины, что и угол ϕ поворота резца (или перекатывания). Тем не менее радиальная регулировка резца на 0,010 мм изменяет эффективный угол давления режущей кромки всего приблизительно на 1 угловую минуту. Такое изменение от резца к резцу также несущественно для производительности резания и получаемой геометрии боковой поверхности зуба.
- это вектор расстояния поворота конца после регулировки. При регулировке резец перемещается в направлении ΔZ, что является желаемым изменением местоположения конца резца в радиальном направлении. Из-за поворотного сдвига резца 8 также происходит соответствующее изменение в направлении X, а также в направлении Y. Хотя в целом изменения положения в направлениях X и Y рассматриваются как нежелательные, авторы определили, что такие изменения небольшие и оказывают незначительное влияние на геометрию зуба, формируемого в процессе резания. Дополнительный побочный эффект устройства резца в соответствии с изобретением заключается в угловом изменении режущей кромки, в общем, такой же величины, что и угол ϕ поворота резца (или перекатывания). Тем не менее радиальная регулировка резца на 0,010 мм изменяет эффективный угол давления режущей кромки всего приблизительно на 1 угловую минуту. Такое изменение от резца к резцу также несущественно для производительности резания и получаемой геометрии боковой поверхности зуба.
В качестве примера, математическое описание перемещения конца резца в результате регулировки было выполнено с использованием координатной системы, показанной на фиг. 7 с резцом и пазом. Горизонтальная ось P вращения перпендикулярна сориентированной менее перпендикулярно посадочной поверхности. Для получения вращения вокруг P направление P располагают на одной линии с осью X координатной системы на фиг. 7, для чего требуется один поворот вокруг оси Y на величину угла между направлением P и осью X. В пятиугольных стержневых резцах это угол -γ (который обычно равен -30°). Затем поворот вокруг оси X на величину большого, но приемлемого поворота ϕ (в зависимости от величины изменения посадочной поверхности) выбирают равным, например, 0,08°. После этого поворота выполняют обратный поворот в исходное направление P, для чего требуется поворот у вокруг оси Y на 30°.
Матрица поворота вокруг оси Y на -γ имеет следующий вид:

Поворот ϕ вокруг оси X при регулировке резца:
Матрица обратного поворота вокруг оси Y на γ имеет следующий вид:
где γ=30°, ϕ=0,08°.
Начальный вектор расстояния поворота конца для резца среднего шага:

Произведение матриц поворота в порядке поворотов слева направо дает матрицу (ROT), которая содержит все три поворота:
(ROT)=(+GAMA)×(+PHI)×(-GAMA)
Произведение вектора расстояний поворота конца и матрицы (ROT) даст точный поворот вектора поворота конца вокруг горизонтальной оси P:
Результат произведения вектора и матрицы показан далее в общем виде:

Если в трехкомпонентные формулы, приведенные выше, подставить компоненты вектора VPT и углы γ и ϕ, то можно получить результирующий вектор расстояний поворота конца после регулировки:

Вычитание вектора расстояния поворота конца до регулировки из вектора расстояния поворота конца после регулировки даст компоненты изменения положения конца резца вследствие регулировки:



Изменение угла давления резца может быть вычислено следующим образом:
Ось Y координатной системы на фиг. 6 задана параллельно оси вращения фрезы, а продолжение оси Z влево (в отрицательном направлении) пересекает ось вращения фрезы. Теоретическая передняя сторона резца сориентирована в плоскости, которая задана осями Y и Z. Хотя направление длины стержневых резцов в реальных фрезерных головках обычно наклонено относительно оси Y, а их теоретическая передняя сторона смещена относительно оси Z, принцип функционирования регулировки не изменится, и результирующее изменение положения конца резца и угла отличаются всего лишь в пределах одного процента.
Понятно, что системы резцов, в которых применяют резцы с внутренними и наружными режущими кромками на каждом резце, требуют особого вида радиальной регулировки резцов. Если увеличивается радиус конца резца, то обе режущие кромки такого резца перемещаются по большему радиусу. Тем не менее изобретение для регулируемого радиуса резца хорошо подходит для нахождения оптимального компромисса для радиального местоположения обеих режущих кромок одного резца и его реализации.
Также понятно, что в предпочтительном варианте осуществления способа в соответствии с изобретением радиус конца резца только увеличится, но не сократится. Для фрезерных головок может требоваться сокращение или увеличение радиуса конца резца, чтобы подогнать их к нерегулируемому резцу. Так как нерегулируемые резцы обычно выбирают произвольно (напр., резец в пазу, помеченном "1", в качестве нерегулируемого наружного резца, и резец в пазу, помеченном "2", в качестве нерегулируемого внутреннего резца), то можно выбрать наружный и внутренний резец с наибольшим радиусом в качестве нерегулируемых резцов. При такой процедуре всегда можно поправить все резцы одного типа (внутренние или наружные), подгоняя положение конца по направлению к радиусу соответствующего нерегулируемого резца. Изменение радиуса между теоретически правильным радиусом фрезы и эффективным радиусом произвольно выбранного нерегулируемого резца в большинстве случаев ниже 0,002 мм и не оказывает заметного влияния на обрабатываемые поверхности зубьев.
Касательно измененной посадочной поверхности, величина выемки или глубина изменения может иметь любое значение в зависимости от параметров режущего инструмента и процесса резания. Тем не менее предпочтительный диапазон составляет от 0,010 мм до 0,050 мм. Высота выемки или измененной области, предпочтительно, составляет от примерно 50% до 75% от зажимной длины. Конструкция фрезерной головки в соответствии с изобретением применима к инструментальным системам с зажимными планками или без них.
В альтернативном варианте осуществления, на фиг. 8 показан вид в поперечном разрезе конструкция зажимная планка-резец-посадочная поверхность, содержащая шарнир или поворотный узел 24, на правой стороне которого имеются посадочные поверхности для резца, а на левой стороне (ближе к центру фрезы) - поворотное устройство. Центр поворота может быть выполнен посредством шарнирного пальца 26 или только посредством изогнутых поверхностей 28, 30 поворота. Верхний зажимной винт 10 затягивают до определенной величины после размещения резца в пазу. Затем нижний зажимной винт затягивают на ту же величину. После измерения радиального положения резца верхний винт выворачивают на угол, например, 5° (поворот винта). Затем, нижний винт поворачивают на такую же величину, например, 5°. В зависимости от шага резьбы винта, это приведет к радиальному перемещению конца резца наружу, например, приблизительно на 0,039 мм.
На фиг. 9 приведена часть фрезерной головки, показанной на фиг. 8, с тремя пазами для резцов и резцами 8, вид сверху. Поворотные узлы 24 видны слева от посадочных поверхностей.
В другом варианте осуществления, на фиг. 10 показан вид в поперечном разрезе конструкции зажимная планка-резец-посадочная поверхность, содержащей поворотную планку 32 с элементом для упругой деформации вместо механической поворотной оси, как на фиг. 9. Этот элемент использует свойство линейной упругости материала фрезерной головки (напр., стали) для возможности поворота посадочной поверхности. Посадочная поверхность для резца расположена на правой стороне поворотной планки 32, а поворотное устройство - слева (по направлению к центру фрезы). Центр поворота на этом чертеже выполнен посредством ребра 34 между верхней и нижней щелями 36, 38 для упругой деформации. Щели для упругой деформации направлены так, что они поддерживают "сориентированную более перпендикулярно" посадочную поверхность (см. фиг. 4 и 5). Оба зажимных винта 10, 12 затягивают до определенной величины после размещения резца 8 в пазу. После измерения радиального положения резца верхний винт 10 может быть вывернут на угол, например, 5° (поворот винта против часовой стрелки). Затем, нижний винт 12 может быть повернут на такую же величину, напр., 5°, по часовой стрелке. В зависимости от шага резьбы винта, это приведет к радиальному перемещению конца резца наружу, например, примерно на 0,039 мм.
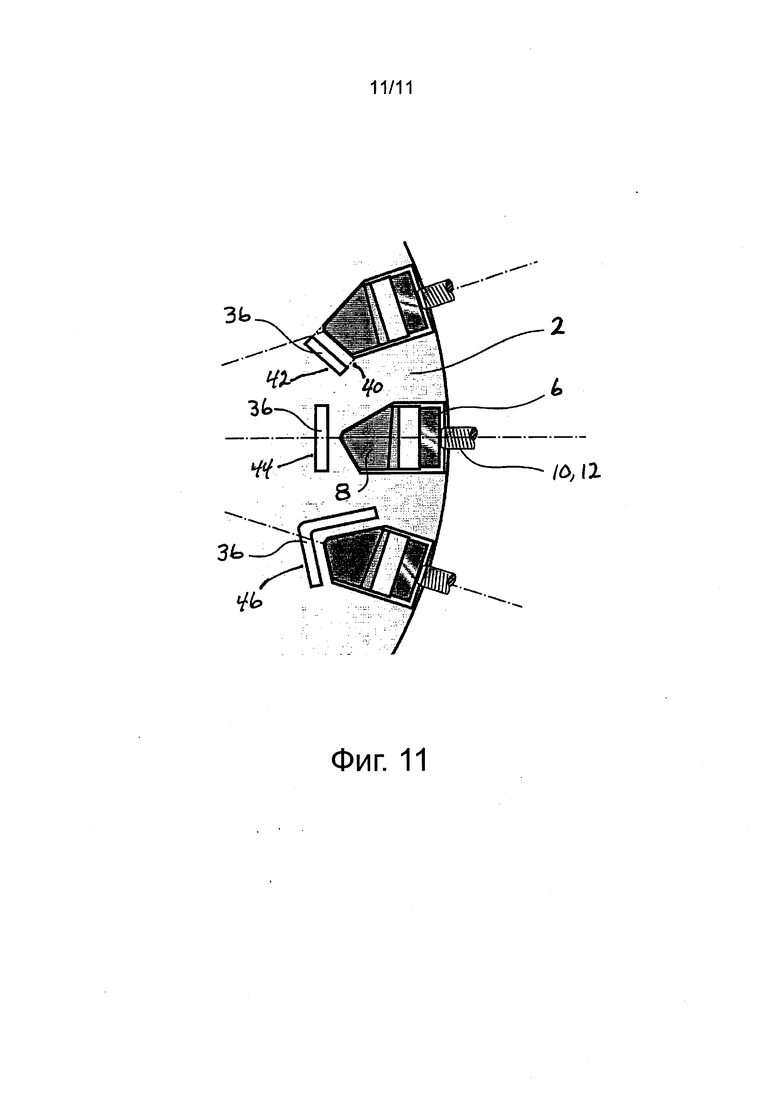
На фиг. 11 приведена часть фрезерной головки, показанной на фиг. 10, с тремя пазами для резцов и резцами, вид сверху. Элементы для упругой деформации видны только в зазорах или щелях 36 слева от посадочных поверхностей. Вариант 1 (показанный ссылочным обозначением 42) обеспечивает хорошую регулируемую упругую деформацию (посредством конструктивных параметров) "сориентированной более перпендикулярно" посадочной поверхности. Показанные пунктирами соединения 40 между щелями для упругой деформации и посадочной поверхностью отображают опциональные тонкие щели, выполненные, например, с помощью электроэрозионного станка, которые гарантируют достаточный поворот шарнира (стрелка поворота на фиг. 10) во время процедуры регулировки резца. Вариант 2 (показанный ссылочным обозначением 44) обеспечивает общую упругую деформацию под обеими посадочными поверхностями. Вариант 3 (показанный ссылочным обозначением 46) обеспечивает хорошую регулируемую упругую деформацию (посредством конструктивных параметров) обеим посадочным поверхностям. Предпочтительно, чтобы ширина щели 36, 44, 46 для упругой деформации в целом была равна ширине одной или обеих посадочных поверхностей для резца, и она может быть расположена параллельно одной (42) или обеим (46) посадочным поверхностям резца, или перпендикулярно (44) радиусу фрезы.
Местоположение соединительного ребра 34 материала создает ось поворота. Местоположение оси поворота и принцип регулировки аналогичен принципу, описанному в отношении фиг. 2, 3, 5, 6 и 7. Основное отличие посадочной поверхности с модификацией для упругой деформации заключается в том, что не возникает разделения между "сориентированной более перпендикулярно" посадочной поверхностью и резцом, и в том, что можно отрегулировать резцы в обоих направлениях (к большему радиусу, а также к меньшему радиусу). Конструкция, показанная ссылочным обозначением 42, использует такую ориентацию щели для упругой деформации, которая влияет только на "сориентированную более перпендикулярно" посадочную поверхность. Величину деформации можно регулировать толщиной ребра и опциональными тонкими соединениями 40 между щелью 36 для упругой деформации и двумя концами "сориентированной более перпендикулярно" посадочной поверхности (пунктирные линии на фиг. 11). Чтобы управлять регулировкой, щели для упругой деформации могут быть сориентированы как поворотная планка на фиг. 8 и 9 (чтобы влиять на обе посадочные поверхности), как показано ссылочным обозначением 44 на фиг. 11. Другая возможная конструкция щели для упругой деформации показана ссылочным обозначением 46 на фиг. 11.
Хотя изобретение описано относительно предпочтительных вариантов осуществления, следует понимать, что оно ими не ограничено. Изобретение предполагает изменения, которые будут очевидны специалистам в данной области техники, к которой относится объект.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОРЕЗНАЯ ФРЕЗА С РАДИАЛЬНО РЕГУЛИРУЕМЫМИ СТЕРЖНЕВЫМИ РЕЗЦАМИ КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2013 |
|
RU2660427C2 |
| ФРЕЗЕРНОЕ УСТРОЙСТВО С РЕЗЦЕДЕРЖАТЕЛЯМИ, ПРЕДНАЗНАЧЕННОЕ ДЛЯ ФОРМИРОВАНИЯ ОКРУЖНОСТИ И ИМЕЮЩЕЕ РЕГУЛИРУЕМЫЙ УГОЛ КОНТУРА | 2021 |
|
RU2811299C1 |
| РЕЗЕЦ И ФРЕЗЕРНАЯ ГОЛОВКА | 2007 |
|
RU2424878C2 |
| ФРЕЗЕРНЫЙ РЕЗЕЦ | 2019 |
|
RU2791897C2 |
| БЫСТРОСМЕННЫЙ РЕЗЦЕДЕРЖАТЕЛЬ С РЕГУЛИРОВОЧНЫМ МЕХАНИЗМОМ | 1995 |
|
RU2097169C1 |
| СТЕРЖНЕВАЯ ФРЕЗЕРНАЯ ГОЛОВКА И ЕЕ ПРИМЕНЕНИЕ | 2009 |
|
RU2513479C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366545C1 |
| Сборная насадная цилиндрическая фреза и способ ее установки | 1985 |
|
SU1281414A1 |

Группа изобретений относится к машиностроению и может быть использована при изготовлении конических зубчатых колес для нарезания зубьев и для торцового фрезерования деталей. Фрезерная головка содержит один или более пазов для размещения в них резцов. Пазы выполнены с посадочными поверхностями для неподвижной посадки резцов, которые размещены в пазах с возможностью регулирования радиального положения резцов после того, как они были предварительно зажаты и аксиально установлены. Приведены варианты конструктивного выполнения фрезы с возможностью регулировки положения резцов и способ такой регулировки. Обеспечивается надежная посадка резца в пазах фрезерной головки.3 н. и. 13 з.п. ф-лы, 11 ил.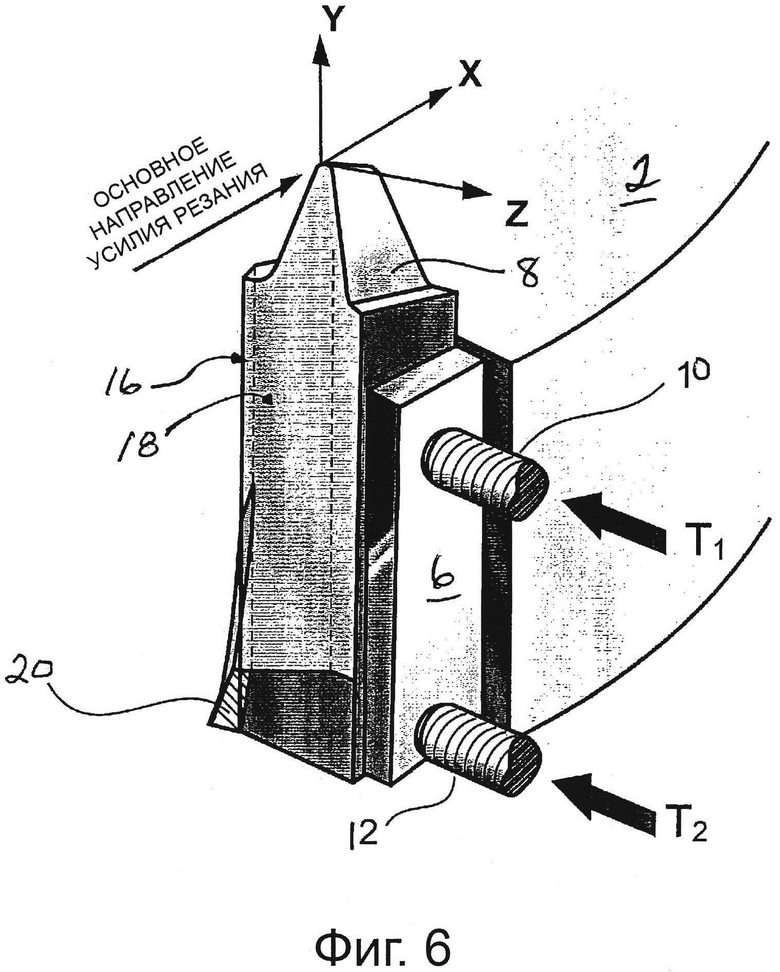
1. Фрезерная головка для вращающегося режущего инструмента, имеющая в целом дискообразную форму, выполненная с возможностью вращения вокруг оси фрезерной головки и содержащая первую сторону и вторую сторону,
один или более пазов для размещения резцов, расположенных в указанной фрезерной головке, причем каждый из указанных пазов для размещения резцов проходит между указанными первой и второй сторонами, при этом
каждый из указанных пазов для размещения резцов содержит по меньшей мере одну посадочную поверхность для резца, проходящую между указанными первой и второй сторонами, а
указанная по меньшей мере одна посадочная поверхность для резца имеет измененную форму и проходит от указанной первой стороны к указанной второй стороне, причем указанная измененная форма отклоняется от формы непрерывной прямой посадочной поверхности, проходящей от указанной первой стороны к указанной второй стороне,
при этом фрезерная головка выполнена с возможностью регулировки радиального положения конца резца путем его перекатывания по указанной измененной посадочной поверхности.
2. Фрезерная головка по п. 1, в которой указанная измененная форма посадочной поверхности для резца содержит
первый участок, проходящий от указанной первой или второй стороны до заданного места между указанными первой и второй сторонами, при этом указанный первый участок имеет первую форму, и
второй участок, проходящий от указанного заданного места до другой из указанных первой или второй сторон,
причем указанный второй участок имеет такую форму, что форма указанного первого участка и форма указанного второго участка вместе не очерчивают непрерывную прямую линию, проходящую от указанной первой стороны к указанной второй стороне.
3. Фрезерная головка по п. 2, в которой форма по меньшей мере одного из указанных первого или второго участков является изогнутой.
4. Фрезерная головка по п. 2, в которой форма по меньшей мере одного из указанных первого или второго участков является прямой.
5. Фрезерная головка по п. 2, дополнительно содержащая один или более зажимных винтов.
6. Фрезерная головка по п. 5, содержащая один зажимной винт для создания усилия на указанное заданное место.
7. Фрезерная головка по п. 5, содержащая два зажимных винта, причем первый зажимной винт расположен так, чтобы оказывать усилие на указанный первый участок, а второй - на указанный второй участок.
8. Фрезерная головка по п. 1, в которой указанный один или более пазов для размещения резцов выполнены с пятиугольным поперечным сечением.
9. Фрезерная головка по п. 8, в которой указанный один или более пазов для размещения резцов содержит две посадочные поверхности для резца.
10. Фрезерная головка по п. 9, дополнительно содержащая по меньшей мере один зажимной винт для создания усилия к одной из указанных двух посадочных поверхностей.
11. Фрезерная головка по п. 10, в которой по меньшей мере один зажимной винт предназначен для создания усилия к одной из указанных двух посадочных поверхностей для резца, расположенной ближе к перпендикуляру относительно основного вектора R радиуса фрезы и имеющей измененную форму.
12. Фрезерная головка по п. 11, в которой другая из указанных двух посадочных поверхностей для резца является неизмененной.
13. Способ регулировки положения резца, размещенного во фрезерной головке, включающий этапы, на которых
обеспечивают фрезерную головку, имеющую в целом дискообразную форму, выполненную с возможностью вращения вокруг оси фрезерной головки и содержащую первую сторону и вторую сторону и один или более пазов для размещения резцов, причем каждый из указанных пазов для размещения резцов проходит между указанными первой и второй сторонами и содержит по меньшей мере одну посадочную поверхность для резца, проходящую между указанными первой и второй сторонами, а указанная по меньшей мере одна посадочная поверхность для резца имеет измененную форму и проходит от указанной первой стороны к указанной второй стороне, при этом указанная измененная форма отклоняется от формы непрерывной прямой посадочной поверхности, проходящей от указанной первой стороны к указанной второй стороне,
по меньшей мере в один из указанных пазов вставляют резец и приводят его в контакт с указанной по меньшей мере одной посадочной поверхностью для резца,
прикладывают усилие к указанному резцу для его прижатия к указанной по меньшей мере одной посадочной поверхности с обеспечением расположения конца указанного резца на радиальном расстоянии от указанной оси фрезерной головки, и
прикладывают дополнительное усилие к указанному резцу путем его перекатывания по указанной измененной посадочной поверхности, регулируя радиальное положение конца резца.
14. Фрезерная головка для вращающегося режущего инструмента, имеющая дискообразную форму, выполненная с возможностью вращения вокруг оси фрезерной головки и содержащая
первую сторону и вторую сторону,
один или более пазов для размещения резцов, расположенных в указанной фрезерной головке и проходящих между указанными первой и второй сторонами, при этом
каждый из указанных пазов для размещения резцов содержит по меньшей мере одну посадочную поверхность для резца, проходящую между указанными первой и второй сторонами,
причем указанная по меньшей мере одна посадочная поверхность для резца расположена на поворотной планке, проходящей от указанной первой стороны к указанной второй стороне и выполненной с возможностью поворота вокруг поворотного средства, расположенного между указанными первой и второй сторонами,
а указанное поворотное средство содержит элемент для упругой деформации, соединяющий указанную поворотную планку с указанной фрезерной головкой,
при этом указанная фрезерная головка дополнительно включает первую щель для упругой деформации, расположенную между указанным элементом для упругой деформации и указанной первой стороной, и вторую щель для упругой деформации, расположенную между указанным элементом для упругой деформации и указанной второй стороной.
15. Фрезерная головка по п. 14, в которой указанное поворотное средство содержит шарнирный палец.
16. Фрезерная головка по п. 14, в которой указанное поворотное средство содержит изогнутую поверхность поворота для поворота на указанной поворотной планке или указанной фрезерной головке и соответствующую выемку изогнутой формы на указанной фрезерной головке или указанной поворотной планке.
| US 2006120812 A1, 08.06.2006 | |||
| Способ получения металлокерамической массы | 1987 |
|
SU1836472A3 |
| Способ нарезки зубчатых колес с криволинейными зубьями | 1948 |
|
SU81939A1 |
| RU 2008129075 A, 27.01.2010. | |||

