Изобретение относится к области конструкционных материалов, работающих в условиях высокого теплового нагружения и окислительной среды и может быть использовано в химической, нефтехимической и химико-металлургической отраслях промышленности, а также в авиатехнике для создания изделий и элементов конструкций, подвергающихся воздействию агрессивных сред.
Известен способ изготовления изделий из УККМ, включающий изготовление заготовки из пористого углеграфитового материала, формирование на ней шликерного покрытия на основе композиции из порошка силицирующего агента и временного связующего, нагрев ее до температуры 1800-1900°С в вакууме или при атмосферном давлении в среде аргона, выдержку в указанном интервале температур и давлений в течение 1-2 часов. При этом в качестве силицирующего агента используется порошок кремния [пат. РФ №2084425, кл. С04В 35/52, 1997 г.].
Недостатком способа является его сложность из-за необходимости нагрева изделий с 1300 до 1650°С со скоростью ≥600 град/час для быстрого перевода кремния в низковязкое состояние.
При низкой скорости нагрева происходит поверхностное силицирование углеграфитового материала. Это обусловлено тем, что затекающий в поверхностные поры углеграфитового материала вязкий расплав кремния науглероживается и теряет способность течь при последующем нагреве.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ изготовления изделий из углерод-карбидокремниевого материала в форме оболочек, включающий изготовление заготовки из пористого углеграфитового материала, размещение ее и тиглей с кремнием в замкнутом объеме реторты, нагрев заготовки в вакууме в парах кремния или при атмосферном давлении в аргоне до температуры 1700÷1900°С, выдержку в указанном интервале температур и давлений в течение 1÷3 часов и охлаждение [пат. РФ №1834839, кл. С04В 31/02, 1993 г.].
Способ наиболее прост в реализации, в том числе и применительно к крупногабаритным изделиям.
Недостатком способа является низкая степень и равномерность силицирования крупногабаритных изделий из УУКМ. Обусловлено это тем, что в условиях изотермического реактора и утечки паров кремния в проницаемые стыки реторты практически невозможно создать пересыщенное состояние паров кремния в окрестности силицируемой заготовки, а значит невозможно реализовать процесс конденсации паров кремния.
Задачей изобретения является обеспечение возможности получения изделий из УККМ в форме оболочек с высокой степенью и равномерностью силицирования.
Эта задача решается за счет того, что в способе изготовления изделий из УККМ в форме оболочек, включающем изготовление заготовки из пористого углеграфитового материала, размещение ее и тиглей с кремнием в замкнутом объеме реторты, нагрев в вакууме или при атмосферном давлении в аргоне в парах кремния до температуры 1700-1900°С, выдержку в указанном интервале температур и давлений в течение 1-3 часов и охлаждение, согласно предлагаемому техническому решению часть тиглей с кремнием, размещенных на оснастке, устанавливают во внутреннем объеме силицируемой заготовки с таким расчетом, чтобы вес оснастки с размещенными на ней тиглями с кремнием превысил вес силицируемой заготовки; затем заготовку при наличии со стороны ее торцев припусков на мех. обработку закрывают, а при их отсутствии - прикрывают дисками, обеспечивая зазор между ними и заготовкой не менее 2 мм, после чего устанавливают на диски вблизи торцев заготовки тигли с кремнием; при этом охлаждение заготовки производят в парах кремния.
В предпочтительном варианте вес оснастки с размещенными на ней тиглями с кремнием превышает вес силицируемой заготовки в 4-10 раз.
При недостаточном для размещения во внутреннем объеме заготовки количестве тиглей с кремнием, необходимом для обеспечения превышения их веса с оснасткой над весом силицируемой заготовки, в качестве оснастки для установки тиглей с кремнием используют расположенный по центру заготовки концентрично ей пенал из графита или УУКМ, внутри которого размещают стержень из тугоплавкого металла, имеющего высокую плотность, например из молибдена или вольфрама; при этом тигли с кремнием устанавливают, нанизывая их на пенал, а на последнем выполняют герметичное пироуглеродное покрытие. В предпочтительном варианте выполнения способа перед стадией 1÷3-часовой выдержки при 1700÷1900°С производят часовую выдержку при 1700÷1800°С с последующим охлаждением до 1300÷1400°С в вакууме или при атмосферном давлении в аргоне и нагревом до 1700÷1900°С в вакууме. Еще в одном предпочтительном варианте выполнения способа охлаждение после выдержки при 1700÷1900°С производят при давлении в реакторе не более 100 мм рт.ст.
Размещение оснастки и тиглей с кремнием во внутреннем объеме силицируемой заготовки, а также закрытие (если это возможно) или прикрытие ее со стороны торцев дисками (с зазором между ними не менее 2 мм) с последующим размещением на дисках вблизи торцев заготовки тиглей с кремнием позволяют создать во внутреннем объеме заготовки атмосферу, близкую к атмосфере насыщенных паров кремния за счет существенного уменьшения их утечки из указанного объема. Положительное влияние тиглей с кремнием на дисках обусловлено тем, что пары кремния (испаряющегося из тиглей) создают в зоне выхода паров кремния из внутреннего объема силицируемой заготовки своего рода препятствие в виде атмосферы паров кремния, давление которых близко к давлению его насыщенных паров; при этом ограничение зазора между дисками и торцами заготовки величиной не менее 2 мм направлено на исключение их срастания между собой на стадии конденсации паров кремния.
Превышение веса оснастки с размещенными на ней тиглями с кремнием над весом силицируемой заготовки (предпочтительно в 4-10 раз) позволяет на стадии охлаждения силицируемой заготовки аккумулировать (удерживать) тепло тиглями с кремнием, в то время как силицируемая заготовка существенно быстрее отдает тепло, в результате чего на тиглях с кремнием устанавливается более высокая температура, чем на силицируемой заготовке.
Следствием этого является то, что в окрестности силицируемой заготовки на стадии ее охлаждения в парах кремния возникает состояние пересыщенных паров кремния. Как показано выше, утечка паров кремния из внутреннего объема силицируемой оболочки ограничена благодаря закрытию (или прикрытию) его дисками и размещению на них тиглей с кремнием. Поэтому образовавшееся в окрестности силицируемой детали пересыщенное состояние паров кремния сохраняется. Следствием этого является конденсация паров кремния на поверхности и/или непосредственно в порах материала силицируемой заготовки.
При отсутствии превышения веса оснастки с расположенными на ней тиглями с кремнием над весом силицируемой заготовки процесс конденсации паров кремния не реализуется, т.к. между ними не возникает перепад температур.
При меньшем, чем в 4 раза, превышении веса оснастки с расположенными на ней тиглями с кремнием над весом силицируемой заготовки, процесс конденсации паров кремния реализуется недостаточно эффективно, т.к. образующееся благодаря разнице температур между парами кремния и силицируемой заготовкой пересыщенное состояние паров кремния является недостаточным по величине и поэтому большей частью снимается из-за имеющей место утечки их из внутреннего объема заготовки. При обеспечении превышения веса оснастки и тиглей с кремнием более чем в 10 раз существенно усложняется исполнение оснастки или оно вообще становится невозможным.
Использование в качестве оснастки для установки тиглей с кремнием пенала из графита или УУКМ, расположенного по центру заготовки концентрично ей с размещенным внутри него стержнем из тугоплавкого металла, имеющего высокую плотность, например из молибдена или вольфрама, в совокупности с возможностью установки на пенал тиглей с кремнием позволяет обеспечить превышение веса оснастки и тиглей с кремнием над весом силицируемой заготовки (в том числе в 4-10 раз) даже в случае ее малого внутреннего объема. Выполнение на пенале герметичного пироуглеродного покрытия позволяет существенно ограничить доступ в него, а значит к стержням из молибдена или вольфрама, паров кремния и тем самым обеспечить их многократное использование. Установка тиглей с кремнием на пенал путем нанизывания (что возможно при выполнении их в форме полуторов) позволяет ограничить отдачу пеналом тепла силицируемой заготовке на стадии ее охлаждения и тем самым повысить величину перепада температур между тиглями с кремнием и силицируемой заготовкой.
Проведение перед 1÷3-часовой выдержкой при 1700÷1900°С часовой выдержки при 1700÷1800°С с последующим охлаждением до 1300÷1400°С в вакууме или при атмосферном давлении в среде аргона и нагревом до 1700÷1900°С в вакууме позволяет ввести большую часть кремния в поры материала еще до стадии окончательной выдержки при 1700÷1900°С, а на последней произвести его карбидизацию, тем самым уменьшив содержание свободного кремния в УККМ.
Кроме того, естественно, увеличивается вероятность получения более хорошего результата по степени и равномерности силицирования.
Проведение окончательного охлаждения силицируемой заготовки при давлении в реакторе не более 100 мм рт.ст. позволяет существенно уменьшить образование на изделии из УККМ наплывов конденсата паров кремния.
Нагрев до температуры, с которой производится промежуточное охлаждение, ниже 1700°С не целесообразен, т.к. при этом уменьшается количество конденсирующихся паров кремния.
Нагрев до температуры, превышающей температуру 1800°С, также не целесообразен, т.к. увеличивается риск временного выхода из строя вакуумной установки из-за чрезмерного (без необходимости) перегрева; в то же время выдержки при температуре 1800°С вполне достаточно для образования на стадии промежуточного охлаждения сравнительно большого количества конденсата паров кремния; тем более, что промежуточное охлаждение можно провести при повышенном давлении в реакторе.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность благодаря реализации процесса конденсации паров кремния в окрестности силицируемой заготовки повысить скорость массопереноса кремния в поры материала.
Новое свойство позволяет повысить степень и равномерность силицирования крупногабаритных заготовок из УУКМ или по крайней мере повысить вероятность достижения указанного результата при силицировании их в ретортах с проницаемыми стыками.
Способ осуществляют следующим образом.
Одним из известных способов изготавливают заготовку из пористого углеграфитового материала.
Силицируемую заготовку из углеграфитового материала и тигли с кремнием устанавливают в замкнутом объеме реторты. При этом часть тиглей с кремнием устанавливают в оснастке, выполненной в виде этажерок, вокруг силицируемой заготовки. Другую часть в соответствии с заявляемым техническим решением устанавливают во внутреннем объеме заготовки с таким расчетом, чтобы вес оснастки с размещенными на ней тиглями с кремнием превысил вес силицируемой заготовки (предпочтительно в 4-10 раз). При недостаточном для размещения во внутреннем объеме силицируемой заготовки - количестве тиглей с кремнием (необходимом для обеспечения превышения их веса в сумме с весом оснастки над массой силицируемой заготовки) в качестве оснастки для установки тиглей с кремнием используют расположенный по центру заготовки концентрично ей пенал из графита или УУКМ, внутри которого размещают стержень из тугоплавкого металла, например молибдена или вольфрама, при этом тигли с кремнием устанавливают, нанизывая их на пенал, а на последнем выполняют герметичное пироуглеродное покрытие. Заготовку при наличии со стороны ее торцев припусков на мех. обработку закрывают дисками, а при отсутствии указанных припусков - прикрывают дисками, обеспечивая зазор не менее 2 мм. Затем на (или под) диски вблизи торцев заготовки устанавливают тигли с кремнием. Затем силицируемую заготовку вместе с оснасткой нагревают в вакууме в парах кремния до температуры 1700÷1900°С. После этого заготовку выдерживают в указанном интервале температур и давлений в течение 1-3-х часов. Затем заготовку охлаждают в парах кремния.
В предпочтительном варианте заготовку перед окончательной выдержкой при 1700÷1900°С нагревают до 1700÷1800°С, производят выдержку в вакууме в течение 1 часа, после чего охлаждают до 1300-1400°С в вакууме или при атмосферном давлении в аргоне в парах кремния с последующим нагревом до 1700÷1900°С в вакууме.
На стадии промежуточного охлаждения с 1700÷1800°С до 1300÷1400°С силицируемая заготовка, имеющая вес меньше, чем вес оснастки и тиглей с кремнием, и даже меньше, чем вес только тиглей с кремнием, быстрее их отдает тепло реторте, в то время как оснастка и тигли с кремнием, размещенные во внутреннем объеме заготовки, дольше удерживают тепло. В результате в окрестности силицируемой заготовки возникает состояние пересыщенных паров кремния.
При испарении кремния из тиглей, установленных на дисках, которыми закрыт или прикрыт внутренний объем заготовки, вблизи них образуется атмосфера паров кремния. И хотя из-за утечки их в сторону внутренней поверхности реторты, в том числе в сторону проницаемых стыков между ее частями, давление паров кремния возле этих тиглей не равно давлению насыщенных паров, тем не менее наличие паров кремния на пути выхода паров кремния из внутреннего объема заготовки, а также наличие препятствия их выходу в виде дисков (которыми закрыт или по крайней мере прикрыт внутренний объем заготовки) позволяет ограничить их выход из внутреннего объема заготовки.
Благодаря этому обстоятельству образующееся в окрестности силицируемой заготовки состояние пересыщенных паров кремния снимается лишь частично. В результате происходит конденсация паров кремния на поверхности и/или в порах материала заготовки. При нагреве с 1300÷1400°С до 1700÷1900°С происходит карбидизация зашедшего в поры материала кремния.
В результате 1÷3-часовой выдержки при 1700÷1900°С в вакууме или при атмосферном давлении в аргоне завершается карбидизация введенного на предыдущих стадиях кремния.
После этого заготовку окончательно охлаждают в вакууме в парах кремния. На этой стадии также возникает пересыщенное состояние паров кремния в окрестности силицируемой заготовки, следствием чего является их конденсация на поверхности и/или непосредственно в порах материала силицируемой заготовки. На этой стадии, если ей предшествовало промежуточное охлаждение, конденсируется меньше кремния. Обусловлено это тем, что в результате предшествующего испарения кремния из установленных во внутреннем объеме заготовки тиглей уменьшается их вес, в результате чего уменьшается степень пересыщения в окрестности силицируемой заготовки.
Конденсации меньшего количества паров кремния способствует также проведение окончательного охлаждения при давлении в реакторе не более 100 мм рт.ст.
При конденсации паров кремния, проводимой на стадии окончательного охлаждения при давлении в реакторе не более 100 мм рт.ст., уменьшается вероятность образования на силицируемой заготовке застывших капель конденсата паров кремния. Ниже со ссылкой на чертежи приведены некоторые примеры конкретного выполнения способа в подробном изложении.
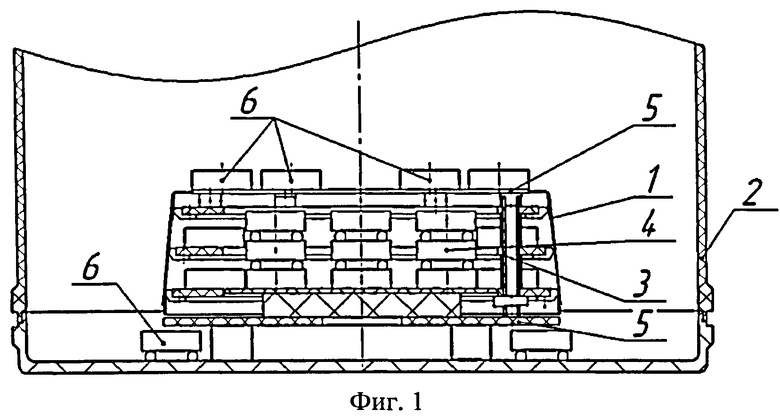
Пример 1; поясняется чертежом (фиг.1)
Одним из известных способов изготовили заготовку в виде конической оболочки размерами ⌀ 900×⌀1200×h 1000×δ 3÷8 мм из углеродного материала, а именно из углерод-углеродного композиционного материала на основе каркаса тканепрошивной структуры из высокомодульной ткани марки УТ-900 П и комбинированной коксо-пироуглеродной матрицы.
УУКМ имел кажущуюся плотность 1,46 г/см3 и открытую пористость 8,3%. Заготовку 1 из УУКМ установили в реторту 2 таким образом, что этажерка 3, загруженная тиглями 4 с кремнием, оказалась внутри заготовки 1, а последняя оказалась закрытой со стороны нижнего торца диском 5 из ранее просилицированного графита, на котором стояла. При этом вес этажерки с тиглями с кремнием, а также отдельно тиглей с кремнием (т.е. без этажерки) превысил вес силицируемой заготовки в 7 и 3, 4 раза соответственно. Под нижним диском 5 заранее было установлено 2 ряда тиглей 6 с кремнием. Затем силицируемую заготовку 1 со стороны ее верхнего торца закрыли диском 5 из предварительно силицированного УУКМ, а на него установили 2 ряда тиглей 6 с кремнием. Затем вокруг наружной поверхности заготовки 1 установили (на всю ее высоту) этажерки, на полочках которых расположили тигли с кремнием. После этого реторту закрыли крышкой, превратив ее объем в замкнутый. Затем закончили подготовку вакуумной установки к проведению режима силицирования. После этого произвели нагрев заготовки при давлении в реакторе 3 мм рт.ст. до температуры 1800°С. Затем произвели выдержку в течение 2-х часов при 1800÷1850°С и давлении в реакторе 5 мм рт.ст. После этого произвели охлаждение заготовки до 1300°С со скоростью 140 градусов при давлении в реакторе 3 мм рт.ст. в парах кремния и с 1300°С до 20°С с произвольной скоростью. В результате получили изделие из УККМ, имеющее на всей поверхности стальной цвет (цвет свободного кремния), наплывов конденсата паров кремния не имелось.
В результате исследования физико-химических характеристик УККМ образцов, вырезанных из верхнего и нижнего припусков изделия, установлено, что УККМ верхнего припуска имеет кажущуюся плотность 1,79 г/см3, открытую пористость 5,6%, содержание общего (связанного и несвязанного в карбид) кремния - 19,1% при содержании свободного - 5,4%,
а УККМ нижнего припуска имеет кажущуюся плотность 1,84 г/см3, открытую пористость 4,3%, содержание общего (связанного и несвязанного в карбид) кремния - 21,2% при содержании свободного - 5,6%.
Пример 2
Изготовили таких же габаритов изделие из УККМ, как в примере 1. Для силицирования использовали заготовку из УУКМ с кажущейся плотностью 1,45 г/см3, открытой пористостью 8,9%. Подготовку к режиму силицирования проводили аналогично примеру 1.
Режим силицирования провели аналогично примеру 1 с тем существенным отличием, что перед 2-часовой выдержкой при 1800÷1850°С провели нагрев до 1750°С и произвели часовую выдержку при 1750-1800°С.
Затем произвели охлаждение до 1350°С со скоростью 150 град/час при давлении в реакторе 5 мм рт.ст. После этого произвели нагрев с 1350 до 1800°С при давлении в реакторе 3 мм рт.ст. В результате получили изделие из УККМ, имеющее на всей поверхности стальной цвет (цвет свободного кремния); наплывов конденсата паров кремния не имелось.
В результате исследования физико-химических характеристик УККМ образцов, вырезанных из верхнего и нижнего припусков изделия, установлено, что они имеет достаточно близкие значения, а именно: кажущуюся плотность 1,81 г/см3 и 1,86 г/см3, открытую пористость 5,4% и 3,8%, содержание общего кремния - 19,3 и 21,8% при содержании свободного кремния - 5,0 и 5,2% соответственно.
В соответствии с примером 2 было проведено четыре режима силицирования заготовок из УУКМ с плотностью и открытой пористостью, близкими к примеру 2.
В результате силицирования получено изделие из УККМ с близкими значениями плотности, открытой пористости, содержанием общего и свободного кремния. Это свидетельствует о достаточно высокой степени воспроизводимости результатов силицирования от процесса к процессу.
Пример 5
Изготовили изделие из УККМ практически тех же размеров, что в примерах 1, 2, но не имеющее припусков на мех. обработку. Для силицирования взяли заготовку из УУКМ с плотностью 1,46 г/см3 и открытой пористостью 7,5%. В отличие от примера 2 диски, прикрывающие внутренний объем силицируемой заготовки, установили по отношению к торцу заготовки с зазором 2,0÷3,0 мм. Режим силицирования провели аналогично примеру 2. В результате получили изделие из УККМ с равномерным по всей поверхности стальным цветом.
Содержание общего кремния в УККМ составило - 21,8%.
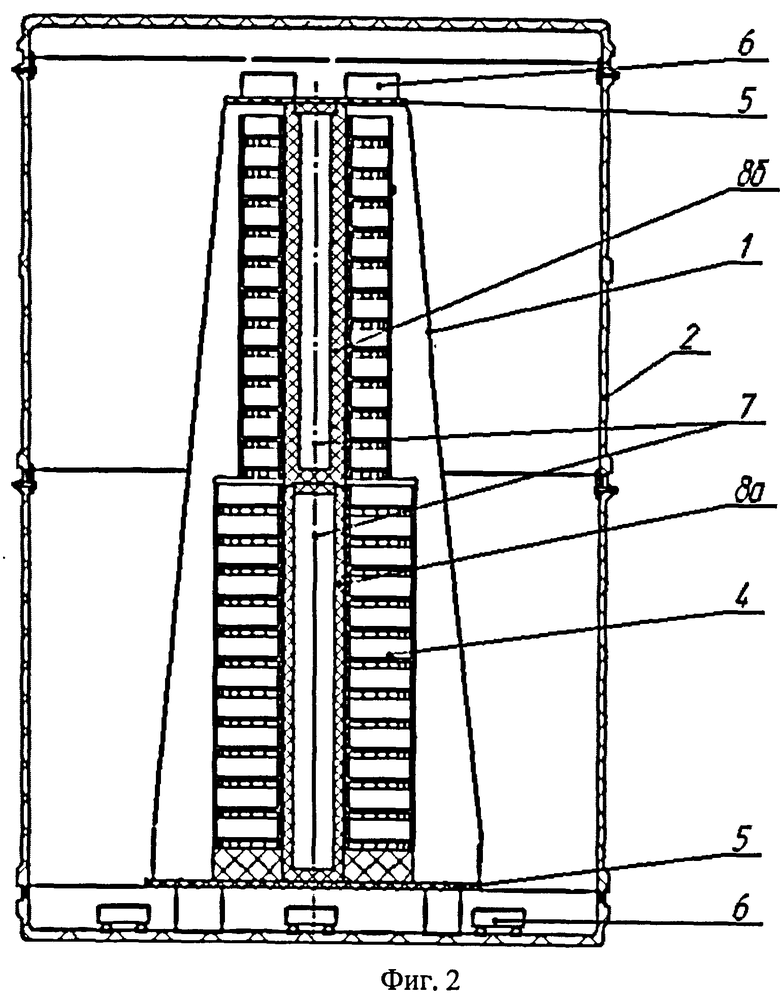
Пример 6 поясняется чертежом (фиг.2)
Изготовили изделие из УККМ размером ⌀ 100×⌀540×h 2060×δ 3÷8 мм. Для силицирования взяли заготовку из УУКМ плотностью 1,47 г/см3 и открытой пористостью 8,5%.
Перед установкой заготовки 1 из УУКМ в реторту 2 произвели сборку оснастки, предназначенной для размещения во внутреннем объеме силицируемой заготовки.
Для этого по центру реторты 2 на ее дне установили 2 ряда тиглей с кремнием, а по ним - диск 5 из предварительно силицированного УУКМ. На диск установили предварительно герметизированный (за счет формирования по нему пироуглеродного покрытия) графитовый пенал, а точнее: его нижнюю часть с размещенными внутри него стержнем 7 из молибдена. На графитовый пенал нанизали тигли 4, заполненные кусочками кремния, устанавливая между ними проставки, обеспечивающие выход паров кремния из тиглей.
Затем на нижнюю часть пенала 8а установили верхнюю часть 8б, нанизав на нее тигли 4 с кремнием.
Затем концентрично этой сборке установили силицируемую заготовку 1 с таким расчетом, чтобы ее нижний торец вошел в контакт с нижним диском 5. Затем верхний торец заготовки 1 прикрыли диском 5 из силицированого УУКМ, установив его на проставки верхнего тигля с кремнием с таким расчетом, чтобы между торцем заготовки и диском образовался зазор величиной 2÷3 мм. Затем на диск 5 установили 2 ряда тиглей 6 с кремнием. Благодаря такому исполнению оснастки ее вес вместе с тиглями, заполненными кремнием, превысил вес силицируемой заготовки в 6,5 раз. Режим силицирования провели по режиму примера 2. В результате получили изделие из УККМ по всей поверхности стального цвета. Содержание кремния в УККМ составило 18,3%.
Остальные примеры конкретного выполнения способа в более кратком изложении, где примеры 1÷7, 9, 11, 13 полностью соответствуют заявляемым признакам (при этом пример 13 не соответствует предпочтительному варианту исполнения способа), а примеры 8, 10, 12, 14, 15 - с некоторыми отклонениями от них (от заявляемых признаков), приведены в таблице. Здесь же приведены примеры 16, 17 изготовления изделий из УККМ в соответствии со способом-прототипом. На основе анализа таблицы можно констатировать следующее:
1. Выполнение способа в полном соответствии с заявляемыми признаками (примеры 1÷7, 9, 11) позволяет получить изделие из УККМ с высокой степенью и равномерностью силицирования и, что особенно важно, с воспроизводимыми от процесса к процессу результатами. При этом наличие в режиме силицирования стадии промежуточного охлаждения с 1700÷1800°С до 1300÷1400°С позволяет получить более высокую степень силицирования при меньшем количестве свободного кремния в УККМ (примеры 4, 5) в сравнении с режимами, не имеющими этой стадии (примеры 1-3). При проведении режима силицирования с однократным охлаждением, производимым при повышенном давлении в реакторе (пример 8), получают изделие из УККМ, на поверхности которого имеются наплывы застывшего конденсата паров кремния, а УККМ имеет более высокое содержание свободного кремния, чем в режимах, где стадия окончательного охлаждения проводится при низком давлении в реакторе; причем даже в том случае, если имелась стадия промежуточного охлаждения, произведенная при повышенном давлении в реакторе (сравни между собой пример 8 с примерами 7 и 1).
2. В том случае, когда превышение веса оснастки и тиглей с кремнием над весом силицируемой оболочки не соответствует предпочтительному варианту исполнения способа, получают изделие из УККМ с меньшей степенью силицирования, чем при изготовлении его в соответствии с предпочтительным вариантом (сравни между собой пример 13 с примерами 1-7).
3. При неполном соответствии способа изготовления изделий из УККМ заявляемым признакам (примеры 12, 14, 15), - причем хотя бы по одному, - получают изделие из УККМ с низкой степенью и равномерностью силицирования.
4. Еще более плохие результаты по степени и равномерности силицирования получают при изготовлении изделия из УККМ по способу-прототипу (примеры 16, 17), то есть когда не выполняется ни один из заявляемых признаков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО МАТЕРИАЛА | 2012 |
|
RU2497778C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2516096C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО МАТЕРИАЛА | 2011 |
|
RU2458889C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2510386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2521170C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО МАТЕРИАЛА | 2011 |
|
RU2486132C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО МАТЕРИАЛА | 2012 |
|
RU2494962C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО МАТЕРИАЛА | 2011 |
|
RU2471750C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО МАТЕРИАЛА | 2011 |
|
RU2480433C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2561096C1 |
Изобретение относится к области конструкционных материалов, работающих в условиях высокого теплового нагружения и окислительной среды, и может быть использовано в химической, нефтехимической и химико-металлургической отраслях промышленности, а также в авиатехнике для создания изделий и элементов конструкций, подвергающихся воздействию агрессивных сред. Заготовку из пористого углеграфитового материала размещают вместе с тиглями с кремнием в замкнутом объеме реторты, нагревают в вакууме или при атмосферном давлении в аргоне в парах кремния до температуры 1700-1900оС, выдерживают в указанном интервале температур и давлений в течение 1-3 часов и охлаждают. При этом часть тиглей с кремнием размещают на оснастке и устанавливают во внутреннем объеме силицируемой заготовки, затем заготовку при наличии со стороны ее торцев припусков на механическую обработку закрывают, а при их отсутствии - прикрывают дисками, обеспечивая зазор между ними и заготовкой не менее 2 мм, после чего устанавливают на диски вблизи торцев заготовки тигли с кремнием. Охлаждение заготовки производят в парах кремния. Вес оснастки с размещенными на ней тиглями с кремнием превышает вес силицируемой заготовки в 4-10 раз. Технический результат изобретения - повышение степени и равномерности силицирования, воспроизводимость результатов. 1 н. 4 з.п. ф-лы, 15 пр., 1 табл., 2 ил.
1. Способ изготовления изделий из углерод-карбидокремниевого материала в форме оболочек, включающий изготовление заготовки из пористого углеграфитового материала, размещение ее и тиглей с кремнием в замкнутом объеме реторты, нагрев заготовки в вакууме или при атмосферном давлении в аргоне в парах кремния до температуры 1700÷1900°С, выдержку в указанном интервале температур и давлений в течение 1÷3-х часов и охлаждение, отличающийся тем, что часть тиглей с кремнием, размещенных на оснастке, устанавливают во внутреннем объеме силицируемой заготовки с таким расчетом, чтобы вес оснастки с размещенными на ней тиглями с кремнием превысил вес силицируемой заготовки; затем заготовку при наличии со стороны ее торцев припусков на механическую обработку закрывают, а при их отсутствии - прикрывают дисками, обеспечивая зазор между ними и заготовкой не менее 2 мм, после чего устанавливают на диске вблизи торцев заготовки тигли с кремнием; при этом охлаждение заготовки производят в парах кремния.
2. Способ по п.1, отличающийся тем, что вес оснастки с размещенными на ней тиглями с кремнием превышает вес силицируемой заготовки в 4-10 раз.
3. Способ по п.1, отличающийся тем, что в качестве оснастки для установки тиглей с кремнием используют расположенный по центру заготовки концентрично ей пенал из графита или углерод-углеродного композиционного материала, внутри которого размещают стержень из тугоплавкого металла, имеющего высокую плотность, например, из молибдена или вольфрама; при этом тигли с кремнием устанавливают, нанизывая их на пенал, а на последнем выполняют герметичное пироуглеродное покрытие.
4. Способ по п.п.1 или 2, отличающийся тем, что перед стадией 1÷3-часовой выдержки при температуре 1700÷1900°С производят часовую выдержку при 1700÷1800°С с последующим охлаждением до 1300÷1400°С в вакууме или при атмосферном давлении в аргоне и нагревом до 1700÷1900°С в вакууме.
5. Способ по п.1, отличающийся тем, что охлаждение после выдержки при 1700÷1900°С производят при давлении в реакторе не более 100 мм рт.ст.
| Способ насыщения изделий из пористого углеродного материала карбидом кремния | 1991 |
|
SU1834839A3 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И УГЛЕРОД-КАРБИДОКРЕМНИЕВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1992 |
|
RU2084425C1 |
| КРЕПЕУКЛАДЧИК СБОРНОЙ ЖЕЛЕЗОБЕТОННОЙ КРЕПИ | 1957 |
|
SU110089A1 |
| Устройство для склеивания брусков на продольный зубчатый шип | 1989 |
|
SU1761475A1 |
| Способ работы котла | 1981 |
|
SU1008569A1 |

