Изобретение относится к машиностроению и может быть использовано для обработки плоских и контурных поверхностей.
Наиболее близким аналогом является способ фрезерования поверхностей на станках с ЧПУ [1] инструментом с цилиндрической производящей поверхностью, которому сообщают вращательное главное движение и поступательное движение подачи в направлении фрезерования. При использовании этого способа инструмент изнашивается в зонах постоянного контакта с заготовкой, т.е. неравномерно. Причем в крайних точках контакта режущей кромки с заготовкой, т.е. в вершинах, инструмент изнашивается наиболее интенсивно - образуются проточины из-за более высокой локализации температуры в вершинах режущих зубьев. Таким образом, основным недостатком этого способа является низкая стойкость инструмента, причиной которой является неизменность зоны контакта зуба инструмента с заготовкой в процессе обработки и, кроме того, невозможность обеспечить эффективное косоугольное резание при работе фрезами с параллельным к оси инструмента расположением зубьев.
Задачей изобретения является повышение стойкости инструмента за счет постоянного смещения режущих кромок относительно поверхности резания и изменения положения вершин зуба.
Способ включает использование инструмента с цилиндрической производящей поверхностью, которому сообщают вращательное главное движение и поступательное движение подачи в направлении фрезерования. Для повышения стойкости инструменту сообщают дополнительное возвратно-поступательное движение подачи в направлении прямолинейной образующей инструмента с длиной хода, не превышающей разность между проекцией ширины фрезерования на плоскость, проходящую через ось инструмента, и длиной рабочей части инструмента, а величину скорости возвратно-поступательного движения устанавливают не менее чем с восьмикратным превышением скорости поступательного движения подачи инструмента в направлении фрезерования.
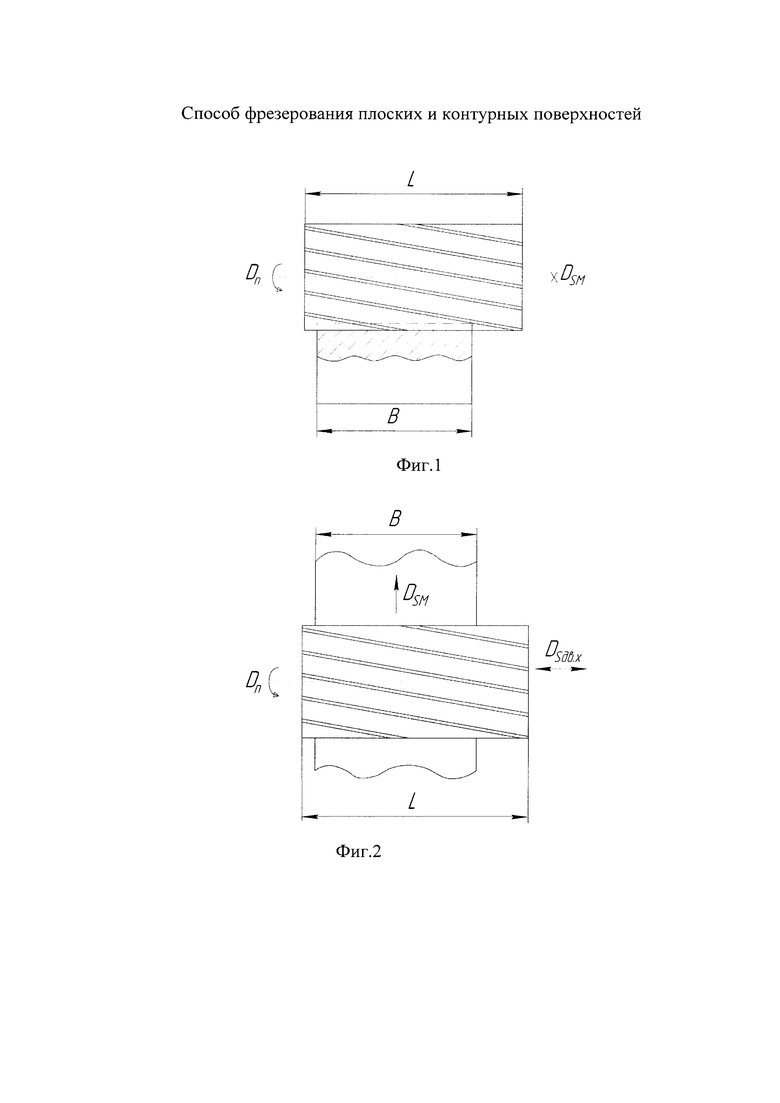
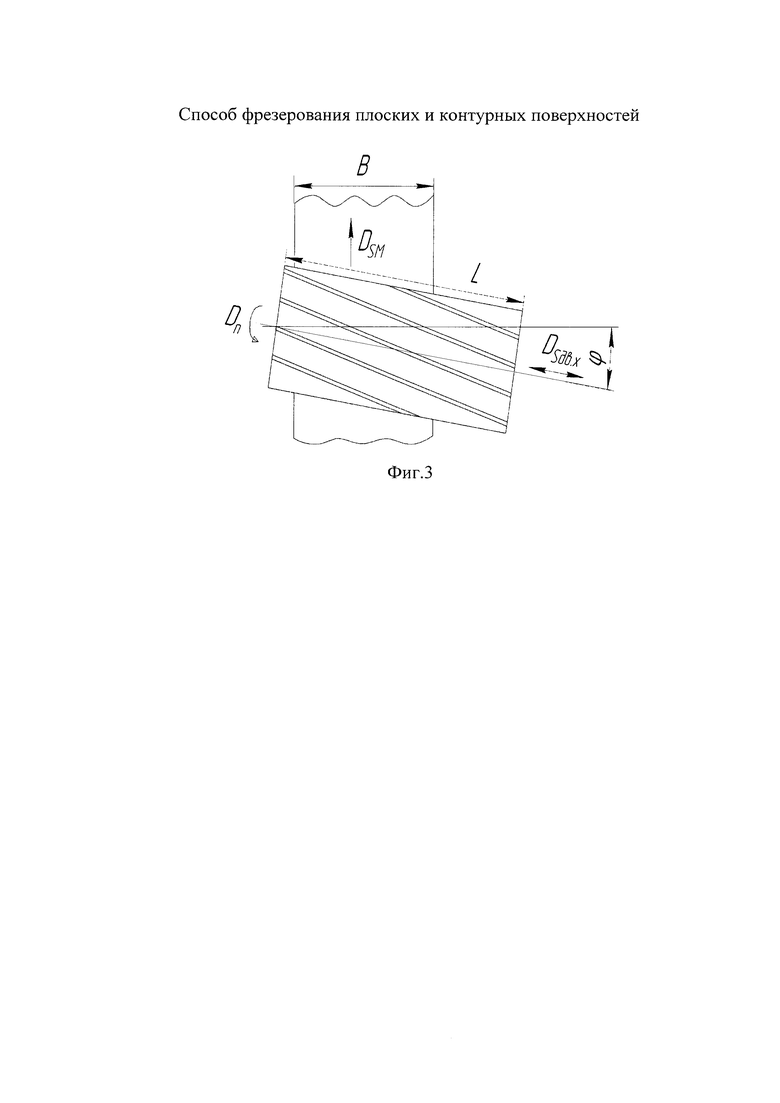
На фиг. 1 изображена фронтальная проекция схемы фрезерования с осью инструмента, расположенной перпендикулярно к направлению движения подачи в направлении фрезерования, на фиг. 2 - вид сверху на фиг. 1, на фиг. 3 - схема фрезерования инструментом, расположенным под углом к направлению фрезерования.
Обработку осуществляют на станках с ЧПУ с возможностью осуществления двух одновременных движений по взаимно перпендикулярным координатам. При обработке плоскости или криволинейного контура заготовки осуществляют вращательное главное движение инструмента Dn (фиг. 1, 2, 3) и два одновременных движения подачи, одно в направлении фрезерования DSM, а второе, возвратно-поступательное, в направлении прямолинейной образующей инструмента DSдв.х. Длина хода инструмента в направлении возвратно-поступательного движения должна быть максимальной, но не превышать разности между проекцией ширины фрезеруемой поверхности на плоскость, проходящую через ось инструмента, и длиной рабочей части инструмента, определяется по формуле:
l≤B/cosϕ-L
В - ширина фрезеруемой поверхности;
ϕ - угол между плоскостью, перпендикулярной направлению фрезерования, и осью инструмента (фиг. 3);
L - длина рабочей части инструмента.
Таким образом, задействуется вся рабочая часть инструмента, и инструмент равномерно изнашивается по всей длине.
Скорость возвратно-поступательного движения подачи устанавливается из соотношения:
Vдв.х≥8VM,
где, Vдв.х - скорость подачи возвратно-поступательного движения, мм/мин;
VM - скорость минутной подачи в направлении фрезерования.
Режущие кромки, непрерывно смещаясь относительно поверхности резания, постоянно обновляются, что ведет к снижению теплонагруженности на передней и задней поверхности зуба инструмента и, как следствие, повышению стойкости. Скорость обновления режущей кромки зависит от соотношения скоростей подачи возвратно-поступательного движения и подачи в направлении фрезерования. Экспериментально установлено, что очевидный эффект проявляется как минимум при восьмикратном превышении скорости возвратно-поступательного движения над скоростью подачи в направлении фрезерования. Кроме того, возвратно-поступательное движение подачи создает условие косоугольного резания даже для инструментов с прямолинейными режущими кромками, параллельными оси фрезы.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Металлорежущие инструменты: Учебник для вузов по специальностям «Технология машиностроения», «Металлорежущие станки и инструменты» / Г.Н. Сахаров, О.Б. Арбузов, Ю.Л. Боровой и др. М.: Машиностроение, 1989. - 328 с., стр. 80, 81, рис. 2.35 а), е).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2497636C1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2514256C1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| СПОСОБ ВИНТОВОГО ЧЕРНОВОГО ФРЕЗЕРОВАНИЯ ФАСОННЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2344023C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВЫПУКЛЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ПРОФИЛЕЙ | 2010 |
|
RU2476295C2 |
| СПОСОБ ТОРЦОВОГО ФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2498882C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
Изобретение относится к машиностроению и может быть использовано для обработки плоских и контурных поверхностей на станках с ЧПУ. Способ включает фрезерование поверхностей заготовки инструментом с цилиндрической производящей поверхностью и прямолинейной образующей, которому сообщают главное вращательное движение и поступательное движение подачи в направлении фрезерования. Инструменту сообщают дополнительное возвратно-поступательное движение подачи в направлении прямолинейной образующей инструмента с длиной хода, не превышающей разность между проекцией ширины фрезерования на плоскость, проходящую через ось инструмента, и длиной рабочей части инструмента. Скорость возвратно-поступательного движения устанавливают не менее чем с восьмикратным превышением скорости указанного поступательного движения подачи инструмента в направлении фрезерования. Повышается стойкость инструмента. 3 ил.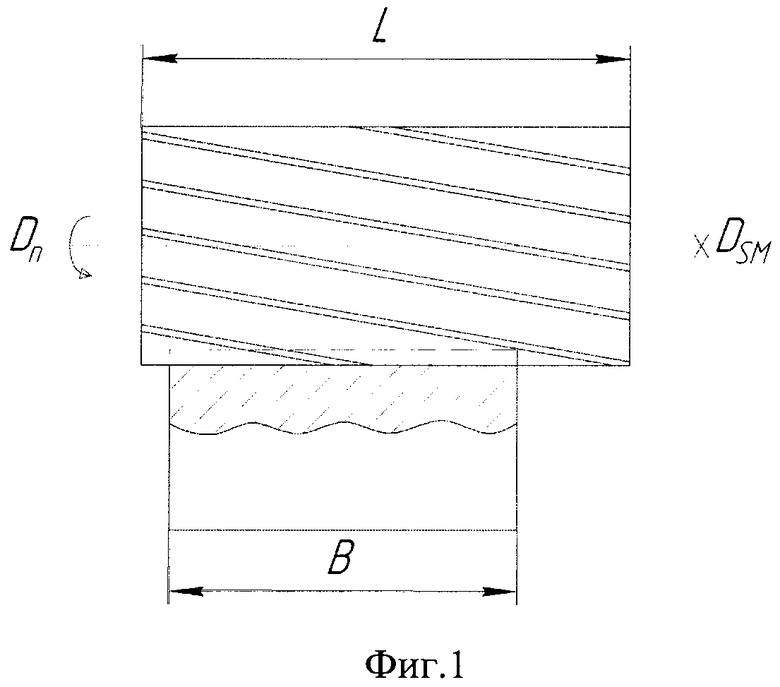
Способ фрезерования заготовки на станках с ЧПУ, включающий фрезерование поверхностей заготовки инструментом с цилиндрической производящей поверхностью и прямолинейной образующей, которому сообщают главное вращательное движение и поступательное движение подачи в направлении фрезерования, отличающийся тем, что инструменту сообщают дополнительное возвратно-поступательное движение подачи в направлении прямолинейной образующей инструмента с длиной хода, не превышающей разность между проекцией ширины фрезерования на плоскость, проходящую через ось инструмента, и длиной рабочей части инструмента, при этом скорость возвратно-поступательного движения устанавливают с не менее чем восьмикратным превышением скорости указанного поступательного движения подачи инструмента в направлении фрезерования.
| УЧЕБНИК ДЛЯ ВУЗОВ ПО СПЕЦИАЛЬНОСТЯМ "ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ", "МЕТАЛЛОРЕЖУЩИЕ СТАНКИ И ИНСТРУМЕНТЫ", М., МАШИНОСТРОЕНИЕ, 1989, с.80-81, рис.2.35 а), е) | |||
| Способ фрезерования | 1978 |
|
SU670393A1 |
| Способ обработки плоскости | 1983 |
|
SU1139576A1 |
| СПОСОБ ЧИСТОВОГО ФРЕЗЕРОВАНИЯ | 1996 |
|
RU2137575C1 |
| US 6869259 B2, 22.03.2005. | |||

