Настоящее изобретение относится к области получения олефиновых углеводородов, в частности олефиновых углеводородов C3-C5 или их смесей, дегидрированием соответствующих парафиновых углеводородов.
Известен способ получения олефинов C3-C5, заключающийся в том, что в качестве сырья для процесса используют смесь парафиновых углеводородов C1-C5. Катализатор для данного процесса содержит оксид хрома, оксид щелочного металла, оксиды переходных металлов (выбранных из ряда Zr, и/или Се, и/или U) и носитель (Патент RU №2402514, 27.10.2010, бюл. №30). Процесс может быть реализован в проточных реакторах с кипящим или стационарным слоем катализатора, циклами дегидрирования-регенерации. Основной компонент исходного сырья (парафин, который подвергается дегидрированию) разбавляется другим парафином или парафинами, который (которые) также подвергаются дегидрированию. Недостатками способа являются: 1) снижение производительности при производстве одного целевого олефина, что характерно для любого способа с разбавлением сырья инертом; 2) ограниченность применения в случае использования сырья, содержащего несколько способных к дегидрированию парафинов.
Известен способ получения олефиновых углеводородов путем дегидрирования соответствующих парафиновых углеводородов в присутствии катализатора, включающий регенерацию катализатора, содержащего оксиды хрома, олова, щелочного металла, кремния и алюминия. Дегидрирование осуществляют при температуре от 450 до 800°С, давлении от 0,1 до 3 ата и объемной скорости газа от 100 до 1000 ч-1. Регенерацию катализатора осуществляют в присутствии воздуха, кислорода или другого газа, поддерживающего горение, при температуре выше средней температуры дегидрирования и атмосферном или несколько большем давлении, объемной скорости газа от 100 до 1000 ч-1 и времени пребывания катализатора в зоне регенерации от 5 до 60 мин. Процесс может применяться для любой технологии дегидрирования: в неподвижном, псевдоожиженном или движущемся слое катализатора (Патент RU №2127242, 10.03.1999, бюл. №7). Недостатком способа является наличие в составе катализатора щелочного металла (калия), который стабилизирует соединение шестивалентного хрома, являющегося сильным окислителем, и наличие которого в катализаторе снижает выход олефина.
Наиболее близким к предлагаемым изобретениям является способ получения олефиновых углеводородов путем дегидрирования соответствующих парафиновых углеводородов в присутствии катализатора, содержащего оксиды хрома, цинка и алюминия, с последующей его регенерацией и восстановлением. Дегидрирование осуществляют при температуре 500-620°С, давлении 1-2 ата и объемной скорости газа 100-600 ч-1. Регенерацию катализатора осуществляют в присутствии воздуха или другого кислородсодержащего газа при температуре 630-670°С, атмосферном или несколько большем атмосферного давлении, объемной скорости газа 100-500 ч-1 и времени пребывания катализатора в зоне регенерации 10-60 мин. Восстановление осуществляют при температуре 640-700°С, атмосферном, несколько меньшем или несколько большем атмосферного давлении, объемной скорости газа 40-60 ч-1 и времени пребывания катализатора в зоне восстановления 1-3 мин.
Процесс может применяться для любой технологии дегидрирования в неподвижном, псевдоожиженном или движущемся слое катализатора (Патент RU №2178398, 20.01.2002, бюл. №2). Недостатком способа является недостаточная эффективность.
Задачей, решаемой настоящим изобретением, является повышение эффективности способа получения олефиновых углеводородов или их смесей дегидрированием соответствующих парафиновых углеводородов или их смесей, а также создание активного и селективного катализатора для осуществления указанного способа.
Указанный результат достигается способом получения олефиновых углеводородов C3-C5 дегидрированием парафиновых углеводородов в присутствии катализатора, содержащего оксид хрома, оксид цинка и оксид алюминия, включающим стадию регенерации катализатора, согласно которому дегидрированию подвергают парафиновые углеводороды C3-C5 или их смеси, перед стадией регенерации осуществляют удаление продуктов реакции из катализатора пропусканием через катализатор последовательно вначале углеводородов C1-C5 или их смесей, затем азота и используют катализатор, содержащий дополнительно алюмомагниевую шпинель и, по крайней мере, оксид олова в количестве 0,1-3,0 мас.%.
Поставленная задача решается также катализатором для получения олефиновых углеводородов указанным способом, содержащим оксид хрома, оксид цинка, алюмомагниевую шпинель и дополнительно оксид олова при следующем содержании компонентов в пересчете на оксиды, мас.%:
Катализатор дополнительно может содержать соединение марганца при следующем содержание компонентов в пересчете на оксиды, мас.%:
Использование в катализаторе заявляемого сочетания компонентов в определенном количестве способствует более быстрому протеканию окислительно-восстановительных реакций, уменьшению образования кокса. В результате увеличивается активность и селективность катализатора и эффективность процесса.
Предлагаемый способ включает стадию регенерации катализатора, причем перед стадией регенерации осуществляется удаление продуктов реакции из катализатора пропусканием через катализатор последовательно вначале углеводородов C1-C5 или их смесей, затем азота.
Между частицами катализатора после окончания стадии синтеза находится реакционная масса, включающая целевые продукты (олефины) и не прореагировавшие исходные парафины; кроме того, часть углеводородов адсорбирована на поверхности катализатора. Пропускание через катализатор последовательно вначале углеводородов C1-C5 или их смесей, затем азота обеспечивает физическое вытеснение продуктов реакционной массы из объема между частицами катализатора и десорбцию адсорбированных на поверхности углеводородов. Осуществление подобной операции обеспечивает возвращение определенной доли исходного сырья и получаемых олефинов в реакционный поток, направляемый на переработку, т.е. исключает потери. Особенно это актуально для процессов с кипящим слоем. Использование только азота для операции удаления продуктов реакции из катализатора приводит к существенному расходу дорогого азота, который, попадая в реакционную массу, квалифицированно затем не используется, служит балластом. Использование только углеводородов C1-C5 или их смесей для данной операции, с одной стороны, является привлекательным, поскольку данные углеводороды попадают в реакционный поток и затем могут быть выделены отдельно или в составе фракции и использоваться в виде компонентов топлива, возвращаться в рецикл или использоваться по другому назначению. Однако использование только углеводородов C1-C5 или их смесей приводит к тому, что сами углеводороды C1-C5 или их смеси остаются между частицами катализатора и на его поверхности. Катализатор затем подвергается регенерации окислительной средой, например воздухом или другим кислородсодержащим газом. Поскольку содержание углеводородов C1-C5 или их смесей в катализаторе сложно контролировать и/или регулировать, возникают сложности с обеспечением безопасности процесса.
Осуществление операции удаления продуктов реакции из катализатора после стадии синтеза в две стадии: вначале углеводородами C1-C5 или их смесями, а затем азотом, обеспечивает качественное удаление продуктов реакционной массы, сокращение расхода азота, квалифицированное последующее использование газа и безопасность процесса. В качестве углеводородов C1-C5 или их смесей может использоваться природный газ или побочные фракции, полученные при переработке реакционной массы. В приведенных примерах использовались индивидуальные углеводороды или искусственные смеси. Экономия азота по предлагаемому способу составляет от 10,7 до 80,5 кг на 1 тонну подаваемого на дегидрирование парафина.
Катализатор для осуществления способа готовится приготовлением алюмооксидного носителя и пропиткой его трехокисью хрома: суспензия смеси соединения алюминия, оксида цинка, оксида олова и соединений марганца подвергается механохимической активации в течение 2÷24 часов, после чего сушится при 100÷180°С в течение 4÷10 часов и прокаливается при 900÷1200°С в течение 4-8 часов, после чего размалывается. Затем к прокаленному носителю добавляется тщательно измельченная алюмомагниевая шпинель. Носитель и алюмомагнивую шпинель перемешивают в течение 40 мин и пропитывают водным раствором трехокиси хрома; катализатор прокаливают при 650-750°С 2-5 ч.
Полученный катализатор испытывают в реакциях дегидрирования парафиновых углеводородов C3-C5 или их смесей. Дегидрированию по предлагаемому способу могут подвергаться пропан, н-бутан, изобутан, н-пентан, изопентан или их смеси в любом сочетании.
Каталитический цикл, моделирующий проведение реакции в промышленном реакторе, состоит из реакционной фазы, при которой углеводород подается в течение 30 мин; фазы продувки (десорбции) углеводородами C1-C5 или их смесями в течение 5 минут, а затем азотом в течение 5 мин для освобождения катализатора от адсорбированных продуктов реакции дегидрирования; фазы регенерации, когда в реактор подается газ регенерации - воздух в течение 30 мин, и снова фазы продувки, когда азот пропускают в реактор в течение 10 мин для освобождения катализатора от адсорбированных продуктов регенерации.
Предпочтительно дегидрирование осуществлять при температуре 520÷650°С, объемной скорости подачи сырья 100÷800 ч-1, давлении 0,2÷2 ата, удаление (десорбцию) продуктов реакции осуществлять вначале углеводородами C1-C5 или их смесями, подаваемыми с объемной скоростью 20÷200 ч-1, затем азотом с объемной скоростью 20÷200 ч-1, а регенерацию катализатора осуществлять воздухом или кислородсодержащим газом при температуре 560÷700°С, объемной скорости газа 100÷800 ч-1. При этих условиях достигаются лучшие сочетания активности катализатора и селективности по олефинам.
Процесс может применяться для любой технологии дегидрирования в неподвижном, псевдоожиженном или движущемся слое катализатора. При осуществлении процесса дегидрирования парафинов и регенерации катализатора в кипящем слое катализатора предпочтительна циркуляция катализатора по контуру реактор-регенератор, временем пребывания катализатора в реакционной зоне 5÷30 минут и временем пребывания в зоне регенерации 10÷50 минут.
Использование предлагаемого способа, включающего эффективное удаление продуктов реакции, сокращение расхода азота и применение эффективного катализатора, обеспечивает повышение эффективности процесса получения олефиновых углеводородов или их смесей.
Изобретение иллюстрируется следующими примерами.
Пример 1.
Катализатор готовят следующим образом:
Носитель получали из 287 г переосажденного гидрата окиси алюминия (остаток прокаливания - 67,1%), 159 г оксида цинка, 0,5 г оксида олова и 650 г воды путем перемешивания в шаровой мельнице в течение 22 ч при температуре 20°С. Полученную суспензию сушили при 110°С в течение 8 ч и прокаливали при 1100°С в течение 4 ч в токе воздуха, после чего продукт размалывали. К полученному носителю добавляли 12 г алюмомагниевой шпинели, 53,8 г трехокиси хрома и 1000 г воды и перемешивали в течение 40 мин. Полученную массу формовали в гранулы диаметром 3 мм, сушили при 110°С в течение 8 ч и прокаливали при 720°С в течение 4 ч в токе воздуха.
Полученный катализатор имел следующий химический состав, мас.%:
Cr2O3 - 10,0; ZnO - 40,0; SnO2 - 1,0; MgO - 1,0; Al2O3 - остальное.
Дегидрирование пропана, изобутана и их смесей (пропан - 67,1 об.%; изобутан - 32,5 об.%; примеси C2-C5 - 0,4 об.%) осуществлялось на неподвижном слое полученного катализатора.
Дегидрирование парафинов осуществлялось при температуре 580°С, давлении 0,2 ата, скорости 600 ч-1. Удаление продуктов реакции из катализатора осуществлялось вначале смесью углеводородов, содержащей, об.%: СН4 - 93,5; C2H4 - 6,3; C3H8 - 0,2, подаваемой со скоростью 80 ч-1, в течение 5 минут, затем азотом, подаваемым со скоростью 80 ч-1, в течение 5 минут. Регенерация катализатора осуществлялась воздухом при температуре 700°С, объемной скорости газа 100 ч-1.
Данные по каталитической активности приведены в таблице.
Пример 2.
Катализатор готовят аналогично примеру 1.
Дегидрирование пропана, изобутана, изопентана и их смесей (пропан - 46,5 об.%; изобутан - 22,4 об.%; изопентан - 30,6 об.%; примеси C2-C5 - 0,5 об.%) осуществлялось на неподвижном слое полученного катализатора.
Дегидрирование парафинов осуществлялось при температуре 650°С, давлении 0,6 ата, скорости 800 ч-1. Удаление продуктов реакции из катализатора осуществлялось вначале смесью углеводородов, содержащей, об.%: CH4 - 93,5; C2H4 - 6,3; C3H8 - 0,2, подаваемой со скоростью 200 ч-1, в течение 5 минут, затем азотом, подаваемым со скоростью 100 ч-1, в течение 5 минут. Регенерация катализатора осуществлялась воздухом при температуре 650°С, объемной скорости газа 400 ч-1.
Данные по каталитической активности приведены в таблице.
Пример 3.
Катализатор готовят аналогично примеру 1.
Дегидрирование изобутана, изопентана и их смесей (изобутан - 63,9 об.%; изопентан - 35,7 об.%; примеси C2-C5 - 0,4 об.%) осуществлялось на неподвижном слое полученного катализатора.
Дегидрирование парафинов осуществлялось при температуре 520°С, давлении 2,0 ата, скорости 100 ч-1. Удаление продуктов реакции осуществлялось вначале смесью углеводородов, содержащей, об.%: C3H8 - 65,6, изо-C4H10 - 33,2, изо-C5H12 - 1,2, подаваемой со скоростью 100 ч-1, в течение 5 минут, затем азотом, подаваемым со скоростью 20 ч-1, в течение 5 минут. Регенерация катализатора осуществлялась воздухом при температуре 560°С, объемной скорости газа 800 ч-1.
Данные по каталитической активности приведены в таблице.
Пример 4.
Носитель получали из 287 г переосажденного гидрата окиси алюминия (остаток прокаливания - 67,1%), 159 г оксида цинка, 0,5 г оксида олова и 650 г воды путем перемешивания в шаровой мельнице в течение 22 ч при температуре 20°С. Полученную суспензию сушили при 110°С в течение 8 ч и прокаливали при 1100°С в течение 4 ч в токе воздуха, после чего продукт размалывали. К полученному носителю добавляли 12 г алюмомагниевой шпинели и перемешивали в течение 40 мин. Микросферический катализатор, состоящий из частиц размером 5-250 мкм, получали методом распыления - сушки суспензии, полученной из 360 г носителя, 53,8 г трехокиси хрома и 1000 г воды в бисерной мельнице в течение 3 ч при 30°С. Образец катализатора подвергают термообработке при 720°С в течение 4 ч в токе воздуха.
Полученный катализатор имел следующий химический состав, мас.%:
Cr2O3 - 10,0; ZnO - 40,0; SnO2 - 1,0; MgO - 1,0; Al2O3 - остальное.
Дегидрирование пропана, изобутана и их смесей (пропан - 60,4 об.%; изобутан - 39,1 об.%; примеси C2-C5 - 0,5 об.%) осуществлялось в кипящем слое полученного катализатора.
Дегидрирование парафинов осуществлялось при температуре 580°С, давлении 1,05 ата, скорости 400 ч-1. Удаление продуктов реакции осуществлялось вначале смесью углеводородов, содержащей, об.%: CH4 - 93,5; C2H6 - 6,3; C3H8 - 0,2, подаваемой со скоростью 80 ч-1, в течение 5 минут, затем азотом, подаваемым со скоростью 80 ч-1, в течение 5 минут. Регенерация катализатора осуществлялась воздухом при температуре 650°С, объемной скорости газа 400 ч-1.
Данные по каталитической активности приведены в таблице.
Пример 5.
Катализатор готовят аналогично примеру 4, разница состоит в том, что полученный образец катализатора отличается процентным содержанием компонентов и имеет следующий химический состав, мас.%: Cr2O3 - 17,0; ZnO - 27,4; SnO2 - 0,1; MgO - 16,0; Al2O3 - остальное.
Дегидрирование пропана, изобутана и их смесей (по примеру 4) осуществлялось в кипящем слое полученного катализатора.
Дегидрирование парафинов осуществлялось при температуре 590°С, давлении 1,05 ата, скорости 400 ч-1. Удаление продуктов реакции осуществлялось вначале смесью углеводородов, содержащей, об.%: CH4 - 93,5; С2Н4 - 6,3; C3H8 - 0,2, подаваемой со скоростью 100 ч-1, в течение 5 минут, затем азотом, подаваемым со скоростью 100 ч-1, в течение 5 минут. Регенерация катализатора осуществлялась воздухом при температуре 650°С, объемной скорости газа 400 ч-1.
Данные по каталитическим свойствам полученного образца катализатора приведены в таблице.
Пример 6.
Катализатор готовят аналогично примеру 4, разница состоит в том, что полученный образец катализатора отличается процентным содержанием компонентов и имеет следующий химический состав, мас.%: Cr2O3 - 20,0; ZnO -10,0; SnO2 - 3,0; MgO - 20,0; Al2O3 - остальное.
Дегидрирование пропана, изобутана и их смесей (по примеру 4) осуществлялось в кипящем слое полученного катализатора.
Дегидрирование парафинов осуществлялось при температуре 590°С, давлении 1,05 ата, скорости 300 ч-1. Удаление продуктов реакции осуществлялось как в примере 5.
Данные по каталитическим свойствам полученного образца катализатора приведены в таблице.
Пример 7.
Катализатор готовят аналогично примеру 4, разница состоит в том, что полученный образец катализатора отличается процентным содержанием компонентов и имеет следующий химический состав, мас.%: Cr2O3 - 19,5; ZnO - 10,0; SnO2 - 1,3; MgO - 25,0; Al2O3 - остальное.
Дегидрирование пропана, изобутана и их смесей (по примеру 4) осуществлялось в кипящем слое полученного катализатора.
Дегидрирование парафинов осуществлялось при температуре 585°С, давлении 1,05 ата, скорости 350 ч-1. Удаление продуктов реакции осуществлялось как в примере 5.
Данные по каталитическим свойствам полученного образца катализатора приведены в таблице.
Пример 8.
Катализатор готовят аналогично примеру 4, но берут следующие исходные компоненты: продукт термохимической активации гидрата окиси алюминия (остаток прокаливания - 87,5%) в количестве 288 г, оксид цинка 135 г, оксалат олова 13,7 г, алюмомагниевая шпинель 140 г, трехокись хрома 275 г. Полученный образец катализатора имел следующий химический состав, мас.%: Cr2O3 - 30,0; ZnO - 19,0; SnO2 - 1,4; MgO - 14,5; Al2O3 - остальное.
Дегидрирование пропана, изобутана и их смесей (по примеру 4) осуществлялось в кипящем слое полученного катализатора.
Дегидрирование парафинов осуществлялось при температуре 590°С, давлении 1,05 атм. абсолютных, скорости 400 ч-1. Удаление продуктов реакции осуществлялось вначале смесью углеводородов, содержащей, об.%: C2H4 - 47,9; C3H8 - 52,1, подаваемой со скоростью 100 ч-1, в течение 5 минут, затем азотом, подаваемым со скоростью 100 Ч-1, в течение 5 минут. Регенерация катализатора осуществлялась воздухом при температуре 650°С, объемной скорости газа 400 ч-1.
Данные по каталитической активности приведены в таблице.
Пример 9.
Носитель получают из 268,5 г продукта термохимической активации гидрата окиси алюминия (остаток прокаливания = 87,5%), 215,0 г оксида цинка, 20,5 г оксалата олова и 1050 г воды путем перемешивания в шаровой мельнице в течение 24 ч при температуре 20°С. Полученную суспензию сушат при 110°С в течение 8 ч и прокаливают при 1100°С в течение 4 ч в токе воздуха. После этого носитель размалывают в шаровой мельнице в течение 4 ч, тщательно перемешивают с 82 г алюмомагниевой шпинели и 20 г оксида марганца, добавляют 157 г трехокиси хрома, перемешивают до образования пасты, формуют в гранулы. Гранулы катализатора сушат при 120°С в течение 8 ч и прокаливают при 700°С в течение 3 ч. Прокаленные гранулы селективно размалывают на дезинтеграторе для получения пылевидного катализатора с размером частиц 5-250.
Полученный образец катализатора имел следующий химический состав, мас.%: Cr2O3 - 18,8; ZnO - 33,7; SnO2 - 2,3; MgO - 5,2; MnO - 3,0; Al2O3 - остальное.
Дегидрирование пропана, изобутана и их смесей (по примеру 4) осуществлялось в кипящем слое полученного катализатора.
Дегидрирование парафинов осуществлялось при температуре 590°С, давлении 1,05 ата, скорости 400 ч-1. Удаление продуктов реакции осуществлялось вначале пропаном, подаваемым со скоростью 100 ч-1, в течение 5 минут, затем азотом, подаваемым со скоростью 100 ч-1, в течение 5 минут. Регенерация катализатора осуществлялась воздухом при температуре 650°С, объемной скорости газа 400 ч-1.
Данные по каталитической активности приведены в таблице.
Пример 10.
Катализатор готовят аналогично примеру 9, отличие состоит в другом содержании в готовом образце катализатора модифицирующей добавки MnO, а также в том, что в качестве исходного компонента при приготовлении образца использовался марганец сернокислый.
Полученный образец катализатора имел следующий химический состав, мас.%: Cr2O3 - 18,4; ZnO - 33,0; SnO2 - 2,4; MgO - 5,0; MnO - 5,0; Al2O3 - остальное.
Дегидрирование парафинов и удаление продуктов реакции осуществлялось аналогично примеру 9.
Данные по каталитическим свойствам полученного образца катализатора приведены в таблице.
Пример 11.
Катализатор готовят аналогично примеру 9, отличие состоит в другом содержании в образце катализатора модифицирующей добавки MnO, а также в том, что в качестве исходного компонента при приготовлении образца использовался марганец двухлористый.
Полученный образец катализатора имел следующий химический состав, мас.%: Cr2O3 - 19,4; ZnO - 34,7; SnO2 - 2,4; MgO - 5,3; MnO - 0,05; Al2O3 - остальное.
Дегидрирование парафинов и удаление продуктов реакции осуществлялось аналогично примеру 9.
Данные по каталитическим свойствам полученного образца катализатора приведены в таблице.
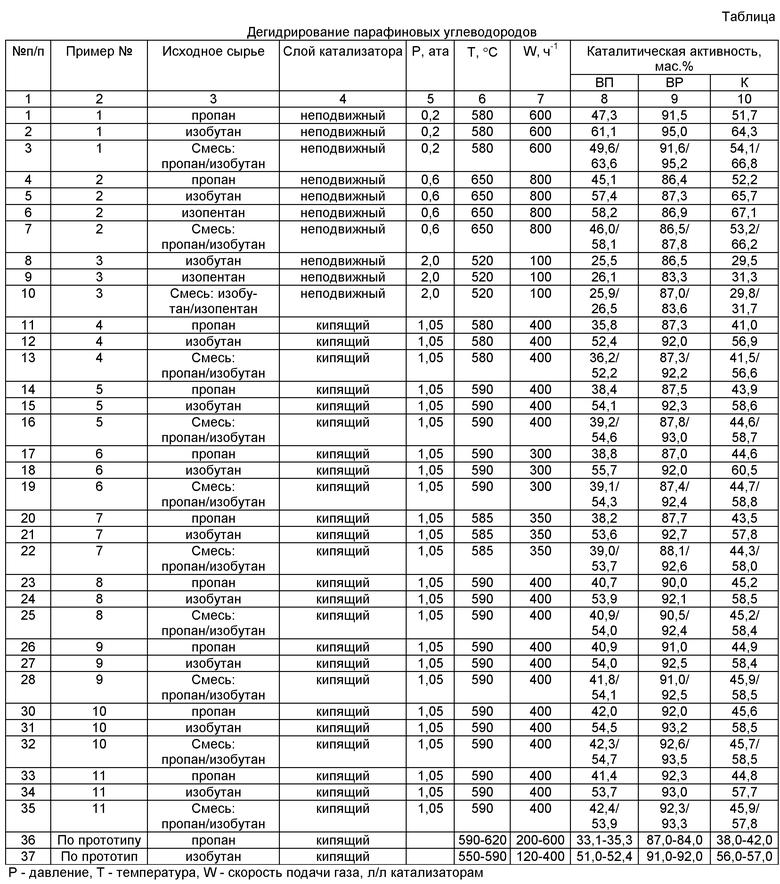
ВП - выход полученного продукта (индивидуального) на пропущенный углеводород (индивидуальный);
ВР - выход полученного продукта (индивидуального) на разложенный углеводород (индивидуальный);
К - конверсия исходного углеводорода (индивидуального).
Как видно из представленных в таблице данных, осуществление предлагаемого способа обеспечивает повышение эффективности процесса получения олефиновых углеводородов.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТАЛИЗАТОР ДЕГИДРИРОВАНИЯ ПАРАФИНОВЫХ УГЛЕВОДОРОДОВ C-C, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ ДЕГИДРИРОВАНИЯ ПАРАФИНОВЫХ УГЛЕВОДОРОДОВ C-C | 2010 |
|
RU2448770C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛЕФИНОВЫХ УГЛЕВОДОРОДОВ | 2000 |
|
RU2178398C1 |
| СПОСОБ ДЕГИДРИРОВАНИЯ ИЗОПЕНТАНА И ИЗОПЕНТАН-ИЗОАМИЛЕНОВЫХ ФРАКЦИЙ | 2008 |
|
RU2388739C1 |
| КАТАЛИЗАТОР, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ПРОЦЕСС ДЕГИДРИРОВАНИЯ C-C-ПАРАФИНОВЫХ УГЛЕВОДОРОДОВ В ОЛЕФИНЫ | 2006 |
|
RU2322290C1 |
| КАТАЛИЗАТОР ДЛЯ ДЕГИДРИРОВАНИЯ ИЗОПЕНТАНА И ИЗОПЕНТАНИЗОАМИЛЕНОВЫХ ФРАКЦИЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2377066C1 |
| КАТАЛИЗАТОР ДЕГИДРИРОВАНИЯ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ ОЛЕФИНОВЫХ УГЛЕВОДОРОДОВ C-C С ИСПОЛЬЗОВАНИЕМ ЭТОГО КАТАЛИЗАТОРА | 2011 |
|
RU2463109C1 |
| КАТАЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2011 |
|
RU2442646C1 |
| КАТАЛИЗАТОР ДЛЯ ДЕГИДРИРОВАНИЯ ПАРАФИНОВЫХ УГЛЕВОДОРОДОВ | 2000 |
|
RU2177827C1 |
| КАТАЛИЗАТОР ДЛЯ ДЕГИДРИРОВАНИЯ ПАРАФИНОВЫХ УГЛЕВОДОРОДОВ | 2000 |
|
RU2188073C2 |
| КАТАЛИЗАТОР, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ПРОЦЕСС ДЕГИДРИРОВАНИЯ ПАРАФИНОВЫХ УГЛЕВОДОРОДОВ C-C В ОЛЕФИНОВЫЕ УГЛЕВОДОРОДЫ С ИСПОЛЬЗОВАНИЕМ КАТАЛИЗАТОРА | 2014 |
|
RU2546646C1 |
Изобретение относится к получению олефиновых углеводородов C3-C5 дегидрированием соответствующих парафиновых углеводородов или их смесей и катализатору для его осуществления. Описан способ получения олефиновых углеводородов C3-C5 дегидрированием соответствующих парафиновых углеводородов C3-C5 или их смесей в присутствии катализатора, содержащего оксид хрома, оксид цинка, оксид алюминия и дополнительно алюмомагниевую шпинель и, по крайней мере, оксид олова в количестве 0,1-3,0 мас.%. Перед стадией регенерации осуществляют удаление продуктов реакции из катализатора пропусканием через катализатор последовательно вначале углеводородов C1-C5 или их смесей, а затем азота. Катализатор содержит оксид хрома, оксид цинка, оксид алюминия, алюмомагниевую шпинель и оксид олова при следующем содержании компонентов в пересчете на оксиды, мас.%: Cr2O3 - 10,0÷30,0, ZnO - 10,0÷40,0, SnO2 - 0,1÷3,0, MgO - 1,0÷25,0, Al2O3 - остальное. Катализатор дополнительно может содержать соединение марганца в количестве 0,05-5,0 мас.%. Технический эффект - повышение эффективности процесса получения олефиновых углеводородов. 2 н. и 1 з.п. ф-лы, 1 табл., 11 пр.
1. Способ получения олефиновых углеводородов C3-C5 дегидрированием парафиновых углеводородов в присутствии катализатора, содержащего оксид хрома, оксид цинка и оксид алюминия, включающий стадию регенерации катализатора, отличающийся тем, что дегидрированию подвергают парафиновые углеводороды C3-C5 или их смеси, перед стадией регенерации осуществляют удаление продуктов реакции из катализатора пропусканием через катализатор последовательно вначале углеводородов C1-C5 или их смесей, затем азота и используют катализатор, содержащий дополнительно алюмомагниевую шпинель и, по крайней мере, оксид олова в количестве 0,1-3,0 мас.%.
2. Катализатор для получения олефиновых углеводородов способом по п.1, содержащий оксид хрома, оксид цинка и оксид алюминия, отличающийся тем, что дополнительно содержит алюмомагниевую шпинель и, по крайней мере, оксид олова при следующем содержании компонентов в пересчете на оксиды, мас.%: Cr2O3 - 10,0÷30,0, ZnO - 10,0÷40,0, SnO2 - 0,1÷3,0, MgO - 1,0÷25,0, Al2O3 - остальное
3. Катализатор для получения олефиновых углеводородов указанным способом по п.2, отличающийся тем, что дополнительно содержит соединение марганца и имеет следующее содержание компонентов в пересчете на оксиды, мас.%: Cr2O3 - 10,0÷30,0, ZnO - 10,0÷40,0, SnO2 - 0,1÷3,0, MgO - 1,0÷25,0, MnO - 0,05÷5,0, Al2O3 - остальное.
| СПОСОБ ПОЛУЧЕНИЯ ОЛЕФИНОВЫХ УГЛЕВОДОРОДОВ | 2000 |
|
RU2178398C1 |
| КАТАЛИЗАТОР ДЛЯ ДЕГИДРИРОВАНИЯ ПАРАФИНОВЫХ УГЛЕВОДОРОДОВ | 2000 |
|
RU2177827C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕГИДРИРОВАННЫХ УГЛЕВОДОРОДНЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2379276C2 |
| Автоматический воздушный однопроводный тормоз | 1926 |
|
SU6040A1 |
| US 20100312035 A1, 09.12.2010 | |||

