Изобретение относится к системе для лазерной резки детали при помощи лазерного луча вдоль линии резания с переменной скоростью резания.
При резании детали при помощи лазерного луча обычно лазерный луч фокусируют на поверхности детали, посредством чего деталь локально нагревается таким образом, что она плавится вблизи точки фокусировки лазерного луча, пока не образуется сквозное отверстие. Если сфокусированный лазерный луч дополнительно перемещают по отношению к детали, то в соответствии с этим деталь может быть разделена (разрезана) вдоль всей траектории, которую проходит лазерный луч при движении по детали. При этом вдоль траектории, которую проходит лазерный луч при резании, возникают более или менее гладкие поверхности разреза, по существу параллельные направлению распространения лазерного луча. Область детали, которая удаляется при резании с помощью лазерного луча, обозначена в настоящем описании как «траектория резания» лазерного луча.
Как известно, на соответствующий процесс резания можно оказывать влияние при помощи технологических газов. Обычно с этой целью один или несколько технологических газов выпускают под давлением из сопл, которые направлены на область, окружающую точку фокусировки лазерного луча, на материале, расплавленном под воздействием лазерного луча. Это может оказывать влияние на эффективность резания и соответствующее качество образуемых поверхностей разреза (например, в отношении их шероховатости).
Промышленные системы для лазерной резки должны быть, как правило, универсальными для выполнения множество задач, независимо от соответствующих потребностей пользователя. Например, они должны резать детали различной толщины, из различных материалов, и должны иметь возможность образовывать контуры с произвольными формами (например, прямолинейные контуры, округлые контуры, контуры с одним или несколькими углами) и различными размерами (малые контуры, большие контуры), предпочтительно с высоким качеством (поверхности разреза должны быть как можно более гладкими и равномерными) и с высокой скоростью резания (подача в направлении движения лазерного луча за единицу времени должна быть максимально большой).
Для достижениях этих целей система для лазерной резки обычно содержит подвижную обрабатывающую головку для позиционирования лазерного луча на соответствующей детали, включающую регулируемую фокусирующую оптическую систему и устройство для подачи технологических газов на соответствующую деталь. Кроме того, обычно имеется пользовательский интерфейс для задания соответствующей «линии резания», при помощи которого пользователь может задать геометрическую форму контура, которую в идеале должна получить деталь в процессе резания. Кроме того, система для лазерной резки содержит, как правило, управляющее устройство для управления движением обрабатывающей головки вдоль соответственно заданной линии резания по отношению к соответствующей детали и для управления множеством технологических параметров процесса резания.
Благодаря управлению движением обрабатывающей головки достигается возможность формирования траектории резания лазерным лучом вдоль линии резания во время процесса резания. Как правило, установки для лазерной резки имеют цифровое управление траекторией обрабатывающей головки. Для управления траекторией, как правило, достаточно задать «минимальную точность траектории» лазерного луча, а именно, задать максимально допустимое отклонение траектории резания лазерного луча от соответственно заданной линии резания. На основании этих данных может производиться управление соответствующим положением обрабатывающей головки и соответствующей подачей или скоростью.
Особую проблему представляет собой управление технологическими параметрами процесса резания, а именно, управление всеми параметрами, которые, не считая управления движением обрабатывающей головки (управления траекторией), оказывают влияние на результат процесса резания. Оказалось, что отсутствует набор технологических параметров, который является оптимальным для любых применений (независимо от формы и размеров предназначенного для резки контура и независимо от толщины и материала соответствующей детали).
Например, возможно задать набор технологических параметров (например, мощность лазера, регулировка фокусирующей оптической системы и параметров подачи технологических газов), на основании которого с высокой скоростью (т.е. с большой подачей за единицу времени) могут быть вырезаны длинные прямые или по существу прямые контуры, в частности, в случае тонких листов с толщиной менее 2 мм. Понятие «прямые или по существу прямые контуры» означает, что соответствующие линии резания не имеют изменений направления (т.е. соседние участки линии резания расположены на одной прямой) или имеют лишь «незначительные» изменения направления (т.е. соседние участки линии резания хотя и не расположены на одной прямой, но их направления отклоняются друг по отношению к другу на «незначительный» угол, менее чем 1°). Если для заданной линии резания требуется «значительное» изменение направления обрабатывающей головки (например, при движении вокруг угла размером 90° или более), то управление траекторией обрабатывающей головки при чрезмерной ее скорости приводит во время изменения направления к большому отклонению от заданной линии резания. В этом случае контур образованной кромки разреза чаще всего не удовлетворяет требованиям в отношении точности. Однако, если «значительное» изменение направления производят с уменьшенной скоростью, которая благодаря управлению траекторией приводит к меньшему (при определенных обстоятельствах минимальному) отклонению от линии резания в области изменения направления, то сохраняется тот набор технологических параметров, на основании которого могут быть с высокой скоростью вырезаны длинные прямые или же приблизительно прямые контуры, так что в области изменения направления, как правило, получают дефектные кромки разреза с неприемлемой шероховатостью.
В JP 07195186 описан станок для лазерной обработки, в которой сохраняются такие параметры станка, как мощность лазера, частота, режим работы, вид технологического газа, давление газа и т.д., когда скорость в направлении угловой точки P5 уменьшается. Во время обработки углов, когда скорость в угловой точке P5 в течение заданного времени T3 задержки равна нулю, указанные параметры изменяют. Когда скорость снова повышается, параметры снова восстанавливают до значений перед уменьшением скорости.
В US 5,688,418 описан способ лазерного резания, включающий в себя две группы различных параметров резания. Первую группу параметров резания применяют для резания детали вплоть до области, близкой к конечной точке разреза. Вторую группу параметров применяют для резания детали между этой конечной точкой разреза, вдоль края отверстия, и точкой, расположенной вблизи конечной точки разреза. Положение фокусировки лазера остается при обеих параметрах одинаковым. Другие параметры обеих групп также остаются неизменными.
В EP 0506968 A1 описан способ резания детали вдоль линии, которая содержит угол (изменение направления). Согласно этому способу скорость обрабатывающей головки во время движения в направлении угла уменьшают, причем одновременно уменьшают мощность лазерного луча, доступную для резания. Соответственно, скорость обрабатывающей головки во время движения от угла снова повышают, причем одновременно повышают мощность лазерного луча, доступную для резания. Благодаря синхронному уменьшению скорости обрабатывающей головки и мощности лазерного луча уменьшается термическое воздействие на деталь во время обработки угла. Хотя благодаря этому качество поверхностей разреза в области угла улучшается, но улучшение качества все же является ограниченным, поскольку в области угла тем не менее возникают значительные неровности поверхностей разреза. Другие параметры процесса резания, кроме мощности лазерного луча, доступной для резания, в этом способе оптимизированию не подвергаются.
В традиционных системах для лазерной резки для пользователя чаще всего существует возможность дополнительно установить определенные предписания в отношении соответствующих технологических параметров процесса резания при программировании приложения, которое в каждом случае определяет линию резания, соответственно, обрабатываемую в процессе резания, и таким образом через пользовательский интерфейс оптимизировать данный процесс резания в отношении конкретной линии резания. Например, при программировании соответствующего приложения возможно разделить обработку линии резания на определенные участки, и для различных участков установить различные технологические параметры. Чтобы оптимизировать процесс резания для линии резания, изменяющей направление, пользователь может, например, задать один или несколько участков линии резания вблизи изменения направления (например, путем задания начальной точки и конечной точки соответствующего участка или путем задания интервала времени прохождения обрабатывающей головкой заданного участка), и для каждого из этих участков задать, например, изменение скорости обрабатывающей головки или изменения определенных технологических параметров процесса резания, например, изменение давления технологического газа или мощности лазерного луча. Соответствующие изменения технологических параметров процесса резания в этом случае не соотносятся с текущей скоростью обрабатывающей головки, так как изменения скорости обрабатывающей головки и изменения технологических параметров процесса резания управляются независимо друг от друга. Этот вид воздействия пользователя через пользовательский интерфейс сопряжен с рядом недостатков. С одной стороны, пользователь должен обладать необходимыми технологическими знаниями в отношении соответствующего процесса резания, чтобы вообще иметь возможность оптимизации протекания процесса. Кроме того, эта оптимизация должна отдельно программироваться через пользовательский интерфейс для каждой линии резания, а именно, по отдельности для каждого изменения направления, даже если линия резания содержит несколько идентичных изменений направления на различных своих участках (например, углы с идентичными угловыми размерами). Поэтому этот вид оптимизации является чрезвычайно трудоемким, даже если пользователь обладает необходимыми знаниями в отношении процесса резания.
Поэтому в основе изобретения лежит задача устранить упомянутые недостатки и предложить систему для лазерной резки, которая позволяет пользователю получить как можно более равномерные поверхности резания с относительно малой трудоемкостью и при относительно высокой средней скорости резания, в частности, в тех случаях, когда деталь должна подвергаться резанию с переменной скоростью резания, например, при резании вдоль линий со значительными изменениями направления или же со множеством изменений направления.
Эта задача решена при помощи системы для лазерной резки с признаками п.1 формулы изобретения.
Система для лазерной резки согласно изобретению предназначена для резания детали при помощи лазерного луча вдоль линии резания с переменной скоростью резания и включает в себя подвижную обрабатывающую головку для позиционирования лазерного луча на соответствующей детали, пользовательский интерфейс для задания соответствующей линии резания и для задания минимальной точности траектории лазерного луча, и управляющее устройство для управления движением обрабатывающей головки вдоль линии резания по отношению к соответствующей детали и для управления технологическими параметрами процесса резания, причем при движении обрабатывающей головки во время процесса резания может формироваться траектория резания лазерного луча вдоль линии резания.
В связи с этим имеются две различные группы технологических параметров соответствующего процесса резания. Первая подгруппа технологических параметров включает в себя только один или более технологических параметров, которые оказывают влияние на мощность лазерного луча, доступную для резания. Вторая подгруппа технологических параметров включает в себя только один или более технологических параметров, которые не оказывают влияния на мощность лазерного луча, доступную для резания. Те из параметров, контролируемых управляющим устройством, которые относятся к управлению соответствующей траекторией обрабатывающей головки по отношению к детали (т.е. параметры управления траекторией), в этой связи не рассматриваются в качестве технологических параметров процесса резания.
Соответствующее движение обрабатывающей головки во время процесса резания может управляться посредством управляющего устройства таким образом, что траектория резания лазерного луча следует за линией резания в пределах минимальной точности траектории, при этом кинематический режим обрабатывающей головки может изменяться посредством повышения или снижения скорости обрабатывающей головки по отношению к детали. Соответствующие изменения скорости обрабатывающей головки являются основным условием для выдерживания заданных допусков в отношении отклонения траектории резания лазерного луча от соответствующей линии резания, заданной через пользовательский интерфейс.
Кроме того, управляющее устройство включает в себя регистрирующие средства для регистрации изменения кинематического режима обрабатывающей головки и/или по меньшей мере одной величины скорости обрабатывающей головки, и/или одной величины изменения скорости обрабатывающей головки. Таким образом, управляющее устройство имеет в распоряжении информацию о текущей скорости обрабатывающей головки по отношению к детали по меньшей мере для тех моментов времени, в которых соответствующие величины скорости были зарегистрированы соответствующими регистрирующими средствами.
Кроме того, управляющее устройство выполнено таким образом, что по меньшей мере один технологический параметр первой подгруппы может изменяться при помощи управляющего устройства при изменении кинематического режима обрабатывающей головки или после него, в зависимости по меньшей мере от одной из зарегистрированных величин скорости обрабатывающей головки и/или от по меньшей мере одной из зарегистрированных величин изменения скорости обрабатывающей головки. Таким образом, изменение мощности лазерного луча, доступной для резания, коррелируется с текущей скоростью обрабатывающей головки по отношению к детали.
Согласно изобретению по меньшей мере один технологический параметр второй подгруппы может изменяться при помощи управляющего устройства при изменении кинематического режима обрабатывающей головки или после него, в зависимости от скорости обрабатывающей головки, причем конкретное изменение соответствующих технологических параметров может управляться в зависимости по меньшей мере от одного переменного управляющего параметра, соответствующая величина которого может определяться управляющим устройством согласно обеспеченным в нем алгоритмам, в зависимости по меньшей мере от одной из зарегистрированных величин скорости обрабатывающей головки и/или по меньшей мере от одной из зарегистрированных величин изменения скорости обрабатывающей головки.
Управляющее устройство системы для лазерной резки согласно изобретению имеет то преимущество, что для задания приложения пользователь должен снабжать систему для лазерной резки через пользовательский интерфейс лишь теми пользовательскими данными, которые определяют линию резания (т.е. геометрию контура элемента, предназначенного для резания) и минимальную точность траектории (т.е. предельный допуск в отношении отклонения траектории резания лазерного луча от линии резания, заданной пользователем). На основании этих пользовательских данных управляющее устройство системы для лазерной резки может самостоятельно управлять обработкой детали и во время обработки оптимизировать технологические параметры процесса резания.
Обеспечено, что управляющее устройство при наличии линии резания, имеющей по меньшей мере одно изменение направления, изменяет соответствующую скорость обрабатывающей головки в заданном диапазоне скоростей, чтобы, в частности, в области одного из изменений направления иметь возможность сохранения заданного допуска в отношении отклонения траектории резания лазерного луча от соответствующим образом заданной линии резания.
Кроме того, обеспечено, что управляющее устройство при изменении скорости обрабатывающей головки, кроме технологического параметра первой подгруппы группы, с целью оптимизации может также автоматически изменять по меньшей мере один технологический параметр второй подгруппы. При этом соответствующие изменения соответствующих технологических параметров соотнесены с единственным параметром - текущей скоростью обрабатывающей головки.
Благодаря тому, что соответствующее изменение соответствующего технологического параметра может управляться в зависимости по меньшей мере от одного переменного управляющего параметра, а соответствующее значение этого управляющего параметра может определяться управляющим устройством согласно алгоритмам, которые в него заложены, в зависимости по меньшей мере от одной из зарегистрированных величин скорости обрабатывающей головки и/или по меньшей мере от одной из зарегистрированных величин изменения скорости обрабатывающей головки, обеспечено, что управляющее устройство во время процесса резания может специально изменять соответствующие технологические параметры в случае любых линий резания (независимо от формы и контура подвергаемого резанию элемента), без необходимости для пользователя управляющего устройства передавать через пользовательский интерфейс данные в отношении изменений технологических параметров.
Благодаря тому, что при помощи системы для лазерной резки согласно изобретению деталь может подвергаться резанию с переменной скоростью резания, и благодаря тому, что дополнительно обеспечено автоматическое согласование технологических параметров первой и второй подгрупп с текущей скоростью обрабатывающей головки, возможно, в частности, в течение меньшего времени производить резание вдоль линий резания со значительными изменениями направления или со множеством изменений направления, при этом качество конкретной поверхности разреза является оптимизированным по всей длине линии резания. Таким образом, даже при наличии линий резания с изменениями направления большого диапазона или со множеством изменений направления, с высокой эффективностью и с относительно малой трудоемкостью для пользователя могут быть получены особенно равномерные поверхности разреза.
К первой подгруппе технологических параметров относятся, в частности, мощность лазерного луча, длительность лазерного импульса, временной интервал между последовательными лазерными импульсами и/или частота лазерных импульсов.
Ко второй подгруппе технологических параметров относятся, в частности, характеристика положения фокусирующей оптической системы для фокусирования лазерного луча по отношению к детали, характеристика диаметра лазерного луча, характеристика режима работы лазерного источника для генерирования лазерного луча, характеристика точности траектории, пространственное смещение точки фокусировки лазерного луча по отношению к линии резания, положение сопла для технологического газа по отношению к детали, характеристика вида технологического газа, давление технологического газа.
В одном из вариантов реализации системы для лазерной резки согласно изобретению влияние на соответствующий технологический параметр может оказываться при помощи по меньшей мере одного исполнительного механизма, поставленного в соответствие этому технологическому параметру, и этот исполнительный механизм выполнен с возможностью управления при помощи генерируемого управляющим устройством управляющего сигнала, представляющего собой заданное значение технологического параметра, при этом заданное значение является переменным управляющим параметром. Таким образом, принято, что заданное значение соответствующего технологического параметра зависит от скорости обрабатывающей головки.
Кроме того, для соответствующего технологического параметра в управляющее устройство заложена функциональная зависимость заданного значения технологического параметра от скорости обрабатывающей головки. Реализация такой функциональной зависимости возможна несколькими способами. Например, в одним из вариантов является доступное для управляющего устройства запоминающее устройство, в котором сохранены соответствующие величины, которые имеет соответствующее заданное значение при определенных величинах скорости обрабатывающей головки или в определенных диапазонах этой скорости. Дополнительные величины могут быть определены путем интерполяции или экстраполяции сохраненных величин. Другим вариантом является, например, реализация выполняемого управляющим устройством математического алгоритма, который величине скорости обрабатывающей головки или диапазону скоростей в каждом случае сопоставляет величину, которую имеет заданное значение при соответствующей величине скорости или в соответствующем диапазоне скоростей. Алгоритм может использоваться управляющим устройством при работе системы для лазерной резки, чтобы для зарегистрированных в данный момент величин скорости обрабатывающей головки определить соответствующее заданное значение.
Функциональная зависимость соответствующих заданных значений от скорости обрабатывающей головки может быть определена в каждом случае экспериментально, а затем заложена в управляющее устройство. Соответствующие заданные значения могут быть соответственно различными для деталей различной толщины и для различных материалов. Поэтому в управляющем устройстве могут быть подготовлены различные наборы заданных значений для деталей различной толщины и для различных материалов.
Чтобы обеспечить возможность согласования соответствующих технологических параметров с соответствующей скоростью обрабатывающей головки, управляющим устройством может генерироваться по меньшей мере один управляющий сигнал для управления исполнительным механизмом, поставленным в соответствие этому технологическому параметру, и этот управляющий сигнал представляет собой то заданное значение соответствующего технологического параметра, которое назначено для одной из зарегистрированных в данный момент величин скорости обрабатывающей головки согласно заложенной функциональной зависимости заданного значения соответствующего технологического параметра от скорости обрабатывающей головки. Благодаря тому, что управляющее устройство при помощи регистрирующих средств получает во время процесса резания информацию о текущей скорости обрабатывающей головки, управляющее устройство при помощи заложенной в него функциональной зависимости заданного значения технологического параметра от скорости может автоматически и независимо (т.е. без дополнительных данных от пользователя в отношении задания соответствующей линии резания) определять соответствующее заданное значение технологического параметра и генерировать соответствующие управляющие сигналы, представляющие собой соответствующее заданное значение для управления соответствующим исполнительным механизмом.
Дальнейшие подробности изобретения, в частности, варианты реализации устройства и способа согласно изобретению, поясняются далее при помощи прилагаемых чертежей.
Фиг.1 - схематическое изображение системы для лазерной резки согласно изобретению для резания детали, содержащего лазерный источник, обрабатывающую головку, пользовательский интерфейс для задания линии резания, управляющее устройство для управления движением обрабатывающей головки вдоль линии резания по отношению к соответствующей детали и для управления технологическими параметрами процесса резания и исполнительными механизмами, управляемыми при помощи управляющего устройства и предназначенными для воздействия на соответствующие технологические параметры;
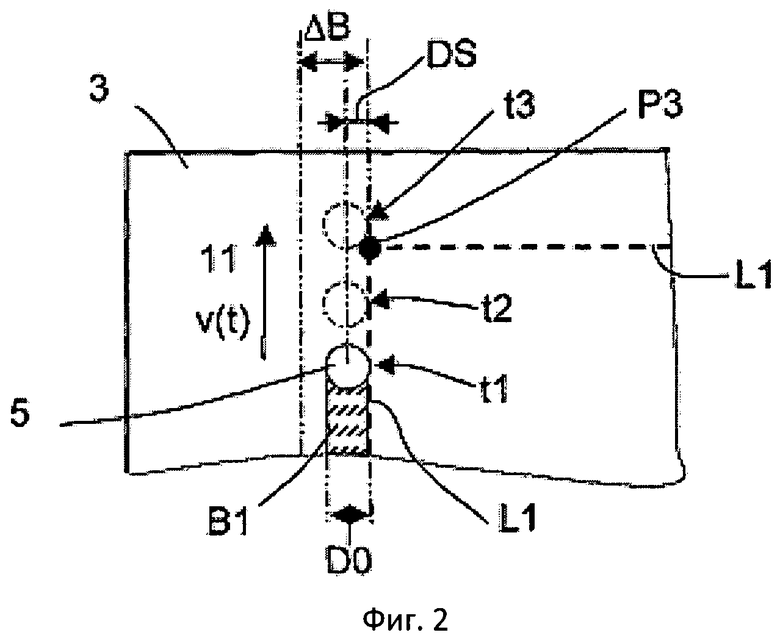
фиг.2 - схематическое изображение линии резания, меняющей направление в форме угла на детали, траектории резания лазерного луча, следующей за линией резания, и соответствующего положения лазерного луча в различные моменты времени;
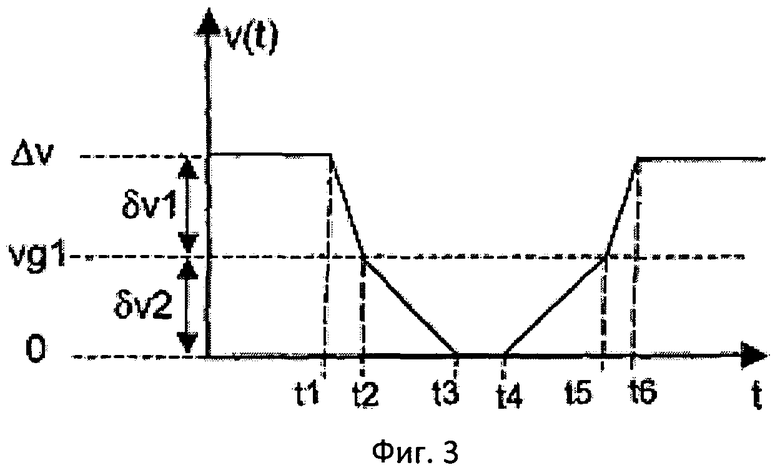
фиг.3 - временная диаграмма скорости обрабатывающей головки системы для лазерной резки согласно фиг.1 при резании вдоль линии резания согласно фиг.2;
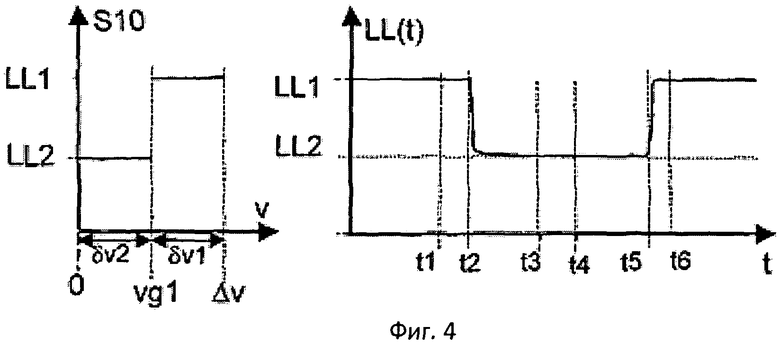
фиг.4 - график заданного значения мощности лазерного луча как функции скорости обрабатывающей головки (левая сторона) и временная диаграмма мощности лазерного луча (правая сторона), которая соответствует временной диаграмме скорости обрабатывающей головки системы для лазерной резки согласно фиг.3;
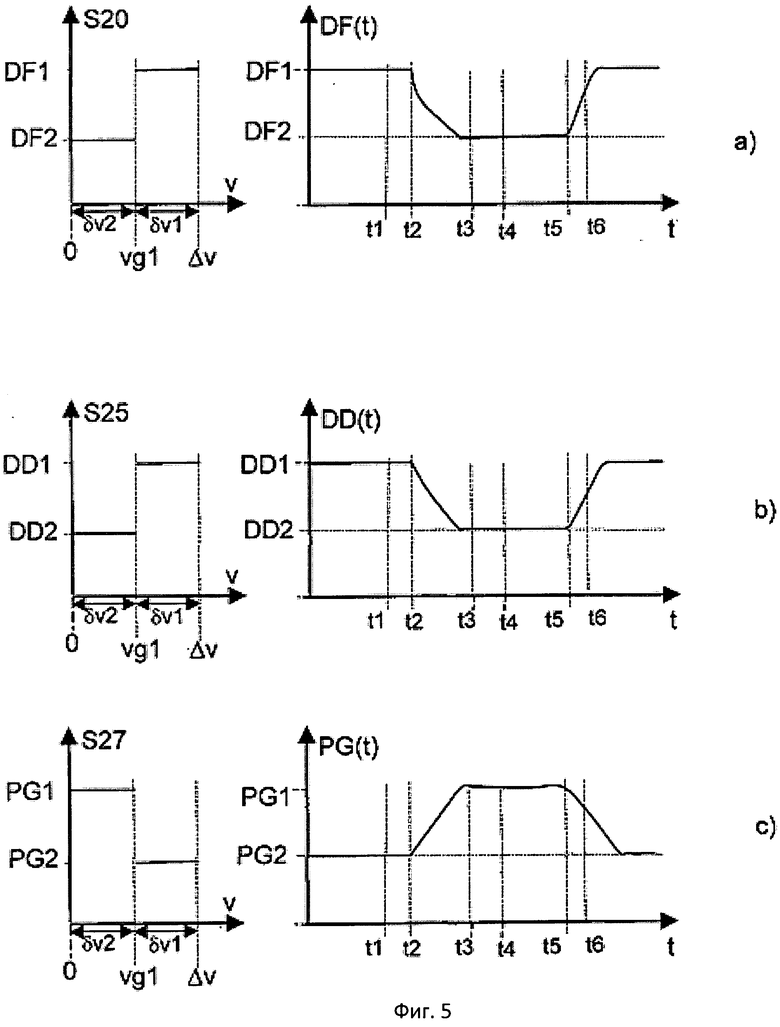
фиг.5a - изображение, аналогичное фиг.4, для положения фокусирующей оптической системы обрабатывающей головки согласно фиг.1;
фиг.5b - изображение, аналогичное фиг.4, для положения сопла для технологического газа обрабатывающей головки согласно фиг.1;
фиг.5c - изображение, аналогичное фиг.4, для давления технологического газа;
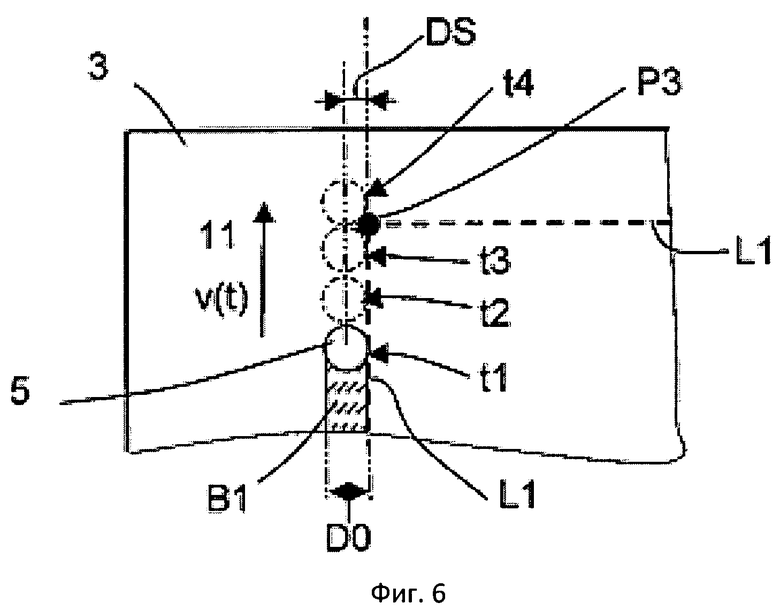
фиг.6 - изображение, аналогичное фиг.2, с различными положениями лазерного луча как функции времени;
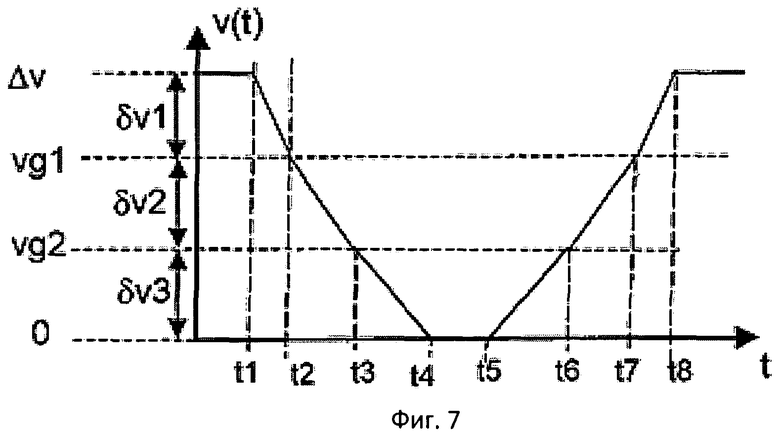
фиг.7 - временная диаграмма скорости обрабатывающей головки системы для лазерной резки согласно фиг.1 при резании вдоль линии резания согласно фиг.6;
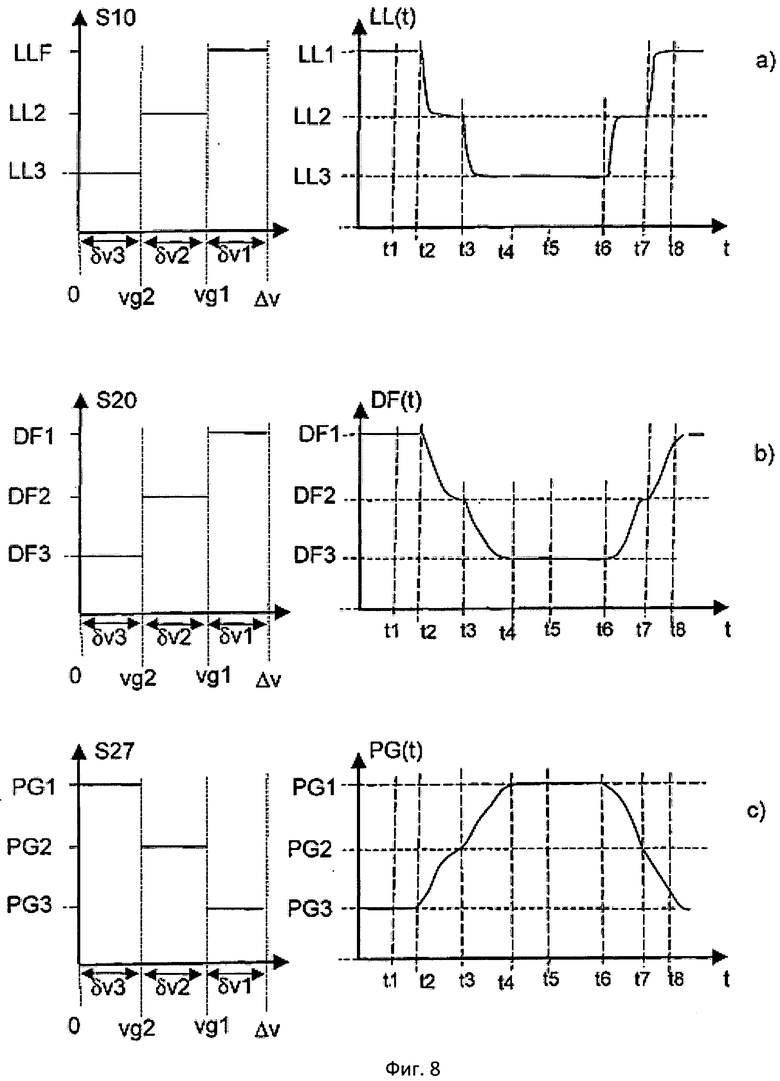
фиг.8a - график другого варианта для заданного значения мощности лазерного луча как функции скорости обрабатывающей головки (левая сторона) и временная диаграмма мощности лазерного луча (правая сторона), которая соответствует временной диаграмме скорости обрабатывающей головки системы для лазерной резки согласно фиг.7;
фиг.8b - изображение, аналогичное фиг.8a, для положения фокусирующей оптической системы обрабатывающей головки согласно фиг.1;
фиг.8c - изображение, аналогичное фиг.8a, для давления технологического газа;
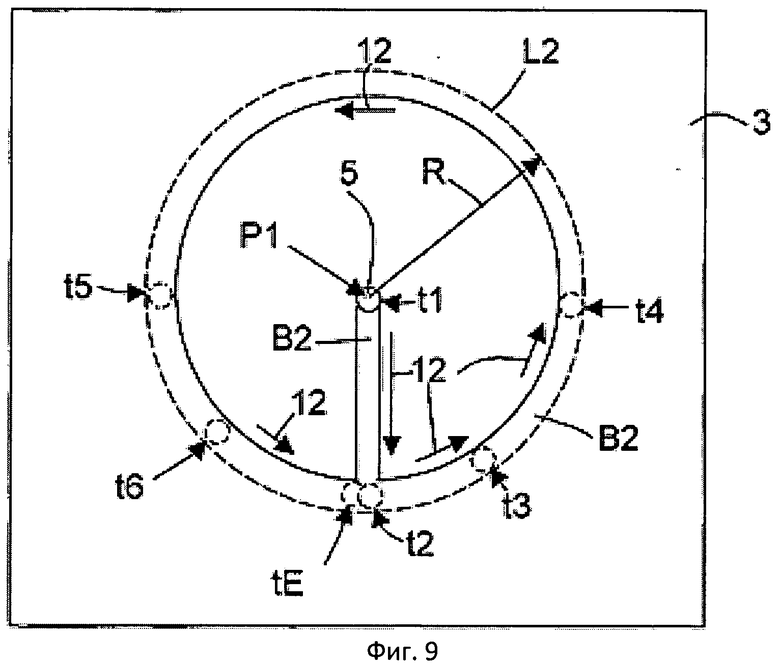
фиг.9 - схематическое изображение круглой линии резания на детали, следующей за ней траектории резания лазерного луча и соответствующих положений лазерного луча в различные моменты времени;
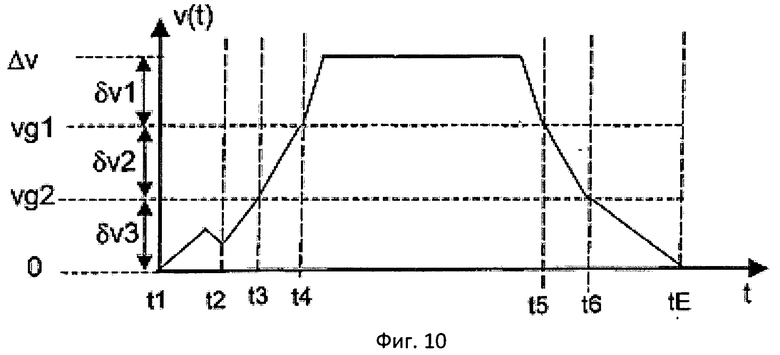
фиг.10 - временная диаграмма скорости обрабатывающей головки системы для лазерной резки согласно фиг.1 при резании вдоль линии резания согласно фиг.9.
На фиг.1 показана система 1 для лазерной резки, согласно изобретению, для резания детали при помощи лазерного луча 5. Система 1 включает в себя лазерный источник 4 для генерирования лазерного луча 5, подвижную обрабатывающую головку 10 для позиционирования лазерного луча 5 на соответствующей детали и управляющее устройство 20 для управления движением обрабатывающей головки 10 вдоль линии резания по отношению к соответствующей детали и для управления технологическими параметрами процесса резания.
Кроме того, система 1 включает пользовательский интерфейс 45, при помощи которого пользователь системы 1 при необходимости может загружать в управляющее устройство 20 пользовательские данные BD, которые содержат описание резания, предназначенного для выполнения системой 1. В настоящем случае пользовательский интерфейс 45 является составной частью управляющего устройства 20.
В настоящем примере показана система 1 для лазерной резки при резании детали 3 вдоль линии L1 резания. Линия L1 является в настоящем случае прямоугольником, содержащим четыре угловые точки P1, P2, P3 и P4, которые, соответственно, обозначают изменение направления на 90°. В соответствии с этим пользовательские данные BD для описания данного резания содержат координаты этих угловых точек P1, P2, P3 и P4. Как показано, пользовательские данные кроме того включают характеристику выдерживаемой при резании минимальной точности ΔВ траектории, т.е. допустимого максимального отклонения соответствующей траектории резания лазерного луча 5 от кривой резания при «незначительном» (минимальном) изменении направления. В настоящем примере ΔB назначено значение B0. Формируемая согласно настоящему примеру траектория резания лазерного луча 5, следующая за линией L1 резания, обозначена на фиг.1 как B1.
Как показано на фиг.1, обрабатывающая головка 10 содержит регулируемую фокусирующую оптическую систему 15 для фокусирования лазерного луча 5 на деталь 3. Кроме того, на обращенной к детали 3 стороне обрабатывающей головки 10 расположено сопло 16 для технологических газов, при помощи которого соответствующий технологический газ может подаваться на деталь 3 в направлении распространения лазерного луча 5.
Во время проведения резания управляющее устройство 20 должно контролировать переменные параметры и может с этой целью управлять рядом исполнительных механизмов, которые оказывают влияние на эти переменные параметры в зависимости от соответствующих управляющих сигналов.
На конкретное положение обрабатывающей головки 10, которое определено координатами x, y, z, может оказываться влияние при помощи исполнительного механизма 50.0 для позиционирования обрабатывающей головки 10, который включает в себя приводы, выполненные с возможностью изменения пространственного положения обрабатывающей головки 10 посредством комбинации трех независимых друг от друга движений в трех различных направлениях X, Y, Z. Стрелка 11 обозначает текущее направление движения обрабатывающей головки 10 и, таким образом, направление скорости v обрабатывающей головки 10.
Кроме того, управляющее устройство контролирует группу G технологических параметров процесса резания. Первая подгруппа G1 технологических параметров включает в себя только те технологические параметры, которые оказывают влияние на мощность лазерного луча, доступную для резания, в то время как вторая подгруппа G2 технологических параметров включает в себя только те технологические параметры, которые не оказывают влияния на мощность лазерного луча, доступную для резания.
В настоящем примере подгруппа группа G1 включает в себя следующие технологические параметры процесса резания:
- мощность LL лазерного луча 5,
- длительность Tp лазерного импульса,
- временной промежуток ΔT между последовательными лазерными импульсами.
Подгруппа G2 включает в себя в настоящем примере следующие технологические параметры процесса резания:
- пространственное положение DF фокусирующей оптической системы 15 для фокусирования лазерного луча 5 по отношению к детали 3,
- диаметр D0 лазерного луча 5,
- характеристику режима ModL работы лазерного источника 4 для генерирования лазерного луча 5 (непрерывный режим работы или импульсная работа лазерного источника 4),
- характеристику точности δB траектории (отклонение траектории резания от заданной линии резания),
- пространственное смещение DS точки фокусировки лазерного луча по отношению к линии резания, чтобы край траектории резания соответствовал линии резания (корректировка траектории),
- пространственное положение DD сопла 16 для технологического газа по отношению к детали 3,
- характеристику AG вида технологического газа,
- соответствующее давление PG технологического газа.
Следует отметить, что приведенный выше список технологических параметров подгруппы G2 не является исчерпывающим.Список может быть дополнен другими технологическими параметрами, которые с точки зрения специалиста выполняют упомянутое описание для подгруппы G2.
На технологические параметры подгруппы G1 может оказываться влияние при помощи исполнительных механизмов 50.10, 50.11 и 50.12. С этой целью они могут управляться управляющим устройством 20 при помощи управляющих сигналов, которые в каждом случае представляют собой заданные значения S10, S11 и S12, соответственно, этих технологических параметров.
На технологические параметры подгруппы G2 может оказываться влияние при помощи исполнительных механизмов 50.20-50.27. С этой целью они могут управляться управляющим устройством 20 при помощи управляющих сигналов, которые в каждом случае представляют собой заданные значения S20-S27 этих технологических параметров.
В приведенной ниже таблице 1 представлены соответствующие переменные параметры и исполнительные механизмы, а также соответствующие заданные значения.
Управляющее устройство 20 содержит шину 20.1, которая обеспечивает коммуникацию всех компонентов управляющего устройства 20 друг с другом (коммуникация посредством передачи данных или сигналов обозначена на фиг.1 при помощи стрелок). Важнейшими компонентами управляющего устройства являются процессор 21, запоминающее устройство 25 для хранения программ, которое содержит операционную систему и все управляющие программы управляющего устройства 20, запоминающее устройство 40 для данных, пользовательский интерфейс 45 и блоки 30.1, 30.2, 30.3 и 30.4 управления.
Блок 30.1 контролирует соответствующее движение обрабатывающей головки 10 и с этой целью может передавать на исполнительный механизм 50.1 управляющие сигналы, которые представляют собой конкретное заданное значение S0 положения (х, y, z) обрабатывающей головки 10.
Исполнительные механизмы 50.22, 50.24 и 50.25 могут управляться блоком 30.1 для контроля движения обрабатывающей головки 10 и со своей стороны воздействуют на исполнительный механизм 50.0, чтобы влиять на положение (x, y, z) обрабатывающей головки 10 в зависимости от заданных значений S22, S24 и S25. Благодаря этому точность δВ траектории настраивается в зависимости от ситуации посредством контроля процессора 21 и соответствующих управляющих программ управляющего устройства 20, и/или может изменяться смещение DS точки фокусировки по отношению к соответствующей линии резания (корректировка траектории), и/или может изменяться положение DD сопла 16.
Блок 30.2 служит для контроля лазерного источника 4 и с этой целью может передавать на исполнительные механизмы 50.10, 50.11, 50.12 или 50.23 управляющие сигналы, которые представляют собой соответствующее заданное значение S10 мощности LL лазерного луча 5, соответствующее заданное значение 811 длительности Tp импульса, соответствующее заданное значение S12 промежутка ΔT между импульсами и соответствующее заданное значение S23 для режима работы лазерного источника 4.
Блок 30.3 служит для контроля фокусирующей оптической системы 15 и с этой целью может передавать на исполнительные механизмы 50.20 и 50.21 управляющие сигналы, которые представляют собой соответствующее заданное значение S20 для положения фокусирующей оптической системы 15 и соответствующее заданное значение S21 диаметра D0 лазерного луча 5.
Блок 30.4 служит для контроля подачи технологического газа и с этой целью может передавать на исполнительные механизмы 50.26 и 50.27 управляющие сигналы, которые представляют собой соответствующее заданное значение S26 для вида AG технологического газа и соответствующее заданное значение S27 давления PG технологического газа.
В настоящем примере соответствующие заданные значения S10, S11, S12, S20, S21, S22, S23, S24, S25, S26 и S27 являются переменными параметрами, которые могут изменяться управляющим устройством 20 в зависимости от скорости v обрабатывающей головки 10.
Чтобы обеспечить непрерывную настройку этих параметров, управляющее устройство 20 имеет регистрирующие средства 32 для регистрации текущей скорости v обрабатывающей головки 10. Регистрирующие средства 32 являются составной частью блока 30.1 управления и имеют задачу регистрировать с регулярными интервалами времени скорость v и передавать соответствующие зарегистрированные величины скорости v остальным компонентам управляющего устройства.
В настоящем примере величины, которые имеют соответствующие заданные значения S10, S11, S12, S20, S21, S22, S23, S24, S25, S26 и S27 как функция скорости v, сохраняются для различных величин скоростей в запоминающем устройстве 40. Таким образом, в управляющем устройстве 20 реализована функциональная зависимость соответствующих заданных значений от скорости v.
При работе системы 1 для лазерной резки происходит отслеживание текущей скорости v. В зависимости от изменений текущей скорости отдельные исполнительные механизмы 50.10, 50.11, 50.12, 50.20, 50.21, 50.22, 50.23, 50.24, 50.25, 50.26 и 50.27 управляются при помощи управляющих сигналов, которые представляют собой измененные величины для заданных значений S10, S11, S12, S20, S21, S22, S23, S24, S25, S26 и S27 при определенных условиях, которые определены в управляющих программах управляющего устройства 20. Таким образом, может оказываться влияние на технологические параметры, назначенные соответствующим исполнительным механизмам, в каждом случае в зависимости от скорости обрабатывающей головки 10.
Следует отметить, что не все заданные значения S10, S11, S12, S20, S21, S22, S23, S24, S25, S26 и S27 должны изменяться при одних и тех те условиях и в одно и то же время.
На фиг.2-5 показан первый пример того, как могут инициироваться изменения соответствующих технологических параметров в случае системы 1.
Согласно фиг.2, лазерный луч 5 движется в направлении стрелки 11 со скоростью v(t) и пространственным смещением DS вдоль заданной линии L1 резания, чтобы сформировать вдоль нее траекторию В1 резания с шириной D0. В точке Р3 линия L1 резания имеет угол с угловым размером 90° (изменение направления). В показанной ситуации точка фокусировки лазерного луча 5 вначале движется на угол в точке Р3, чтобы затем изменить в точке Р3 направление на 90°. На фиг.1 посредством окружностей из сплошных или штриховых линий показаны соответствующие положения лазерного луча 5 в трех различных моментах времени t1, t2 и t3.
На фиг.3 показана соответствующая диаграмма скорости v(t), с которой лазерный луч 5 движется вдоль линии L1 резания, чтобы выдерживать заданную точность траектории. Как видно, на участках траектории В1 резания, удаленных от точки P3, лазерный луч может двигаться с максимальной скоростью v=Δv, в то время как в промежутке времени от t1 до t3 при движении к точке Р3 скорость уменьшается до v=0. В соответствии с этим скорость v варьируется в общей сложности в диапазоне скоростей величиной Δv.
В настоящем примере принято, что диапазон скоростей Δv состоит из двух примыкающих частичных диапазонов δv1 и δv2, которые разделены скоростью vg1, при этом диапазон δv1 находится выше граничной скорости vg1, а диапазон δv2 находится ниже граничной скорости vg1. В настоящем случае в момент времени t2 скорость падает из верхнего диапазона δv1 скоростей ниже граничной скорости vg1, а в момент времени t5 скорость увеличивается из нижнего диапазона δv2 скоростей выше граничной скорости vg1.
Как поясняется на фиг.4 и 5, в настоящем примере каждое из заданных значений соответствующих технологических параметров в обоих частичных диапазонах δv1 и δv2 является постоянным, при этом каждое из заданных значений в обоих частичных диапазонах δv1 и δv2 в каждом случае принимает различные величины. В соответствии с этим каждое из заданных значений во всем диапазоне Δv скоростей может принимать лишь две различные величины.
Если скорость v находится в верхнем диапазоне δv1 скоростей, тот исполнительный механизм, который поставлен в соответствие определенному технологическому параметру, управляется сигналом, который представляет собой то заданное значение, которое назначено для верхнего диапазона δv1 скоростей. Если скорость v становится меньше граничной скорости vg1 и переходит в нижний диапазон δv2 скоростей, то тот исполнительный механизм, который поставлен в соответствие определенному технологическому параметру, управляется сигналом, который представляет собой то заданное значение, которое назначено для нижнего диапазона δv2 скоростей. Аналогично, при переходе скорости v из нижнего диапазона δv2 скоростей в верхний диапазон δv1 скоростей снова вырабатывается сигнал, который представляет собой то заданное значение, которое назначено для верхнего диапазона δv1 скоростей. В соответствии с этим конкретные технологические параметры в интервале времени от t1 до t6 в определенные моменты времени переключаются между двумя величинами в ту или другую сторону.
В соответствии с этим на фиг.4 показано заданное значение S10 как функция скорости v в частичных диапазонах δv1 и δv2 и временная диаграмма мощности LL лазерного луча 5, которая получается из временной диаграммы скорости v согласно фиг.3 и функциональной зависимости заданного значения S10 как функции скорости v.
В соответствии с этим на фиг.5 показаны заданные значения S20, S25 и S27 как функции скорости v в частичных диапазонах δv1 и δv2 и временные диаграммы положения DF фокусирующей оптической системы, положения DD сопла 16 для технологического газа и давления PG технологического газа, которые получаются из временной диаграммы скорости v согласно фиг.3 и функциональных зависимостях заданных значений S20, S25 и S27 как функции скорости v.
Следует отметить, что временные диаграммы соответствующих технологических параметров при переходе скорости v из одного частичного диапазона δv1 или δv2, соответственно, в другой существенным образом зависят от динамической характеристики соответствующих исполнительных механизмов. В то время как соответствующие исполнительные механизмы после превышения граничной скорости или уменьшения скорости ниже граничной в каждом случае подвергаются управлению постоянным сигналом (соответствующим заданному значению), до достижения соответствующими технологическими параметрами заданного значения может протекать различное время. Некоторые технологические параметры при превышении граничной скорости vg1 обнаруживают резкий (неравномерный) переход как функция времени (например, мощность LL лазера согласно фиг.4), а другие технологические параметры, напротив, обнаруживают постепенный переход как функция времени (например, параметры DF, DD и PG согласно фиг.5).
Показанная на фиг.3 диаграмма скорости v как функции времени t является лишь одним из возможных вариантов, согласно которым управляющее устройство 20 может управлять движением обрабатывающей головки 10 вдоль линии L1 резания согласно фиг.2, в зависимости от того, как сконфигурировано управляющее устройство 20. Например, в отличие от диаграммы, показанной на фиг.3, управляющее устройство 20 может быть сконфигурировано таким образом, что обрабатывающая головка 10 после достижения точки P3 в момент времени t3 тотчас же производит предусмотренное изменение направления на 90°, и в момент времени t3 тотчас же снова ускоряется. Согласно этому варианту скорость v равнялась бы нулю только в момент времени t3, а при t>t3 скорость v непрерывно возрастала бы до значения Δv. В другом варианте управляющее устройство 20 может быть, например, сконфигурировано таким образом, что обрабатывающая головка 10 производит изменение направления в точке P3 со скоростью, которая хотя и уменьшена по сравнению со значением Δv, но в течение всего промежутка времени никогда не становится равной нулю. В этом случае в течение изменения направления в точке P3 обрабатывающая головка 10 продолжает двигаться.
На фиг.6-8 показан еще один пример того, как могут быть инициированы изменения соответствующих технологических параметров системы 1 для лазерной резки.
Пример согласно фиг.6-8 аналогичен примеру согласно фиг.2-5 в том отношении, что линия L1 резания согласно фиг.6 идентична линии резания на фиг.2, т.е. в настоящем примере в точке Р3 должен быть вырезан угол с угловым размером 90°, при этом траектория В1 резания должна быть подвергнута резанию на относительно большом расстоянии от точки Р3 с максимальной скоростью v=Δv, а в области точки Р3 скорость уменьшается до v=0. В соответствии с этим скорость v охватывает диапазон Δv скоростей.
В отличие от примера согласно фиг.2-5, в примере согласно фиг.6-8 диапазон Δv скоростей разделен на три примыкающих друг к другу частичных диапазона δv1, δv2 и δv3, при этом два соседних частичных диапазона (δv1 и δv2 или δv2 и δv3, соответственно) разделены в каждом случае граничными скоростями vg1 или vg2, соответственно. В соответствии с этим, в данном примере в течение трех интервалов времени между моментами времени t1 и t4 последовательно проходятся три диапазона скоростей или же две граничные скорости (фиг.7).
В настоящем примере принято, что заданное значение одного из технологических параметров в каждом из частичных диапазонов δv1, δv2 и δv3 в каждом случае имеет постоянную величину, при этом эти величины, назначенные для различных диапазонов, в каждом случае являются различными. В соответствии с этим функциональная зависимость заданного значения технологического параметра во всем диапазоне Δv скоростей может быть охарактеризована тремя различными величинами. На фиг.8 показаны соответствующие примеры для зависимости заданных значений S10, S20 и S27. В соответствии с этим конкретные исполнительные механизмы управляются последовательно при помощи различных сигналов, которые в каждом случае представляют собой три различных заданных значения. В соответствии с этим временные диаграммы соответствующих технологических параметров LL, DF и PG в каждом случае также обнаруживают три периода, соответствующие трем различным величинам, которые могут принимать заданные значения S10, S20 и S27 в различных частичных диапазонах δv1, δv2 и δv3.
Показанная на фиг.7 диаграмма скорости v как функции от времени t является лишь одним из возможных вариантов, согласно которым управляющее устройство 20 может управлять движением обрабатывающей головки 10 вдоль линии L1 резания согласно фиг.6, в зависимости от того, как сконфигурировано управляющее устройство 20. В отличие от диаграммы, показанной на фиг.7, управляющее устройство 20 может быть сконфигурировано, например, таким образом, что обрабатывающая головка 10 сразу после достижения точки P3 в момент времени t4 производит предусмотренное изменение направления на 90° и в момент времени t4 тотчас же снова ускоряется. Согласно этому варианту скорость v равнялась бы нулю только в момент времени t4, а при t>t4 скорость v непрерывно повышалась бы до величины Δv. Согласно еще одному варианту управляющее устройство 20 может быть сконфигурировано, например, таким образом, что обрабатывающая головка 10 производит изменение направления в точке P3 со скоростью, которая хотя и уменьшена по сравнению с величиной Δv, однако в течение всего промежутка времени никогда не становится равной нулю. В этом случае обрабатывающая головка 10 продолжает двигаться в течение изменения направления в точке Р3.
На фиг.9 и 10 показан следующий пример резания с переменной скоростью.
На фиг.9 показана деталь 3, имеющая круглую линию L2 резания с радиусом R. В настоящем примере процесс резания начинается с того, что в момент времени t1 при помощи лазерного луча 5 в центре P1 линии L2 резания выполняют отверстие. Поэтому в момент времени t1 скорость обрабатывающей головки v=0. Стрелки, обозначенные позиций 12, показывают перемещение обрабатывающей головки 10 во время процесса резания. Текущее положение лазерного луча 5 в различные моменты времени t1, t2, t3, t4, t5, t6 и tE показаны на фиг.9 отдельными окружностями со сплошными или же штриховыми линиями. Начиная от точки P1 лазерный луч 5, или обрабатывающая головка 10, вначале ускоряется в радиальном направлении в направлении линии L2 резания, и незадолго до того, как в момент времени t2 лазерный луч 5 достигнет линии L2 резания, он незначительно притормаживается. Затем, после изменения направления на 90°, траектория B2 резания следует по внутренней стороне линии L2 резания и при этом снова ускоряется до тех пор, пока примерно через четверть периметра окружности линии резания не будет достигнута максимальная скорость Δv (момент времени t4). Эта максимальная скорость сохраняется до тех пор, пока деталь 3 не будет разрезана вдоль сегмента окружности, длина которого составляет примерно 3/4 общего периметра линии L2 резания (момент времени t5). Затем скорость v постепенно уменьшается до v=0, до тех пор, пока процесс резания не будет завершен (момент времени tE). Соответствующая моменту времени tE окружность на фиг.9 обозначает положение, которое занимает лазерный луч 5 в конце траектории В2 резания, который был достигнут после прохождения в направлении стрелок 12 вдоль линии L2 резания.
На фиг.10 показана соответствующая временная диаграмма скорости. Аналогично примеру согласно фиг.6-8 диапазон Δv скоростей согласно фиг.10 разделен на три примыкающих друг к другу частичных диапазона δv1, δv2 и δv3. Соответственно может быть принято, что заданное значение одного из технологических параметров в каждом из частичных диапазонов δv1, δv2 и δv3 имеет постоянную величину, при этом величины, назначенные для различных диапазонов, в каждом случае являются различными. В соответствии с этим конкретные технологические параметры могут быть согласованы на трех различных этапах (как в примере согласно фиг.6-8).
Следует отметить, что возможно разделение диапазона Δv скоростей более чем на три частичных диапазона и установление функциональной зависимости заданных значений технологических параметров от скорости более чем тремя постоянными величинами.
В упомянутых примерах согласно фиг.2-5 или же фиг.6-8, или же фиг.9-10, может быть предпочтительным, если управление соответствующими исполнительными механизмами при переходе скорости v обрабатывающей головки 10 между двумя граничащими друг с другом частичными диапазонами δv1 и δv2, или δv2 и δv3, соответственно, инициируется управляющим устройством 20 только тогда, когда скорость обрабатывающей головки 10 находится в том частичном диапазоне, в который осуществлен переход, по меньшей мере в течение заданного интервала времени. С этой целью управляющее устройство выполнено таким образом, что оно заранее в каждом случае определяет соответствующие интервалы времени, в течение которых скорость обрабатывающей головки находится в пределах частичного диапазона, и соответствующий управляющий сигнал генерируется только тогда, когда соответствующим образом определенный интервал времени больше, чем предварительно заданная величина. Благодаря этой мере достигается то, что заданное значение не изменяется, если изменение заданного значения имеет месть не дольше, чем заданный интервал времени. В примере согласно фиг.9-10 управляющий сигнал, который представляет собой заданное значение, мог бы генерироваться управляющим устройством 20 только тогда, когда временная разность t5-t4 больше, чем заданный минимальный период времени Δt.
Изобретение относится к системе для лазерной резки детали (3) с переменной скоростью резания (v) вдоль линии (L1, L2) резания. Система содержит подвижную обрабатывающую головку (10) для позиционирования лазерного луча (5) на соответствующей детали (3), пользовательский интерфейс (45) для задания соответствующей линии (L1, L2) резания и для задания минимальной точности (ΔB) траектории лазерного луча (5) и управляющее устройство (20) для управления движением головки (10) вдоль линии (L1, L2) резания с использованием множества технологических параметров (LL, DF, D0, ΔB, DS, DD, PG) процесса резания. Первая подгруппа (G1) сформирована из технологических параметров (LL, DF, D0, ΔB, DS, DD, PG) и включает только один технологический параметр (LL) или более (LL), которые оказывают влияние на мощность лазерного луча, доступную для резания. Вторая подгруппа (G2) технологических параметров включает в себя только один технологический параметр или более (DF, D0, ΔВ, DS, DD, PG), которые не оказывают влияния на мощность лазерного луча, доступную для резания. По меньшей мере один технологический параметр второй подгруппы может управляться посредством управляющего устройства (20) в зависимости по меньшей мере от одного переменного управляющего параметра (S20, S21, S22, S23, S24, S25, S26, S27), в зависимости по меньшей мере от одной из соответствующим образом зарегистрированных величин (vg1, vg2) скорости обрабатывающей головки. В результате получают равномерные поверхности резания при высокой скорости резания. 14 з.п. ф-лы, 10 ил., 1 табл.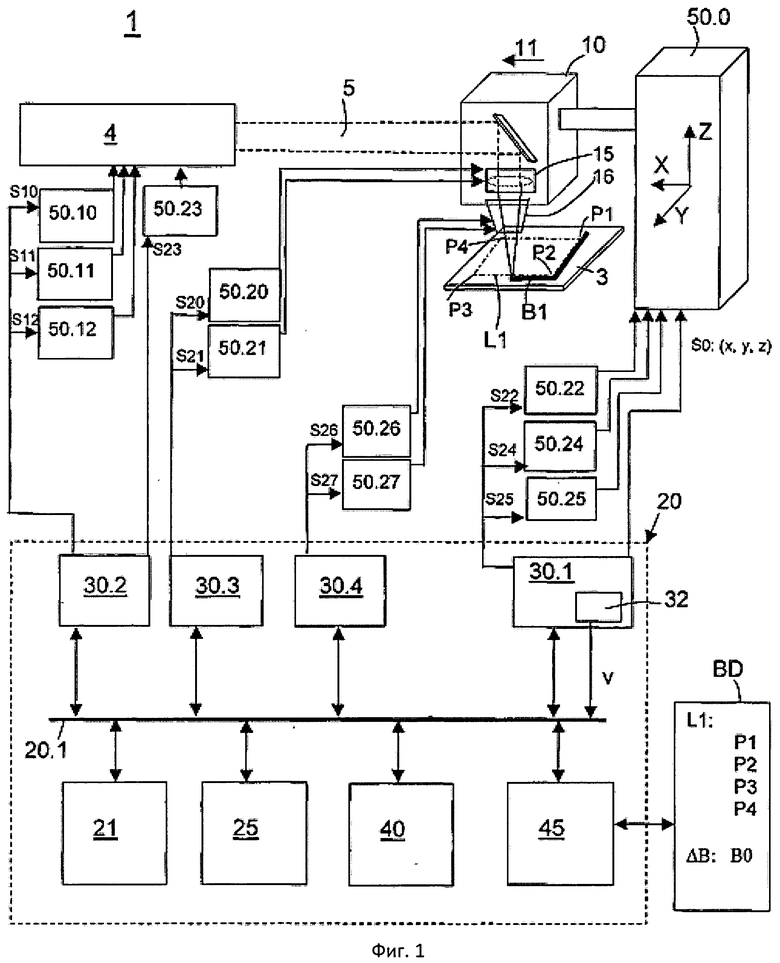
1. Система (1) для лазерной резки детали (3) лазерным лучом (5) вдоль линии (L1, L2) резания с переменной скоростью (v) резания,
содержащая подвижную обрабатывающую головку (10) для позиционирования лазерного луча (5) на соответствующей детали (3),
пользовательский интерфейс (45) для задания соответствующей линии (L1, L2) резания и для задания допустимого максимального отклонения (ΔB) траектории лазерного луча (5) при изменении направления резания и
управляющее устройство (20) для управления движением обрабатывающей головки (10) вдоль линии (L1, L2) резания по отношению к соответствующей детали и для управления технологическими параметрами (LL, DF, D0, ΔB, DS, DD, PG) процесса резания,
причем посредством указанного движения во время процесса резания обеспечено формирование траектории (B1, B2) резания лазерного луча вдоль линии (L1, L2) резания,
а управляющее устройство (20) выполнено с возможностью управления движением обрабатывающей головки (10) во время процесса резания таким образом, что траектория (B1, B2) резания лазерного луча идет по линии (L1, L2) резания в пределах допустимого максимального отклонения (ΔB) траектории, а также с возможностью изменения кинематического режима обрабатывающей головки посредством повышения или снижения скорости (v) обрабатывающей головки (10) относительно детали (3),
отличающаяся тем, что
она содержит регистрирующие средства (32) для регистрации изменения кинематического режима обрабатывающей головки (10), и/или по меньшей мере одного значения текущей скорости (v) обрабатывающей головки (10), и/или значения изменения текущей скорости обрабатывающей головки,
при этом из технологических параметров (LL, DF, D0, ΔB, DS, DD, PG) сформированы первая подгруппа (G1) и вторая подгруппа (G2), причем первая подгруппа (G1) включает исключительно один технологический параметр (LL) или более одного технологического параметра (LL), которые влияют на мощность лазерного луча, доступную для резания, а вторая подгруппа (G2) включает исключительно один технологический параметр (DF, D0, ΔB, DS, DD, PG) или более одного технологического параметра (DF, D0, ΔB, DS, DD, PG), которые не влияют на мощность лазерного луча, доступную для резания,
по меньшей мере один технологический параметр первой подгруппы (LL) может быть изменен посредством управляющего устройства (20) в ответ на изменение кинематического режима обрабатывающей головки или после этого изменения в зависимости по меньшей мере от одного из зарегистрированных соответствующим образом значений (vg1, vg2) текущей скорости обрабатывающей головки и/или по меньшей мере от одного из зарегистрированных соответствующим образом значений изменения текущей скорости (δv1, δv2, δv3) обрабатывающей головки (10), а
по меньшей мере один технологический параметр второй подгруппы (DF, D0, ΔB, DS, DD, PG) может быть изменен посредством управляющего устройства (20) в ответ на изменение кинематического режима обрабатывающей головки или после этого изменения в зависимости от текущей скорости (v) обрабатывающей головки, причем обеспечена возможность управления изменением соответствующего технологического параметра в зависимости по меньшей мере от одного переменного управляющего параметра (S20, S21, S22, S23, S24, S25, S26, S27), соответствующее значение которого может быть определено управляющим устройством на основе используемых в нем алгоритмов в зависимости по меньшей мере от одного из соответствующим образом зарегистрированных значений (vg1, vg2) текущей скорости обрабатывающей головки и/или по меньшей мере от одного из соответствующим образом зарегистрированных значений изменения (δv1, δv2, δv3) текущей скорости обрабатывающей головки (10).
2. Система (1) по п.1, в которой первая подгруппа технологических параметров включает по меньшей мере один из следующих технологических параметров (I)-(III):
(I) мощность (LL) лазерного луча,
(II) длительность (Тр) лазерного импульса,
(III) временной промежуток (ΔT) между последовательными лазерными импульсами и/или частота лазерных импульсов,
а вторая подгруппа технологических параметров включает по меньшей мере один из следующих технологических параметров (IV)-(XI):
(IV) характеристика положения (DF) фокусирующей оптической системы для фокусирования лазерного луча по отношению к детали,
(V) характеристика диаметра (D0) лазерного луча,
(VI) характеристика режима (ModL) работы лазера для генерирования лазерного луча,
(VII) характеристика точности (δB) траектории,
(VIII) пространственное смещение (DS) точки фокусировки лазерного луча по отношению к линии резания,
(IX) положение (DD) сопла для технологического газа по отношению к детали,
(X) характеристика вида (AG) технологического газа,
(XI) давление (PG) технологического газа.
3. Система (1) по п.1 или 2, выполненная с возможностью влияния на соответствующий технологический параметр (LL, DF, D0, ΔB, DS, DD, PG) посредством по меньшей мере одного исполнительного механизма (50.10, 50.11, 50.12, 50.20, 50.21, 50.22, 50.23, 50.24, 50.25, 50.26, 50.27), поставленного в соответствие этому технологическому параметру, причем соответствующий исполнительный механизм выполнен с возможностью управления посредством управляющего сигнала, формируемого управляющим устройством и представляющего заданное значение (S10, S11, S12, S20, S21, S22, S23, S24, S25, S26, S27) технологического параметра, являющееся переменным управляющим параметром.
4. Система по п.3, в которой заданное значение (S10-S27) соответствующего технологического параметра является функцией скорости (v) обрабатывающей головки (10), причем управляющее устройство (40) выполнено с возможностью определения соответствующей этому технологическому параметру функциональной зависимости заданного значения технологического параметра от скорости обрабатывающей головки, а управляющее устройство (20) выполнено с возможностью формирования по меньшей мере одного управляющего сигнала для управления исполнительным механизмом, поставленным в соответствие этому технологическому параметру, причем этот управляющий сигнал представляет заданное значение соответствующего технологического параметра, поставленное в соответствие одному из соответствующим образом зарегистрированному значению скорости обрабатывающей головки согласно определенной функциональной зависимости заданного значения соответствующего технологического параметра от скорости обрабатывающей головки.
5. Система по п.4, в которой скорость обрабатывающей головки может быть изменена в пределах заданного диапазона (Δv) скоростей, а функциональная зависимость заданного значения технологического параметра от скорости обрабатывающей головки определена таким образом, что определены различные частичные диапазоны (δv1, δv2, δv3) заданного диапазона скоростей, а заданное значение (LL, DF, DD, PG) технологического параметра по меньшей мере в двух частичных диапазонах (δv1, δv2, δv3) в каждом случае принимает различные значения (LL1, LL2; DF1, DF2; DD1, DD2; PG1, PG2).
6. Система по п.5, в которой заданное значение технологического параметра во всех частичных диапазонах (δv1, δv2, δv3) в каждом случае принимает постоянное значение.
7. Система по одному из пп.4-6, содержащая запоминающее устройство (40), связанное с управляющим устройством и в котором сохранены соответствующие значения, которые принимает указанное заданное значение при заданных значениях скорости обрабатывающей головки.
8. Система по одному из пп.4-6, выполненная с возможностью исполнения алгоритма, который может быть исполнен управляющим устройством, для расчета соответствующего заданного значения, соответствующего заданному значению скорости.
9. Система по п.5, в которой обрабатывающая головка (10) выполнена с возможностью замедления во время изменения ее кинематического режима в зависимости от ее движения таким образом, что ее скорость достигает верхней граничной скорости (vg1, vg2) конкретного частичного диапазона (δv2, δv3) или падает ниже ее, или таким образом, что ее скорость последовательно достигает соответствующих верхних граничных скоростей (vg1, vg2) конкретных частичных диапазонов (δv2, δv3) заданного диапазона скоростей или падает ниже их.
10. Система по п.9, в которой управляющее устройство (20) выполнено с возможностью регистрации соответствующего достижения верхней граничной скорости соответствующего частичного диапазона или падения ниже нее, причем после регистрации соответствующего достижения верхней граничной скорости (vg1, vg2) соответствующего частичного диапазона (δv2, δv3) или падения ниже нее может быть сформирован управляющий сигнал для управления исполнительным механизмом (50.10, 50.11, 50.12, 50.20, 50.21, 50.22, 50.23, 50.24, 50.25, 50.26, 50.27), при этом соответствующий управляющий сигнал представляет собой заданное значение, поставленное в соответствие значению скорости в пределах соответствующего частичного диапазона, зарегистрированному управляющим устройством.
11. Система по п.9 или 10, в которой указанное изменение кинематического режима может быть выполнено:
а) если линия (L1, L2) резания содержит по меньшей мере один участок, на котором изменено направление в ответ на движение обрабатывающей головки в направлении изменения направления (P3), и/или
б) в конце процесса резания перед достижением конечной точки линии (В2) резания.
12. Система по одному из пп.5-6, в которой обрабатывающая головка (10) выполнена с возможностью ускорения во время изменения ее кинематического режима таким образом, что скорость (v) обрабатывающей головки (10) достигает нижней граничной скорости (vg1, vg2) конкретного частичного диапазона (δv1, δv2) или превышает ее, или таким образом, что скорость (v) обрабатывающей головки (10) последовательно достигает соответствующей нижней граничной скорости (vg1, vg2) конкретных частичных диапазонов (δv1, δv2) заданного диапазона скоростей или превышает ее.
13. Система по п.12, в которой регистрирующие средства (32) выполнены с возможностью регистрации соответствующего достижения или превышения нижней граничной скорости соответствующего частичного диапазона, причем после регистрации соответствующего достижения или превышения нижней граничной скорости (vg1, vg2) соответствующего частичного диапазона (δv1, δv2) может быть сформирован управляющий сигнал для управления исполнительным механизмом (50.10, 50.11, 50.12, 50.20, 50.21, 50.22, 50.23, 50.24, 50.25, 50.26, 50.27), при этом соответствующий управляющий сигнал представляет собой заданное значение, поставленное в соответствие значению скорости в пределах соответствующего частичного диапазона (δv1, δv2), зарегистрированной управляющим устройством (20).
14. Система по п.11, в которой изменение кинематического режима может быть выполнено:
а) если линия (L1) резания содержит по меньшей мере один участок, на котором изменено направление (P3) в ответ на движение обрабатывающей головки в направлении от изменения направления, и/или
б) в начале процесса резания в ответ на движение обрабатывающей головки (10) в направлении от начальной точки (P1) линии (L2) резания.
15. Система по п.9 или 13, в которой управляющее устройство (20) выполнено с возможностью определения периодов (t5-t4) времени, в течение которых соответствующая скорость (v) обрабатывающей головки находится в пределах частичного диапазона (δv1), предварительно в каждом случае, причем управляющий сигнал может быть сформирован, только когда соответствующим образом определенный период времени больше заданного значения.
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| СПОСОБ ОТСЛЕЖИВАНИЯ КРОМОК ПЕРЕД СВАРКОЙ И КОНТРОЛЯ КРОМОК (ВАРИАНТЫ) И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1997 |
|
RU2138374C1 |
| Способ автоматического управления работой лазера на углекислом газе | 1986 |
|
SU1336146A1 |
| Устройство для лазерной обработки | 1990 |
|
SU1764905A1 |
| Станок для поперечного разрезания круглых палок на куски требуемых размеров | 1929 |
|
SU15103A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| EP 0506968 A1, 07.10.1992 | |||
| US 5688418 A, 18.11.1997 | |||

