Изобретение относится к литейному производству и может быть использовано для литья алюминиевых сплавов под давлением до начала кристаллизации.
Известен способ управления процессом кристаллизации и устройство для его осуществления (патент №RU 2516210), при котором жидкий металл, находящийся при температуре выше ликвидуса на 150-200 К, заливают в контейнер - кристаллизатор из вакуумной камеры. Величина вакуума в контейнере-кристаллизаторе составляет 0,2-0,3⋅10-5 рт.ст. На кристаллизующийся металл накладывают давление пресс-плунжерами и повышают его со скоростью более чем 40 МПа/с до величины 300-400 МПа. После сжатия металла на 10% повышают давление с той же скоростью до 500 МПа и дополнительно уплотняют металл на 2,4-2,8%. Изостатическое сжатие металла осуществляют до тех пор, пока металл не охладится до 100-150°С.
Недостатком вышеуказанного способа является то, что наложение давления осуществляется в 2 этапа, процесс опрессовки металла растягивается на значительный период времени: 1 фаза - 5 с., 2 фаза - 60 с. и более. За указанные отрезки времени, диффузионные процессы приводят к тому, что достигаемое за счет наложения давления неравновесное состояние сплава стремится к равновесному. Структура, сформированная при наложении давления в два этапа, не существенно отличается от равновесной структуры; процесс опрессовки осуществляется без использования частотно-импульсной модуляции, что не обеспечивает влияния давления на формирование фрагментов наноструктуры и требуемого повышения механических свойств.
Наиболее близким является способ управления процессом кристаллизации алюминиевых сплавов при литье под давлением (Патент №2657668), который заключается в заливке жидкого металла перегретого выше ликвидуса на 150-200 К, в вакуумируемую полость формы через заливочную чашу, путем подрыва стопора. На кристаллизующийся металл накладывают давление в однофазном режиме левым пресс-плунжером и правым пресс-плунжером, которые движутся навстречу. Давление повышают со скоростью 120-125 МПа/с, с интервалами 0,5-0,1 с, в течение 4 с до величины 500 МПа, тем самым уплотняя металл на 12,8%. Подпрессовка металла осуществляется под давлением p=3σт(t), где σт(t) - предел текучести опрессовываемого сплава с учетом температуры, до тех пор, пока металл не охладится до 100-150°С.
Недостатком вышеуказанного способа является то, что повышение давления осуществляется в широком диапазоне 125 МПа/с и не более 4 с. Заявленная скорость наложения давления является высокой, что не обеспечивает контролируемое формирование свойств в узком диапазоне, а только способствует повышению физико-механических свойств за счет высокой скорости наложения давления.
Кроме того, в указанном способе, перед заливкой металла осуществляется нагрев формы и перегрев металла, что позволяет накладывать давление на жидкий металл, но за указанное время опрессовки 4 с в центральной части отливок с большим сечением, процессы кристаллизации все еще продолжаются, поэтому время контролируемого наложения давления в подобных случаях необходимо увеличивать.
Нужно сказать, что указанные в способе интервалы времени (05,-0,1 с) не обеспечивают своевременной реакции системы на изменения в процессе кристаллизации, т.к. процессы формирования свойств металлопродукции под высоким давлением протекают гораздо более интенсивно.
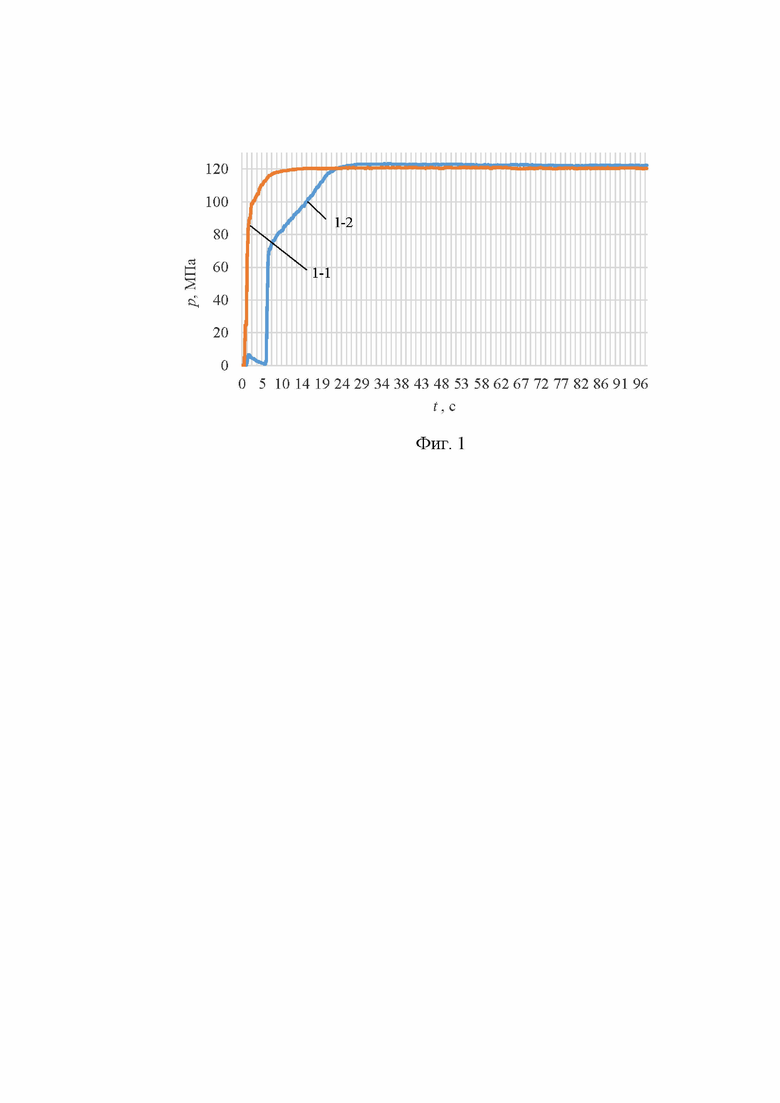
Таким образом, экспериментально было установлено, что литье алюминиевых сплавов в условиях наложения давления до начала кристаллизации необходимо осуществлять в диапазоне изменений давления ±10 МПа с использованием, для управления изменениями давления в гидросистеме, частотного преобразователя. Характерные режимы наложения давления (РНД) (1-1 и 1-2), в соответствии с которыми осуществляется процесс опрессовки представлены на фиг.1
Задачей заявляемого изобретения является управление формированием физико-механических свойств алюминиевых сплавов в условиях наложения давления до начала кристаллизации, путем поддержания заданного давления в гидросистеме пресс-плунжеров в интервале±10МПа.
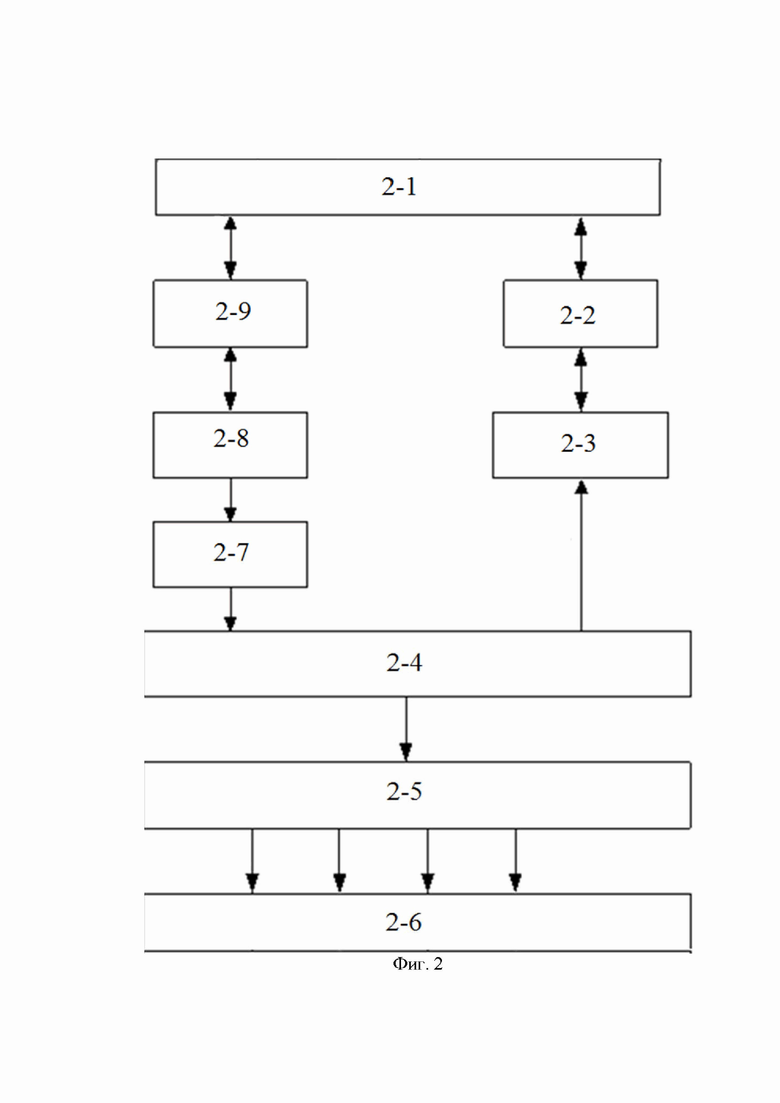
Поставленная задача решается за счет разработанной системы управления гидравлическим прессом см. фиг.2, где для формирования физико-механических свойств алюминиевых сплавов в условиях наложения давления до начала кристаллизации используется программное управление, функционирующее на персональном компьютере, где персональный компьютер является пультом оператора, а установленное управляющее программное обеспечение представляет собой связующее звено, которое позволяет обработать информацию и выработать управляющие воздействия.
Таким образом, устанавливается зависимость параметров структуры обрабатываемого металла от режима наложения давления или от положения прессующих плунжеров, тем самым обеспечивается поддержание заданного уровня давления в гидросистеме пресс-плунжеров на программном уровне. Такая система управления динамические свойства гидропривода приводит в соответствие с поведением расплавленного металла под давлением.
Указанный способ реализован за счет разработанной системы управления технологическим процессом, в состав которой входят: ЭВМ (2-1) программируемый логический контроллер 1 (ПЛК1) (2-9) и программируемый логический контроллер 2 (ПЛК2) (2-2). Основная часть системы управления ориентирована на ПЛК2. В ПЛК2 заложены функции управления и функции сравнения результатов работы на выходе с параметрами на входе. ПЛК1 предназначен для повышения производительности, функциональности и надежности системы управления. Кроме того, ПЛК1 отвечает за управление частотным преобразователем (2-7), который реагирует на показания датчика давления (2-3) в гидросистеме пресс-плунжеров. В состав ПЛК1 заложены функции цифро-аналогового преобразователя (2-8), функции программной коррекции и обратной связи, что позволяет вносить необходимые коррективы в технологический процесс (2-5), поддерживать заданный режим наложения давления технологическим оборудованием (2-4) в реальном времени.
Автоматизация управления формированием физико-механических свойств металлопродукции (2-6) осуществляется на основе контроля и стабилизации параметров изменения давления во времени. В качестве основных физико-механических свойств приняты: сжимаемость, твердость, плотность металла, предел прочности.
Предлагаемый способ литья алюминиевых сплавов в условиях наложения давления до начала кристаллизации, основан на идеи управления процессом кристаллизации. В основу предлагаемого способа заложены полученные результаты, основанные на сближение атомов, хаотически распределенных в жидком состоянии на расстояния действия сил отталкивания и притяжения, когда зародыши совершенных по строению кристаллов возникают из большего числа центров, по сравнению с равновесной кристаллизацией. При таком подходе, благодаря регулированию, контролю и управлению величиной накладываемого давления на кристаллизующийся металл, становится возможным получать изделия различных форм и размеров с заданным сочетанием физико-механических свойств.
Величина накладываемого давления варьируется от 0 до 500 МПа, с интервалами 0,01 с, диапазон изменения давления ±10 МПа, время опрессовки определено экспериментально для сплавов различного состава и различной геометрии отливок и составляет от 4 до 10 с.
Диапазон изменения давления в гидросистеме ±10 МПа установлен с учетом чувствительности датчика давления и технических характеристик частотного преобразователя, также учитывается влияние минимального давления на характер кристаллизации.
В предлагаемом способе используется разработанный метод обработки кристаллизующегося металла, который состоит в том, что переход металла из жидкого состояния в кристаллическое осуществляется в условиях управления сближением атомов на расстояния, близкие к тем, которые соответствуют твердому состоянию. Зафиксированные в местах хаотичного распределения в жидком металле атомы постепенно, по мере движения прессующих плунжеров переводятся из жидкого в твердое состояние. Нужно отметить, что до наложения давления, расплавленный металл в разогретую до 200°С форму заливается с перегревом выше температуры ликвидус на 150-200°С, а время и величина, накладываемого давления приводятся в соответствие с заданными величинами, при этом давление во всем объеме распределяется равномерно, а его величина достаточна для опрессовки жидкого металла до такой степени, что время, необходимое для равновесной кристаллизации, становится больше отрезка времени, необходимого для перехода из жидкого состояния в твердое, без образования кристаллов.
Для обеспечения вакуума в полости формы 0,1-0,2 атм. в процессе заливки жидкого металла в комплексе предусмотрена автономная вакуумная система, представляющая собой вакуумный насос, вакуумный ресивер и штуцер. Система обеспечивает заданное значение разряжения в течение всего времени технологического процесса, что позволяет не только увеличить скорость заполнения полости формы жидким металлом, но и создает условия, при которых полости формы заполняется жидким металлом с заданной скоростью плавно, сплошным фронтом, без разбрызгивания. Применение такого способа заливки жидкого металла в полость формы напрямую влияет на процесс контроля и управления свойствами формируемых деталей и изделий. Заливка жидкого металла в полость формы сплошным фронтом позволяет не допустить образования на поверхности слитков/изделий волнистости, заусенцев и других дефектов поверхности.
В этих условиях, когда полость формы заполняется жидким металлом, то (при такой схеме и параметрах процесса) распределение температуры по всему объему изделия происходит равномерно. Таким образом, создаются благоприятные условия для наложения давления на кристаллизующийся металл. В то время, как уже закристаллизовавшийся металл оказывает на порядок более высокое сопротивление деформации и исключает распространение давления на еще не имеющийся в полости формы жидкий металл.
Управление работой гидросистемы пресс-плунжеров осуществляется системой управления в автоматическом режиме. С помощью прикладной программы фиксируется режим наложения давления, а изменения параметров от времени процесса отражаются на графике. Для наложения на расплавленный металл давления по заданному режиму в управляющей программе предусмотрена возможность управления параметрами частотного преобразователя. Данный принцип управления обеспечивает широкие пределы регулирования, как по давлению (±10МПа), так и по времени его поддержания (±0,01 с).
Автоматическое управление величиной накладываемого давления и соответственно перемещением исполнительных органов гидроприводов - пресс-плунжеров, происходит таким образом, чтобы их ход отвечал заданным значениям, что в свою очередь обеспечивает решение поставленной задачи - литье алюминиевых сплавов в условиях наложения давления до начала кристаллизации, с возможностью управления формированием физико-механических свойств конечной продукции.
В результате использована структура управления, относящаяся к классу адаптивных систем управления с эталонной моделью, где в качестве эталонной модели выступает зависимость изменения давления во времени. Разработанная система управления имеет обратную связь: основанную на внутренней корректирующей связи по давлению. С помощью функции управления определяется требуемое управляющее воздействие усилия гидропривода, которое преобразуется в необходимую величину перемещения плунжеров. В связи с этим гидропривод, используемый для наложения давления на жидкий металл, помимо статических (развиваемое усилие, жесткость) и динамических (устойчивость, точность, качество переходного процесса) характеристик должен отвечать требованиям, управления законом развиваемого усилия и скорости перемещения. Основным управляемым параметром, определяющим усилие и скорость перемещения плунжеров, является давление в рабочей полости гидроцилиндров.
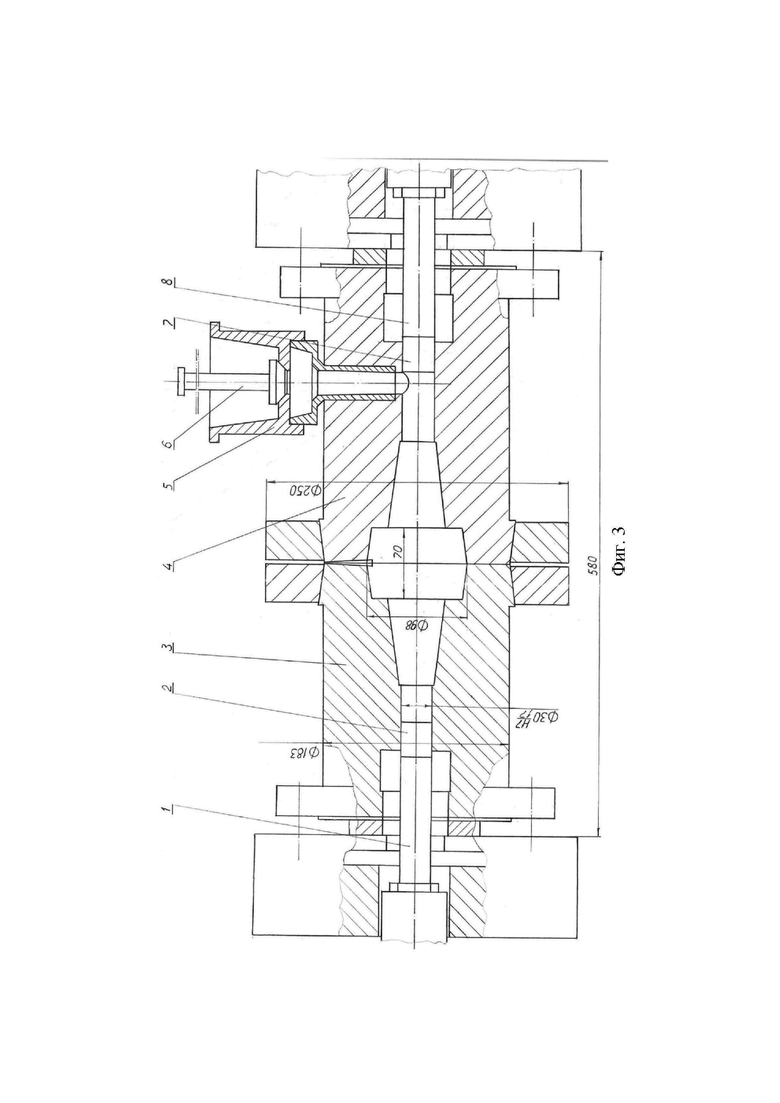
Изобретение иллюстрируется фиг.3. Для литья алюминиевых сплавов в условиях наложения давления до начала кристаллизации слитки (размером ∅ 98×70 мм) из алюминиевого сплава марки АК12 изготавливают в полости формы с применением предлагаемого способа по схеме, приведенной на фиг.3. Выплавку металла осуществляют в тигле, в индукционной печи мощностью 30 кВт. Так как принципиальное значение имеет температура заливаемого металла и температуры формы перед заливкой, то их измерение имело значение. По ходу плавки температуру металла и температуру формы контролируют тепловизором ThermaCAM E25 с точностью ±5К. Металл перегревают до 850°С, проводят термовременную обработку металла в течение 15 мин, после чего металл заливают в полость формы, подрывая стопор 6 заливочной чаши 5, полость формы, предварительно нагретую до 200°С, вакуумируют (значение вакуума 0,2 атм). Движением прессующих плунжеров 1 и 8 друг навстречу другу металл оперссовывают, в отливку впрессовываются контрплунжеры 2 и 7, после чего левая полуформа 3 отводится от правой полуформы 4 и отливка извлекается. Нагрев формы и перегрев металл необходим для того, чтобы расплавленный металл перед наложением давления представлял собой однофазную систему - раствор гомогенной концентрации с явно выраженными свойствами жидкости, которая, как известно, передает давление равномерно во всех направлениях.
Режим наложения давления, т.е. зависимость коэффициента давления от времени выбирают по результатам предварительных исследований.
В этой связи можно утверждать, что автоматизация процесса литья алюминиевых сплавов в условиях наложения давления до начала кристаллизации с возможностью контроля физико-механических свойств и получения стабильных показателей качества выпускаемой продукции, за счет применения программируемого наложения давления на кристаллизующийся металл является актуальной научно-технической задачей.
Изобретение относится к литейному производству. Способ литья алюминиевых сплавов в условиях наложения давления до начала кристаллизации включает заливку жидкого металла, перегретого на 150-200°С выше ликвидуса, в заливочную чашу (5) со стопором (6), заливку жидкого металла в подогретую до 200°С и вакуумированную до 0,1-0,2 атм форму и наложение на жидкий металл давления от 0 до 500 МПа пресс-плунжерами (1, 8), движущимися друг навстречу другу. Давление накладывают по заданному режиму, а давление в гидросистеме пресс-плунжеров регулируют частотным преобразователем, параметры настройки которого обеспечивают скорость наложения давления от 10 МПа/с до 125 МПа/с с интервалами 0,01 с. В программу управления гидросистемой пресс-плунжеров вводят исходные данные о зависимости изменения накладываемого давления во времени. В ходе опрессовки поддерживают давление с точностью ±10 МПа, причем фактическое давление фиксируют датчиком, сравнивают его с заданным давлением, и при достижении отклонения фактического давления 10 МПа подают команду на частотный преобразователь для снижения или повышения давления до заданного. Обеспечивается управление формированием физико-механических свойств алюминиевых сплавов. 3 ил. 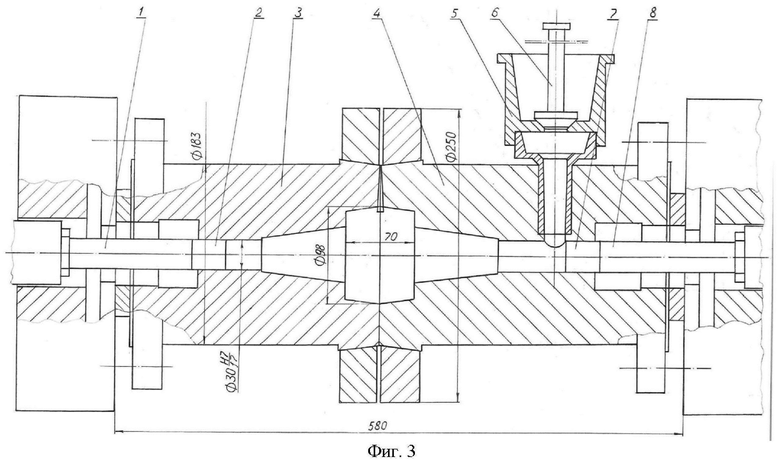
Способ литья алюминиевых сплавов в условиях наложения давления до начала кристаллизации, включающий заливку жидкого металла, перегретого выше температуры ликвидус на 150-200°С, в заливочную чашу со стопором, вакуумирование полости формы, подогрев формы до 200°С, подрыв стопора и заливку жидкого металла в предварительно подогретую форму, причем величина вакуума в полости формы составляет 0,1-0,2 атм, наложение на жидкий металл давления в интервале от 0 до 500 МПа пресс-плунжерами, движущимися друг навстречу другу, отличающийся тем, что давление накладывают по заранее заданному режиму, при этом регулировку давления в гидросистеме пресс-плунжеров осуществляют посредством частотного преобразователя, параметры настройки которого выбирают из условия осуществления скорости наложения давления в пределах от 10 МПа/с до 125 МПа/с с интервалами 0,01 с, при этом в заранее заданную программу управления гидросистемой пресс-плунжеров вводят исходные данные, характеризующие зависимость изменения накладываемого давления во времени, запускают процесс опрессовки, в ходе которого осуществляют поддержание давления с точностью ±10 МПа в соответствии с упомянутой программой управления, при этом фактическое давление фиксируют датчиком давления, производят сравнение фактического давления с давлением, заданным программой управления в данный момент времени, и при достижении отклонения фактического давления величины 10 МПа подают команду на частотный преобразователь, обеспечивающий снижение или повышение давления до заданного программой управления гидросистемой пресс-плунжеров значения, раскрывают форму и извлекают отливку.
| Способ управления процессом кристаллизации алюминиевых сплавов при литье под давлением | 2016 |
|
RU2657668C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРИСТАЛЛИЗАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2516210C2 |
| US 5427170 A1, 27.06.1995 | |||
| JP 2005088033 A, 07.04.2005 | |||
| US 5346381 A1, 13.09.1994 | |||
| Способ изготовления поршневой заготовки из заэвтектического силумина | 2018 |
|
RU2692150C1 |

