ISD ч
41
со fl Изобретение относится к области ультразвуковой размерной обработки хрупких материалов, преимущественно к прошивке отверстий в подложках мик росборок . Целью изобретения является уменьшение степени повреждения поверхности и снижение расхода абразива. На чертеже представлен вариант реализации способа ультразвуковой размерной обработки материалов. Изделие 1, в котором необходимо прошить отверстие, посредством приклейки (или примораживания) закрепляется на стеклянной подложке 2. Под ложка при помощи фиксирующего приспособления крепится на металлической плите 3, в полости которой имеют ся каналы 4, по которым циркулирует охлаждающая жидкость (например, фреон) . На подложку 2 устанавливают ограничительное кольцо 5, в которое заливают воду, превращающуюся в лед 6. С помощью трафарета в зону обработки насыпают абразив 7. Способ осуществляется следующим образом. На подложку 2 намбраживают слой льда 6, в который в зоне обработки вмораживают абразив 7. Обработку про изводят ультразвуковым концентратом192инструментом 8. Абразив, намороженный в зоне обработки при тепловом воздействии ультразвукового инструмента переходит в свободное состояние, при этом под торцом ультразвукового ин|струмента образуется локальная ванна с абразивной суспензией. Под действием колеблюп;егося торца инструмента абразивные частицы выкаливают микрочастицы материала.Удаление защитного слоя осуществляется посредством нагрева подложки. Формула изобретения 1.Способ ультразвуковой размерной обработки, заключающийся в воздействии инструмента, совершающего ультразвуковые колебания, на поверхность изделия через абразивную суспензию, отличающийся тем, что, с целью уменьшения степени повреждения поверхности и снижения расхода абразива, поверхность изделия покрывают слоем льда, а абразивные частицы вводят в него локально в зонлх резания в процессе намораживания . 2.Способ поп.15отличающ и и с я тем, что крепление изделия осуществляют примораживанием.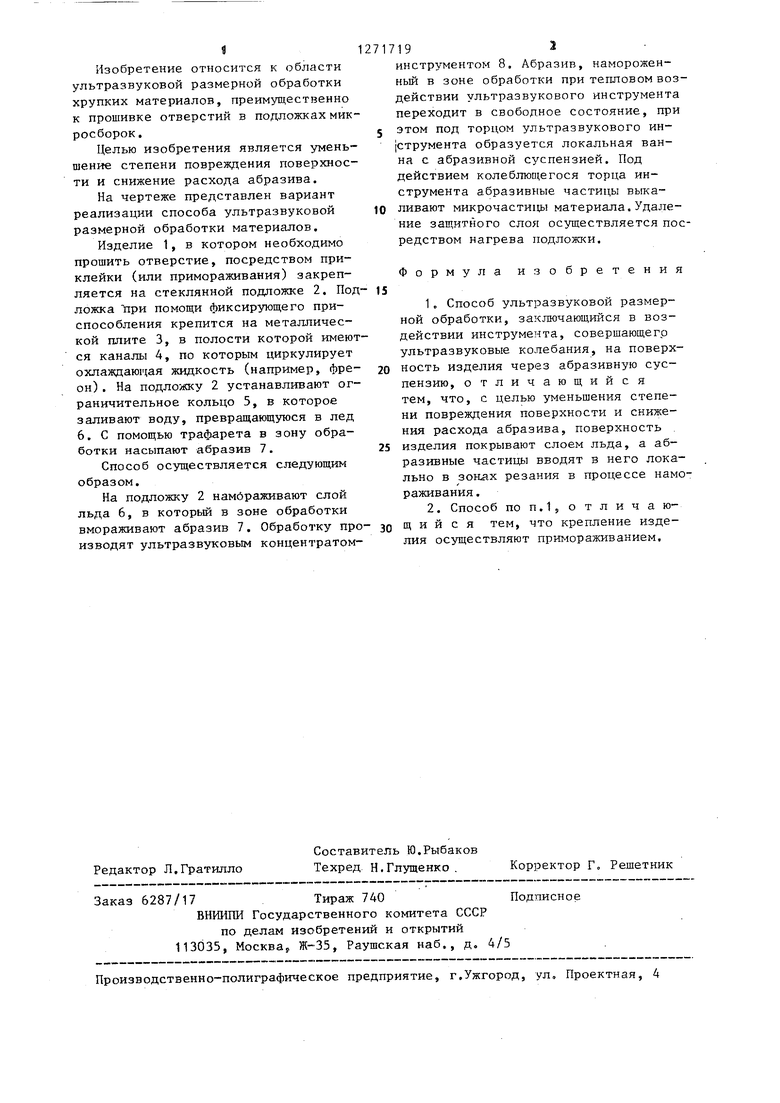
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой размерной обработки глухих полостей | 1978 |
|
SU872278A1 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| Устройство для ультразвуковой размерной обработки | 1986 |
|
SU1553195A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИЗДЕЛИЯ И ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ | 1997 |
|
RU2169068C2 |
| АНТИПРИЖОГОВАЯ ДОБАВКА К СМАЗКАМ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ И ТВЕРДЫЕ СМАЗКИ, СОДЕРЖАЩИЕ ЕЕ (ВАРИАНТЫ) | 1996 |
|
RU2118651C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2006 |
|
RU2361719C2 |
| Алмазная абразивная суспензия | 1991 |
|
SU1781271A1 |
| Способ правки отрезного круга | 1981 |
|
SU986769A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ САПФИРОВОЙ ПОДЛОЖКИ | 2007 |
|
RU2422259C2 |
| Способ ультразвуковой размерной обработки | 1975 |
|
SU722715A1 |
Изобретение позволяет уменьшить степень повреждения поверхности изделия вне зоны резания и снизить расход абразива. Изделие 1, приклеенное (примороженное) к подложке 2, крепится к холодной металлической плите 3. Изделие защищают слоем льда 6, а в зоне ре-зания вмораживают абразив 7. Под воздействием ультразвукового инструмента лед плавится, абразив 7 переходит в свободное состояние только в зоне воздействия инструмента В,причем именно в этой области происходит резание. 1 ил.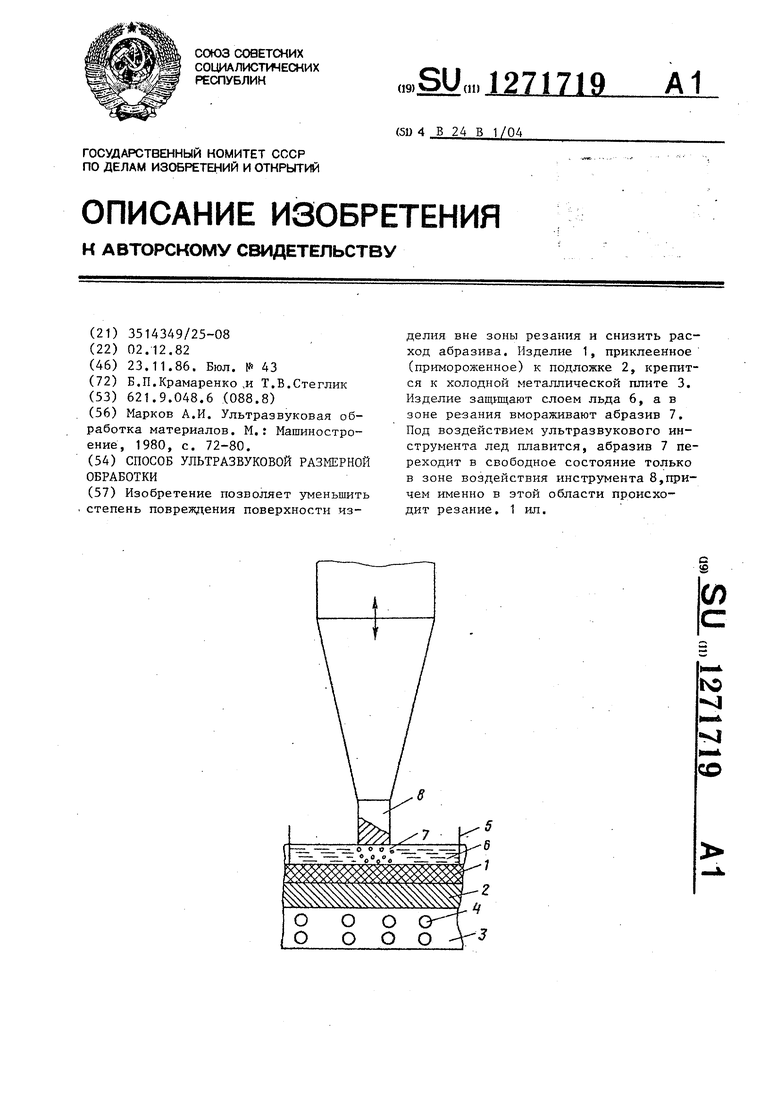
| Марков А.И | |||
| Ультразвуковая обработка материалов | |||
| М.: Машиностроение, 1980, с | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
