Изобретение относится к отделке поверхности свободным абразивом и может быть использовано в машиностроения при удалении заусенцев и притуплении острых кромок на зубьях деталей типа шестерен.
Цель изобретения - упрощение управления положением обтекателей,
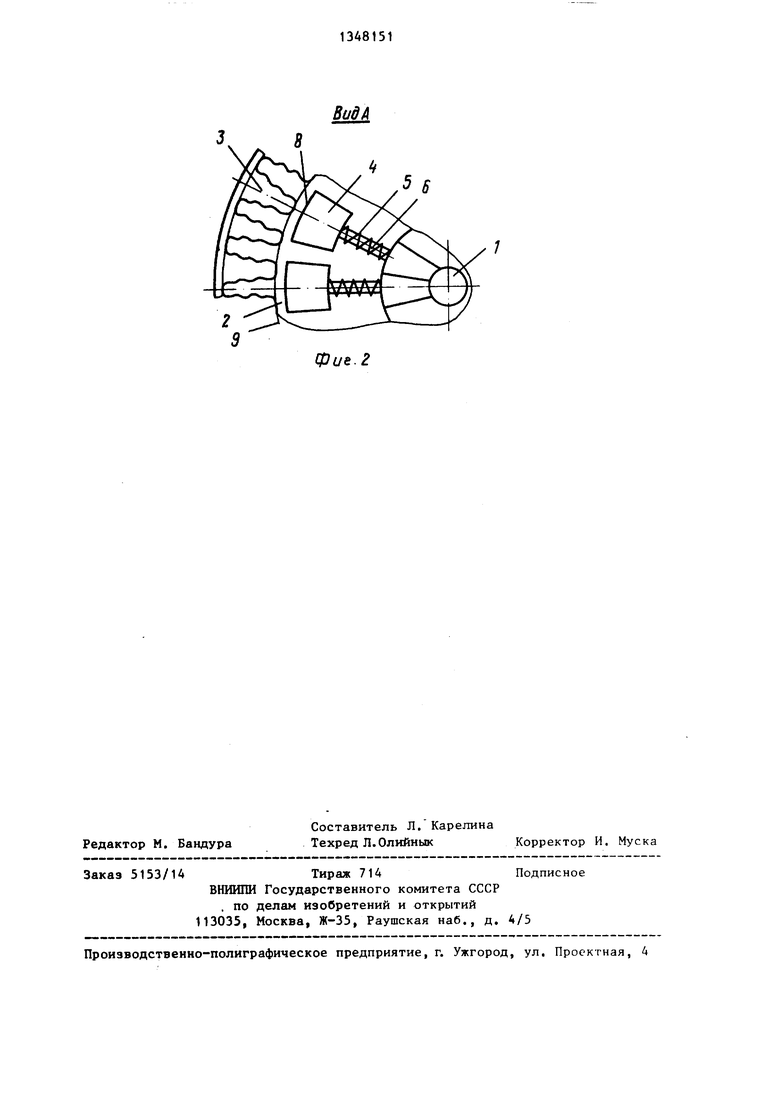
На фиг. 1 показано устройство для реализации предлагаемого способа, общий вид; на фиг, 2 - вид А на фиг, 1.
К шпинделю станка 1 прикрепляют обрабатываемую деталь 2 - диск рабочего колеса турбины с елочными пазами 3 для установки лопаток, К шпинделю прикреплены также обтекатели 4, которые подпружинены пружинами 5 и могут перемещаться радиально по штоку 6 вдоль торцовой поверхности 7 детали 2, Рабочие поверхности 8 обтекателей выполнены эквидистантными ок- ружноСти 9 впадин пазов диска. На подлежаи ую обработке поверхность детали закрывают защитным кожухом 10, Деталь 2 погружают в вибробункер 11 с увлажненным абразивом 12 и приводят во вращение. Абразивная суспензия состоит из твердой фазы - шлифзерна электрокорунда и жидкой фазы - смазы- вающе-охлаждающей жидкости, прокачиваемой через абразив насосом (не показан) с помощью трубопроводов 13 и U,
Количество-обтекателей может изменяться от четырех до числа впадин между зубьями диска в зависимости от технологических режимов, размеров диска и конструктивных соображений, подбирается экспериментально,
Положение обтекателей относительно окружности впадин зубьев изменяют, увеличивая или уменьшая вязкость абразивной среды за счет уменьшения или увеличения соответственно расход смазывающе-охлаждающей жидкости (СОЖ), прокачиваемой через абразив в течение одного цикла обработки в пределах 0,4 - 1,0 л/мин.
Увеличение вязкости абразивной среды при величине г одачи СОЖ менее 0,4 л/мин ведет к повышению производительности, при этом возможно подрезание ножки зуба в большей степени для деталей с меньшими радиусами (пр п const). Увеличение подачи СОЖ более 1 л/мин ведет к уменьшению вязкости абразивной среды и перекрытию
обтекателями основания зуба, т.е. отклонение струи абразива не будет обеспечивать обработку зуба по всему
периметру. Величину подачи прокачиваемой через абразивную среду жидкости назначают для каждого типоразмера детали; местонахождение обтекателей (граничной зоны отклоняемой
струи абразива) Определяют по контрольному образцу на партию деталей.
Расход СОЖ 0,4 л/мин обеспечивает необходимую влажность абразива 12 - 14 об.% при массе абразива 35 кг. Работа установки, реализующей способ, рекомендуется только после достижения указанной влажности абразива. После окончания обработки одной стороны кромок зубьев диска реверсируют
вращение шпинделя. Затем прекращают вращение шпинделя, поворачивают диск на 180 , устанавливая его для обработки другой торцовой поверхности. Связь местоположения обтекателей
и параметров пружины вытекает из следующего: масса одного обтекателя m 45 г 0,045 кг; радиус установки центра массы (первоначальное положение) обтекателя R 80 мм; количество оборотов диска в минуту п 2500 об /мин; центробежная сила Р m-R кгс; угловая скорость j
)lE - ЯЧ2 V 302 - J X
X 0,045 X 0,08 25н 2,5 кг-с.
По этим данным выбирают параметры пружины растяжения по ГОСТ 9389-75. Р1 - сила пружины при предварительной деформации, кгс; Р2 - сила пружины при рабочей деформации, кгс; РЗ - сила пружины при мах,деформации, кгс; высота пружины h 20 мм;
,1 о
30
с.- Р
11.
5
диаметр пружины d 10 мм Р2
1-0,05 Жесткость пружины Z
1,64 кгс.
0
5
Р2
i-o7i
Р2зР1
R
О, 125 кгс.
Выбирают пружину растяжения 1 кл,, 1 разряда по ГОСТ 9383-75, № 240,
При измене1п-1И расхода прокачиваемой через абразив жидкости в рекомендованных пределах увеличение длины пружины от начала до конца обработки соответствует 1,5-3 мм,
Пример, Обработку проводили с использованием в качестве наполнителя шлифзерна электрокорунда белого
нере, мм № .пружины
40 - 80 240
10
3 . 134815 арки 25 А зернистостью 100 и электокорунда нормального марки 13 А по ОСТ 3547-80 при следующих режимах:
Скорость резания, м/с 7-18 .с Продолжительность обработки, ми:: Первоначальная вязкость суспензии, % Масса абразива сухого, кг
Расход СОЖ-эмульсии, л/мин
Частота виброколебаний, Гц Амплитуда колебаний, мм
Глубина погружения деталей и образцов в абразивную среду, считая от верхнего ее уровня в контей2-20
12 - 14
35
0,1 - 1,2
22
15
20
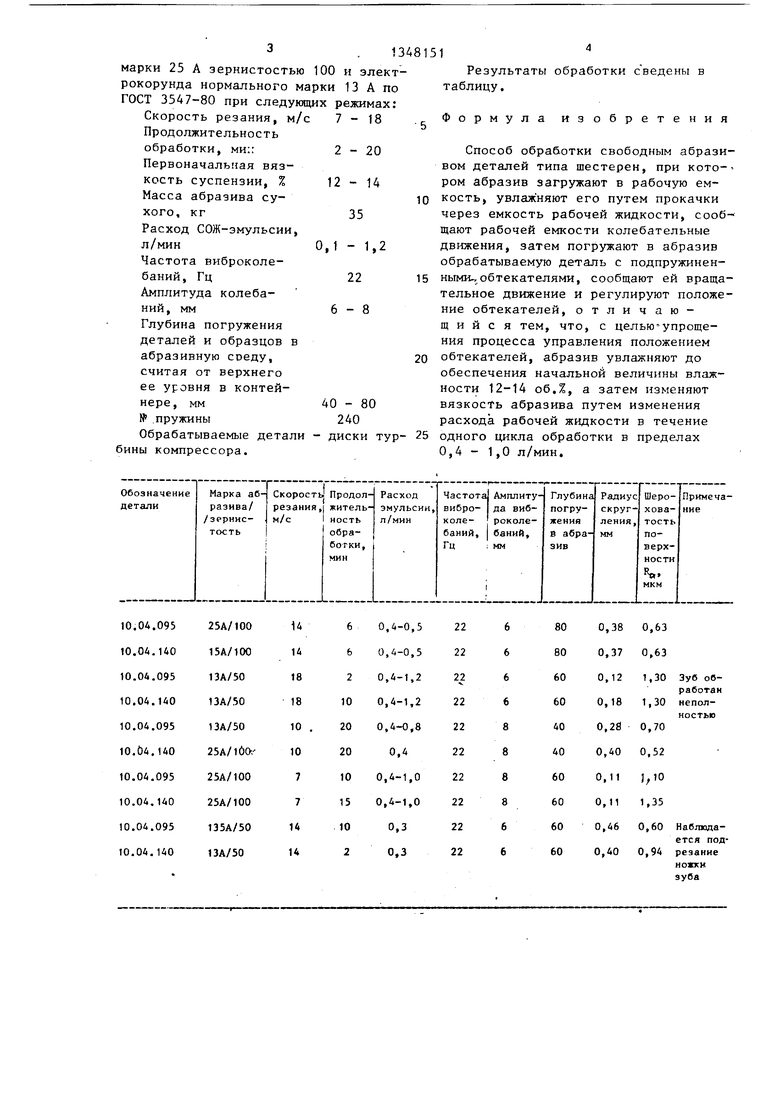
Обрабатываемые детали - диски тур- 25 ины компрессора.
Результаты обработки с ведены в таблицу.
Формула изобретения
Способ обработки свободным абразивом деталей типа шестерен, при котором абразив загружают в рабочую емкость, увлажняют его путем прокачки через емкость рабочей жидкости, сообщают рабочей емкости колебательные движения, затем погружают в абразив обрабатываемую деталь с подпружиненными обтекателями, сообщают ей вращательное движение и регулируют положение обтекателей, отличающийся тем, что, с целью упроще- ния процесса управления положением обтекателей, абразив увлажняют до обеспечения начальной величины влажности 12-14 об.%, а затем изменяют вязкость абразива путем изменения расхода рабочей жидкости в течение одного цикла обработки в пределах 0,4 - 1,0 л/мин.
Фи&.2
Редактор М. Бандура
Составитель Л. Карелина
Техред Л.Олийнык Корректор И. Муска
Заказ 5153/14Тираж 714Подписное
ВНИИПИ Государственного комитета СССР
. по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вибрационной обработки деталей типа шестерен | 1984 |
|
SU1202825A1 |
| Способ обработки свободным абразивом деталей типа дисков турбомашин | 1987 |
|
SU1491672A1 |
| Способ обработки деталей абразивной средой | 1984 |
|
SU1273238A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1973 |
|
SU375167A1 |
| Способ обработки деталей в среде свободного абразива | 1981 |
|
SU948637A1 |
| Способ обработки деталей в свободном абразиве | 1981 |
|
SU1212766A1 |
| Способ обработки деталей в псевдоо-жижЕННОМ АбРАзиВЕ | 1979 |
|
SU846243A1 |
| Устройство для обработки деталей свободным абразивом | 1980 |
|
SU931405A1 |
| Устройство для отделочно-зачистной обработки | 1986 |
|
SU1458120A1 |
| Способ обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU770760A1 |
Изобретение относится к отделке поверхности свободным абразивом и может быть использовано в машиностроении при удалении заусенцев и притуплении острых кромок на зубьях деталей типа шестерен. Цель изобретения - упрощение процесса управления положением обтекателей. Способ позволяет производить удаление заусенцев и притупление острых кромок на зубьях деталей типа шестерен при применении подпружиненных обтекателей. Деталь 2 устанавливают на шпинделе с подпружиненными обтекателями 4. Шпиндель погружают в заполненный абразивом 12 вибробункер 11. Рабочую жидкость прокачивают через абразив с помощью трубопроводов 13 и 14. Положение обтекателей регулируют за счет изменения расхода рабочей жидкости в течение одного цикла обработки в пределах 0,4 - 1,0 л/мин.2 ил. 1 табл. сл 00 4 00 СП фиг. /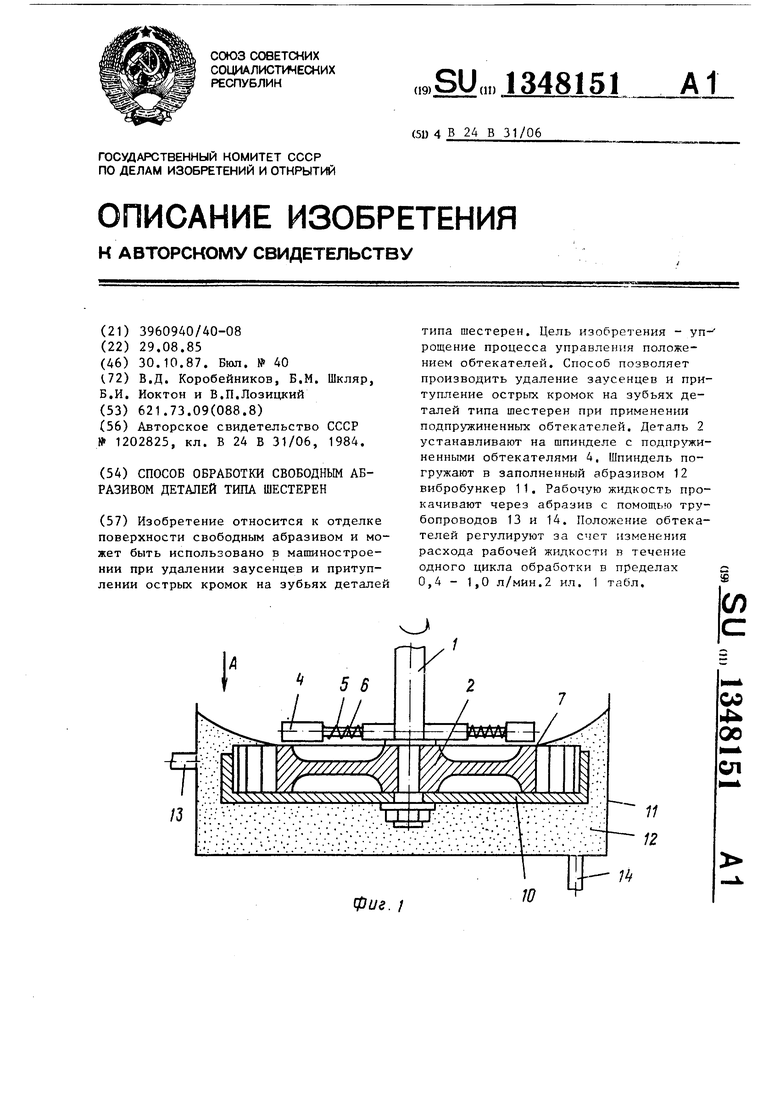
| Устройство для вибрационной обработки деталей типа шестерен | 1984 |
|
SU1202825A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
