Предлагаемое изобретение относится к области железнодорожного и иного рельсового транспорта и может быть использовано для ремонта локомотивов и вагонов в условиях депо или на железнодорожных станциях.
В настоящее время колесотокарные станки для обработки поверхности катания колесных пар локомотивов и вагонов без выкатки известны. К ним относится, в частности, станок ТК956Ф3С, состоящий из двух стационарных токарных головок. Это двухшпиндельный станок с механизмами подачи, копировальным устройством и приводами подачи и вращения колесной пары. Он устанавливается на фундаменте и монтируется так, что колесная пара, подлежащая ремонту, должна быть установлена строго в определенное положение. Это делает станок ТК956Ф3С, являющийся аналогом предлагаемого, применимым только в условиях депо или подобных им специальных ремонтных мастерских. Для ремонта колес локомотивов и вагонов на железнодорожных станциях, не имеющих специального оборудования, он не пригоден.
Отмеченного недостатка лишен малогабаритный мобильный станок 1АК200, описанный на сайте www.flagma.ru. Это станок с ручным управлением, устанавливаемый на рельсах во взаимодействии с подлежащей обработке колесной парой. Последняя получает вращение, например, от тягового привода локомотива, а рабочий, вращая маховики перемещения резцедержателя станка заставляет его инструмент (проходной резец с круглой пластиной) обрабатывать поверхности катания колес. Станок не требует установки колесной пары строго в определенное положение, а его устанавливают «по колесу». Вначале с его помощью обрабатывают одно колесо пары (для этого тележку с колесами приподнимают и сообщают колесной паре вращение), а затем его переставляют (передвигают) и обрабатывают другое колесо.
Дальнейшим совершенствованием описанного малогабаритного колесотокарного станка является станок, защищенный патентом РФ на полезную модель №208469, разработанный Я.Л. Либерманом и С.Э. Баженовым и принятый нами за прототип предлагаемого.
Станок-прототип представляет собой мобильный токарный станок, содержащий станину, закрепляемую на железнодорожных рельсах, установленные на ней продольные направляющие, расположенные в горизонтальной плоскости перпендикулярно рельсам, суппорт, размещенный на продольных направляющих с возможностью продольного перемещения, поперечные направляющие, установленные на суппорте, резцедержатель, размещенный на суппорте с возможностью перемещения по поперечным направляющим перпендикулярно оси пары, подлежащей обтачиванию колес, и проходной резец с круглой пластиной, закрепленный в резцедержателе. Особенностью станка является то, что он снабжен первым и вторым дополнительными резцами, закрепленными в резцедержателе, резцедержатель установлен с возможностью поворота и фиксации в плоскости, параллельной плоскости перемещения по поперечным направляющим, первый дополнительный резец выполнен фасонным, с главной режущей кромкой, профиль которой повторяет профиль поверхности катания первого колеса колесной пары, а второй дополнительный резец выполнен фасонным, с главной режущей кромкой, профиль которой повторяет профиль поверхности катания второго колеса колесной пары.
Станок-прототип достаточно прост и надежен, однако он не всегда обеспечивает требуемую точность обработки. Это обусловлено тем, что угол наклона резцедержателя и резцов у него всегда постоянный, а положение оси обрабатываемой колесной пары по высоте может колебаться в пределах до 10 мм. Из-за этого главная режущая кромка резца может оказаться значительно выше или ниже оси центров обрабатываемой пары, а это влечет за собой повышенный износ режущей части резца и даже иногда её выкрашивание (хрупкое разрушение). Всё это ведет к существенным погрешностям обработки колес, т.е. к снижению её точности.
Таким образом, проблемой, возникающей при эксплуатации станка-прототипа, и является не всегда достаточная точность обеспечиваемой им обработки.
Решить указанную проблему можно, если снабдить станок элементами, позволяющими регулировать угол наклона резцедержателя с тем, чтобы появилась возможность его устанавливать в соответствии с положением оси центров колесной пары, подлежащей обработке.
В предлагаемом изобретении решение проблемы повышения точности сформулированным путем технически осуществляется за счет того, что малогабаритный колесотокарный станок для обработки колесных пар локомотивов и вагонов без выкатки, содержащий станину, закрепляемую на железнодорожных рельсах, установленные на ней продольные направляющие, расположенные в горизонтальной плоскости перпендикулярно рельсам, суппорт, размещенный на продольных направляющих с возможностью продольного перемещения, поперечные направляющие, установленные на суппорте, и резцедержатель, выполненный с возможностью перемещения по поперечным направляющим перпендикулярно оси пары, подлежащей обтачиванию колес, и с возможностью поворота и фиксации в плоскости, параллельной плоскости его перемещения по поперечным направляющим, отличается от прототипа тем, что он снабжен поворотной плитой, шарнирно закрепленной на суппорте, механизмом её поворота и фиксации в вертикальной плоскости, перпендикулярной продольным направляющим, при это резцедержатель размещен на плите.
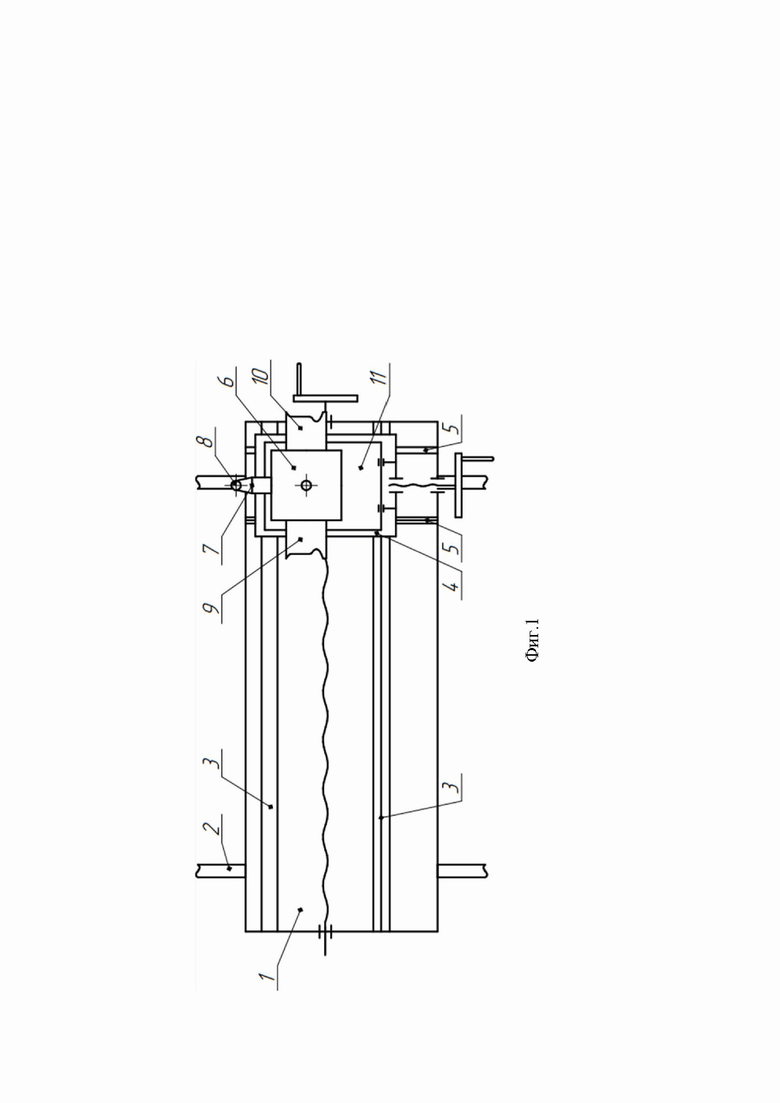
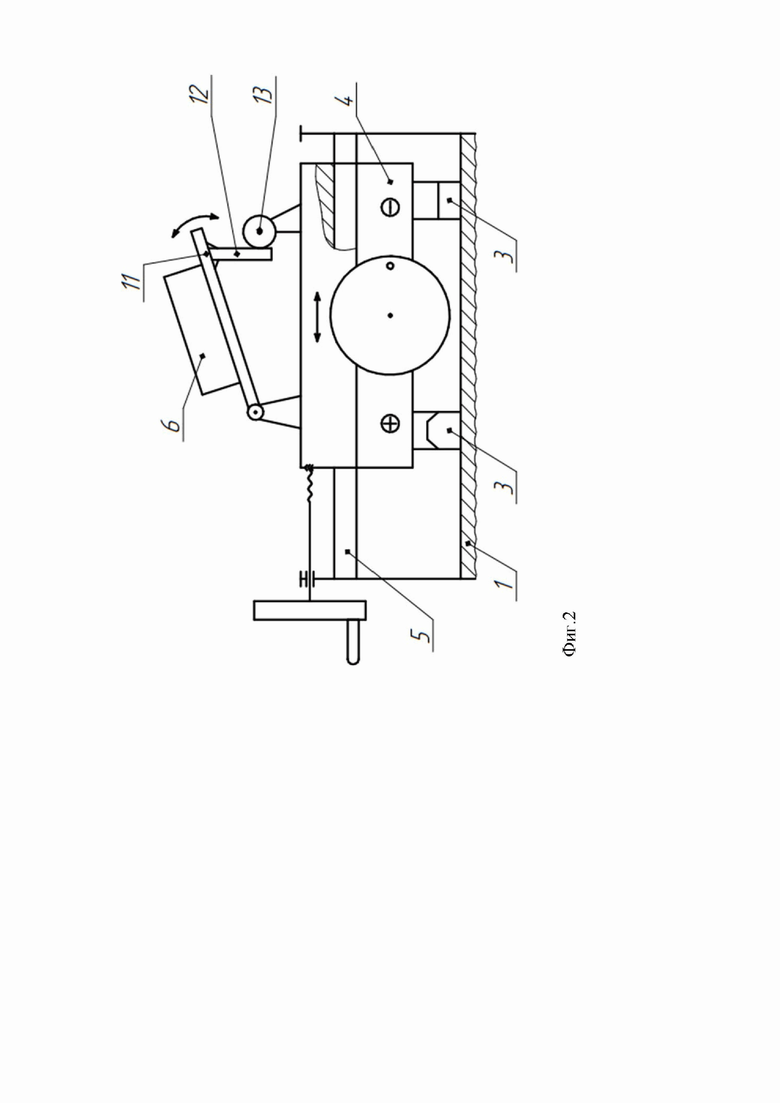
На Фиг.1 показана компоновочная схема предлагаемого станка, на Фиг.2 - схема, иллюстрирующая его принцип действия (резцы на ней условно не показаны).
Станок содержит станину 1, закрепляемую на железнодорожных рельсах 2, установленные на ней продольные направляющие 3, расположенные в горизонтальной плоскости перпендикулярно рельсам, суппорт 4, размещенный на продольных направляющих 3 с возможностью продольного перемещения, поперечные направляющие 5, установленные на суппорте 4, и резцедержатель 6, выполненный с возможностью перемещения по поперечным направляющим 5 перпендикулярно оси пары, подлежащей обтачиванию колес, и с возможностью поворота и фиксации в плоскости, параллельной плоскости его перемещения по поперечным направляющим (в резцедержателе закрепляется резец 7 с круглой пластиной 8 и фасонные резцы 9 и 10). Кроме того, станок снабжен поворотной плитой 11, шарнирно закрепленной на суппорте 4, механизмом, состоящим из элементов 12 и 13, её поворота и фиксации в вертикальной плоскости, перпендикулярной продольным направляющим 3, при этом резцедержатель 6 размещен на плите 11. (Механизм поворота и фиксации плиты 11 показан условно; это может быть, как изображено на Фиг.2, совокупность зубчатого сектора 12, закрепленного на плите 11, и сопряженного с ним зубчатого колеса 13, закрепленного на суппорте 4, а может быть и червячная, и винтовая и любая другая механическая передача с самоторможением).
При использовании станка применяют резцы с отрицательным передним углом и большим задним углом (~25°). Его станину 1 устанавливают на рельсы 2 параллельно оси колесной пары, подлежащей ремонту, или с некоторым (~10°) наклоном в горизонтальной плоскости. Затем локомотив или вагон приподнимают домкратами примерно на 20 см так, чтобы колеса перестали соприкасаться с рельсами, и придают колесной паре вращение (в случае локомотивов это осуществляется с помощью тягового двигателя локомотива, в случае вагонов - с помощью роликов, прижимаемых к колесам). После этого с помощью механизма поворота и фиксации плиты 11 её поворачивают так, чтобы вершина резца, которым должна вестись обработка поверхностей катания колес, оказалась напротив точки колеса, наиболее приближенной к резцу (поворот плиты 11 обозначен дуговой стрелкой), затем суппорт 4 устанавливают на направляющих 3 напротив первого колеса пары, подлежащего обработке (перемещение суппорта по продольным направляющим 3 показано кружками с вписанными в них знаками «+» (вправо) и «-» (влево)), и далее, перемещая резцедержатель 6 по поперечным направляющим 5 (показано горизонтальной стрелкой), вводят резец во взаимодействие с обрабатываемым колесом и производят обработку. После обработки одного колеса резцедержатель отводят, суппорт устанавливают напротив второго колеса и совершают аналогичные манипуляции.
Применение описанного станка всегда дает возможность установить режущую кромку резца, которым должна вестись обработка колеса, напротив точки колеса, наиболее приближенной к резцу. Это снижает вероятность нежелательного взаимодействия обрабатываемой поверхности колеса и резца по задней и по передней граням последнего и его повышенного износа. Следствием снижения износа резца является и повышение точности обработки.
Таким образом, техническим результатом применения предлагаемого станка является именно снижение износа резца и повышение обеспечиваемой им точности обработки колесных пар.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 2019 |
|
RU2732041C1 |
| Способ позиционирования вагона для токарной обработки поверхности катания колесной пары без выкатки тележки | 2020 |
|
RU2758365C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЯ БАНДАЖА КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ | 2019 |
|
RU2717756C1 |
| МОБИЛЬНЫЙ СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 2017 |
|
RU2675329C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕСНОЙ ПАРЫ С ПОДОГРЕВОМ | 1996 |
|
RU2096137C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2001 |
|
RU2211747C2 |
| Станок для обточки бандажей колёсных пар тягового подвижного состава | 2018 |
|
RU2684660C1 |
| СУППОРТ КОЛЕСОТОКАРНОГО СТАНКА И ФАСОННЫЙ РЕЗЕЦ ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1999 |
|
RU2152848C1 |
| СП0СОБ ОБРАБОТКИ КОЛЕС ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА И СТАНОК ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2245764C2 |
Изобретение относится к области железнодорожного транспорта и может быть использовано для ремонта локомотивов и вагонов. Малогабаритный колесотокарный станок для обработки колесных пар локомотивов и вагонов без выкатки содержит станину, продольные направляющие, суппорт, поперечные направляющие и резцедержатель, с возможностью поворота и фиксации в плоскости, параллельной плоскости его перемещения по поперечным направляющим. Станок снабжен поворотной плитой, шарнирно закрепленной на суппорте, механизмом её поворота и фиксации в вертикальной плоскости. Резцедержатель размещен на плите. Обеспечивается уменьшение износа резца и повышение точности обработки колесной пары. 2 ил.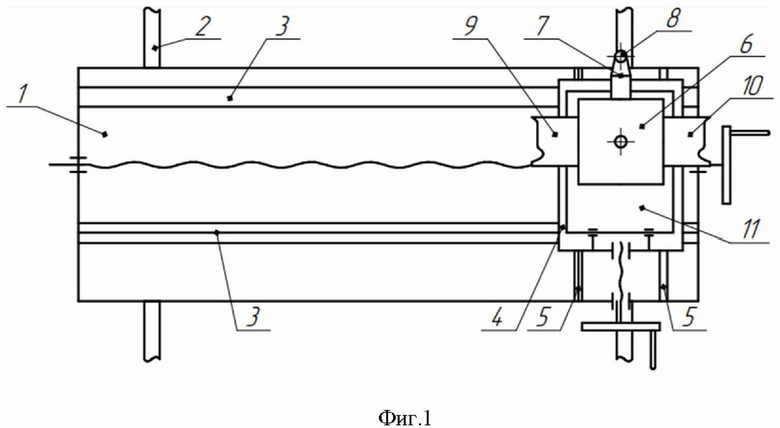
Малогабаритный колесотокарный станок для обработки колесных пар локомотивов и вагонов без выкатки, содержащий станину, закрепляемую на железнодорожных рельсах, установленные на ней продольные направляющие, расположенные в горизонтальной плоскости перпендикулярно рельсам, суппорт, размещенный на продольных направляющих с возможностью продольного перемещения, поперечные направляющие, установленные на суппорте, и резцедержатель, выполненный с возможностью перемещения по поперечным направляющим перпендикулярно оси пары, подлежащей обтачиванию колес, и с возможностью поворота и фиксации в плоскости, параллельной плоскости его перемещения по поперечным направляющим, отличающийся тем, что он снабжен поворотной плитой, шарнирно закрепленной на суппорте, механизмом её поворота и фиксации в вертикальной плоскости, перпендикулярной продольным направляющим, при этом резцедержатель размещен на плите.
| ПРИСПОСОБЛЕНИЕ ДЛЯ ВЫЧЕРЧИВАНИЯ ПРОФИЛЕЙПРОКАТА | 0 |
|
SU208469A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОСФОРСОДЕРЖАЩИХ ПОЛИАРИЛАТОВ | 0 |
|
SU180336A1 |
| Система программированного профилирования поверхности катания колесной пары рельсового транспортного средства | 2018 |
|
RU2709910C2 |
| US 8186250 B2, 29.05.2012 | |||
| US 20130042731 A1, 21.02.2013. | |||
