Изобретение относится к конструктивному узлу рабочей клети. В частности, изобретение относится к особой форме конструктивного узла прокатного стана в виде клетьевой площадки прокатного блока. Изобретение относится также к способу прокатки прутковых или трубных заготовок.
Из практики известны различные конструктивные формы рабочих клетей для прокатки прутковых или трубных заготовок. С одной стороны, известны рабочие клети, в которых прокатывающие прутковые или трубные заготовки валки жестко закреплены на опорах в рабочей клети относительно радиальных перемещений, и во всяком случае посредством размещения опор в эксцентрически выполненных дисках возможно осуществление соответствующей установки. В этих конструктивных формах воспринимаемая при прокатке валками сила реакции (усилие прокатки) передается на основной корпус рабочей клети. В альтернативной, используемой в предлагаемом изобретении конструктивной форме рабочая клеть имеет основной корпус и подвижную относительно основного корпуса, по меньшей мере, одну подушку или коромысло, при этом подушка содержит валок. Подушка выполнена с возможностью линейного перемещения относительно основного корпуса клети. В этой конструктивной форме рабочей клети за пределами рабочей клети предусмотрен блок регулирования, который может воздействовать на подушку и может удерживать подушку в заданном положении, противодействуя усилию, возникающему при прокатке. Возникающие при прокатке усилия в таких клетях не воспринимаются корпусом рабочей клети, а посредством подушки передаются на блок регулирования. Также известны конструктивные формы, в которых вместо подушек используют коромысла. Коромысла, в отличие от подушек, не перемещаются линейно, а установлены на опорах с возможностью поворота в корпусе клети вокруг оси качаний. Ось качаний расположена либо параллельно оси прокатки, на расстоянии от средней плоскости валка, либо под прямым углом к оси прокатки и параллельно оси валка. В случае установки валка в таком коромысле валок при установочном движении описывает в общем круговую траекторию вокруг оси качаний. Но на практике из-за небольшого отклонения это в целом не принимается в расчет. Также коромысла помещаются в соответствующее рабочее положение при помощи блока регулировки.
В существенной для предлагаемого изобретения, описанной как вторая конструктивной форме рабочей клети с подушкой и/или коромыслом переданная на блок регулирования сила реакции (усилие прокатки) передается, в свою очередь, с блока регулирования на окружающую рабочую клеть опорную структуру прокатного стана, соответственно прокатного блока. Поскольку опорная структура собственно окружает рабочую клеть снаружи и поэтому имеет значительные габаритные размеры, то образующиеся в результате неминуемо возникающих в условиях нагрузки расширений упругие смещения установочного блока также отличаются значительной величиной. Для уменьшения этих упругих смещений опорная структура в известных из уровня техники конструктивных формах выполнена очень массивной, вследствие чего снижаются возникающие упругие расширения и образующиеся в результате этого деформации. Однако, несмотря на значительные издержки, эти меры лишь условно могут быть признаны успешными. Например, радиальное смещение натяжной поверхности гидравлического установочного блока, то есть поверхности, которая связывает гидравлический установочный блок с опорной структурой, при максимальном усилии прокатки, относительно идеальной средней линии прокатной установки, может находиться в пределах примерно 1 мм. Если принять во внимание, что при прокатываемых в гильзу трубных заготовках, например, изготавливают часто заданную толщину стенки, например, 8 мм, то следует признать, что радиальное смещение натяжной поверхности гидравлического установочного блока может значительно повлиять на соблюдение параметров прокатываемого продукта. Значительное смещение гидравлического установочного блока значительно затрудняет точное соблюдение допусков на толщину стенки готового продукта, и в определенных условиях производства может сделать это даже невозможным.
Вышеописанный принцип конструирования используемых рабочих клетей с подушкой имеет другой недостаток в том, что в прокатном стане несколько таких рабочих клетей часто расположены на последовательно лежащих друг за другом клетьевых площадках. Это приводит к воздействию упругой деформации на клетьевую площадку вследствие усилий прокатки, возникающих на смежных клетьевых площадках. Это значительно затрудняет в дальнейшем компенсацию возникающего смещения путем регулирования гидравлического установочного блока.
Другая причина, затрудняющая компенсацию упругой деформации, возникает из того, что в условиях производства опорная структура в целом может подвергаться за счет возникающих усилий значительным колебаниям, при этом в очень сложных формах колебаний.
На этом фоне задача изобретения состоит в том, чтобы предложить конструктивный узел прокатного стана или способ прокатки прутковых или трубных заготовок, который обеспечивает лучшее восприятие передаваемые при прокатке на подушку усилий.
Задача решается за счет конструктивного узла рабочей клети по пункту 1 формулы изобретения и способа прокатки прутковых или трубных заготовок по пункту 6 формулы изобретения. Предпочтительные формы осуществления предлагаются в зависимых пунктах формулы изобретения и в последующем описании.
Изобретение основано на идее о том, чтобы установочный блок для подушки, соответственно коромысла, посредством блока предварительного натяжения прижать снаружи усилием давления к основному корпусу клети или - что технически равнозначно - предусмотреть между установочным блоком для подушки, соответственно коромысла, и основным корпусом клети блок предварительного натяжения, который генерирует усилие разжима, посредством которой основной корпус установочного блока и основной компонент корпус разжимаются один от другого. Это позволяет избежать механических соединений по типу геометрического замыкания между основным корпусом установочного блока и основным корпусом клети. Либо основной корпус установочного блока, без участия любого другого соединительного элемента, усилием давления может поджиматься к основному компоненту клети либо используется создающий усилие разжима блок предварительного натяжения, который по сравнению с первой альтернативой является более затратным, но вместе с тем позволяет упростить соединение рабочей клети и установочного блока с опорной структурой, например станиной прокатной клети.
Способ согласно изобретению базируется исходя из заявляемого конструктивного узла, на принципиальном положении о том, чтобы посредством силового блока создавать усилие давления или усилие разжима, которые превышают возникающее в рабочем режиме максимально ожидаемое усилие прокатки. Следовательно, согласно этому принципиальному положению, основной корпус установочного блока поджимается к основному корпус у рабочей клети или при использовании усилия разжима отжимается от него с большей силой, чем воздействующее на установочный блок, через подушку или коромысло, усилие на валках. Это обеспечивает значительно меньшее радиальное смещение установочного блока, чем в известных из уровня техники конструктивных узлах. Кроме того, ширина рабочих клетей может быть не больше, чем в известных из уровня техники формах осуществления, в которых сила реакции от гидравлического установочного блока воспринимается окружающей опорной структурой. При расчете заявляемого конструктивного узла для реализации заявляемого способа опорная структура может быть рассчитана, в частности, сравнительно легко. Наконец, при реализации заявляемого способа может быть устранено вышеназванное взаимное воздействие клетьевых площадок.
Заявленный конструктивный узел и заявленный способ могут быть реализованы, как и прежде, в предпочтительной форме осуществления так, что сила реакции (усилие прокатки) воспринимается наружной структурой (опорной структурой). При этом принцип создания предварительного натяжения установочного блока снаружи в направлении основного корпуса клети (будь то посредством давления или посредством разжима) обеспечивает сравнительно легкую и вместе с тем экономную и энергосберегающую структуру передающую усилие наружной структуры. Тем не менее, неизбежно возникающие в этой связи в наружной структуре более значительные упругие деформации не приводят в этой конструкции к большим, зависящим от фактически действующего в данный момент усилия прокати, смещениям установочного блока. Исключается также создающее нарушения взаимное воздействие отдельных клетьевых площадок.
Заявляемый конструктивный узел прокатного стана включает в себя рабочую клеть, которая содержит основной корпус клети и, по меньшей мере, одну подушку, подвижную относительно основного корпуса клети, или коромысло, подвижное относительно основного корпуса клети, при этом подушка или коромысло содержит валок. Для упрощения последующего описания изобретения нижеследующее описание изобретения осуществляется лишь для конструктивной формы конструктивного узла с подушкой, причем описываемые ниже формы осуществления и преимущества не ограничиваются этой конструктивной формой с подушкой. Описываемые ниже формы осуществления и преимущества могут быть реализованы также с конструктивной формой с коромыслом/коромыслами.
В предпочтительной форме осуществления рабочая клеть содержит, по меньшей мере, две содержащие валки подушки, в частности, рабочая клеть содержит предпочтительно три подвижные относительно основного корпуса клети подушки, которые соответственно содержат валки. Допустимо также, что рабочая клеть содержит четыре или большее число подвижных относительно основного корпуса подушек, которые соответственно содержат валки. Подушка в предпочтительной форме осуществления выполнена линейно перемещающейся относительно основного компонента клети или в альтернативной форме осуществления перемещающейся относительно упомянутого основного корпуса вдоль дуги окружности. Предусмотренный в соответствующей подушке валок может иметь вал валка, который установлен в основном корпусе подушки с возможностью вращения относительно подушки.
Заявляемый конструктивный узел прокатного стана содержит установочный блок с основным корпусом, блок регулирования и первую соединительную деталь, которая, по меньшей мере, в рабочем положении способна воспринимать передаваемое с валка через подушку усилие. В предпочтительной форме осуществления блок регулирования выполнен как гидравлический силовой блок с цилиндром и расположенным в цилиндре поршнем, при этом усилие генерируется за счет увеличения давления находящейся между поршнем и цилиндром гидравлической среды. В такой конструктивной форме цилиндр может быть выполнен как основной корпус установочного блока, а поршень или связанная с поршнем другая деталь выполнены как первая соединительная деталь, которая в предпочтительной конструктивной форме воздействует непосредственно на основной корпус подушки и таким образом усилие, произведенное гидравлическим поршневым блоком, может воздействовать как усилие прокатки на валок. Альтернативно допустимо, что блок регулирования выполнен пневматическим или электрическим.
В первом альтернативном варианте заявляемый конструктивный узел прокатного агрегата предусматривает блок предварительного натяжения с силовым блоком и второй соединительной деталью, которая, по меньшей мере, в рабочем положении способна передавать генерируемое силовым блоком усилие на основной корпус установочного блока и за счет усилия давления прижимать основной корпус установочного блока к основному корпусу клети. Усилие, действующее от валка через подушку и первую соединительную деталь на блок регулирования, передается с него на основной корпус установочного блока. Согласно изобретению, это усилие прокатки, передаваемое с блока регулирования на основной корпус, противодействует усилию, генерируемому силовым блоком и также воздействующему на основной корпус. Таким образом (если величина генерируемого силовым блоком усилия превышает воздействующее с блока регулирования на основной корпус соответствующее усилие прокатки) основной корпус установочного блока за счет разностного усилия (из возникшего усилия прокатки и поступившего снаружи, генерируемого силовым блоком усилия предварительного натяжения) поджимается к основному компоненту клети. Это не приводит, независимо от имеющегося в данный момент усилия прокатки, к изменению положения установочного блока относительно основного корпуса клети, и в наружной опорной структуре постоянно действует усилие, генерируемое силовым блоком.
Также в случае, если генерируемое силовым блоком усилие меньше, чем возникающее в процессе производства усилие прокатки, проявляется преимущество согласно изобретению. В этом случае, с одной стороны, в процессе прокатки на наружную опорную структуру воздействует полное усилие прокатки и, с другой стороны, в производственных ситуациях, в которых величина усилия прокатки меньше генериуемого силовым блоком усилия предварительного натяжения, наружная структура по-прежнему нагружается усилием предварительного натяжения. Возникающее максимальное смещение установочного блока соответствует, следовательно, в этом случае лишь разности между максимальным усилием прокатки и усилием предварительного натяжения, а не полному усилию прокатки, как происходит согласно предшествующему уровню техники. Предпочтительно, величина усилия предварительного натяжения превышает возникающее максимальное усилие прокатки.
Для генерирования усилия, посредством которого основной корпус установочного блока может поджиматься к основному корпусу клети, предпочтительным также является, в частности, использование в качестве силового блока гидравлического поршневого блока. В частности, цилиндр такого поршневого блока предпочтительно может быть соединен с опорной структурой, а поршень с таким поршневым блоком может использоваться как вторая соединительная деталь, которая, по меньшей мере, в рабочем положении воздействует на основной корпус установочного блока и способна прилагать генерируемое силовым блоком усилие на основной корпус установочного блока и усилием давления поджимать основной корпус установочного блока к основному корпусу клети. Альтернативно здесь допускается также, что силовой блок выполнен как пневматический блок или электрический блок.
В альтернативной форме осуществления конструктивного узла согласно изобретению может быть предусмотрен блок предварительного натяжения с силовым блоком, который может генерировать усилие разжима, и может быть выполнен с первой деталью, которая расположена таким образом, что может передавать генерируемое силовым блоком усилие разжима как давление на основной корпус клети. Далее, этот второй альтернативный вариант предусматривает вторую деталь блока предварительного натяжения, которая расположена таким образом, что может передавать генерируемое силовым блоком усилие разжима как давление на основной корпус установочного блока, так что основной корпус клети и основной корпус установочного блока в рабочем положении разжимаются относительно друг друга генерируемым силовым блоком усилием разжима. Силовой блок содержит внутренний продольный упор и таким образом фиксирует основной корпус установочного блока на определенном расстоянии от основного корпуса клети. В этом положении, т.е. с силовым блоком, который установлен до внутреннего продольного упора, величину прижимного усилия силового блока, а также между силовым блоком и основным корпусом установочного блока, определяет упругость наружной опорной структуры. В предпочтительной форме осуществления путь выдвижения силового блока определяется тем, что регулируемое усилие предварительного натяжения превышает возникающее в рабочем положении клети максимальное усилие прокатки. В этом случае проявляется преимущество, уже описанное выше в первом устройстве согласно изобретению, что независимо от имеющегося в данный момент усилия прокатки, положение установочного блока не изменяется относительно основного корпуса клети и в наружной опорной структуре постоянно действует усилие предварительного натяжения.
В качестве силового блока такого альтернативного блока предварительного натяжения может быть предусмотрен также гидравлический поршневой блок. В зависимости от конструкции, предпочтительным является создание такого альтернативного блока предварительного натяжения с несколькими силовыми блоками, в частности предпочтительно с несколькими гидравлическими поршневыми блоками. Использование нескольких силовых блоков позволяет, например, весь установочный блок выполнить более узким, если смотреть в направлении прокатного блока, и за счет этого обеспечить особенно малое расстояние между клетями. Цилиндр и поршень могут быть выполнены также кольцеобразными и, например, также выполнена кольцеобразной может быть окружающая установочный блок первая соединительная деталь.
В предпочтительных формах конструктивного узла согласно изобретению вторая соединительная деталь блока предварительного натяжения воздействует лишь на основной корпус установочного блока, но не соединена жестко с основным корпусом установочного блока. Эта форма осуществления обеспечивает быстрый демонтаж рабочей клети из опорной структуры. Соединение первой соединительной детали с основным корпусом подушки может быть выполнено как жесткое разъемное соединение. Так, например, при расположенных вверху подушках в интервалах между прокатной двух труб или стержней подушки могут оставаться в своей позиции и не опускаются, падают вниз под собственным весом. Однако допустимы также формы осуществления, в которых подушки (или в этом случае коромысла) выталкиваются наружу пакетами пружин, которые лишь незначительно превышают силу тяжести, и, следовательно, могут фиксироваться в их позиции посредством простого давления на опорную поверхность первой соединительной деталью.
В предпочтительной форме осуществления, в альтернативном варианте, в котором блок предварительного натяжения выполнен с силовым блоком и второй соединительной деталью, которая, по меньшей мере, в рабочем положении способна прилагать генерируемое силовым блоком усилие на основной корпус установочного блока и усилием давления прижимать основной корпус установочного блока к основному корпусу клети, предусмотрена опорная структура, на которую опирается блок предварительного натяжения. Такая опорная структура может быть выполнена, например, как кольцеобразная, закрытая структура, например, структура, которая перенастраивает рабочую клеть, установочный блок или установочные блоки (если предусмотрены несколько подушек на рабочей клети) и блок предварительного натяжения или блоки предварительного натяжения (если предусмотрено несколько установочных блоков). Такая структура также может быть выполнена, например, С-образной. На эту опорную структуру передаются постоянные усилия, которые возникают в блоке предварительного натяжения при генерировании давления, посредством которого основной корпус установочного блока поджимается к основному корпусу клети. Вследствие этого опорная структура упруго деформируется, например растягивается. После достижения рабочего состояния, в котором генерируется постоянное усилие давления, прекращается дальнейшее изменение деформации опорной структуры, если усилие прокатки меньше, чем усилие давления. Поскольку опорная структура больше не подвергается знакопеременным нагрузкам, она может быть выполнена легче.
В альтернативной, также предпочтительной конструктивной формы осуществления, в которой предусмотрен блок предварительного натяжения с силовым блоком и второй соединительной деталью, которая, по меньшей мере, в условиях производства способна прилагать генерируемое силовым блоком усилие на основной корпус установочного блока и усилием давления поджимать основной корпус установочного блока к основному корпусу клети, предусмотрено, что сам блок предварительного натяжения выполнен как комплексная структура и образует структуру с одним первым концом и одним вторым концом, при этом первый и второй конец смыкаются друг с другом на силовом блоке таким образом, что блок предварительного натяжения образует замкнутую, окружающую рабочую клеть структуру. Силовой блок усилием сжатия стягивает вместе первый конец и второй конец в рабочем положении. В этой форме осуществления вторая соединительная деталь выполнена таким образом, что из полученного путем генерирования усилия сжатия предварительного натяжения замкнутой структуры она может отводить радиально воздействующее на основной корпус установочного блока усилие давления. В предпочтительной форме осуществления в рамках замкнутой структуры могут быть предусмотрены другие силовые блоки, чтобы генерировать особенно высокое усилие прижатия. Поскольку в описанной здесь предпочтительной форме осуществления сам блок предварительного натяжения выполнен как окружающая рабочую клеть структура, и в рамках этой структуры генерируется усилие предварительного натяжения (в виде усилия давления, радиально действующего от второй соединительной детали на основной корпус установочного блока), то рабочая клеть и установочный блок, в частности, соединение установочного блока с блоком предварительного натяжения, могут быть реализованы особенно просто, что может обеспечить быструю замену рабочих клетей.
В предпочтительной форме осуществления предусмотрено, что блок предварительного натяжения выполнен с силовым блоком, который может генерировать усилие разжима, причем предусмотрена первая деталь, которая расположена таким образом, что генерируемое вторым силовым блоком усилие разжима она может прилагать как усилие давления на основной корпус клети, при этом предусмотрена вторая деталь, которая расположена таким образом, что генерируемое силовым блоком усилие разжима она может прилагать как силу давления на основной корпус установочного блока, так что основной корпус клети и основной корпус установочного блока в рабочем положении разжимаются относительно друг друга посредством генерируемого силовым блоком усилия разжима, при этом предусмотрена опорная структура, на которой опирается основной корпус установочного блока.
Заявляемый способ прокатки прутковых или трубных заготовок в конструктивном узле вышеописанного прокатного агрегата предусматривает, что генерируемое посредством силового блока давление, или усилие разжима, превышают возникающее в рабочем режиме максимально ожидаемое усилие прокатки. Реализация такого способа позволяет - как описано выше - за счет давления или усилия разжима снизить до нулевого значения возникающие при создании усилия прокатки в установочном блоке силы реакции и предотвратить передачу этих сил реакции на опорную структуру, если такая имеется. Таким образом, опорная структура нагружается лишь остающимся неизменным усилием предварительного натяжения, которое возникает при генерировании давления или усилия разжима.
Заявляемый конструктивный узел и заявляемый способ предпочтительно используются, в частности, для прокатки прутковых или трубных заготовок, в частности, предпочтительно для прокатки так называемых гильз трубных заготовок, в которых трубная заготовка вытягивается продольной прокаткой на внутреннем инструменте, например оправке.
Ниже изобретение поясняется более детально на основе представляющего примеры осуществления чертежа, на котором показаны:
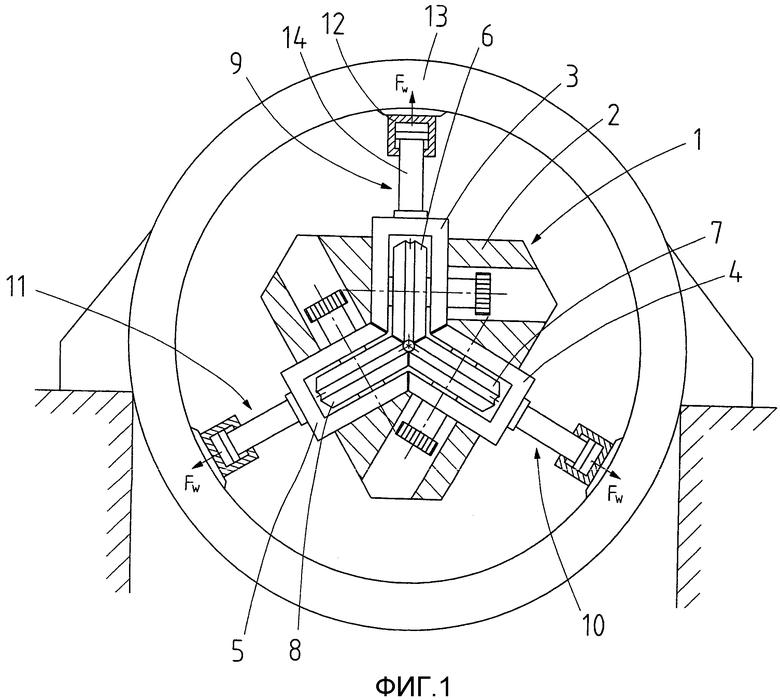
Фиг. 1 - конструктивный узел прокатного стана с рабочей клетью, которая содержит основной корпус клети и три подвижные относительно основного корпуса клети подушки, при этом подушки содержат соответственно валок, согласно уровню техники в схематичном виде сбоку;
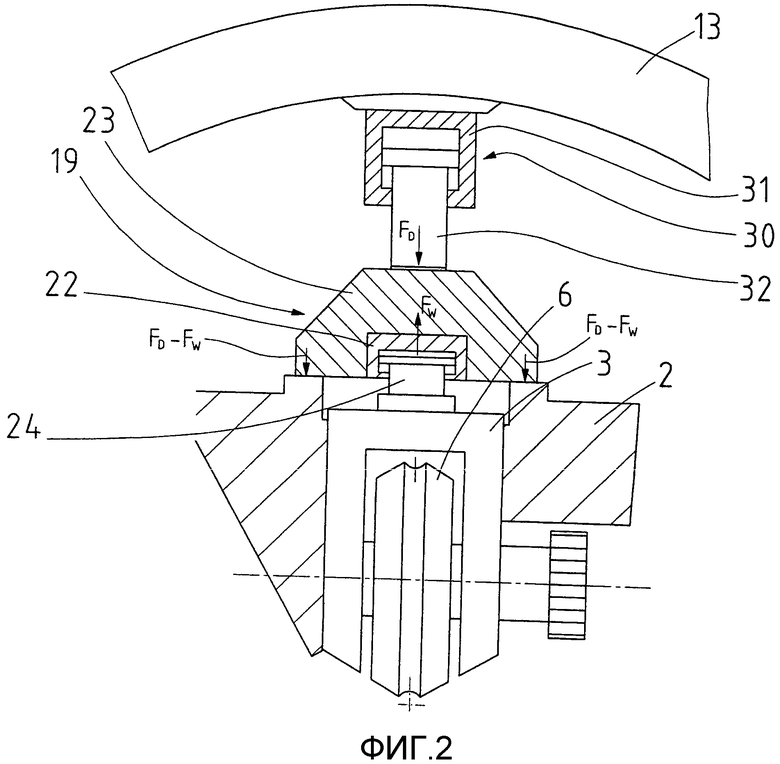
Фиг. 2 - заявляемый конструктивный узел прокатного стана в схематичном виде сбоку, в первой форме осуществления;
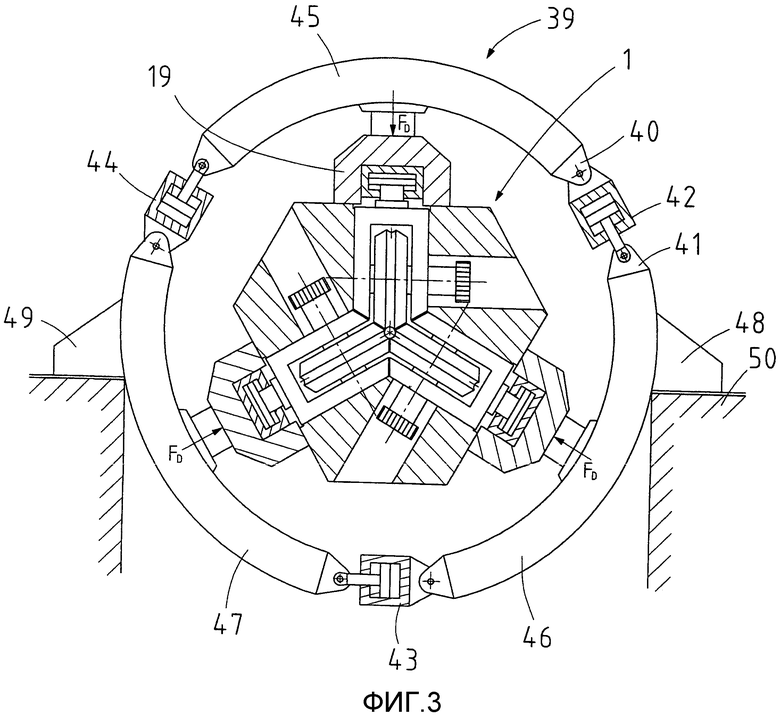
Фиг. 3 - заявляемый конструктивный узел прокатного стана в схематичном виде сбоку, в другой форме осуществления;
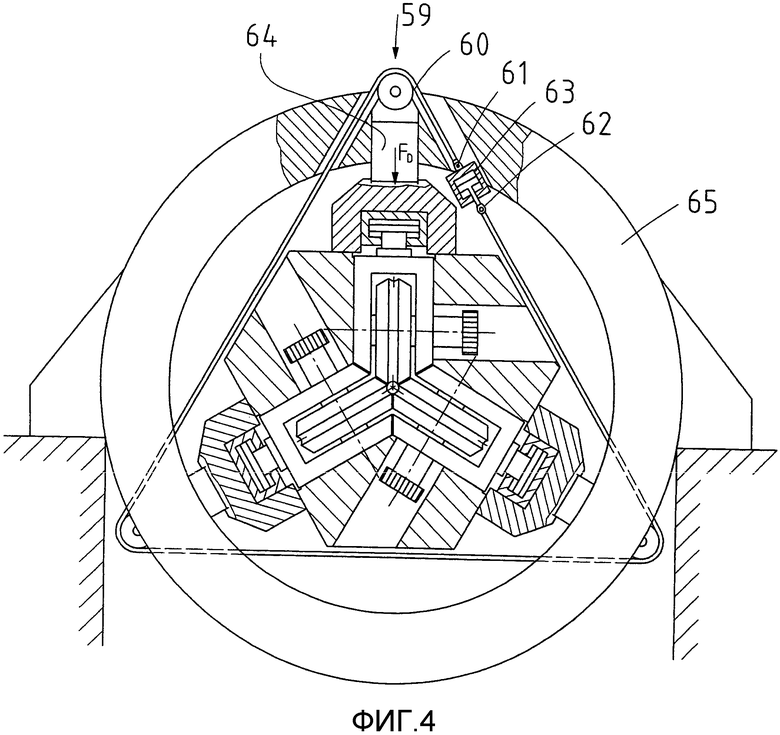
Фиг. 4 - заявляемый конструктивный узел прокатного стана в схематичном виде сбоку, в еще одной форме осуществления;
Фиг. 5 - заявляемый конструктивный узел прокатного стана в схематичном виде сбоку, в следующей форме осуществления;
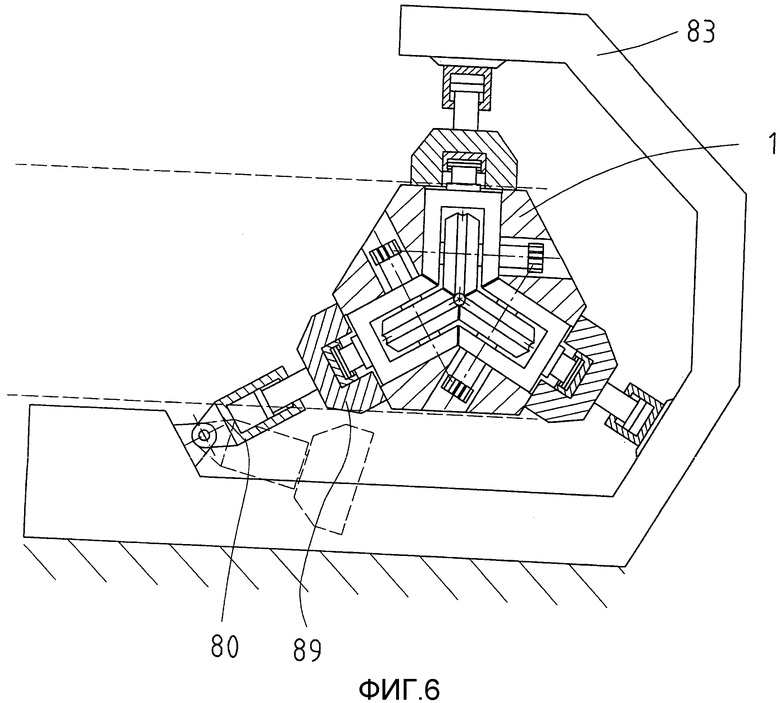
Фиг. 6 - заявляемый конструктивный узел прокатного стана в схематичном виде сбоку, в следующей форме осуществления; и
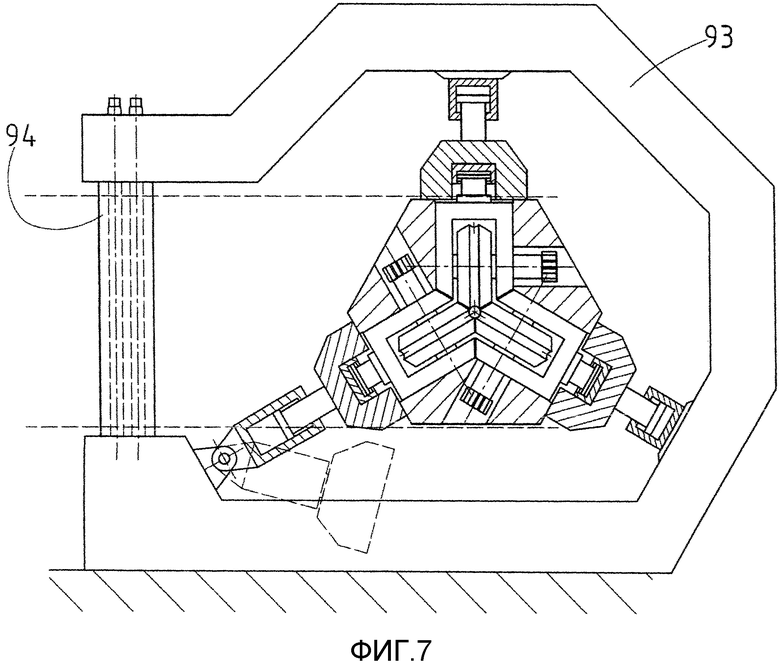
Фиг. 7 - заявляемый конструктивный узел прокатного стана в схематичном виде сбоку, в следующей форме осуществления.
Изображенный на фиг. 1 конструктивный узел согласно уровню техники показывает рабочую клеть 1, которая содержит основной корпус 2 и соответственно перемещающиеся линейно относительно основного корпуса клети подушки 3, 4, 5. Каждая подушка 3, 4, 5 имеет один валок 6, 7, 8. Подушки 3, 4, 5 расположены на основном корпусе 2 таким образом, что несомые ими валки 6, 7, 8 расположены в форме звезды один относительно другого и образуют валковый калибр.
Известный из уровня техники конструктивный узел по фиг. 1 содержит три установочных блока 9, 10, 11. Каждый установочный блок 9, 10, 11 имеет гидравлический цилиндропоршневой блок, цилиндр которого 12 соединен с опорной структурой 13 и поршень 14 которого выполнен как первая соединительная деталь, которая в представленном рабочем положении соединена с основным корпусом подушки и способна изменять положение поршня и, следовательно, валка 6 относительно оси прокатки в зависимости от положения поршня блока регулирования, а также воспринимать возникающее при прокатке усилие прокатки. Установочные блоки 10 и 11 выполнены аналогично установочному блоку 9.
При прокатке возникают радиально направленные силы реакции FW, которые от валка 6 через подушку и поршень 14, а также цилиндр 12 установочного блока 9, соответственно цилиндры установочных блоков 10 и 11, передаются на опорную структуру 13. В зависимости от регулирования, а также в зависимости от параметров подаваемого прокатываемого материала (как, например, габаритные и температурные отклонения) изменение величины этого усилия прокатки FW представляется динамичным и соответственно приводит к динамичному нагружению опорной структуры 13. Далее силы реакции FW создают в связи с величиной конструкции заметные смещения обращенного к опорной конструкции 13 конца цилиндра 12 установочного блока 9, которые на практике могут составлять примерно порядка 1 мм.
В показанном на фиг. 2 конструктивном узле остающиеся неизменными относительно конструктивного узла согласно уровню техники конструктивные элементы обозначены одними и теми же позициями. Установочный блок 19 в представленной на фиг. 2 форме осуществления изобретения содержит дополнительно к цилиндру 22 поршневого блока основной корпус 23. Далее, установочный блок 19 содержит действующий как первая соединительная деталь поршень 24, который в показанном рабочем положении соединен с основным корпусом подушки 3 и способен прилагать в виде усилия прокатки на валок 6 усилие, генерируемое выполненным как поршневой блок блоком регулирования. В дополнение к установочному блоку 19 в заявляемом конструктивном узле предусмотрен блок 30 предварительного натяжения с силовым блоком, который выполнен как поршневой блок, включающим цилиндр 31 и выполненный как вторая соединительная деталь поршень 32. Цилиндр 31 силового блока соединен с опорной структурой 13. В представленном рабочем положении выполненный как вторая соединительная деталь поршень 32 блока 30 предварительного натяжения поджимает этот основной корпус установочного блока за счет генерируемого силовым блоком давлением FD к основному корпусу 2 клети. При прокатке на установочный блок 19 действует направленное наружу усилие прокатки FW. Если давление FD выбрано большим, чем возникающее усилие прокатки FW, то образующаяся разность между давлением FD и усилием прокатки FW передается как усилие прижимания с основного корпуса 23 на основной корпус 2 рабочей клети. Таким образом, опорная структура, независимо от фактически действующего усилия прокатки FW, постоянно нагружается силой реакции постоянного давления FD.
В представленной на фиг. 3 форме осуществления блок предварительного натяжения образован замкнутой, окружающей рабочую клеть 1 структурой. Выполненный таким образом блок 39 предварительного натяжения имеет один первый конец 40 и один второй конец 41. Первый конец 40 и второй конец 41 смыкаются друг с другом на выполненном как поршневой блок 42 втором силовом блоке таким образом, что блок 39 предварительного натяжения образует замкнутую, окружающую рабочую клеть 1 структуру. В представленной на фиг. 3 форме осуществления внутри образующей блок 39 предварительного натяжения структуры предусмотрены два других поршневых блока 43 и 44. Поршневой блок 42 посредством усилия сжатия стягивает вместе первый конец 40 и второй конец 41 в рабочем состоянии. Также поршневые блоки 43 и 44 усилием сжатия стягивают вместе соединенные ими концы структуры. Образованные в форме дуги вторые соединительные детали 45, 46 и 47 выполнены таким образом, что из полученного путем генерирования усилия сжатия предварительного натяжения в замкнутой структуре они отводят радиально воздействующее на основной корпус установочного блока 19 усилие давления FD.
Выполненный как замкнутая структура блок 39 предварительного натяжения посредством опорных структур 48 и 49 опирается на основании 50.
Представленная на фиг. 4 форма осуществления включает блок предварительного натяжения, который аналогичен представленной на фиг. 3 принципиальной конструкции блока предварительного натяжения в форме замкнутой, окружающей рабочую клеть 1 структуры. В представленной на фиг. 4 форме осуществления замкнутая структура образована между прочим тяговым элементом, например канатом 60, имеющим один первый конец 61 и один второй конец 62. В этой форме осуществления первый конец 61 и второй конец 62 соединены друг с другом на выполненном как поршневой блок 63 силовом блоке таким образом, что блок 59 предварительного натяжения образует замкнутую, окружающую рабочую клеть структуру. Силовой блок стягивает усилием сжатия вместе первый конец 61 и второй конец 62 в рабочем положении. Вторая соединительная деталь 64 выполнена таким образом, что из полученного путем генерирования усилия сжатия предварительного натяжения замкнутой структуры она может отводить радиально воздействующее на основной корпус установочного блока усилие давления FD.
Созданный таким образом блок предварительного натяжения в представленной на фиг. 4 форме осуществления фиксируется на опорной структуре 65.
Представленная на фиг. 5 форма осуществления изображает форму осуществления второго альтернативного варианта конструктивного узла согласно изобретению. В этом альтернативном варианте блок 70 предварительного натяжения выполнен с образующим поршневой блок 71 силовым блоком. Этот силовой блок содержит кольцеобразный поршень 76 и кольцеобразный цилиндр 72, который окружает первую соединительную деталь 74 установочного устройства 69. Далее, блок 70 предварительного натяжения содержит внутренний продольный упор 75. Поршневой блок 71 может генерировать усилие разжима. Выполненный как первая деталь цилиндр 72 расположен таким образом, что генерируемое силовым блоком усилие разжима он может прилагать как усилие давления на основной корпус 73 установочного блока 69. Образованный как первая деталь кольцевой поршень 76 выполнен таким образом, что при подаче усилия разжима он смещается в направлении внутреннего продольного упора 75 и таким образом фиксирует основной корпус 73 установочного блока на определенном расстоянии от основного корпуса 2 клети. При этом действующее между установочным блоком 69 и блоком 70 предварительного натяжения, а также между блоком 70 предварительного натяжения и основным корпусом 2 клети усилие предварительного натяжения возникает как следствие осуществленного смещения установочного блока 69 в сочетании с упругостью наружной опорной структуры 13.
Представленная на фиг. 6 форма осуществления сравнима по своей основной структуре с формой осуществления, изображенной на фиг. 2. Впрочем, в представленной на фиг. 6 форме осуществления опорная структура 83 образована в форме С-образной дуги. Использование такой С-образной опорной структуры 83 обеспечивает легкую замену клети. Блок 80 предварительного натяжения и установочный блок 89 могут быть развернуты, как показано штриховыми линиями на фиг. 6, и таким образом образуют свободное пространство, через которое рабочая клеть 1 может быть удалена из опорной структуры 83.
Представленная на фиг. 7 форма осуществления является альтернативным вариантом формы осуществления, представленной на фиг. 6. Как показано на фиг. 7, опорная структура 93 может быть образована как С-образная дуга, однако на своем открытом конце выполнена с предварительным натяжение при помощи других жестко, но разъемно соединенных с опорной структурой 93 средств 94 предварительного натяжения и, следовательно, способна реализовать технические преимущества кольцеобразно замкнутой опорной структуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЗИЦИОННЫЙ ДАТЧИК ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ УСТАНОВОЧНОГО ХОДА ЦИЛИНДРО-ПОРШНЕВОЙ ГРУППЫ | 2008 |
|
RU2433007C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПРОКАТНОГО ВАЛКА ПРИ ГОРЯЧЕЙ ПРОКАТКЕ АЛЮМИНИЯ | 1993 |
|
RU2091188C1 |
| ПРОКАТНОЕ УСТРОЙСТВО | 2004 |
|
RU2346768C2 |
| ПРОКАТНАЯ КЛЕТЬ | 2018 |
|
RU2741433C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ СТАЛЬНОГО ПРОФИЛЯ | 2018 |
|
RU2758437C1 |
| Узел подушек рабочих и опорных валков клетей кварто прокатного стана | 1981 |
|
SU1091955A1 |
| УСТРОЙСТВО ДЛЯ БЛОКИРОВАНИЯ ПОВОРОТА УЗЛА БАЛАНСИРОВКИ ОПОРНЫХ ВАЛКОВ ПРОКАТНЫХ КЛЕТЕЙ | 2007 |
|
RU2372161C1 |
| УСТАНОВОЧНЫЙ ЦИЛИНДР ДЛЯ УСТАНОВКИ ПРОКАТНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ, В ЧАСТНОСТИ В ВЕРТИКАЛЬНЫХ ОБЖИМНЫХ КЛЕТЯХ | 2004 |
|
RU2355491C2 |
| СФЕРИЧЕСКИЙ ГИДРОСТАТИЧЕСКИЙ ПОДШИПНИК | 2016 |
|
RU2710403C2 |
| Прокатная клеть переменной жесткости | 1978 |
|
SU1022762A1 |
Изобретение предназначено для повышения стабильности условий прокатки прутковых или трубных заготовок. Узел прокатного стана содержит рабочую клеть (1), которая включает основной корпус (2) и по меньшей мере две подвижных относительно него подушки (3, 4, 5) с валками и/или два подвижных относительно него коромысла с валками. Повышение точности регулирования усилия прокатки за счет исключения колебаний от упругой деформации обеспечивается за счет того, что узел имеет установочный блок (19, 69) с основным корпусом (23), блоком регулирования и первой соединительной деталью, соединяемой с деталью подушки и/или коромысла, и выполненной с возможностью прикладывания к валку (6, 7, 8) усилия прокатки от блока регулирования, блок (30, 39, 59, 80) предварительного натяжения, имеющий силовой блок, выполненный с возможностью генерирования усилия прижима, и вторую соединительную деталь, которая выполнена с возможностью прикладывать генерируемое силовым блоком усилие к основному корпусу (23) установочного блока (19) и усилием давления прижимать основной корпус (23) установочного блока (19, 69) к основному корпусу (2) клети, или блок (70) предварительного натяжения, имеющий силовой блок, который выполнен с возможностью генерирования усилия разжима, снабжен продольным упором (75), первой деталью (76), которая расположена таким образом, что может прикладывать усилие разжима как усилие давления на основной корпус (2) клети, и второй деталью (72), которая расположена таким образом, что может прикладывать усилие разжима как усилие давления на основной корпус (23) установочного блока (19) так, что основной корпус (23) установочного блока и основной корпус (2) клети в рабочем положении разжимаются относительно друг друга посредством силового блока на расстояние, заданное продольным упором (75), при этом узел имеет опорную структуру (13, 48, 49, 65, 83, 93), на которую опирается блок (30, 39, 59, 80) предварительного натяжения. 2 н. и 3 з.п. ф-лы, 7 ил.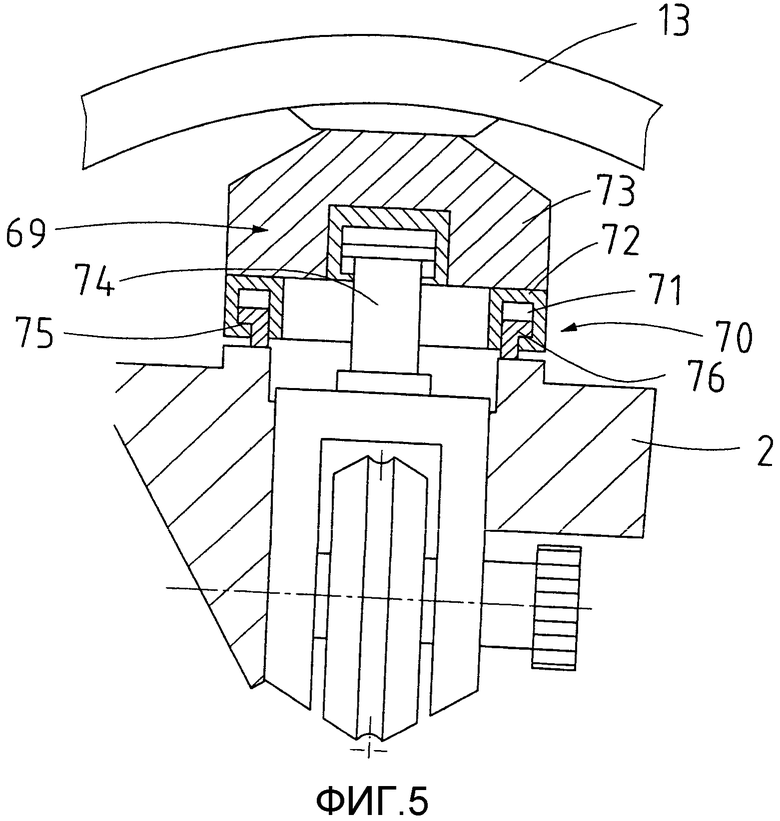
1. Узел прокатного стана для прокатки прутковых или трубных заготовок, содержащий рабочую клеть (1), которая включает основной корпус (2) и по меньшей мере две подвижных относительно основного корпуса (2) клети подушки (3, 4, 5) и/или два подвижных относительно основного корпуса (2) клети коромысла, при этом подушки (3, 4, 5) и/или соответственно коромысла имеют валок (6, 7, 8), установочный блок (19, 69) с основным корпусом (23), блоком регулирования и первой соединительной деталью, которая, по меньшей мере, в рабочем режиме соединена с деталью подушки (3, 4, 5) и/или соответственно коромысла, и выполнена с возможностью прикладывания к валку (6, 7, 8) усилия, генерируемого блоком регулирования, в качестве усилия прокатки, блок (30, 39, 59, 80) предварительного натяжения, имеющий силовой блок, выполненный с возможностью генерирования усилия прижима, и вторую соединительную деталь, которая выполнена с возможностью, по меньшей мере, в рабочем режиме прикладывать генерируемое силовым блоком усилие к основному корпусу (23) установочного блока (19) и усилием давления прижимать основной корпус (23) установочного блока (19, 69) к основному корпусу (2) клети, или блок (70) предварительного натяжения, имеющий силовой блок, который выполнен с возможностью генерирования усилия разжима, снабжен продольным упором (75), первой деталью, например поршнем (76), которая расположена таким образом, что может прикладывать усилие разжима, генерируемое силовым блоком, как усилие давления на основной корпус (2) клети, и второй деталью, например цилиндром (72), которая расположена таким образом, что может прикладывать усилие разжима, генерируемое силовым блоком, как усилие давления на основной корпус (23) установочного блока (19) так, что основной корпус (23) установочного блока и основной корпус (2) клети в рабочем положении разжимаются относительно друг друга посредством силового блока на определенное расстояние, заданное продольным упором (75), при этом, при необходимости, узел имеет опорную структуру (13, 48, 49, 65, 83, 93), на которую опирается блок (30, 39, 59, 80) предварительного натяжения.
2. Узел по п.1, отличающийся тем, что он имеет силовой блок для генерирования усилия прижатия или силовой блок для генерирования усилия разжима, которое превышает возникающее при прокатке максимальное усилие прокатки между прокатываемым материалом и валком.
3. Узел по п.1 или 2, отличающийся тем, что он выполнен с блоком (39, 59) предварительного натяжения с силовым блоком и второй соединительной деталью, которая выполнена с возможностью по меньшей мере в рабочем режиме прикладывать генерируемое силовым блоком усилие на основной корпус (23) установочного блока и усилием давления прижимать основной корпус (23) установочного блока к основному корпусу (2) клети, причем блок (39, 59) предварительного натяжения образует структуру, имеющую один первый конец (40, 61) и один второй конец (41, 62), при этом первый конец (40, 61) и второй конец (41, 62) смыкаются друг с другом посредством второго силового блока с образованием замкнутой, окружающей рабочую клеть (1) структуры и со стягиванием первого конца (40, 61) и второго конца (41, 62) в рабочем режиме посредством усилия сжатия силового блока, при этом вторая соединительная деталь выполнена таким образом, что из полученного путем генерирования усилия сжатия предварительного натяжения замкнутой структуры она отводит радиально воздействующее на основной корпус установочного блока усилие давления.
4. Узел по п.1 или 2, отличающийся тем, что он выполнен с блоком (70) предварительного натяжения, имеющим силовой блок, выполненный с возможностью генерирования усилия разжима, который имеет внутренний продольный упор (75), первую деталь, расположенную таким образом, что она может прикладывать генерируемое силовым блоком усилие разжима к основному корпусу (2) клети как усилие давления, и вторую деталь, расположенную таким образом, что она может прикладывать генерируемое силовым блоком усилие разжима к основному корпусу (23) установочного блока так, что в рабочем режиме посредством силового блока основной корпус (23) установочного блока и основной корпус (2) клети разжимаются относительно друг друга на определенное расстояние, заданное продольным упором (75), при этом основной корпус установочного блока (73) опирается на опорную структуру.
5. Способ прокатки прутковых или трубных заготовок с использованием узла прокатного стана, содержащего рабочую клеть (1), которая включает основной корпус (2) клети и по меньшей мере две подвижных относительно основного корпуса (2) клети подушки (3, 4, 5) и/или два подвижных относительно основного корпуса (2) клети коромысла, при этом подушки (3, 4, 5) и/или соответственно коромысла соответственно имеют валок (6, 7, 8), установочный блок (19, 69) с основным корпусом (23), блоком регулирования и первой соединительной деталью, которая, по меньшей мере, в рабочем режиме соединена с деталью подушки (3, 4, 5) и/или соответственно коромысла, и выполнена с возможностью прикладывания к валку (6, 7, 8) усилия, генерируемого блоком регулирования, в качестве усилия прокатки, блок (30, 39, 59, 80) предварительного натяжения, имеющий силовой блок, выполненный с возможностью генерирования усилия прижатия, и вторую соединительную деталь, которая выполнена с возможностью, по меньшей мере, в рабочем режиме прикладывать генерируемое силовым блоком усилие к основному корпусу (23) установочного блока (19) и усилием давления поджимать основной корпус (23) установочного блока (19, 69) к основному корпусу (2) клети, или блок (70) предварительного натяжения, имеющий силовой блок, который выполнен с возможностью генерирования усилия разжима, снабжен продольным упором (75), первой деталью, например поршнем (76), которая расположена таким образом, что может прикладывать усилие разжима, генерируемое силовым блоком, как усилие давления на основной корпус (2) клети, и второй деталью, например цилиндром (72), которая расположена таким образом, что может прикладывать усилие разжима, генерируемое силовым блоком, как усилие давления на основной корпус (23) установочного блока (19) так, что основной корпус (23) установочного блока и основной корпус (2) клети в рабочем положении разжимаются относительно друг друга посредством силового блока на определенное расстояние, заданное продольным упором (75), причем узел имеет, при необходимости, опорную структуру (13, 48, 49, 65, 83, 93), на которую опирается блок (30, 39, 59, 80) предварительного натяжения, при этом в процессе прокатки посредством силового блока генерируют усилие прижима или усилие разжима, превышающее возникающее в рабочем режиме максимально ожидаемое усилие прокатки.
| JP 2004314089 A, 11.11.2004 | |||
| Устройство для прокатки изделий | 1979 |
|
SU896819A1 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU882672A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1585030A1 |

