Область техники
Изобретение относится к металлическим эталонным образцам со сложным напряженным состоянием и может быть использовано для проверки и отладки существующих методов и оборудования для определения механических напряжений в сечениях толстостенных элементов металлических конструкций.
Уровень техники
Существует ряд физических методов (оптические, тензометрические, рентгенографические, магнитные, акустические) определения механических напряжений. На их основе разработаны устройства, которые с определенной точностью могут дать информацию о напряжениях, действующих в металлических конструкциях. Для наладки и тестирования этих устройств необходимы эталонные металлические образцы с заданными распределениями компонент напряжений по сечению.
Известен эталонный образец с нанесенным на него пластичным равномерным покрытием с приложением к нему циклической деформации постоянной амплитуды и последующем определении амплитуды циклической деформации детали с помощью нанесенного на нее такого же покрытия, как и на эталонный образец по калибровочной зависимости, полученной при нагружении эталонного образца. В качестве материала покрытия используют припой, которым лудят исследуемую поверхность, при этом в качестве материала покрытия используют металл или сплав, температура плавления которого ниже температуры отпуска материала исследуемой детали. Эталонные образцы подвергают циклическому нагружению при известных и постоянных амплитудах деформаций (напряжений) и устанавливают число циклов нагружении до появления в покрытии контролируемых изменений. По этим данным строят калибровочную зависимость (в координатах деформация - число циклов) (патент РФ 2197722, МПК G01N 3/32, С23С 2/08, опубл. 27.01.2003).
Однако данный эталонный образец не предназначен для применения в проверках и отладках оборудования для определения сложных напряженных состояний в сечениях толстостенных элементов металлических конструкций.
Наиболее близким по технической сущности к заявляемому устройству является эталонный образец, состоящий из дугообразного металлического основания с центральной зоной эталонного сложного напряженного состояния по толщине основания вокруг эллиптического отверстия в основании, представленный в китайской патентной заявке CN 102410957 (МПК G01N 3/08, опубл. 2012-04-11). Данный образец, дополнительно нагружаемый в разрывной машине, используют для контроля эксплуатационного состояния труб.
Недостатком этого образца является его узкоспециализированность (только для контроля состояния труб) и то, что для получения сложного напряженного состояния вокруг эллиптического отверстия (растяжения, сжатия, изгиба и т.д.) необходимо дополнительное оборудование для прикладывания нагрузки к образцу (в частности, это габаритная разрывная машина). Из-за необходимости в дополнительном и достаточно сложном оборудовании образец может использоваться только в лабораторных условиях, где имеется это оборудование и персонал соответствующей квалификации.
Для достоверного тестирования приборов определения механических напряжений предпочтительно иметь эталонные образцы более широкого спектра тестирования, по внешнему виду которых нельзя установить распределение напряжений в них по толщине.
Раскрытие изобретения
Задача, на решение которой направлено изобретение устройства, повышение достоверности результатов замеров механических напряжений в сечениях разнообразных толстостенных металлических конструкций экспериментальными методами определения напряженного состояния за счет известного, контролируемого распределения напряжений по толщине в разнообразных вариантах предлагаемого эталонного образца.
Поставленная задача решается тем, что заявленное устройство - эталонный образец с контролируемым распределением напряжений по его толщине состоит из металлического основания с центральной зоной эталонного сложного напряженного состояния по толщине основания. При этом на краях основания с одной или разных сторон выполнены одна или несколько зон наплавок из другого металла, коэффициент линейного расширения и предел текучести которого ниже, чем соответственно коэффициент линейного расширения и предел текучести металла основания. С учетом этого основание было предварительно подвергнуто высокотемпературному отпуску, после чего на поверхности центральной зоны основания с двух сторон нанесены контрольные метки или сетка баз измерений для двух тестовых измерений (для записи измерений в технический паспорт данного конкретного эталонного образца) после высокотемпературного отпуска основания до выполнения наплавок и в самом конце термообработки основания уже с наплавками. А именно: их равномерного нагрева до температуры, при которой происходит существенное снижение предела текучести металла наплавки, но не происходит существенное снижение предела текучести металла основания, а затем остывания образца до исходного температурного состояния. Кроме того, форма основания и места расположения наплавок, режим термообработки были предварительно определены в результате компьютерного имитационного моделирования методом конечных элементов с учетом свойств металлов основания и наплавок и требуемого эталонного сложного напряженного состояния центральной зоны по толщине основания.
Толщина наплавки предпочтительно не должна составлять более половины толщины основания, чтобы обеспечить достаточные величины напряжений от изгиба при возникающем моменте.
Перечень фигур
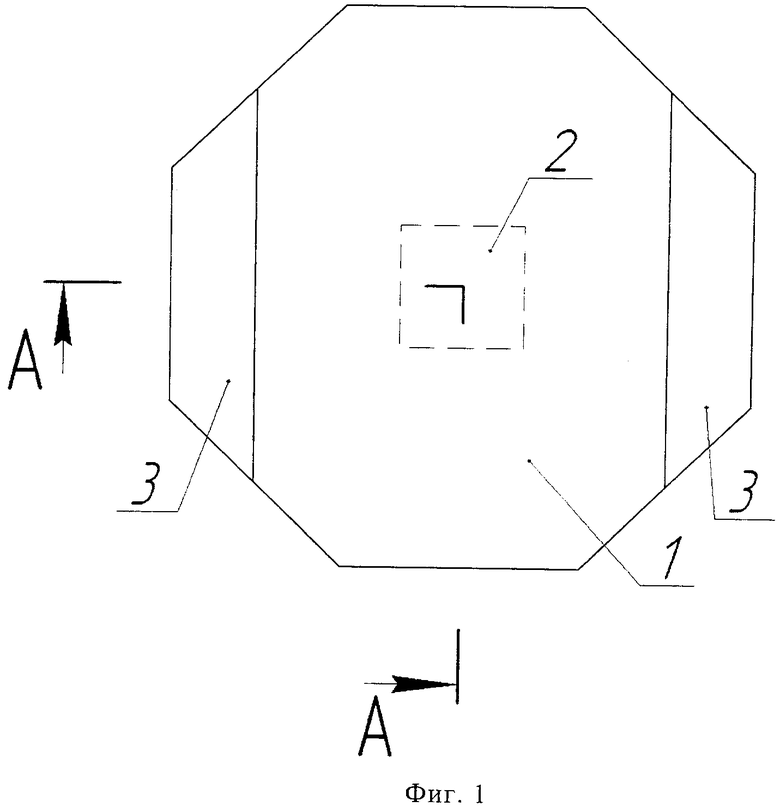
Для иллюстрации заявляемого устройства представлены схематичные чертежи типичного варианта правильного восьмигранного плоского образца с двумя наплавками на противоположных гранях и с разных сторон основания (асимметрично): вид сверху (фиг.1), разрез А-А сбоку (фиг.2).
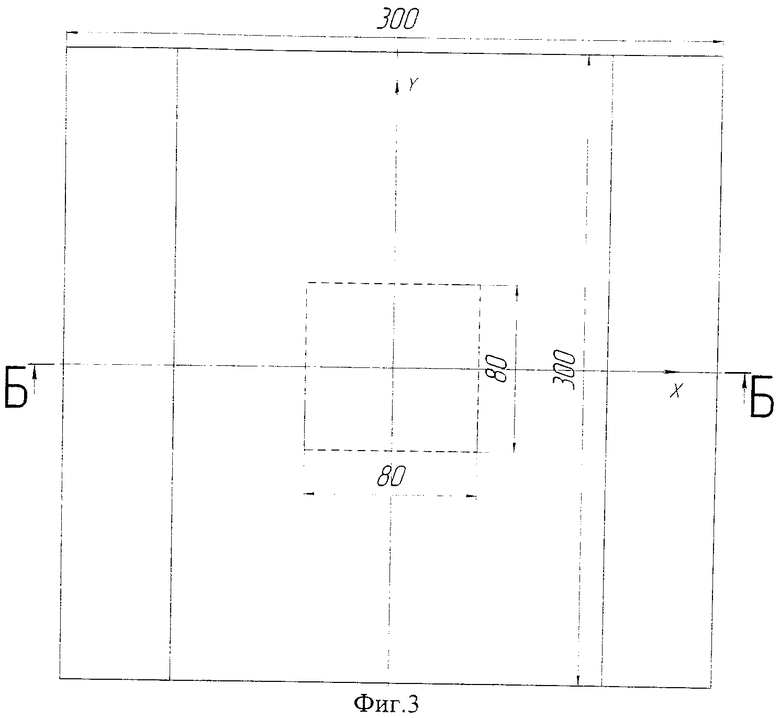
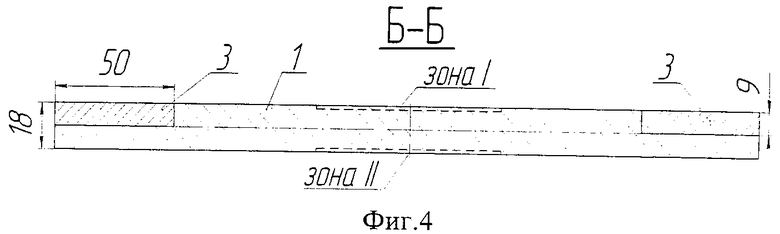
Для иллюстрации примера расчета напряженного состояния другого варианта образца в виде четырехгранной пластины с наплавками в компьютерном имитационном моделировании методом конечных элементов также представлены вид сверху и разрез сбоку правильного четырехгранного плоского образца с двумя наплавками на противоположных гранях с одной стороны основания (симметрично) на фиг.3 (вид сверху), фиг.4 (разрез Б-Б сбоку) и график на фиг.5.
Осуществление изобретения
На фиг.1 показано металлическое основание образца 1, содержащее центральную зону 2 эталонного сложного напряженного состояния и наплавки 3. На фиг.2 показана одна из схем расположения наплавок 3 относительно основания 1 и центральной зоны 2. Также указаны размеры b и с наплавки 3 относительно толщины d основания 1.
Эталонный образец представляет собой толстостенное основание из углеродистой или низколегированной стали с асимметрично расположенным слоем наплавки (или напайки) из другого металла, отличающегося от основания коэффициентом линейного расширения, а также более низкими пределом текучести и температурой плавления (медь, латунь и др.). Весь биметаллический образец подвергают равномерному нагреву (в печи), в результате чего в основании и наплавке из-за различия коэффициентов линейного расширения возникают механические напряжения противоположного знака. В наплавке эти напряжения достигают предела ее текучести, после чего в ней происходят пластические деформации. Затем образец подвергают остыванию, при этом в основании и наплавке возникают остаточные напряжения. Вследствие асимметрии расположения наплавки или наплавок, в основании образца возникают напряжения изгиба, имеющие различные значения и знаки на противоположных поверхностях образца. Значения и уровни напряжений зависят от объема, расположения и физических свойств наплавляемого материала и могут быть найдены по результатам обмера лицевой и обратной поверхностей центральной части основания до наплавки и после термообработки. По разнице полученных замеров рассчитывают деформации и напряжения в основании образца. Поскольку напряжения в основании не достигают предела текучести, расчет производят по формулам теории упругости. Обмеренная центральная зона может быть использована для тарировки и проверки существующих приборов и методов определения напряженного состояния в металлических конструкциях.
Предлагаемое устройство работает следующим образом. В зависимости от того, какие по уровню необходимы напряжения в сечении основания 1 по толщине в центральной зоне 2, выбирают размеры b и с под наплавку 3 и количество наплавок 3 по краям основания 1 с одной и другой стороны. Затем производят высокотемпературный отпуск заготовленного основания 1 с целью максимально полного устранения внутренних напряжений в нем, вызванных технологией его изготовления. Это обязательно, так как неясно, как будут взаимодействовать те механические напряжения, которые могут остаться от исходной механической обработки основания 1 с теми напряжениями, которые возникнут от наплавок 3. Далее следует нанесение и обмер баз измерений - зоны I и II (контрольные метки или сетка) центральной зоны 2 обязательно с обеих сторон основания, так как это дает возможность рассчитать напряжения от изгиба, которые возникают за счет того, что наплавки выполнены не на всю толщину основания 1. Обмер баз измерений делают два раза: после отпуска основания (когда есть только основание с практически нулевыми напряжениями и нет наплавок) и в самом конце, когда произвели термообработку готового образца с наплавками и все окончательно остыло. После нанесения и первого обмера баз измерений производят наплавку 3 из другого металла с отличным от основания коэффициентом линейного расширения и более низкими пределом текучести и температурой плавления (медь, латунь и др.). Наплавку (или напайку) необходимо выполнять таким образом, чтобы обеспечить максимальный теплоотвод от центральной зоны основания 1 и не вызвать там пластических деформаций. После наплавки образец подвергают нагреву (в печи), в результате чего, в наплавленном слое 3 и в основании 1 из-за различия коэффициентов линейного расширения возникают напряжения. Поскольку предел текучести наплавки ниже, напряжения в ней достигают предела текучести (а в основании не достигают). При дальнейшем нагреве в наплавке 3 происходит пластическая деформация. Затем устройство (образец) подвергают медленному остыванию. После остывания в образце возникают остаточные напряжения, причиной образования которых является пластическая деформация наплавок 3 при нагреве. Поскольку наплавленные слои 3 расположены асимметрично, остаточные напряжения носят характер двухосного изгиба, с различными значениями и знаками компонент на противоположных поверхностях основания 1 и с неравномерным распределением по толщине.
Далее производят повторный обмер баз измерений 2 с обеих сторон основания 1 и по формулам теории упругости производят расчет напряжений, действующих на поверхности центральной зоны 2 основания 1, и строят эпюры распределения напряжений в сечении основания 1 в центральной зоне 2. Эпюры и значения напряжений зависят от объема, расположения и физических свойств металла наплавок и заносятся для каждого эталонного образца в его техпаспорт.
Добавление асимметричных (с разных сторон основания) наплавок, как показано на фиг.1 и 2, дает изменение (появление) напряжений по 2-м осям (X и Y) и к этому необходимо учитывать характер взаимодействия этих напряжений между собой.
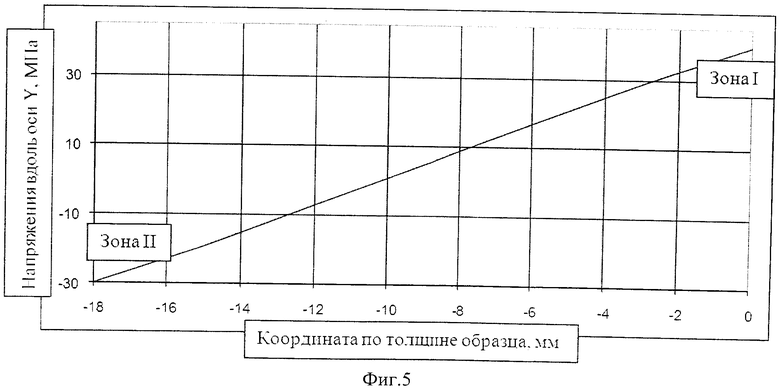
Симметричное расположение наплавок с одной стороны основания, которое показано на фиг.3 и 4, дает возможность получения напряжений вдоль оси Y на обеих поверхностях и по толщине основания (Фиг.5) и практически никак не влияет на распределение напряжений вдоль оси X. На фиг.5 представлен график зависимости напряжений вдоль оси Y по толщине (сечению) металлического основания 1 при переходе от зоны I к зоне II во всей центральной зоне 2 основания 1. Такое распределение получено расчетно методом конечных элементов, исходя из геометрии основания и наплавок; свойств основания и наплавок, расположения и количества наплавок.
Рассмотрим эталонный образец с конкретными размерами, состоящий из правильной четырехгранной пластины (квадрат 300 на 300 мм, центральная зона - квадрат 80 на 80 мм, толщина 18 мм) металического основания 1 (углеродистая сталь с пределом текучести σт=360 МПа) и наплавок (толщина 9 мм, ширина 50 мм) 3 из меди (с пределом текучести σт=80 МПа) по краям основания 1 с одной стороны (симметрично).
Был компьютерно смоделирован равномерный нагрев этого образца до температуры 700°C. В наплавленном слое при этом напряжения достигают предела текучести при сжатии (из-за того, что при нагреве наплавленный слой стремится расшириться вдоль оси Y, а металлическое основание препятствует этому расширению, после чего на границах металлического основания и наплавленного слоя происходят пластические деформации. Затем образец подвергают равномерному остыванию до 20°C, при этом в основании и наплавленном слое возникают остаточные от нагрева напряжения и деформации.
Перемещение вдоль оси Y точек на краю зоны I составит 9…10 мкм от центра образца относительно исходного состояния и во всей зоне I вдоль оси Y будут растягивающие напряжения на уровне 38…43 МПа, при этом в зоне II возникают сжимающие напряжения на уровне (26…30) МПа и перемещения точки на краю зоны II составят около 7…7,5 мкм к центру образца.
Изменение напряжения вдоль оси Y по толщине образца при переходе от зоны I к зоне 2 имеет линейный характер и представлено на фиг.5.
Варианты распределения параметров и величин механических напряжений по толщине в центральной зоне 2 основания 1 могут существенно меняться в зависимости от объема, расположения, физических свойств наплавленного металла и самого основания.
Точность совпадения расчетных значений параметров напряжений по толщине образца и фактических величин этих же параметров составляет порядка 8…12%.
Эталонный образец с контролируемым (и поэтому известным) распределением напряжений по его толщине в центральной зоне может быть использован в дальнейшем для тестирования и отладки существующих экспериментальных методов и приборов регистрации механических напряжений и повышения достоверности их результатов измерений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЗДАНИЯ ЭТАЛОННЫХ ОБРАЗЦОВ С ЗАДАННЫМ РАСПРЕДЕЛЕНИЕМ НАПРЯЖЕНИЙ | 2012 |
|
RU2499243C1 |
| ЭКСПРЕСС-СПОСОБ ВЫБОРА НАПЛАВОЧНЫХ МАТЕРИАЛОВ И РЕЖИМОВ НАПЛАВКИ РОЛИКОВ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2015 |
|
RU2604744C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ РЕЛЬСА (ВАРИАНТЫ) | 2022 |
|
RU2779781C1 |
| Способ определения склонности к преждевременному разрушению твердых сплавов, используемых в качестве упрочняющих наплавок рабочих органов сельскохозяйственных машин | 2017 |
|
RU2668691C1 |
| СОСТАВ СВАРОЧНОЙ ЛЕНТЫ И ПРОВОЛОКИ | 2000 |
|
RU2188109C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ НАГРЕВА ПРИСАДОЧНОГО МЕТАЛЛА ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2006 |
|
RU2315683C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ НАПЛАВКИ И СПОСОБ ЕГО НАНЕСЕНИЯ | 2006 |
|
RU2311275C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА НАЧАЛА ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2006 |
|
RU2338635C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ ПОКРЫТИЙ С МУЛЬТИМОДАЛЬНОЙ СТРУКТУРОЙ | 2006 |
|
RU2309827C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
Изобретение относится к металлическим эталонным образцам со сложным напряженным состоянием, и может быть использовано для проверки и отладки существующих методов и оборудования для определения механических напряжений в сечениях толстостенных элементов металлических конструкций. Эталонный образец состоит из металлического основания с центральной зоной эталонного сложного напряженного состояния по толщине основания. На краях основания с одной или разных сторон выполнены одна или несколько зон наплавок из другого металла, коэффициент линейного расширения и предел текучести которого ниже, чем коэффициент линейного расширения и предел текучести металла основания. Основание предварительно подвергают высокотемпературному отпуску, после чего на поверхности центральной зоны основания с двух сторон наносят контрольные метки или сетку баз измерений для двух тестовых измерений после высокотемпературного отпуска основания до установки наплавок и в самом конце термообработки основания уже с наплавками. Форму основания, места расположения наплавок и режим термообработки заранее определяют в результате компьютерного имитационного моделирования методом конечных элементов с учетом марок металлов основания и наплавок и требуемого эталонного сложного напряженного состояния центральной зоны основания по его толщине. Технический результат: повышение достоверности результатов замеров механических напряжений в сечениях разнообразных толстостенных металлических конструкций. 1 з.п. ф-лы, 5 ил.
1. Эталонный образец с контролируемым распределением напряжений по его толщине, состоящий из металлического основания с центральной зоной эталонного сложного напряженного состояния по толщине основания, отличающийся тем, что на краях основания с одной или разных сторон выполнены одна или несколько зон наплавок из другого металла, коэффициент линейного расширения и предел текучести которого ниже, чем соответственно коэффициент линейного расширения и предел текучести металла основания, с учетом этого основание было предварительно подвергнуто высокотемпературному отпуску, после чего на поверхности центральной зоны основания с двух сторон нанесены контрольные метки или сетка баз измерений для двух тестовых измерений после высокотемпературного отпуска основания до установки наплавок и в самом конце термообработки основания уже с наплавками, а именно: их равномерного нагрева до температуры, при которой происходит существенное снижение предела текучести металла наплавки, но не происходит существенное снижение предела текучести металла основания, а затем остывания образца до исходного температурного состояния; кроме того, форма основания и места расположения наплавок, режим термообработки заранее определены в результате компьютерного имитационного моделирования методом конечных элементов с учетом марок металлов основания и наплавок и требуемого эталонного сложного напряженного состояния центральной зоны основания по его толщине.
2. Образец по п.1, отличающийся тем, что толщина наплавки составляет не более половины толщины основания.
| Образец для исследования пластического течения металла при винтовой прокатке | 1983 |
|
SU1115820A1 |
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ ПРИ ПЛОСКОМ НАПРЯЖЕННОМ СОСТОЯНИИ | 0 |
|
SU244682A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2395070C2 |
| CN 102410957 A 11.04.2012 | |||

