Изобретение относится к области абразивной обработки и предназначено для шлифования торцовых поверхностей корпусов контейнеров, используемых для транспортировки отработавшего ядерного топлива, и может быть использовано для шлифования торцов цилиндрических пустотелых корпусов.
Отработавшее ядерное топливо (ОЯТ) ядерных реакторов ВВЭР-1000 транспортируется в защитных контейнерах, в частности контейнерах ТК-13, снабженных защитными крышками. Защитные крышки устанавливаются по плоскости разъема на торцовую поверхность корпуса контейнера через две прокладки, прикрепленные к крышке, с контролем герметичности каждой прокладки после установки. Исходя из требований к герметичности контейнера после загрузки в него ОЯТ, к плоскостности и шероховатости торцовой поверхности корпуса контейнера предъявляются повышенные требования. На поверхности разъема контейнера не допускаются вмятины, забоины и другие дефекты, ухудшающие герметизацию контейнера. При доставке отработавшего ядерного топлива с АЭС в «мокрое» хранилище извлечение отработавших тепловыделяющих сборок осуществляется в бассейне под слоем воды. После разгрузки корпус извлекается из бассейна и осуществляется его осмотр для подготовки контейнера к следующему рейсу. При проведении осмотров неоднократно выявлялись случаи наличия на торцовой поверхности корпуса контейнера забоин, влияющих на герметичность контейнера и появившихся вследствие ошибок персонала при загрузке ОЯТ на АЭС или в «мокром» хранилище при его разгрузке. Осуществление механической обработки торцовой поверхности корпуса контейнера универсальными станками вследствие массогабаритных характеристик корпуса (диаметр 2295 мм, масса 93,7 т) не представляется возможным. Механическая обработка ручным инструментом не может обеспечить требуемую точность и шероховатость поверхности обработки Исходя из этого, актуальной задачей является создание переносного станка, способного осуществить обработку торцовой поверхности корпуса с требуемыми точностью и шероховатостью поверхности.
Известен переносной станок для обработки плоских поверхностей, предназначенный для шлифования плоских поверхностей большой протяженности (патент №2298777, МПК 7 B24B 7/14, B24B 23/08), содержащий элемент базирования, колонну, шлифовальную головку с приводом, механизм перемещения шлифовальной головки, установленный на элементе базирования, узел подачи шлифовальной головки на глубину врезания. Станок снабжен регулируемыми по высоте опорами, двумя дисками, рычагами с грузами-противовесами, ременной и зубчатой передачами, шарнирами, стойкой, элементом привязки положения шлифовальной головки относительно обработанной поверхности, прибором контроля перпендикулярности оси вращения станка к теоретической плоскости и рукояткой. Элемент базирования выполнен в виде основания, размещенного без возможности смещения на регулируемых по высоте опорах, установленных на обрабатываемой поверхности без возможности смещения. Механизм перемещения шлифовальной головки выполнен в виде плиты, свободно установленной на основании с возможностью вращения относительно колонны, смонтированной по оси вращения станка и жестко закрепленной на основании. На плите, на равном расстоянии от оси вращения станка, свободно установлены два диска с осями и с жестко закрепленными на них рычагами. На одном из рычагов на конце, противоположном грузу-противовесу, размещена шлифовальная головка, а на конце другого привод вращения шлифовальной головки, соединенный с ней ременной передачей. Ось каждого из дисков одним концом жестко закреплена в плите, а другим шарнирно связана со стойкой, шарнирно установленной относительно колонны. На колонне смонтирован прибор контроля перпендикулярности оси вращения станка к теоретической плоскости. Рукоятка предназначена для одновременного разведения посредством зубчатой передачи рычагов, несущих шлифовальную головку и ее привод.
Станок снабжен подшипниками, служащими для установки на них плиты, размещенной на основании, и подшипниками, служащими для установки на них двух дисков с осями.
Известный переносной станок для обработки плоских поверхностей выбран заявителем в качестве прототипа.
К недостаткам известного станка относится то, что обработку плоских торцовых поверхностей корпуса контейнера и других пустотелых цилиндрических корпусов известным станком осуществить затруднительно вследствие установки его на опорах, устанавливаемых на обрабатываемую поверхность.
Кроме того, высокое трение между сопрягаемыми поверхностями, обеспечивающее
отсутствие смещения известного станка при обработке, может обеспечиваться при соблюдении определенных требований к поверхностям, в частности отсутствия на поверхности смазочно-охлаждающей жидкости.
Снабжение станка прибором контроля перпендикулярности оси вращения станка к теоретической плоскости может привести, в случае установки корпуса контейнера на площадке с уклоном, к не перпендикулярности центральной оси корпуса и его обработанной торцовой поверхности, так как теоретическая горизонтальная плоскость может иметь значительные отклонения от реальной плоскости обрабатываемого торца. Для совпадения теоретической горизонтальной плоскости и реальной торцовой поверхности корпуса необходима установка корпуса строго по вертикали, что вызовет затруднения вследствие его значительных массогабаритных характеристик.
Станок имеет довольно сложную конструкцию, включающую три ременные передачи, а также зубчатые зацепления для развертывания рычагов, несущих шлифовальную головку, ее привод и противовес.
Задачей, решаемой предлагаемым изобретением, является создание переносного станка для обработки торцовой поверхности корпуса контейнера.
Технический результат, который может быть получен при осуществлении изобретения, заключается в установке основания станка внутри корпуса контейнера с возможностью смещения в горизонтальной и вертикальной плоскостях для обеспечения совпадения оси вращения станка с центральной осью корпуса и перпендикулярности оси вращения станка к подлежащей обработке торцовой поверхности корпуса, фиксации основания винтовыми упорами внутри корпуса и упрощение конструкции станка.
Для достижения указанного технического результата в известном переносном станке для обработки плоских цилиндрических поверхностей, включающем элемент базирования, выполненный в виде основания, размещенного на регулируемых по высоте опорах, колонну, шлифовальную головку с приводом, рычагом, на конце которого размещена шлифовальная головка, узел подачи шлифовальной головки на глубину врезания и механизм перемещения шлифовальной головки, выполненный в виде плиты, установленной на основании с возможностью вращения относительно колонны, смонтированной по оси вращения станка и жестко закрепленной в основании, и элемент привязки положения шлифовальной головки, особенностью является то, что основание станка выполнено в виде фланца, размещенного во внутренней полости корпуса с возможностью смещения в ней по вертикали - регулируемыми по высоте опорами, а по горизонтали - присоединенными к фланцу винтовыми упорами, фиксирующими основание в корпусе. На колонне с возможностью вращения и вертикального перемещения установлен рычаг с размещенной на нем шлифовальной головкой. В рычаге выполнено резьбовое отверстие, в котором установлен винт узла подачи шлифовальной головки на глубину врезания, закрепленный в плите с возможностью вращения.
В частном случае регулируемые по высоте опоры выполнены в виде накладок, прикрепленных к фланцу основания болтом.
В другом частном случае, в качестве шлифовальной головки используется пневматическая шлифовальная машина, закрепленная на рычаге с помощью откидного кронштейна, а диаметр шлифовального круга равен ширине обрабатываемой поверхности.
Кроме того, в качестве элемента привязки положения шлифовальной головки используется индикатор, установленный на рычаге.
Выполнение основания в виде фланца, размещаемого во внутренней полости корпуса с возможностью его смещения по вертикали регулируемыми по высоте опорами, позволяет установить основание параллельно торцовой поверхности корпуса. В результате центральная ось колонны, смонтированной по оси вращения станка и жестко закрепленной в основании, будет перпендикулярна торцевой поверхности корпуса, подлежащей обработке.
Выполнение основания в виде фланца, размещенного во внутренней полости корпуса, с возможностью смещения по горизонтали присоединенными к фланцу винтовыми упорами, фиксирующими основание в корпусе, позволяет осуществить установку основания в корпусе таким образом, чтобы центральная ось колонны, служащая осью вращения станка, совпадала с центральной осью корпуса. Измеряя зазоры между фланцем основания и внутренней стенкой корпуса и смещая основание в сторону больших зазоров, достигается их равенство, при котором ось вращения станка совпадает с центральной осью корпуса. Затем фланец основания надежно фиксируется в корпусе винтовыми упорами, создавая при этом возможность обработки торцовой поверхности корпуса контейнера.
Установка на колонне рычага с возможностью вращения и вертикального перемещения и размещение на рычаге шлифовальной головки позволяет осуществить круговое движение шлифовальной головки и ее вертикальное перемещение и, тем самым, обеспечить обработку торцовой поверхности корпуса контейнера.
Выполнение в рычаге резьбового отверстия и установка в нем винта узла подачи шлифовальной головки на глубину врезания, закрепленного в плите с возможностью вращения, позволяет вращением винта перемещать рычаг со шлифовальной головкой по вертикали относительно плиты и, тем самым, обеспечить врезание шлифовального круга на необходимую глубину в обрабатываемую поверхность.
Выполнение регулируемых по высоте опор в виде накладок, прикрепленных к фланцу основания болтами, позволяет, после установки и фиксации фланца основания в корпусе винтовыми упорами, ослабить болты крепления накладок к фланцу и, развернув накладки к оси вращения, освободить торцовую поверхность корпуса для последующей обработки.
Использование в качестве шлифовальной головки пневматической шлифовальной машины позволяет использовать выпускаемые промышленностью современные шлифовальные машины, легкие и надежные в эксплуатации, что, в свою очередь, упрощает конструкцию станка и позволяет повысить безопасность эксплуатации предлагаемого станка за счет отсутствия электрического напряжения.
Закрепление пневматической шлифовальной машины на рычаге с помощью откидного кронштейна и использование в качестве элемента привязки положения шлифовальной головки установленного на рычаге индикатора позволяет повысить точность установки центральной оси колонны, смонтированной по оси вращения станка, перпендикулярно торцевой поверхности корпуса, подлежащей обработке, независимо от уклона площадки, на которой установлен обрабатываемый корпус. Приподняв откидной кронштейн с пневматической шлифовальной машиной, при вращении рычага по показаниям индикатора, касающегося необработанной торцевой поверхности корпуса, непосредственно определяется параллельность рычага и торцевой поверхности корпуса, а косвенно - перпендикулярность оси вращения рычага к торцевой поверхности корпуса. По показаниям индикатора при его касании обработанной торцовой поверхности корпуса осуществляется контроль глубины врезания шлифовального круга в процессе обработки с учетом его износа.
Равенство диаметра шлифовального круга ширине обрабатываемой
поверхности позволяет обработать всю торцовую поверхность корпуса с одной
установки.
Предлагаемый переносной станок для обработки торцовой поверхности корпуса контейнера иллюстрируется чертежами, представленными на фиг.1, фиг.2, и фиг.3.
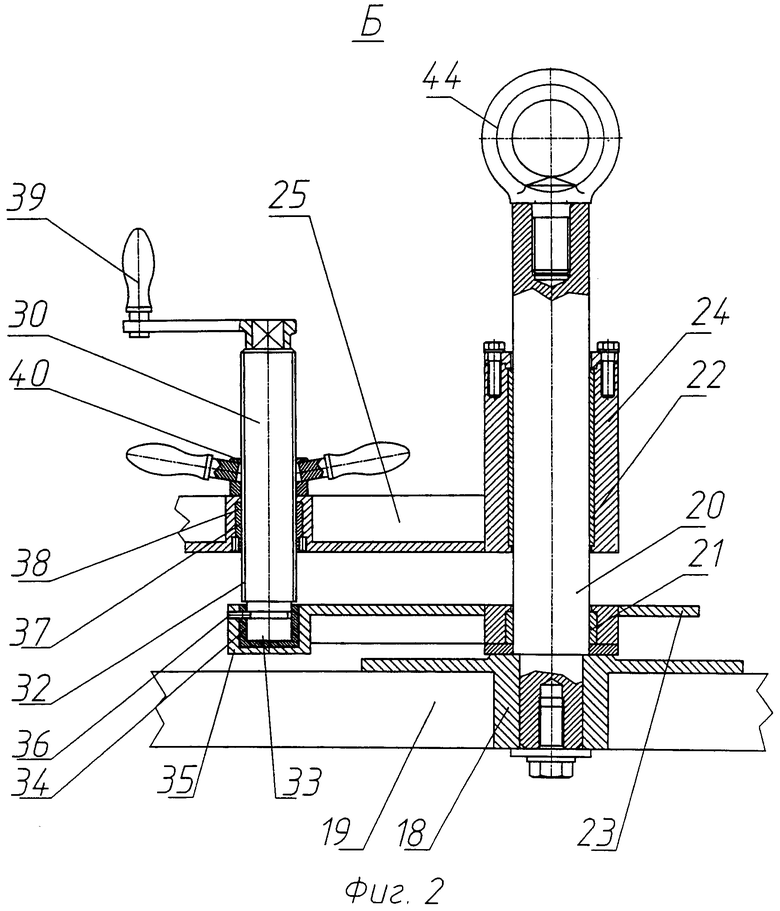
На фиг.1 изображено предлагаемое устройство в разрезе.
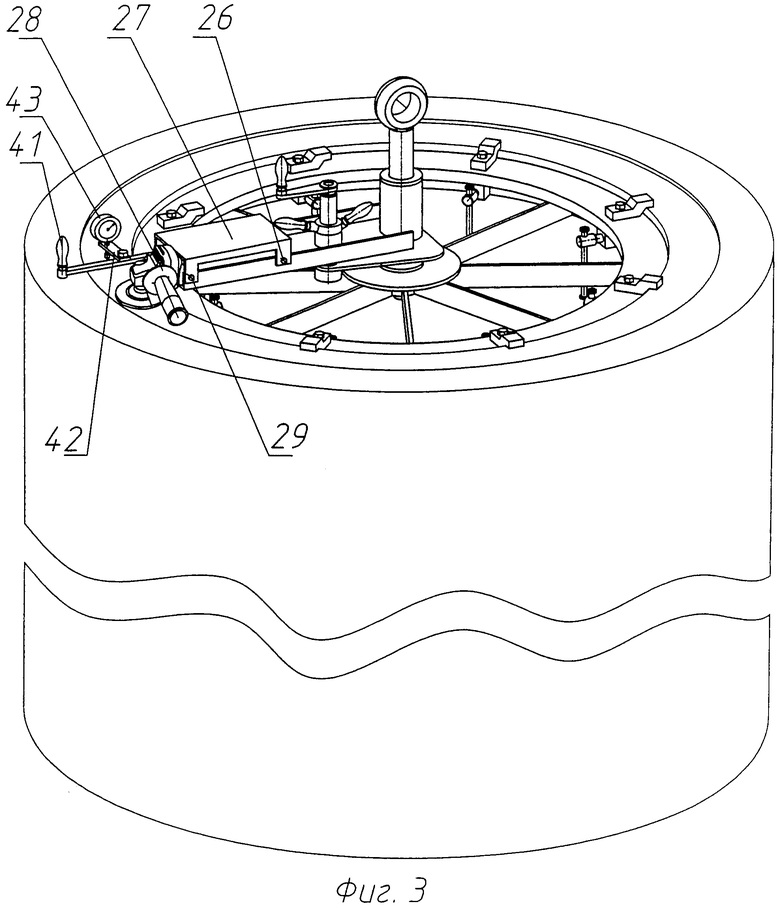
На фиг.2 изображен выносной элемент Б с фиг.1.
На фиг.3 изображено предлагаемое устройство в аксонометрии.
Предлагаемый переносной станок (см. фиг.1) состоит из основания 1, фланец 2 которого размещен во внутренней полости корпуса 3 с возможностью смещения в нем по вертикали с помощью регулируемых по высоте опор 4. Опоры 4 состоят из накладок 5, размещаемых на требующей обработки торцовой поверхности 6 корпуса 3 и прикрепляемых к фланцу 2 болтами 7, установленными в резьбовые отверстия 8 фланца 2. В нижней части к фланцу 2 жестко присоединено центрирующее кольцо 9 с отверстиями 10 и бобышками 11, расположенными напротив отверстий 10. В бобышках 11 выполнены резьбовые отверстия 12, в которых установлены винтовые упоры 13. Винтовые упоры 13 состоят из винта 14, на цилиндрическом конце 15 которого установлены фиксаторы 16, входящие в отверстия 10. Винт 14 снабжен рукояткой 17.
По вертикальной оси фланца 2 установлен подпятник 18, соединенный радиальными ребрами 19 жесткости с фланцем 2. В подпятнике 18 размещена неподвижно колонна 20, на которую последовательно установлены через подшипники скольжения 21 и 22 плита 23 и корпус 24 рычага 25 с возможностью вращения вокруг колонны 20. На рычаге 25 установлен на оси 26 откидной кронштейн 27, в котором закрепляется пневматическая шлифовальная машина 28, фиксируемая в рабочем и приподнятом положении пальцем 29.
Плита 23 и рычаг 25 (см. фиг.2) связаны между собой узлом 30 подачи пневматической шлифовальной машины 28 на глубину врезания шлифовального круга 31. Узел 30 подачи состоит из ходового винта 32, установленного своим цилиндрическим концом 33 с возможностью вращения через подшипник скольжения 34 в подпятник 35 плиты 23 и зафиксированного в подпятнике 35 винтом 36 от продольного перемещения. Ходовой винт 32 установлен по резьбе 37 в резьбовой втулке 38, жестко присоединенной к рычагу 25, и снабжен рукояткой 39 и контргайкой 40.
К рычагу 25 (см. фиг.3) присоединены рукоятка 41 и кронштейн 42, на котором установлен индикатор 43. Колонна 20 снабжена грузовым болтом 44.
Предлагаемый станок работает следующим образом.
С помощью грузоподъемного механизма зацепленный за грузовой болт 44 предлагаемый станок устанавливается разведенными накладками 5 на подлежащую обработке торцовую поверхность 6 корпуса 3. Регулируемое по высоте опорами 4 основание 1 устанавливается параллельно торцовой поверхности 6 корпуса 3 следующим образом. Откидной кронштейн 27 с пневматической шлифовальной машиной 28 переводится в верхнее положение, а индикатор 43 подводится к торцовой поверхности 6 корпуса 3. При вращении рычага 25 по показаниям индикатора 43, касающегося торцевой поверхности 6 корпуса 3, непосредственно определяется параллельность рычага 25 и торцевой поверхности 6 корпуса 3. Вращением болтов 7 осуществляется смещение частей основания 1 в вертикальной плоскости до достижения положения основания 1, когда разность показаний индикатора 43 будет минимальной. При этом положении основания 1 косвенно подтверждается перпендикулярность оси колонны 20, совпадающей с осью вращения рычага 25, к торцевой поверхности 6 корпуса 3.
Затем осуществляются операции по перемещению основания 1 в горизонтальной плоскости для того, чтобы центральная ось колонны 20, служащая осью вращения рычага 25 и соответственно пневматической шлифовальной машины 28, совпадала с центральной осью корпуса 3. Для этого необходимо достичь равенства зазоров между фланцем 2 основания 1 и внутренней стенкой корпуса 3 по их периметру. Вращением рукояток 17 винтовых упоров 13 осуществляется перемещение фиксаторов 16, упирающихся в стенки корпуса 3, в ту или другую стороны, и измерение зазоров до достижения их равенства по периметру, а следовательно, совпадения центральной оси колонны 20 с центральной осью корпуса 3. При этом основание 1 надежно фиксируется фиксаторами 16 во внутренней полости корпуса 3, после чего болты 7 крепления накладок 5 к фланцу 2 ослабляются и накладки 5 поворачиваются к оси колонны 20, освобождая торцовую поверхность 6 корпуса 3 для обработки.
Далее включается в работу пневматическая шлифовальная машина 28 и рукояткой 39 осуществляется поворот ходового винта 32, зафиксированного в подпятнике 35 винтом 36 от продольного перемещения. При повороте ходового винта 32, установленного по резьбе 37 в резьбовой втулке 38, жестко присоединенной к рычагу 25, осуществляется перемещение рычага 25 по колонне 20 на глубину врезания шлифовального круга 31.
Ходовой винт 32 фиксируется в этом положении контргайкой 40. Рукояткой 41 осуществляется поворот рычага 25 вокруг колонны 20 и снятие металла с торцовой поверхности 6 корпуса 3. По показаниям индикатора 43 при его касании обработанной торцовой поверхности 6 корпуса 3 осуществляется контроль глубины врезания шлифовального круга 31 в процессе обработки с учетом его износа.
Поскольку диаметр шлифовального круга 31 равен ширине обрабатываемой торцовой поверхности 6 корпуса 3, то поворотом рычага 25 со всей торцовой поверхности 6 корпуса 3 с одной установки глубина врезания шлифовального круга 31 составляет 0,1-0,2 мм.
При необходимости для полного устранения дефектов торцовой поверхности 6 корпуса 3 осуществляется процесс снятия металла вторым проходом шлифовального круга 31. При наличии забоин глубиной более 0,5 мм осуществляется их заплавление аргонодуговой сваркой сварочной проволокой и последующая обработка предлагаемым станком.
На предприятии изготовлен опытный образец предлагаемого станка, введенного в опытно-промышленную эксплуатацию.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2198777C2 |
| УСТАНОВКА ВСКРЫТИЯ ПЕНАЛА ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2015 |
|
RU2601955C1 |
| Станок для обработки ферромагнитных сердечников | 1981 |
|
SU1109075A3 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ЦАПФ КОНТЕЙНЕРА | 2013 |
|
RU2523378C1 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ МОТЫЛЕВЫХ | 1966 |
|
SU183092A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2038960C1 |
| Станок для заточки инструмента | 1989 |
|
SU1761392A1 |
| Шлифовальный станок | 1979 |
|
SU859120A1 |
| СПОСОБ РАЗРЕЗАНИЯ МРАМОРНЫХ ПЛАСТИН | 1997 |
|
RU2132275C1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2154552C2 |
Изобретение относится к области абразивной обработки и может быть использовано для шлифования торцовых поверхностей корпусов контейнеров, используемых для транспортировки отработанного ядерного топлива, а также торцов цилиндрических пустотелых корпусов. Станок содержит основание в виде фланца, размещенного во внутренней полости корпуса с возможностью смещения в ней по вертикали посредством регулируемых по высоте опор, а по горизонтали - посредством присоединенных к фланцу винтовых упоров. По оси вращения станка перпендикулярно к основанию присоединена колонна, на которой с возможностью вращения и вертикального перемещения установлен рычаг со шлифовальной головкой. На основании установлена плита с возможностью вращения относительно колонны, связанная с рычагом винтом узла подачи шлифовальной головки на глубину врезания. В результате упрощается конструкция станка и обеспечивается заданная точность и шероховатость обрабатываемой поверхности. 3 з.п. ф-лы, 3 ил. 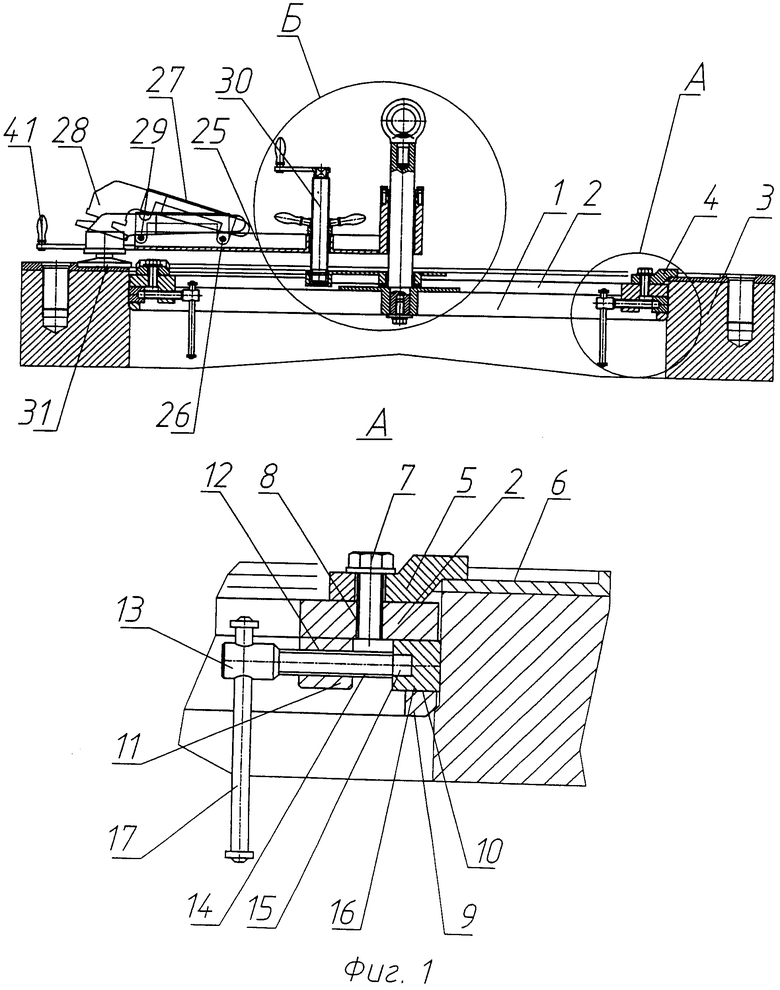
1. Переносной станок для обработки торцовой поверхности корпуса контейнера, содержащий элемент базирования, выполненный в виде основания, размещенного на регулируемых по высоте опорах, колонну, шлифовальную головку с приводом, рычаг, на конце которого размещена шлифовальная головка, узел подачи шлифовальной головки на глубину врезания, механизм перемещения шлифовальной головки, выполненный в виде плиты, установленной на основании с возможностью вращения относительно колонны, смонтированной по оси вращения станка и жестко закрепленной в основании, и элемент привязки положения шлифовальной головки относительно обрабатываемой поверхности, отличающийся тем, что основание выполнено в виде фланца, размещенного во внутренней полости корпуса контейнера с возможностью смещения в ней по вертикали посредством регулируемых по высоте опор, а по горизонтали - посредством присоединенных к фланцу винтовых упоров, фиксирующих основание в корпусе, рычаг с размещенной на нем шлифовальной головкой установлен на колонне с возможностью вращения и вертикального перемещения, при этом в рычаге выполнено резьбовое отверстие, в котором установлен винт узла подачи шлифовальной головки на глубину врезания, закрепленный в плите с возможностью вращения.
2. Переносной станок по п.1, отличающийся тем, что регулируемые по высоте опоры выполнены в виде накладок, прикрепленных к фланцу основания болтом.
3. Переносной станок по п.1, отличающийся тем, что в качестве шлифовальной головки использована пневматическая шлифовальная машина, закрепленная на рычаге с помощью откидного кронштейна, причем диаметр шлифовального круга шлифовальной машины равен ширине обрабатываемой поверхности.
4. Переносной станок по п.1, отличающийся тем, что в качестве элемента привязки положения шлифовальной головки относительно обрабатываемой поверхности использован индикатор, установленный на рычаге.
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2198777C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПЛОСКОСТИ РАЗЪЕМА КОРПУСОВ ЦЕНТРОБЕЖНЫХ НАСОСОВ | 2002 |
|
RU2228251C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1997 |
|
RU2146589C1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| ВЫСОКОНАПОРНЫЙ КОМПРЕССОР ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2600479C1 |
| , | |||

