Область техники
Изобретение относится к способу ротационного выдавливания с утонением стенок согласно ограничительной части пункта 1 формулы изобретения. Кроме того, изобретение относится к устройству для ротационного выдавливания заготовки в форме трубы по ограничительной части пункта 7 формулы изобретения.
Уровень техники
При известном способе трубную заготовку располагают вокруг оправки, приводят во вращение, и ее форма преобразуется путем подачи по меньшей мере одного формовочного ролика, причем заготовку вытягивается. При вытягивании сокращается толщина стенки и трубная заготовка удлиняется за счет вытесняемого материала.
Такой способ известен из патентного документа DE 4307775 А1. При этом известном способе возможно придание заготовки унифицированного внутреннего контура, который задается внешним контуром оправки.
Известное устройство имеет оправку, которая помещается внутри трубной заготовки, по меньшей мере один формовочный ролик для подачи заготовки и преобразования ее формы, а также поворотный привод для придания заготовки вращательного движения.
Известна, например, из патентного документа DE 10226605 А1, возможность формирования поднутрений в трубообразной заготовке, которое производится путем подачи ролика в радиальном направлении к справочному конусу. Однако эта так называемая закатка целесообразна только на наружном крае трубы. Кроме того, здесь ограничен выбор возможных форм,
Из патентного документа DE 2230554 А, например, известно применение составных оправок для формования уменьшения внутреннего диаметра. Оправки приходится производить дорогостоящим способом отдельно для каждой формы заготовки. При этом способе обработки давлением и при соответствующих ему устройствах для преобразования формы заготовки с большой длиной приходится использовать соответственно длинные оправки, что приводит к высоким производственным и эксплуатационным расходам.
Из патентного документа DE 3622678 А1 известны способ и устройство для поперечной прокатки бесшовных трубных заготовок. При этом способе предусмотрено, что трубные заготовки для изменения толщины их стенок раскатываются при помощи справочной штанги, перемещаемой во время прокатки в осевом направлении.
Патентный документ JP 55014107 А описывает устройство для пластического формообразования, служащее для преобразования формы цилиндрической заготовки, причем заготовку преобразуется между по существу выпуклым внутренним инструментом и вогнутым внешним инструментом.
Патентный документ GB 2184676 А раскрывает способ обработки давлением, служащий для преобразования формы цилиндрической заготовки посредством формовочных роликов, которые расположены, с одной стороны, внутри цилиндрической заготовки и, с другой стороны, вне цилиндрической заготовки. Внутренние и внешние формовочные ролики расположены напротив друг друга.
Из патентного документа US 3874208 следует устройство для преобразования формы цилиндрической заготовки, в котором несколько формовочных роликов и оправка одновременно перемещаются относительно заготовки в продольном направлении.
Способ ротационного выдавливания и соответствующая машина для ротационного выдавливания заготовки в форме трубы и, в частности, для изготовления участка трубы с внутренним диаметром, уменьшающимся в форме уступа, описывает патентный документ DE 10 2005057945 А1.
Раскрытие изобретения
Задача изобретения - создать способ и устройство, которые предоставляют возможность обрабатывать трубные, т.е. трубообразные, заготовки путем ротационного выдавливания с высокой эффективностью и с большим разнообразием форм.
Задача решена способом с признаками пункта 1 формулы изобретения и устройством с признаками пункта 7 формулы изобретения. Предпочтительные варианты исполнения указаны в соответствующих зависимых пунктах формулы изобретения.
При способе согласно изобретению предусматривается, что во время деформирования оправку перемещают в осевом направлении относительно заготовки.
В устройстве согласно изобретению предусматривается, что опора оправки выполнена с возможностью перемещения последней в осевом направлении относительно заготовки во время деформирования.
Основная идея изобретения состоит в том, чтобы деформировать заготовку не на стационарной оправке, как это было известно до сих пор, а на оправке, передвигаемой под заготовку. Таким образом, достаточно иметь оправку относительно незначительной длины, которая может быть, в частности, существенно меньшей, чем длина обрабатываемой заготовки. В результате этого значительно сокращаются расходы на производство и эксплуатацию оправки. Способ согласно изобретению благодаря этому особенно экономичен, и возможно изготовление заготовок разной формы при помощи одной оправки.
Деформирование предпочтительно производится с применением по меньшей мере двух нажимных роликов. Формовочные ролики предпочтительно распределены равномерно по окружности заготовки и соответственно оправки. Благодаря этому удается избегать возникновения нежелательных поперечных усилий и тем самым отклонений оправки.
Согласно изобретению особенно предпочтительно для изготовления различных цилиндрических и/или конических полых изделий использование универсальной оправки с различными в осевом направлении наружными диаметрами. Оправка может также иметь разные контуры в осевом направлении и, в частности, коническую форму. Возможны также профили, не обладающие вращательной симметрией, как, например многоугольники. В этом случае обозначение "наружный диаметр" применяется в соответственном смысле. Благодаря переменному наружному диаметру и/или переменным контурам имеется возможность во время процесса преобразования формы предоставлять в зоне формования, то есть в месте контакта между формовочным роликом, заготовкой и оправкой, переменный диаметр оправки.
В предпочтительном варианте осуществления способа предусмотрено осуществление способа в процессе обратной раскатки, т.е. в противоходе, при котором материал заготовки течет навстречу направлению подачи формовочных роликов. При пластическом деформировании материал протекает под формовочными роликами, в направлении свободного конца оправки и за него, наружу. То есть направление продольной подачи формовочных роликов и направление течения материала противоположны друг другу. Скорость потока материала обусловлена сокращением толщины стенки заготовки, на которую формовочные ролики оказывают давление в осевом направлении, прижимая ее к зажимному механизму или удерживающему устройству.
В следующем предпочтительном варианте осуществления способа предусмотрено, что способ осуществляется в процессе прямой раскатки, при этом материал заготовки течет в направлении подачи формовочных роликов. Таким образом, продольная подача формовочных роликов и течение материала происходят в одном и том же направлении. Исходная заготовку для процесса пластического деформирования, производимого методом прямой раскатки, предпочтительно представляет собой круглую листовую заготовку или заготовку в форме стакана, которая зажата между оправкой и давящим элементом.
Кроме того, особенно предпочтителен вариант, при котором формовочные ролики и оправка выполнены с возможностью перемещения в осевом направлении относительно заготовки, причем для образования заготовки с переменным диаметром и/или толщиной стенки формовочные ролики перемещают относительно оправки в осевом и/или радиальном направлении.
Посредством осевого перемещения нажимных роликов относительно оправки инструмента возможно изменение толщины стенки и соответственно внутреннего диаметра обрабатываемой заготовки при неизменном наружном диаметре.
Для образования переменного наружного диаметра и/или переменной толщины стенки обрабатываемой заготовки формовочные ролики предпочтительно перемещают в радиальном направлении относительно оправки.
В целом благодаря радиальному и/или осевому смещению формовочных роликов относительно оправки в сочетании с непостоянным наружным диаметром и/или с различными профилями оправки предоставляется возможность использовать переменный диаметр оправки. При этом также возможно изготовление заготовок с переменной толщиной стенок. Формовочные ролики подводят к оправке в радиальном направлении в зависимости от желаемого наружного диаметра и желаемой толщины стенки заготовки.
Способом согласно изобретению особенно экономичным образом производятся, в частности, конические и/или цилиндрические полые заготовки, например полуфабрикаты для фонарных столбов или флагштоков. При этом имеется возможность формировать в заготовки области с переменным диаметром и/или с разной толщиной стенки, что позволяет достигать снижения веса продукции. Сверх того, имеется возможность подбирать поперечные сечения заготовки в зависимости от ожидаемой нагрузки и таким образом добиваться особенно равномерного распределения напряжения, тем самым достигая особенно рационального расходования используемого материала.
Для образования участка заготовки с постоянным диаметром и постоянной толщиной стенки формовочные ролики предпочтительно перемещают относительно заготовки с той же самой скоростью, как и оправку. Для этого возможно осуществлять, например, протягивание или выдавливание заготовки между зафиксированными формовочными роликами и зафиксированной оправкой. При этом движение заготовки происходит в направлении свободного, то есть не зажатого конца оправки. В альтернативном варианте предусматривается возможность перемещать формовочные ролики и оправку относительно фиксированной заготовки. Возможна также комбинация обоих этих вариантов.
Следующий предпочтительный вариант исполнения изобретения имеет место в том случае, если перемещением формовочных роликов в осевом и/или радиальном направлении относительно оправки в зависимости от взаимного положения формовочных роликов и оправки относительно друг друга и в зависимости от заданного зазора между формовочными роликами и оправкой управляют посредством измерительно-управляющего устройства. Другими словами, производится управление формовочными роликами и/или оправкой в зависимости от желаемого диаметра и желаемой толщины стенки обрабатываемого участка заготовки, которые определяются относительным расположением формовочных роликов и оправки. Кроме того, длину и/или толщину стенки обрабатываемой заготовки предпочтительно измеряют, и эти измеренные значения обрабатываются в измерительно-управляющем устройстве в качестве исходных величин. Таким образом достигается возможность изготавливать унифицированные конечные продукты также из исходных заготовок, имеющих отклонения от заданных размеров.
Особенно предпочтительный вариант осуществления способа имеет место, когда заготовку вставляют в зажимной патрон, который укреплен с возможностью вращения и приводится во вращение, и когда оправку перемещают относительно зажимного патрона в аксиальном направлении. Таким образом, заготовку приводят во вращательное движение посредством зажимного патрона. Одновременно предпочтительно происходит вращение оправки с той же самой скоростью вращения, причем оправку во время преобразования формы перемещают относительно зажимного патрона в аксиальном направлении. Поскольку результат зависит только от относительного перемещения между заготовкой, оправкой и формовочным роликом, может также предусматриваться, что зажимной патрон перемещают относительно оправки, находящейся в фиксированном положении.
В устройстве согласно изобретению оправка предпочтительно имеет различные наружные диаметры, в частности имеет коническую, цилиндрическую и/или бочкообразную форму. Благодаря различным диаметрам оправки или ее конической форме предоставляется возможность использования изменяемой оправки с изменяемым наружным диаметром. При этом происходит относительное перемещение формовочных роликов относительно оправки в аксиальном направлении и радиальная подача формовочных роликов относительно оправки до соответствующего ее диаметра, с учетом желаемого размера зазора между формовочными роликами и оправкой. Этот зазор при формовании определяет толщину стенки заготовки.
Оправка может иметь также другие геометрические формы, например цилиндрические и/или конические уступы, переходы радиусов, профильные элементы, такие как ребра или пазы, или другие поперечные сечения, как, например многоугольники, шестигранники, эллипсы и другие. Возможны и другие геометрические варианты осуществления.
Благодаря отказу от полноразмерной оправки, которая имеет по меньшей мере такую же длину, как и обрабатываемая заготовка, удается получить существенные преимущества. Таким образом, способ согласно изобретению предпочтительно применять для заготовок с переменным диаметром и и/или переменной толщиной стенки. При применении оправки согласно изобретению, которую можно также назвать короткой оправкой, расходы на инструмент, а также расходы по эксплуатации оправки значительно сокращаются. Уменьшен также вес оправки по сравнению с полноразмерной, вследствие чего значительно улучшается гибкость в использовании машины.
Следующий удобный вариант исполнения изобретения состоит в том, что оправка имеет на своей наружной поверхности внутренние ролики. На наружной поверхности оправки расположены по меньшей мере два внутренних ролика, распределенных предпочтительно равномерно и помещенных без возможности поворота их осей. Внутренние ролики выполнены с возможностью вращения вокруг их собственных осей, но без возможности поворота относительно продольной оси оправки. Предпочтительно предусмотрены соответствующие им формовочные ролики, например, в соответствующем количестве, которые взаимодействуют с внутренними роликами. Таким образом возникают пары роликов, каждая из которых образована соответственно формовочным роликом и внутренним роликом. Между роликами каждой из пар в заготовке снаружи и внутри образуется зона пластичного состояния материала. В результате создается распределение сил, воздействующих со стороны роликов, и работы по пластическому деформированию. Эта работа распределяется на двойное количество роликов. Таким образом, благодаря применению внутреннего ролика увеличивается скорость обработки. Вследствие симметрии в зоне пластического деформирования существенно сокращаются внутренние напряжения в заготовке, изготовленной ротационным выдавливанием.
Формовочные ролики, обозначаемые также как "внешние ролики", предпочтительно выполнены с возможностью их перемещения или перестановки в осевом и/или радиальном направлении. Таким образом осуществимы разные задачи по формованию, например разные диаметры и/или толщины стенки. Регулировка зазора может производиться также путем аксиального перемещения оправки.
Диаметр роликов имеет в технике ротационного выдавливания особое значение. Он зависит от раскатываемой толщины стенки и от диаметра заготовки. Предпочтительно внутренний ролик и внешний ролик имеют один и тот же диаметр. Не должна превышаться разница диаметров примерно в 30%.
Следующий предпочтительный вариант исполнения устройства согласно изобретению состоит в том, что привод вращения с зажимным патроном для закрепления заготовки и/или суппорт с по меньшей мере двумя формовочными роликами выполнен с возможностью перемещения относительно станины в аксиальном направлении. При перемещении привода вращения достигается осевое перемещение заготовки относительно станины. Конструктивный вариант осуществления может состоять в том, что привод вращения помещен на шпиндельной бабке (шпиндельной головке), перемещаемой относительно станины в аксиальном направлении. Таким образом, при перемещении шпиндельной бабки и соответственно привода вращения вставленную в зажимном патроне заготовку перемещают в аксиальном направлении. В качестве дополнения или альтернативы к этому возможна также подвижность суппорта с формовочными роликами относительно станины в аксиальном направлении. В этом случае допустимо фиксированное расположение привода вращения на станине.
Для достижения относительной радиальной и/или аксиальной подачи формовочных роликов возможно расположение формовочных роликов на суппорте, предусматривающее их радиальное и/или аксиальное перемещение. Угол их наклона по отношению к оси вращения заготовки также может быть изменяемым. Для самого суппорта возможно его фиксированное или подвижное расположение на станине.
Размещение формовочных роликов на суппорте с возможностью их радиального и/или осевого перемещения делает конструкцию устройства компактной. Формовочные ролики могут иметь соответствующую форму, например цилиндрическую или конусообразную. Также формовочные ролики могут иметь различные контуры для оптимального деформирования.
Следующий предпочтительный вариант исполнения изобретения получается за счет того, что оправку перемещают в аксиальном направлении относительно зажимного патрона. Особенно предпочтительно это в том случае, если оправка приводится во вращение вместе с зажимным патроном и/или заготовкой. Этого достигают, например, посредством контура клиновидного паза между оправкой и зажимным патроном. Возможность осевого сдвига между оправкой и зажимным патроном позволяет простым и надежным способом осуществлять относительное перемещение согласно изобретению оправки относительно заготовки.
Для надежного деформирования посредством устройства согласно изобретению особенно предпочтительно наличие измерительно-управляющее устройства, предусмотренного для измерения длины и/или толщины стенки и/или диаметра заготовки и для управления радиальным перемещением формовочных роликов и/или аксиальным перемещением формовочных роликов относительно оправки.
В целом способ согласно изобретению основывается на относительных перемещениях между оправкой, заготовкой и формовочными роликами. Эти элементы должны двигаться согласованно друг с другом и в зависимости от желаемого преобразования. Для этого в соответствующей установке имеется измерительно-управляющее устройство. Оно измеряет фактические геометрические параметры, например позицию, длину и диаметр заготовки, и на основании этого управляет перемещением упомянутых элементов по отношению друг к другу.
Особенная экономическая эффективность устройства достигается посредством того, что в нем предусматривается подающий шток, который соединен с оправкой и диаметр которого по возможности меньше максимального диаметра оправки, и что для перемещения подающего штока предусматривается осевой привод. В принципе возможно также фиксированное в аксиальном направлении положение подающего штока, причем в этом случае он осуществляет лишь функцию удлиняющего или промежуточного стержня, расположенного между оправкой и местом опоры или крепления.
Функция подающего штока - это роль дистанционного элемента между оправкой и местом ее зажима в станке. В начале преобразования формы заготовка может располагаться вокруг подающего штока. Во время деформирования происходит относительное перемещение заготовки и оправки, причем заготовка перемещается в направлении свободного конца оправки.
Возможно вращение оправки с подающим штоком, производимое посредством фрикционной связи между формовочным роликом, заготовкой и оправкой. Между оправкой и подающим штоком возможно наличие предусмотренной прижимной головки, которая обеспечивает при вращении разделение между оправкой и подающим штоком. При этом варианте исполнения требуется только осевая подача для оправки.
Возможен также вариант, который предусматривает, что оправка и/или изменяемый внутренний ролик выполнены с возможностью аксиального перемещения посредством привода координатного перемещения с ЧПУ или под действием давления, например, гидравлического цилиндра, чтобы это позволяло регулировать при помощи оправки размер зазора, то есть изменять толщину стенки заготовки. До сих пор это было возможно только путем радиальной регулировки формовочных роликов.
Относительное перемещение заготовки и оправки возможно при абсолютном перемещении заготовки относительно фиксированной оправки и/или при абсолютном перемещении оправки. Абсолютного перемещения оправки достигают предпочтительно посредством аксиального перемещения подающего штока, для чего предусмотрен аксиальный привод.
Краткий комментарий к фигурам чертежей
В дальнейшем изобретение описывается на основе предпочтительных вариантов осуществления, которые схематично представлены на фигурах чертежей. Здесь на них показаны:
фигура 1 первая исходная заготовка;
фигуры 2-7 операции для формования по первому варианту осуществления способа согласно изобретению при ротационном выдавливании в процессе обратной раскатки;
фигура 8 заготовка после обработки;
фигура 9 первый вариант исполнения оправки;
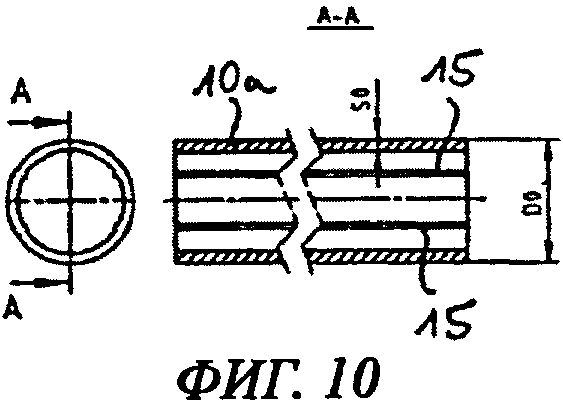
фигура 10 вторая исходная заготовка;
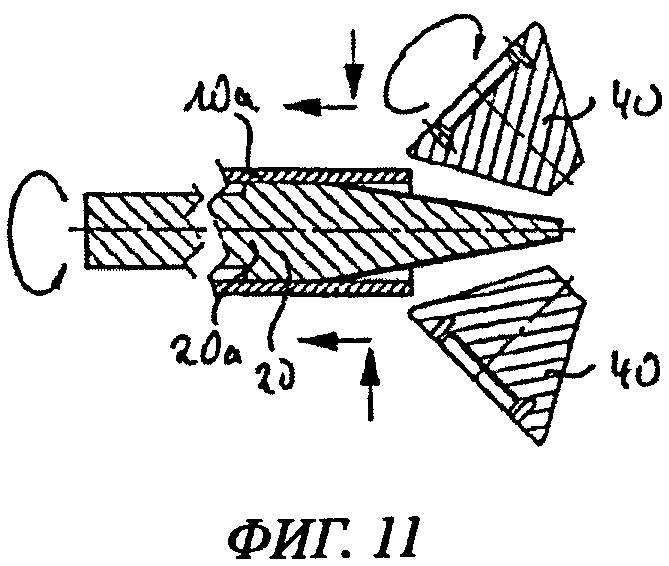
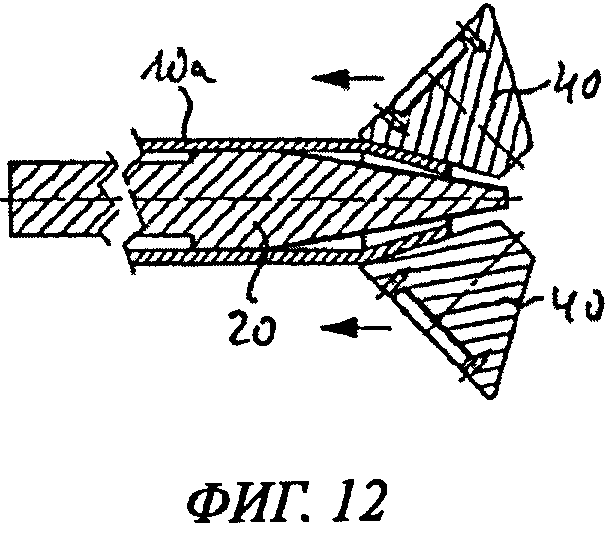
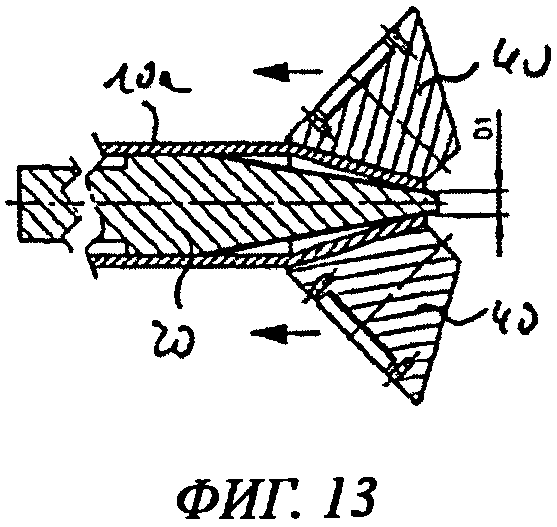
фигуры 11-16 операции для обработки по второму варианту осуществления способа согласно изобретению при ротационном выдавливании в процессе обратной раскатки;
фигура 17 вторая заготовка после обработки;
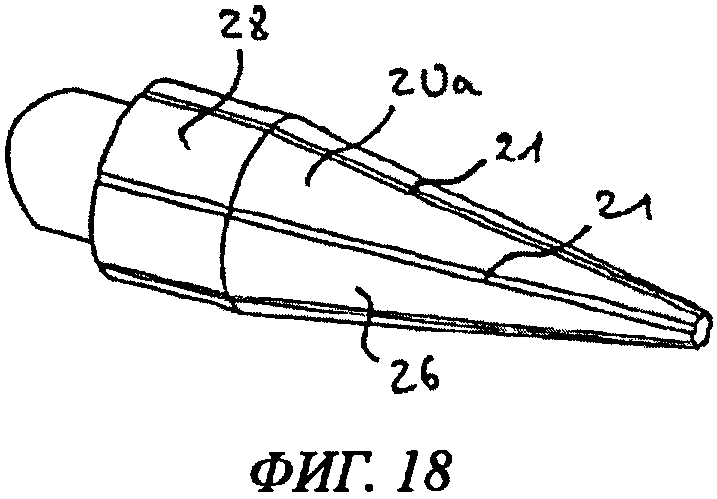
фигура 18 второй вариант исполнения оправки;
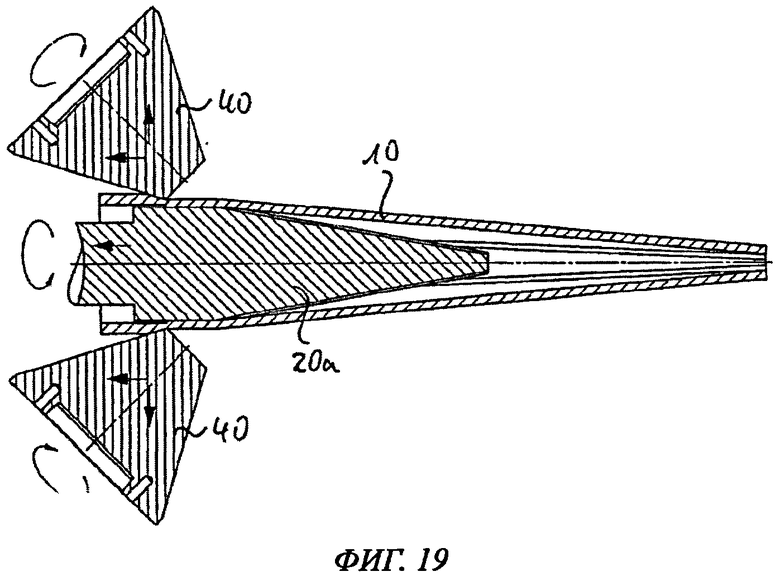
фигура 19 операция для обработки по третьему варианту осуществления способа согласно изобретению при ротационном выдавливании в процессе обратной раскатки;
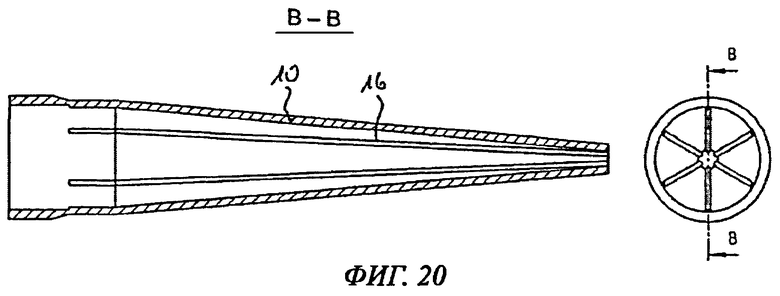
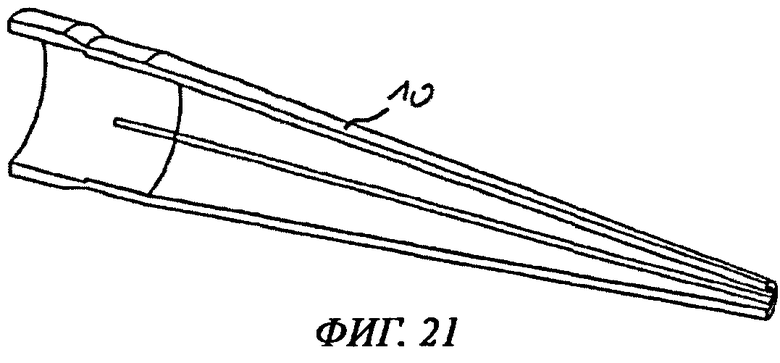
фигуры 20-21 обработанная заготовка;
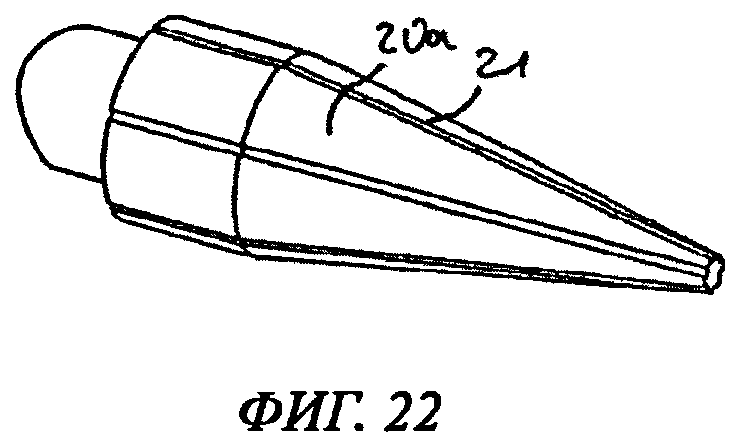
фигура 22 третий вариант исполнения оправки;
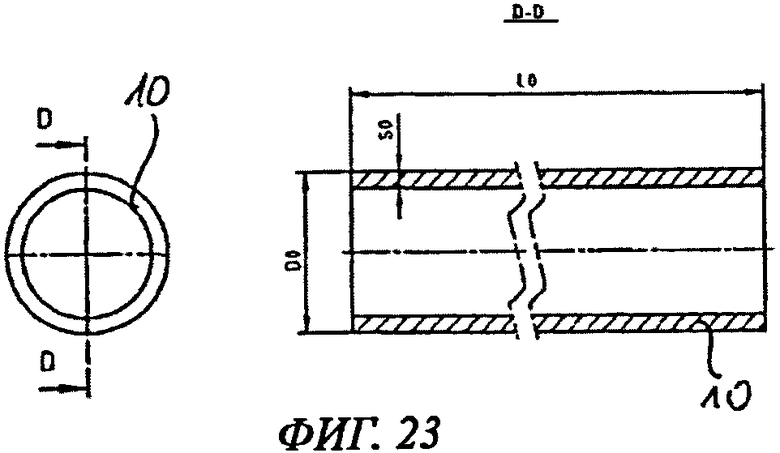
фигура 23 еще одна исходная заготовка;
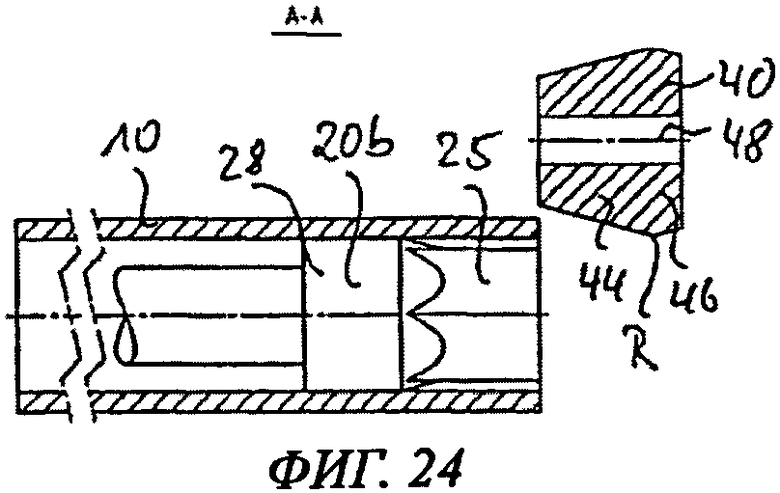
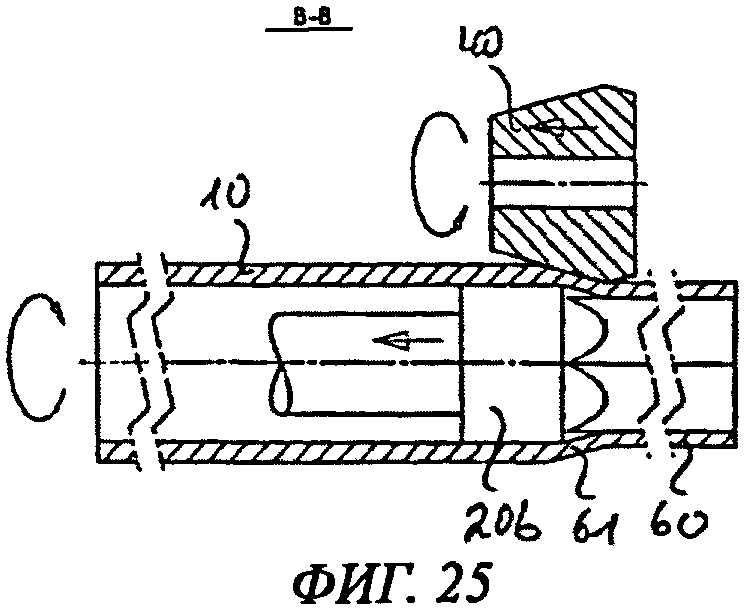
фигуры 24-26 операции для обработки заготовки, показанной на фиг.23, при ротационном выдавливании в процессе обратной раскатки
фигуры 27-28 обработанная заготовка;
фигура 29 следующий вариант исполнения оправки;
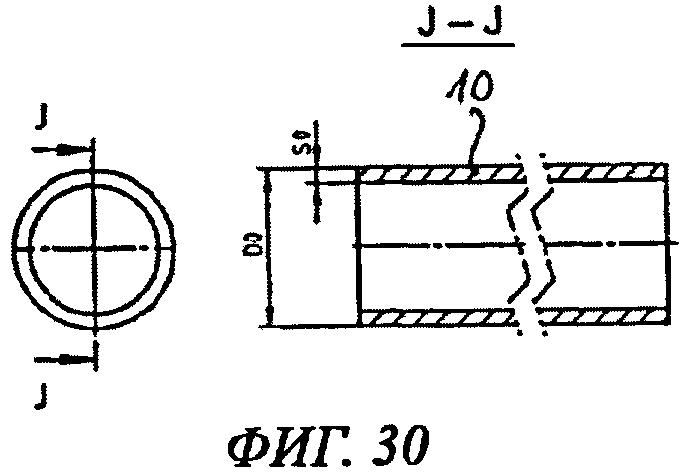
фигура 30 еще одна исходная заготовка;
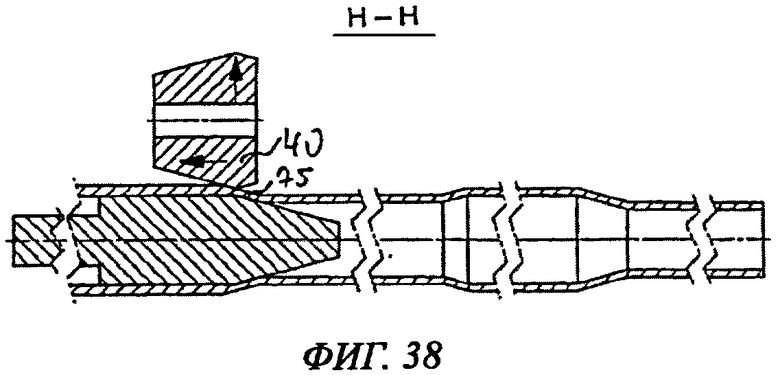
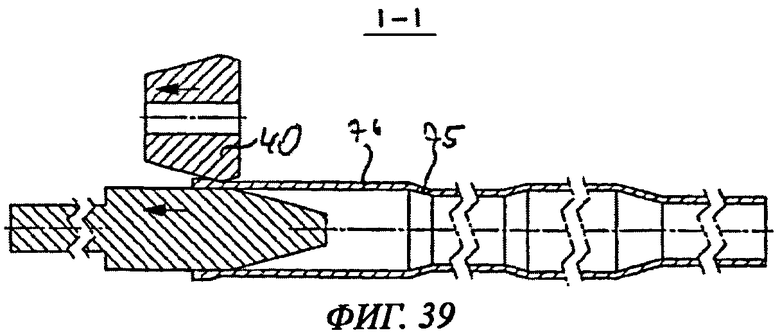
фигуры 31-39 операции для обработки по следующему варианту осуществления способа согласно изобретению при ротационном выдавливании в процессе обратной раскатки;
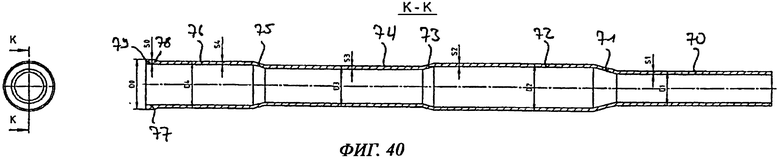
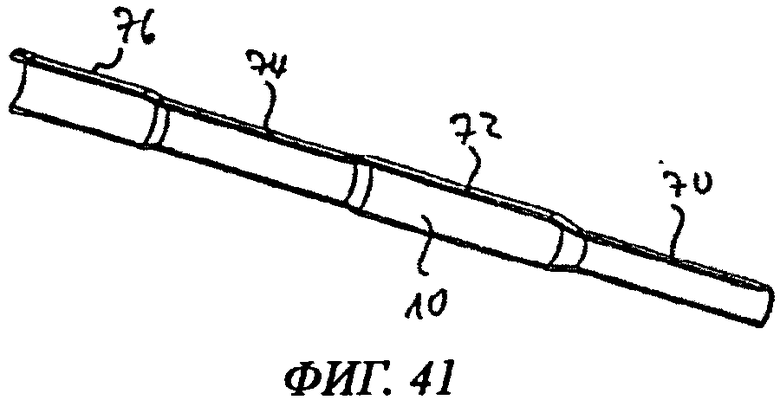
фигуры 40-41 обработанная заготовка;
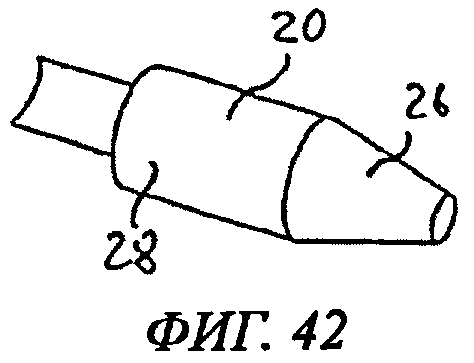
фигура 42 еще один вариант исполнения оправки;
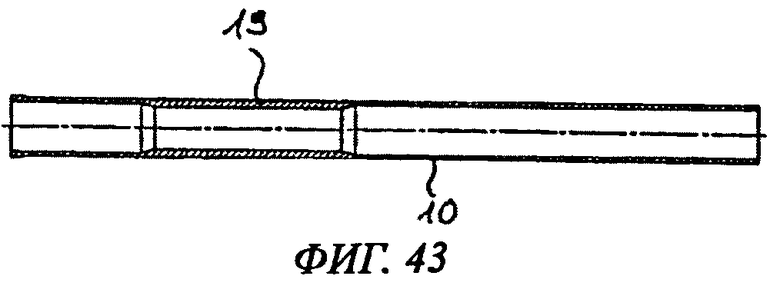
фигура 43 еще одна обработанная заготовка;
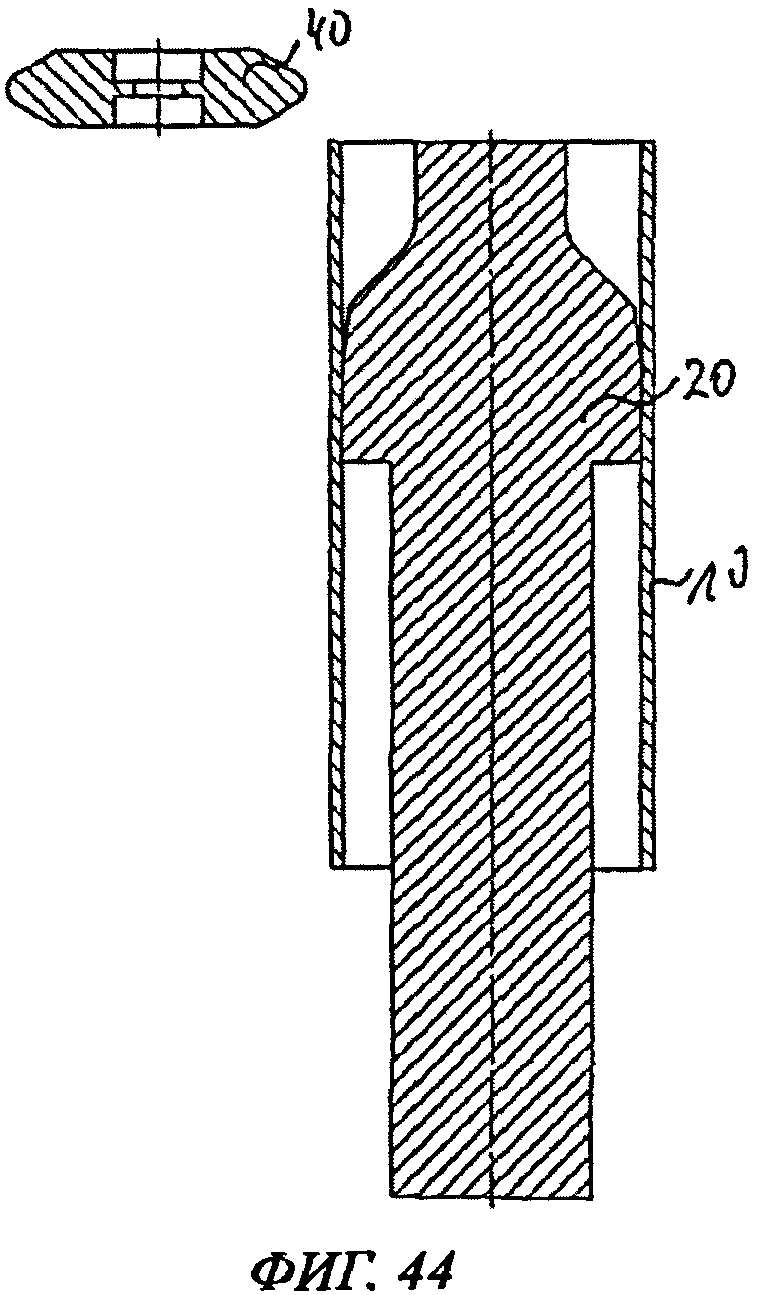
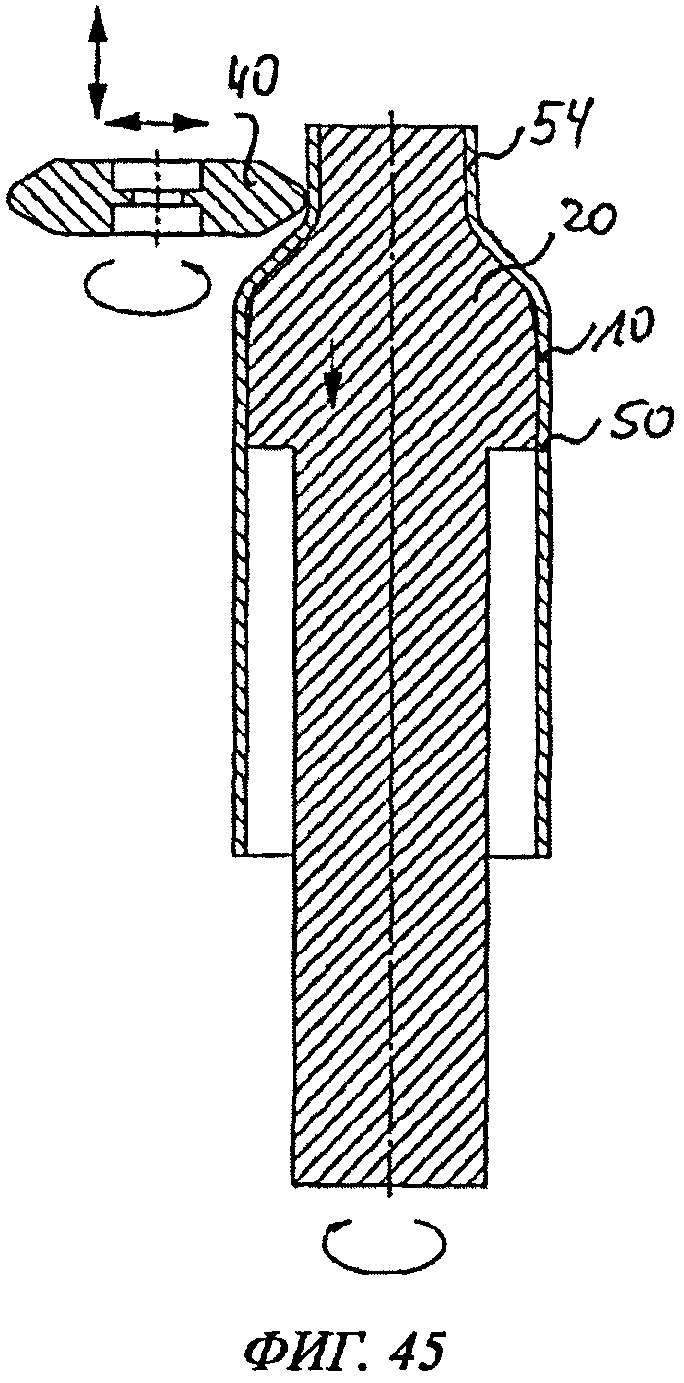
фигуры 44-47 операции для изготовления корпуса катализатора;
фигура 48 еще один вариант исполнения оправки;
фигура 49 деформирование при помощи формовочного ролика с несколькими разными участками;
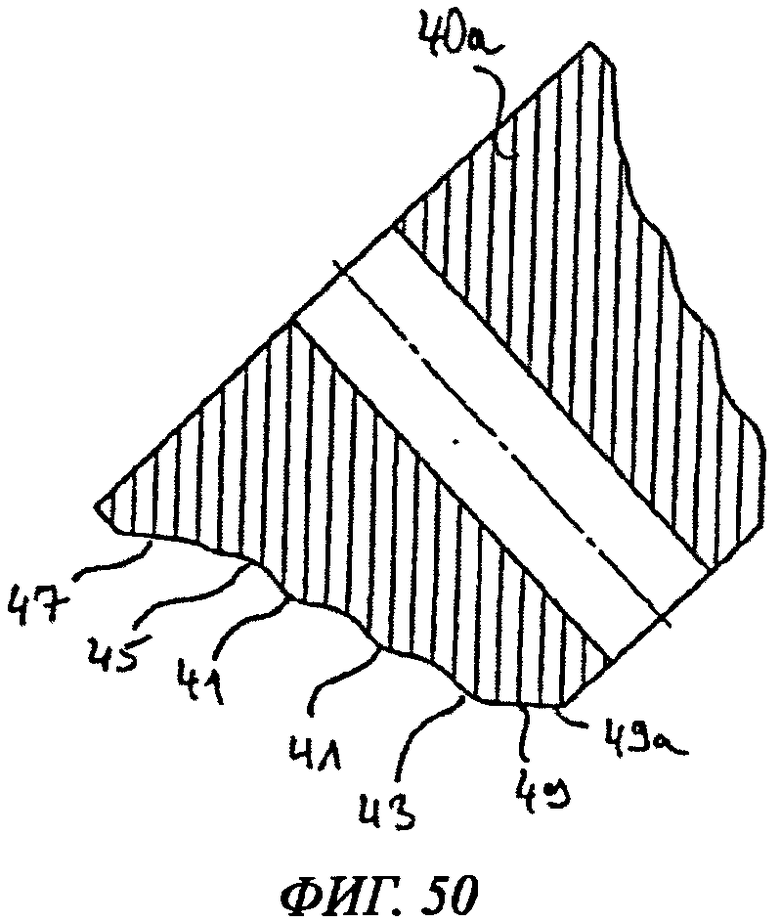
фигура 50 формовочный ролик с несколькими разными участками;
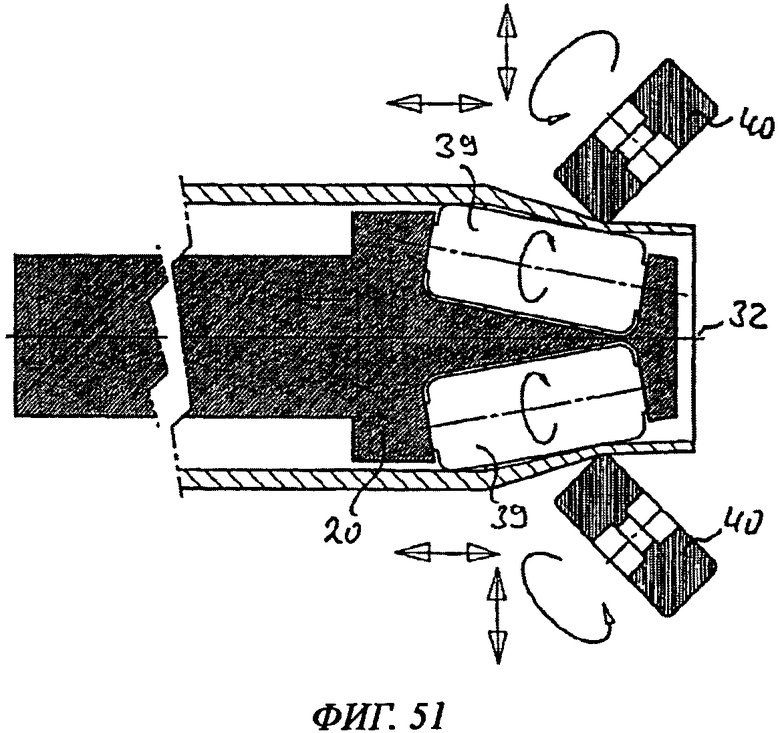
фигура 51 операция для обработки с использованием оправки с внутренним роликом;
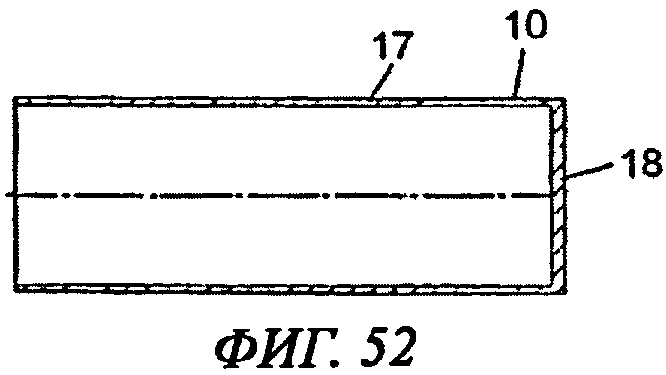
фигура 52 исходная заготовка в форме блюдца;
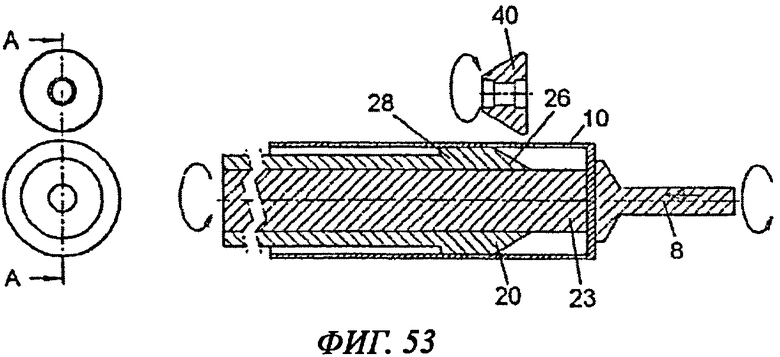
фигуры 53-57 операции для обработки по второму варианту осуществления способа согласно изобретению при ротационном выдавливании в процессе прямой раскатки;
фигура 58 обработанная заготовка;
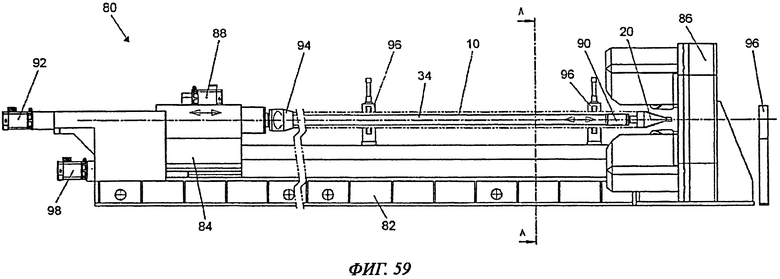
фигура 59 вид сбоку устройства для ротационного выдавливания;
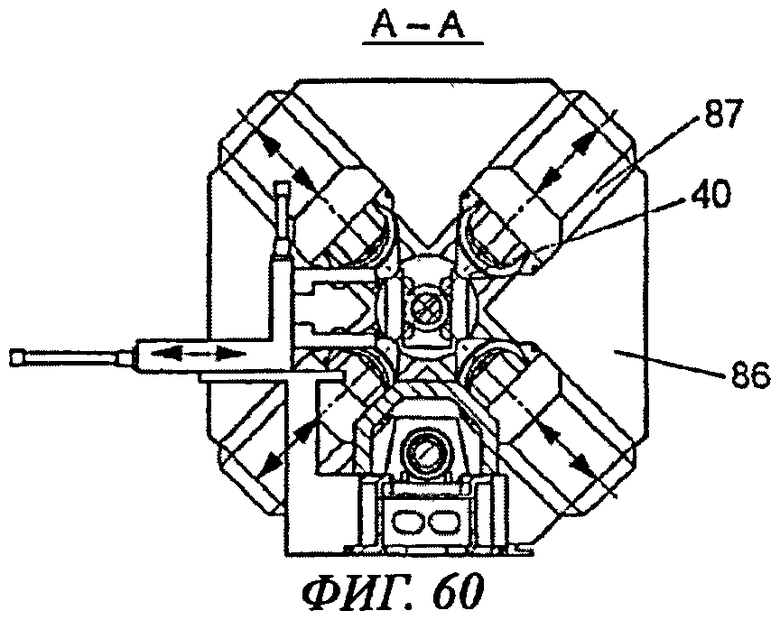
фигура 60 вид поперечного сечения с фиг.59;
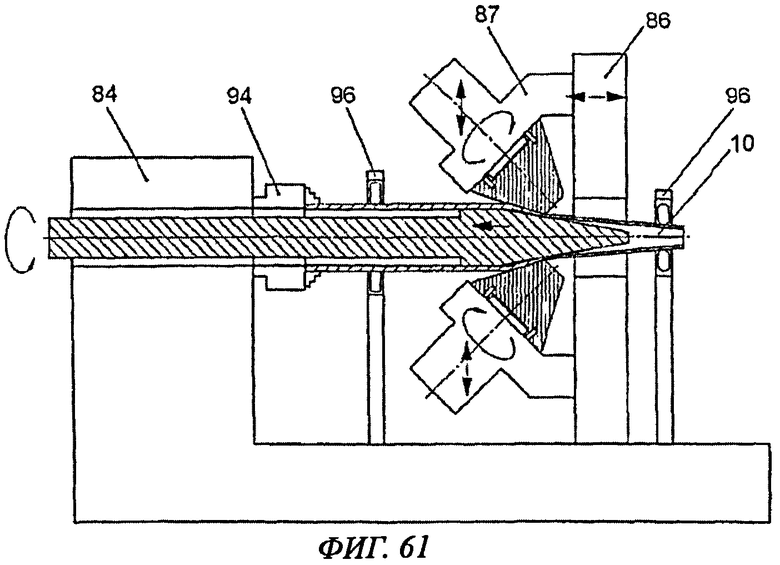
фигура 61 второе устройство для ротационного выдавливания.
Осуществление изобретения
На фигурах 1-9 схематично показан первый вариант осуществления способа согласно изобретению.
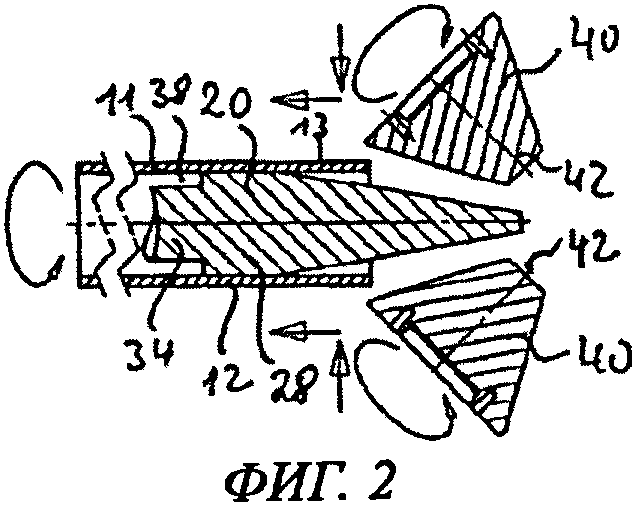
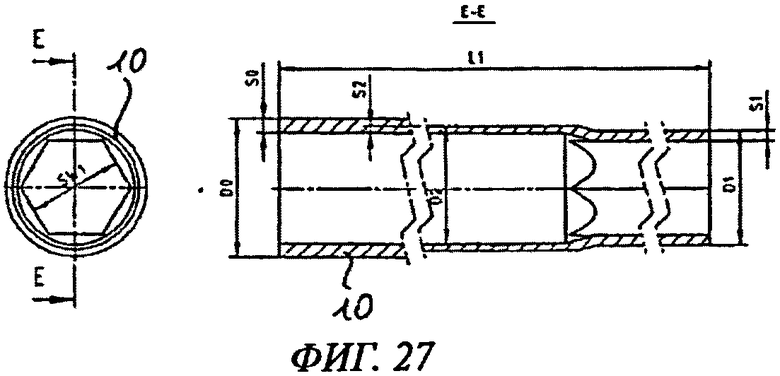
На фиг.1 показана первая трубная заготовка 10, которая предусмотрена в качестве исходной заготовки для преобразования. Заготовка 10 имеет круглое поперечное сечение с наружным диаметром D0 и толщиной стенки S0. На фиг.2-7 показаны операции для преобразования заготовки 10 в коническое полое изделие, которое представлено на фиг.8. Для преобразования используется оправка 20, которая показана на фиг.9.
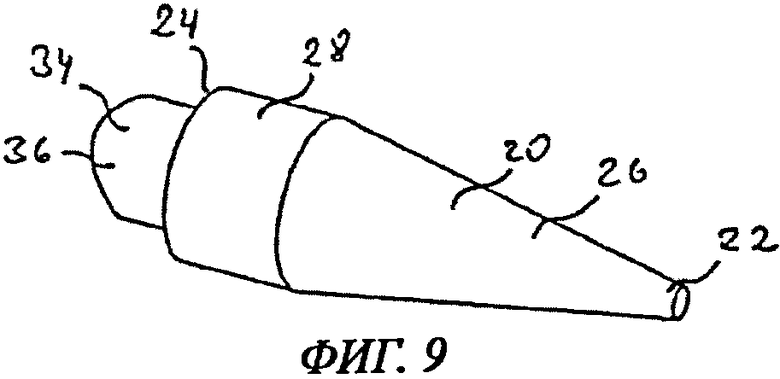
Оправка 20 представляет собой осесимметричное тело вращения, имеющее продольную ось. Продольная ось образует ось вращения оправки 20, на которой оправка 20 расположена с возможностью вращения. На правой, по изображению на фигурах, стороне оправка 20 имеет свободный конец 22, в то время как с левой стороны выполнен соединительный конец 24, посредством которого оправка 20 связана с зажимным устройством станка и с приводом при его наличии. Принципиальный аспект оправки 20 согласно изобретению состоит в том, что диаметр оправки не уменьшается от свободного конца 22 в направлении соединительного конца 24, а либо постоянен, либо возрастает. Оправка 20 имеет конический участок 26 и цилиндрический участок 28. Участок 26 конической формы выполнен в виде усеченного конуса, причем его конец с наименьшим диаметром образует свободный конец 22 оправки 20.
На соединительном конце 24, то есть на противоположной свободному концу 22 стороне оправки 20, расположен подающий шток 34. Подающий шток 34 имеет по меньшей мере один цилиндрический участок 36 и в представленном варианте осуществления выполнен в виде сплошного цилиндра. Диаметр подающего штока 34, в частности цилиндрического участка 36 подающего штока 34, предпочтительно меньше диаметра цилиндрического участка 28 оправки 20. Подающий шток 34 может быть выполнен вместе с оправкой 20 как единое целое или соединяться с оправкой 20 разъемно как отдельный элемент. Таким образом создается возможность замены оправки.
Вокруг оправки 20 расположены несколько формовочных роликов 40, равномерно распределенных по окружности. На фиг.2 показаны два формовочных ролика 40, причем возможно также, например, расположение трех или четырех формовочных роликов 40. Формовочные ролики 40 представляют собой осесимметричные тела вращения и в представленном варианте исполнения выполнены в форме усеченного конуса. Формовочные ролики 40 шарнирно закреплены вокруг вращения вокруг оси 42 вращения, причем ось 42 вращения представляет собой продольную ось усеченного конуса. Оси 42 вращения формовочных роликов направлены под углом к продольной оси 32 оправки 20.
При описанных ниже способах обработки в процессе обратной раскатки принципиально предусмотрено, что во время деформирования заготовка 10 зажата в не обрабатываемой области со стороны шпиндельной бабки.
Первая технологическая операция преобразования заготовки 10 представлена на фиг.2. Сначала заготовку 10 располагают вокруг оправки 20 и подающего штока 34. На представленном здесь этапе осуществления способа вокруг подающего штока 34 расположена первая осевая область 11 заготовки 10, причем между заготовкой 10 и подающим штоком 34 образовано кольцеобразное свободное пространство 38. Вторая, средняя осевая область 12 заготовки 10 расположена вокруг цилиндрического участка 28 оправки 20. При этом заготовку 10 прилегает к наружной поверхности цилиндрического участка 28. Третья осевая область 13 заготовки 10 расположена вокруг первого раздела конического участка 26 оправки 20.
На этапе осуществления способа, представленном на фиг.2, формовочные ролики 40 расположены в аксиальном направлении на расстоянии от заготовки 10, вокруг второго раздела конического участка 26 оправки 20, и не соприкасаются с заготовкой 10.
Оправку 20 и заготовку 10 приводят во вращение, предпочтительно с одной и той же окружной скоростью. Формовочные ролики 40 доставляются радиально в направлении оправки 20 и перемещаются в аксиальном направлении в направлении заготовки 10.
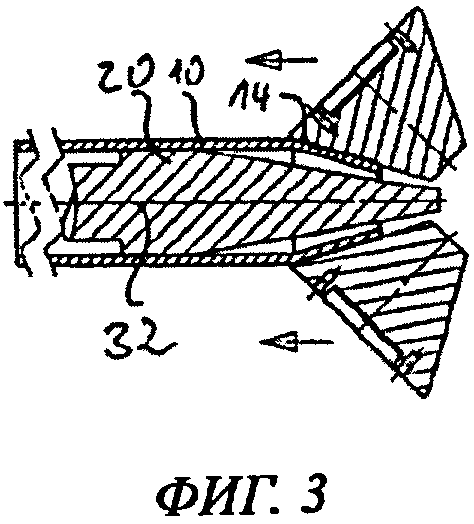
Во второй технологической операции, которая представлена на фиг.3, на конце заготовки 10 формируют коническую область 14. Для этого формовочные ролики 40 и оправку 20 перемещают в аксиальном направлении относительно заготовки 10 с одинаковой скоростью. При этом существенно только относительное перемещение, так что возможно также перемещение заготовки 10 относительно оправки 20 и формовочных роликов 40. Формовочные ролики 40 соприкасаются с внешней областью заготовки 10 и приводятся во вращательное движение вследствие фрикционной связи с заготовкой 10. Вследствие осевого перемещения формовочных роликов 40 и оправки 20 относительно заготовки 10 осевая конечная область заготовки 10 формируется по внешней форме в соответствии с формовочными роликами 40 и втягивается, образуя коническую область 14. При этом заготовка 10 сначала соприкасается своей конической областью 14 не с оправкой 20, а только с формовочными роликами 40. Во время втягивания толщина стенки заготовки 10 по существу не уменьшается.
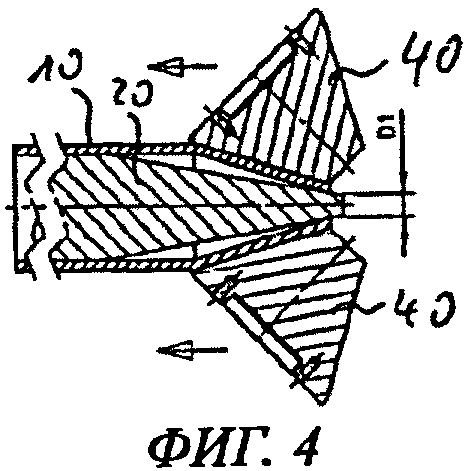
В конце этой технологической операции происходит тот этап осуществления способа, на котором осевой конец заготовки 10 прилегает к оправке 20, то есть защемляется между оправкой 20 и формовочными роликами 40. На осевом конце заготовка 10 имеет внутренний диаметр D1, который соответствует наружному диаметру оправки 20 на этом месте. Этот этап осуществления способа представлен на фиг.4.
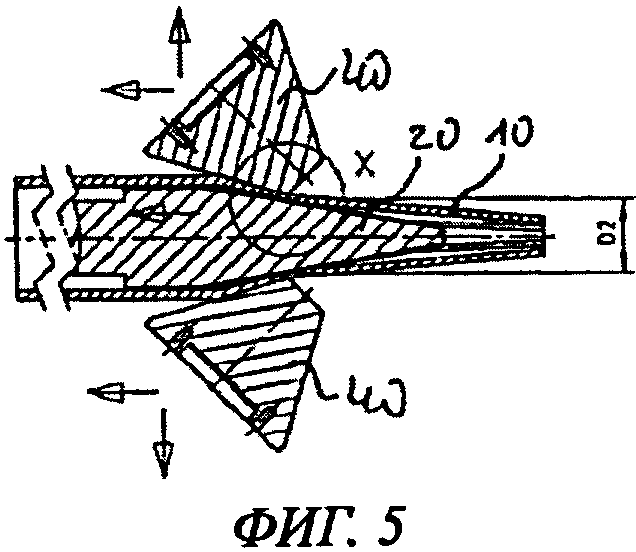
Затем, при дальнейшей подаче формовочных роликов 40 в осевом направлении, начинается собственно ротационное выдавливание с утонением стенок в качестве как третьей технологической операции, которую можно обозначить также названием "ротационное выдавливание конуса" и которая представлена на фигурах 5-7. При ротационном выдавливании конуса заготовку 10 формируют на коническом участке 26 оправки 20, как показано на фиг.5. При этом во время преобразования формы происходит непрерывное перемещение формовочных роликов 40 в радиальном направлении. Втянутая перед этим коническая область 14 в результате начатого выдавливания растягивается, причем происходит уменьшение толщины стенки заготовки 10. Одновременно с осевой подачей формовочных роликов 40 происходит относительный осевой сдвиг оправки 20 по направлению к формовочным роликам 40. При этом формовочные ролики 40 перемещают в аксиальном направлении относительно оправки 20, в направлении увеличения диаметра оправки 20. Таким образом получают увеличивающийся диаметр заготовки 10.
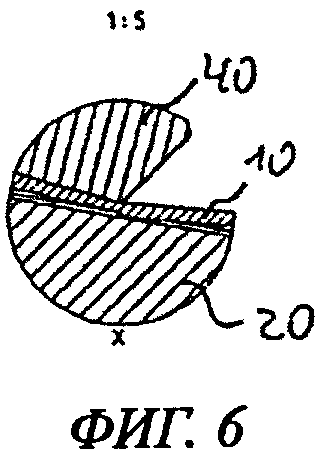
Под непосредственным воздействием давления под формовочными роликами 40 образуется зона пластичного состояния материала, в которой сокращается толщина стенки заготовки 10, как представлено на фиг.6. При этом вытесняемый материал течет преимущественно в направлении свободного конца 22 оправки 20, то есть навстречу направлению подачи формовочных роликов 40. Сокращение толщины стенки вызывает увеличение длины заготовки 10.
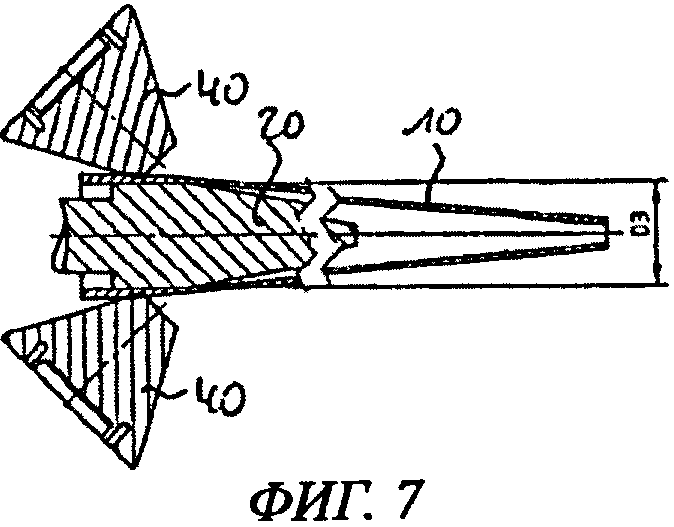
Формовочные ролики 40 перемещают в аксиальном направлении относительно оправки 20 до достижения желаемого максимального наружного диаметра заготовки 10. На фиг.7 показан этап осуществления способа, на котором формовочные ролики 40 достигли цилиндрического участка 28 оправки 20. При дальнейшем аксиальном и радиальном перемещении формовочных роликов 40 контакт между формовочными роликами 40 и заготовкой 10 прекращается, и процесс ротационного выдавливания заканчивается.
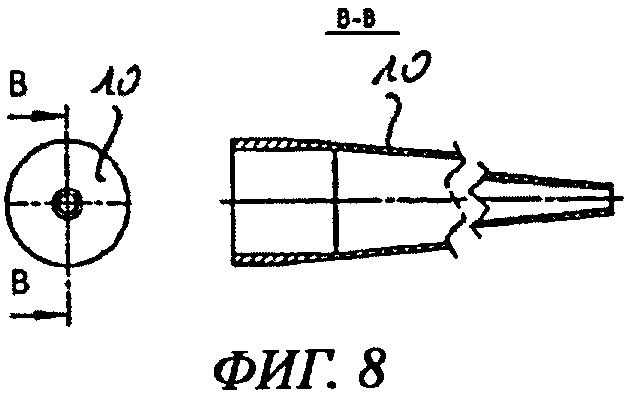
При помощи представленного способа изготавливается показанная на фиг.8 заготовка 10, которая представляет собой полое тело конической формы. Полый конус имеет на одном своем осевом конце малый внутренний диаметр D1 (ср. фиг.4), а на противоположном конце - большой внутренний диаметр. Малый внутренний диаметр D1 при его минимальном размере соответствует минимальному диаметру конического участка 26 оправки 20. Большой диаметр при максимальном размере равен диаметру цилиндрического участка 28 оправки 20. Вследствие осевого сдвига оправки 20 относительно заготовки 10 полый конус имеет другую конусность, чем конусность конического участка 26 оправки 20.
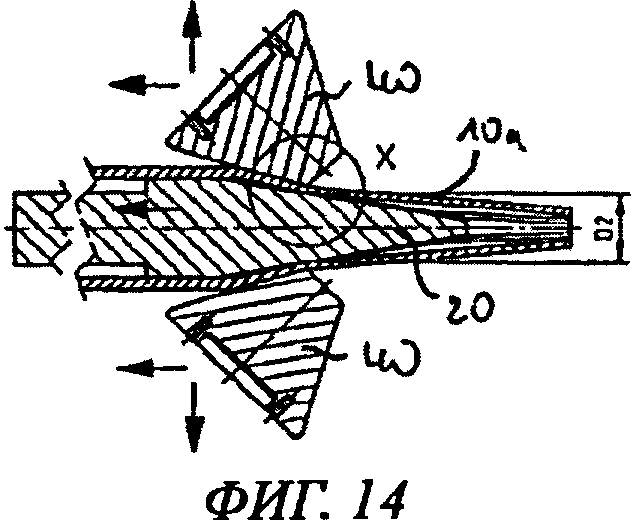
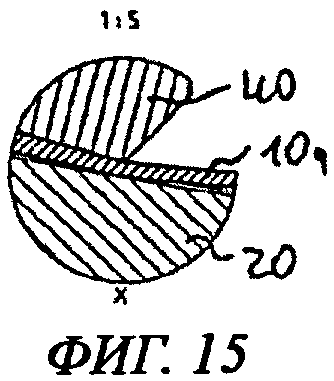
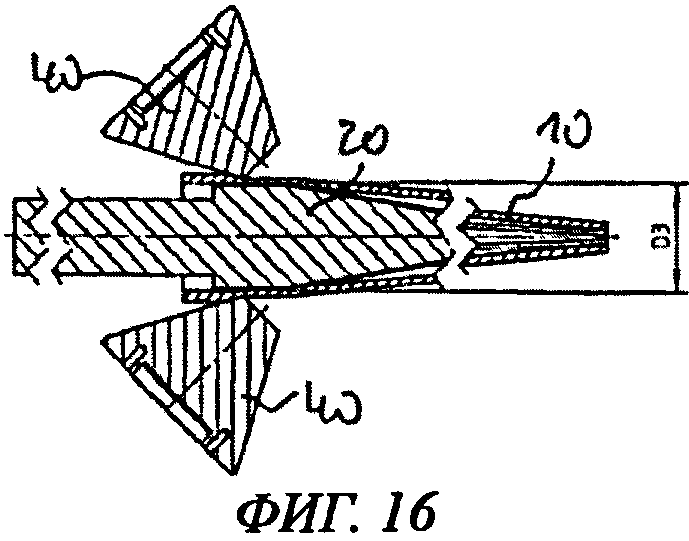
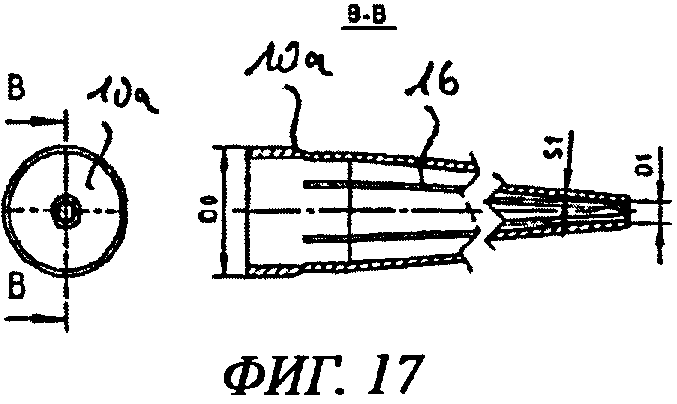
Фигуры 10-18 представляют второй вариант осуществления способа согласно изобретению. Здесь на фиг.10 показана вторая заготовку 10а в форме трубы, которая предусмотрена в качестве исходной заготовки для преобразования. Заготовка 10а имеет внутренний контур, который включает в себя несколько продольных ребер 15, выполненных на внутренней стороне заготовки. По остальным габаритным размерам заготовка 10а соответствует представленной на фиг.1 заготовке 10. На фиг.11-16 показаны операции для обработки заготовки 10а. Фиг.17 показывает заготовку 10а как готовое обработанное изделие после преобразования ее формы. На фиг.18 представлена оправка 20, которая выполнена как профильная оправка 20а и которая используется при этом способе.
В отличие от представленной на фиг.9 оправки 20 профильная оправка 20а согласно фиг.18 имеет на наружной поверхности продольные пазы 21. Продольные пазы 21 проходят как вдоль цилиндрического участка 28, так и вдоль конического участка 26 оправки и по количеству и расположению соответствуют продольным пазам 15 заготовки 10а. На коническом участке 26 продольные пазы 21 проходят в конической форме.
Заготовку 10а насаживают на профильную оправку 20а и обрабатывают способом, аналогичным ранее описанному способу. Представленные на фиг.11-17 технологические операции по существу соответствуют технологическим операциям, показанным на фиг.2-7. Поперечное сечение оправки 20 сделано большим, в соответствии с объемными долями профиля трубы, учитывая уменьшение диаметра в процессе ротационного выдавливания. На фиг.17 представлена в качестве конечной формы преобразования обработанная заготовку 10а, которая отличается от полого изделия, представленного на фиг.8, по существу тем, что на его внутренней поверхности образован внутренний контур, включающий в себя параллельные и конически сходящиеся внутренние ребра 16. Таким образом, внутренний контур может быть обозначен как цилиндрический и конический внутренний контур. Обработанная заготовка 10а в соответствии с фиг.17 имеет толщину стенки S1, которая меньше, чем толщина стенки S0 исходной заготовки.
Третий вариант осуществления способа согласно изобретению представлен на фигурах 19-22. Исходная заготовка представляет собой заготовку 10 в форме трубы, как и показанная на фиг.1. На фиг.19 показана технологическая операция преобразования формы. Заготовка 10 в виде готового обработанного изделия представлена на фиг.21 в аксонометрическом изображении и на фиг.20 - в виде спереди или в соответствующем разрезе. На фиг.22 показана примененная в качестве оправки 20 профильная оправка 20а.
Профильная оправка 20а, показанная на фиг.22, по существу соответствует профильной оправке 20а, представленной на фиг.18.
Преобразование формы производится в принципе тем же самым способом, что и описанный в связи с фиг.1-9. В отличие от него материал заготовки 10 при ротационном выдавливании внедряется в продольные пазы 21 профильной оправки 20а. Вследствие напряжения сжатия в зоне формования, то есть в зоне пластичного состояния материала, материал течет также в радиальном направлении и заполняет, предпочтительно полностью, поперечное сечение паза. Одновременно материал течет в осевом направлении, в частности, на участках оправки, не снабженных пазами. Этому способствуют геометрические параметры формовочных роликов, соответствующим образом подобранные к геометрии оправки.
Возможно получение конического и/или цилиндрического внутреннего профиля не только в длинномерных полых заготовках, как, например, мачты, но и в коротких полых заготовках, таких как части приводных механизмов с зубчатыми зацеплениями, например обоймы дисков сцепления.
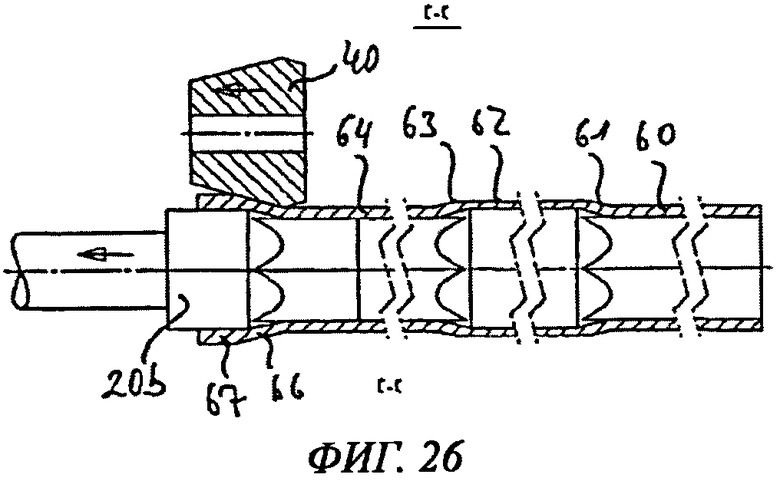
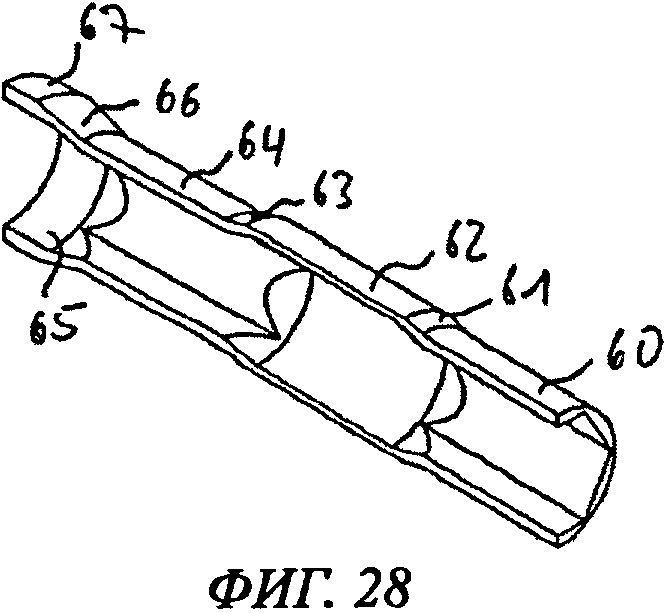
Фиг. от 23 до 29 представляют четвертый вариант осуществления способа согласно изобретению. При этом способе заготовку 10 в форме трубы, такую как показанная на фиг.23, преобразуют в заготовку 10, выполненную в форме полого вала или цилиндрической трубы, с по меньшей мере одной шестигранной внутренней областью 60 и по меньшей мере одной цилиндрической областью 62. На фиг.24-27 показаны технологические операции для обработки заготовки 10. Готовая заготовка 10 в окончательно обработанном виде представлена на фиг.28.
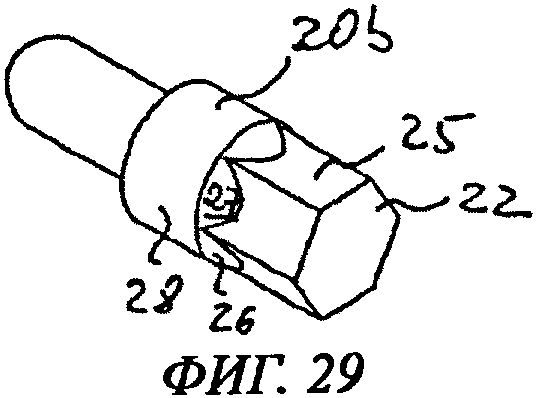
В качестве оправки 20 используется оправка с несколькими разными участками, как показанная на фиг.29 оправка 20b. Она имеет шестигранный участок 25, цилиндрический участок 28 и расположенный между ними конический участок 26. Шестигранный участок 25 имеет диаметр, который меньше диаметра цилиндрического участка 28. Конусообразный участок 26 является промежуточным между участком 25 шестигранника и цилиндрическим участком 28 и имеет по меньшей мере одну скошенную поверхность 27, на которой диаметр увеличивается.
Используемые для преобразования формовочные ролики 40 имеют два конических участка 44, 46, которые направлены в противоположные стороны. Угол вхождения определяется первым коническим участком 44, второй конический участок 46 определяет угол скольжения. Между обоими коническими участками 44, 46 выполнен радиус перехода R. Конические участки 44, 46 имеют общую продольную ось 48, которая образует ось вращения соответствующего формовочного ролика 40. В противоположность прежним вариантам осуществления оси вращения формовочных роликов 40 направлены параллельно продольной оси 32 оправки.
Заготовку 10 в форме трубы помещают вокруг оправки 20. В первой операции обработки на заготовке формируют область шестигранника 60. Она имеет наружную поверхность цилиндрической формы и внутреннюю поверхность в форме шестигранника. Для формирования области шестигранника 60 с цилиндрической наружной поверхностью формовочные ролики 40 вместе с оправкой 20 перемещают относительно заготовки 10 в аксиальном направлении, причем между формовочными роликами 40 и оправкой 20 не происходит относительного перемещения ни в аксиальном, ни в радиальном направлении. Как уже описано, возможно также перемещение заготовки относительно формовочных роликов и оправки.
Во время второй операции обработки образуют коническую переходную область 61, перемещая формовочные ролики в области конического участка 26 оправки 20 относительно оправки 20 в аксиальном и радиальном направлении.
Затем заготовку вытягивают в ходе третьей операции обработки, причем формируется первая цилиндрическая область 62, которая имеет больший диаметр, чем диаметр первой шестигранной области 60.
В четвертой технологической операции формируют вторую переходную область 63, в которой диаметр заготовки 10 уменьшается исходя из цилиндрической области 62. Для этого формовочные ролики 40 перемещают относительно оправки 20 в аксиальном направлении в сторону свободного конца 22 оправки 20 и осуществляют их радиальную подачу. Таким образом, формирование второй области 63 перехода производят в порядке, противоположном последовательности перемещений для формирования первой переходной области 61.
Затем в пятой операции обработки формируют вторую область 64 шестигранника, подвергая заготовку 10 еще одной вытяжке с утонением. Ее диаметр становится меньше, чем диаметр первой цилиндрической области 62.
Наконец, аналогичным образом, как и при образовании первой переходной области 61 и первой цилиндрической области 62, формируют заключительную область 65, которая включает в себя третью область 66 перехода и вторую цилиндрическую область 67.
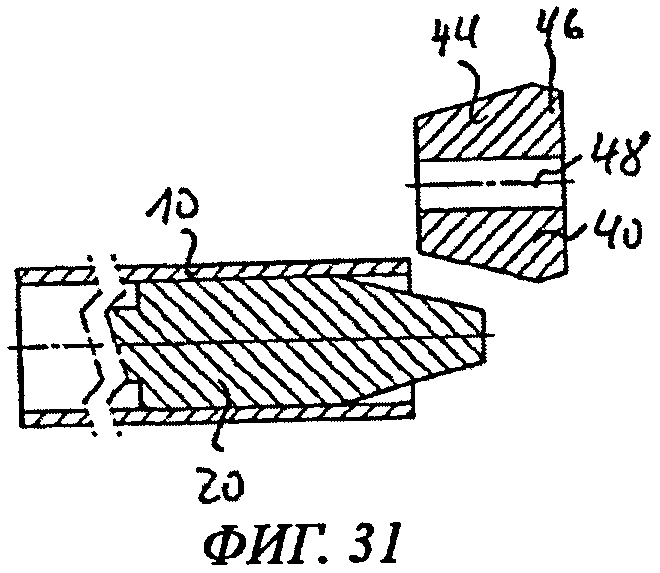
Пятый вариант осуществления способа согласно изобретению представлен на фиг.30-43. При этом варианте преобразуют показанную на фиг.30 заготовку 10 в форме трубы в заготовку 10, выполненную в виде цилиндрической полой заготовки с поднутрением, как это представлено в качестве примера на фиг.40 и фиг.41. Преобразование происходит посредством оправки 20, которая показана на фиг.42. Оправка 20 по своей принципиальной конструкции соответствует той оправке 20, которая представлена на фиг.9, при этом соотношения длин цилиндрического участка 28 и конического участка 26 и конусность конического участка 26 изменены и подобраны в зависимости от задачи преобразования формы.
Используемые для деформирования формовочные ролики 40 имеют в принципе ту же самую конструкцию, что и формовочные ролики 40, описанные в связи с представленным на фигурах 23-29.
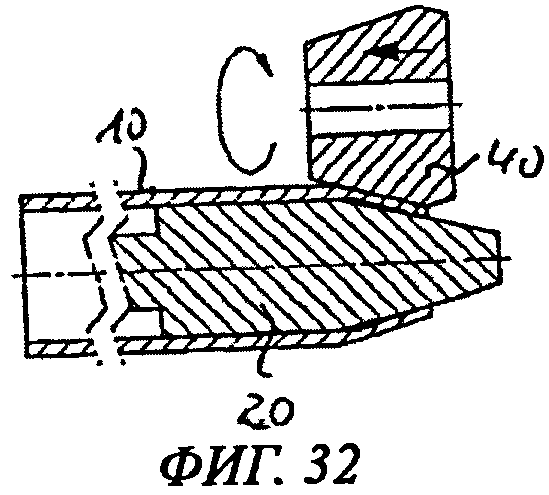
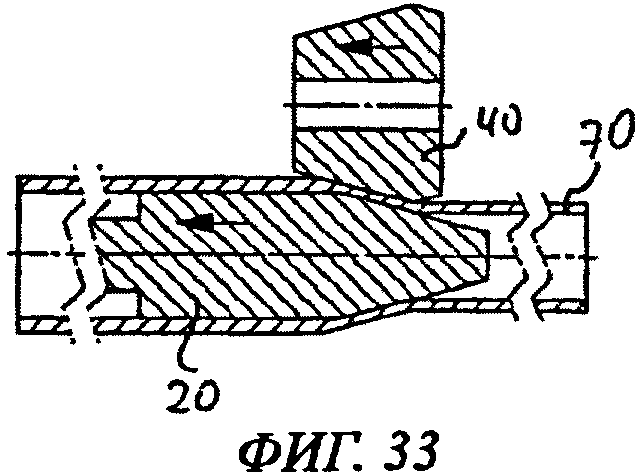
Трубную заготовку 10 помещают вокруг оправки 40, фиг.31. В первой операции, показанной на фиг.32, конечная область заготовки 10 втягивается посредством осевого перемещения формовочных роликов 40 относительно заготовки 10 и оправки 20. Затем формируют первую цилиндрическую область 70 диаметром D1 и толщиной стенки S1, ср. фиг.40. Диаметр D1 меньше, чем диаметр D0 исходной заготовки. Толщина стенки S1 тоже меньше, чем толщина стенки S0 исходной заготовки. Для формирования первой цилиндрической области 70 формовочные ролики 40 и оправку 20 с одинаковой окружной скоростью перемещают относительно заготовки 10 в аксиальном направлении, как представлено на фиг.33.
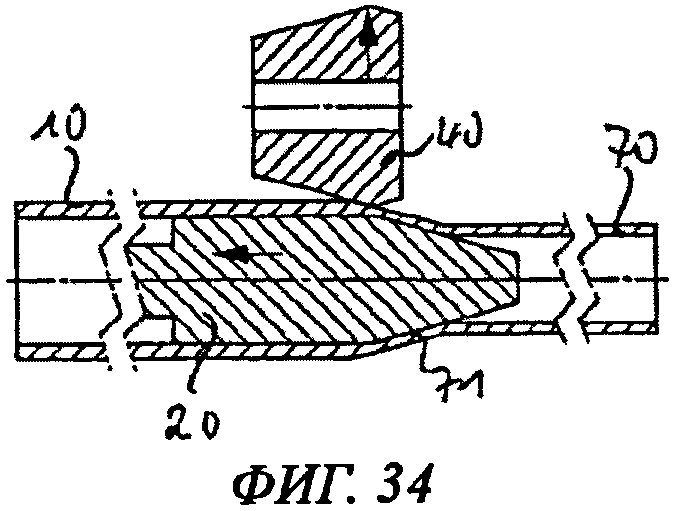
На фиг.34 показана вторая операция обработки. При ней образуют коническую область 71 перехода посредством того, что формовочные ролики 20 перемещают относительно оправки 20 в области конического участка 26 оправки 20 в аксиальном и радиальном направлениях.
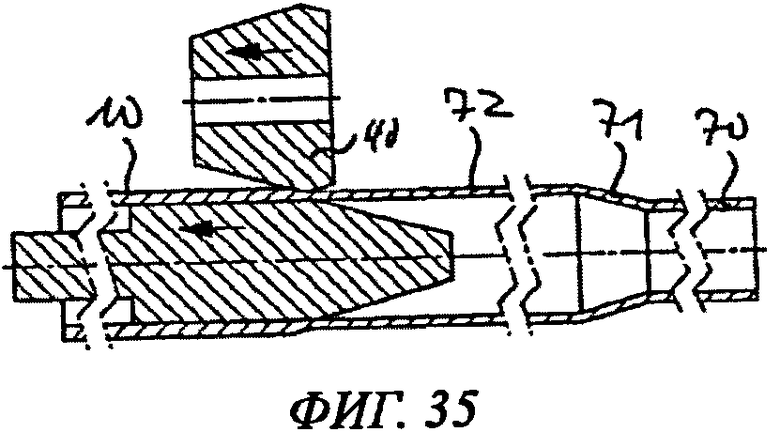
После этого заготовку 10 подвергают дальнейшему вытягиванию в ходе третьей операции обработки, которая проиллюстрирована на фиг.35. При этом формируется вторая цилиндрическая область 72, имеющая диаметр D2, который больше, чем диаметр D1 первой цилиндрической области 70.
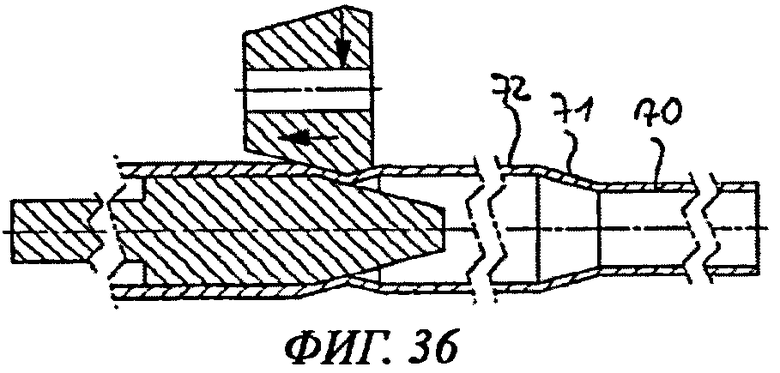
На фиг.36 показана четвертая технологическая операция. В ней формируется второй переходный участок 73, на котором диаметр заготовки 10 уменьшается исходя из диаметра второй цилиндрической области 72. Для этого формовочные ролики 40 перемещают относительно оправки 20 в аксиальном направлении в сторону свободного конца 22 оправки 20 и осуществляется их подача в радиальном направлении. Таким образом, формирование второй области 73 перехода происходит в порядке, противоположном последовательности перемещений для формирования первой переходной области 71.
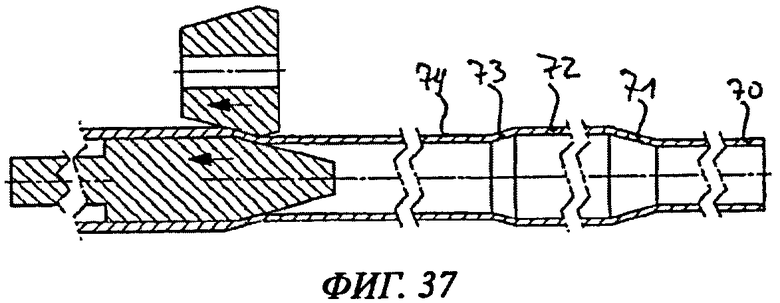
Затем в ходе пятой операции обработки посредством еще одной вытяжки с утонением заготовки 10 формируют третью цилиндрическую область 74 диаметром D3.
Диаметр D3 меньше, чем диаметр D2 второй цилиндрической области 72, как видно из фиг.40. Эта операция обработки представлена на фиг.37.
Фиг.38 и 39 представляют следующие технологические операции, в которых третья область перехода 75 и четвертая цилиндрическая область 76 диаметром D4 формируются аналогичным образом, как и первая область 71 перехода и вторая цилиндрическая область 72.
Наконец, формируют заключительную область 77, которая включает в себя четвертую область перехода 78 и пятую цилиндрическую область 79. Пятая цилиндрическая область 79 имеет диаметр D0 и толщину S0 стенки исходной заготовки. Этот способ позволяет легко формировать почти любую толщину стенки и любые диаметры особенно экономичным образом. На фиг.40 показана заготовка, которая имеет несколько осевых областей с разными толщинами стенки от S0 до S4, причем первоначальная толщина S0 стенки исходной заготовки имеет место лишь в формируемой на конце заключительной области. На фиг.41 заготовка, представленная на фиг.40, показана в аксонометрическом изображении.
На фиг.43 показана еще одна заготовка, которая деформировалась способом согласно изобретению. Заготовка имеет область 19 выравнивания, которая выполнена в средней части заготовки. Область выравнивания может предусматриваться для того, чтобы компенсировать колебания размеров исходной заготовки, при этом излишний материал переносится в область 19 выравнивания или недостающий материал при необходимости отбирается из нее.
Показанная на фиг.43 заготовка 10 имеет по существу постоянный наружный диаметр, причем в области 19 выравнивания имеет место увеличенная толщина стенки, следовательно, уменьшенный внутренний диаметр. При помощи способа согласно изобретению заготовку 10 деформируют особенно легко и экономично.
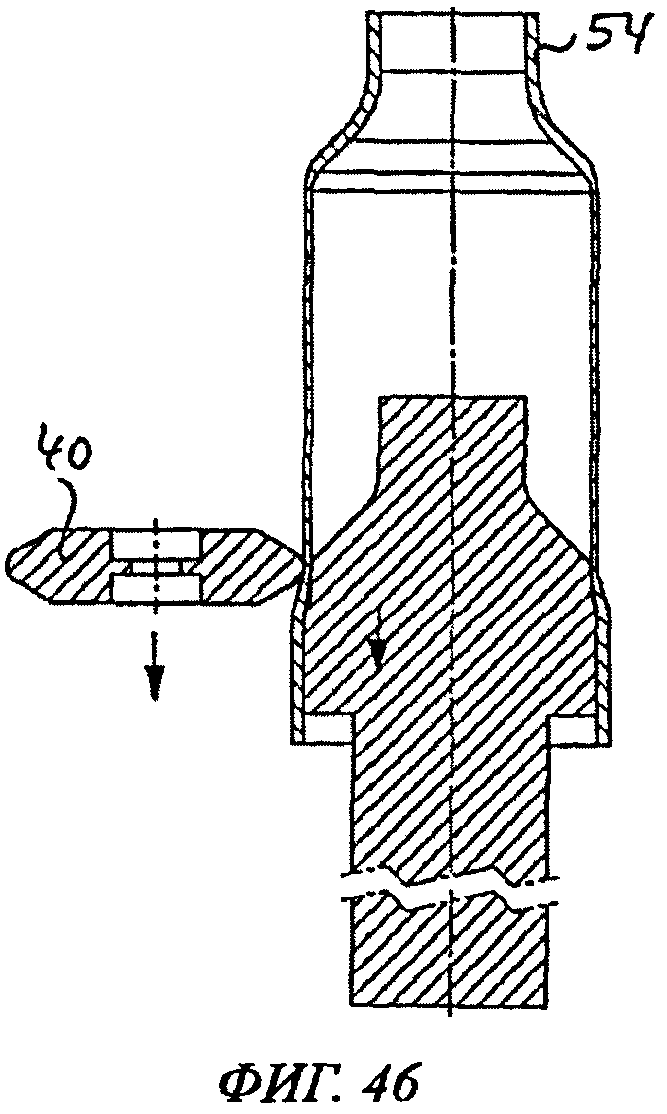
Фиг.44-48 представляют шестой вариант исполнения способа согласно изобретению. При этом в единственном зажиме из свернутого кольца, сваренного продольным швом, или из бесшовной трубы изготавливается корпус 50 блока катализатора.
Целью этого способа является подогнать по размеру корпус 50 блока катализатора к габаритам керамического носителя или каркаса 52. В основе его лежит понимание того, что габаритные размеры каркасов 52 в разных партиях могут значительно отличаться друг от друга. Это приводит к тому, что каркасы 52 меньшего размера сидят в корпусе свободно, в то время как каркасы 52 с превышением размера могут вызывать дефекты. При помощи способа согласно изобретению габаритные размеры корпуса 50 блока катализатора подгоняют к размеру каркаса 52, так что достигается оптимальная посадка каркаса 52 в корпусе 50 блока катализатора.
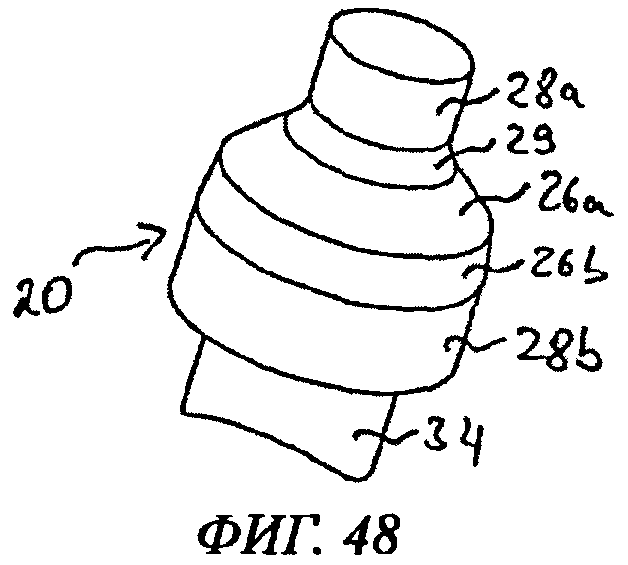
При способе используется оправка 20, которая представлена на фиг.48. На конце оправки 20 имеется первый цилиндрический участок 28а. К нему примыкает первый конический участок 26а, причем между первым цилиндрическим участком 28а и первым коническим участком 26а образован закругленный переходный участок 29. К первому коническому участку 26а примыкает выполненный рядом с ним второй конический участок 26b, который имеет меньшую конусность, чем первый конический участок 26а. Другими словами, второй конический участок 26b проходит менее круто, чем первый конический участок 26а, диаметр увеличивается не так быстро на единицу длины. За вторым коническим участком 26b следует второй цилиндрический участок 28b, который имеет больший диаметр, чем первый цилиндрический участок 28а. Наконец, рядом со вторым цилиндрическим участком 28b выполнен подающий шток 34, цельный с оправкой 20, который имеет диаметр меньший, чем второй цилиндрический участок 28b.
В первой технологической операции, которая представлена на фиг.44, заготовку 10 помещают вокруг оправки 20.
На фиг.45 показана вторая технологическая операция, при которой формируют первый штуцер 54 корпуса 50 катализатора. При этом конечную область заготовки 10 прижимают к наружной поверхности оправки 20 и/или вдавливают в нее.
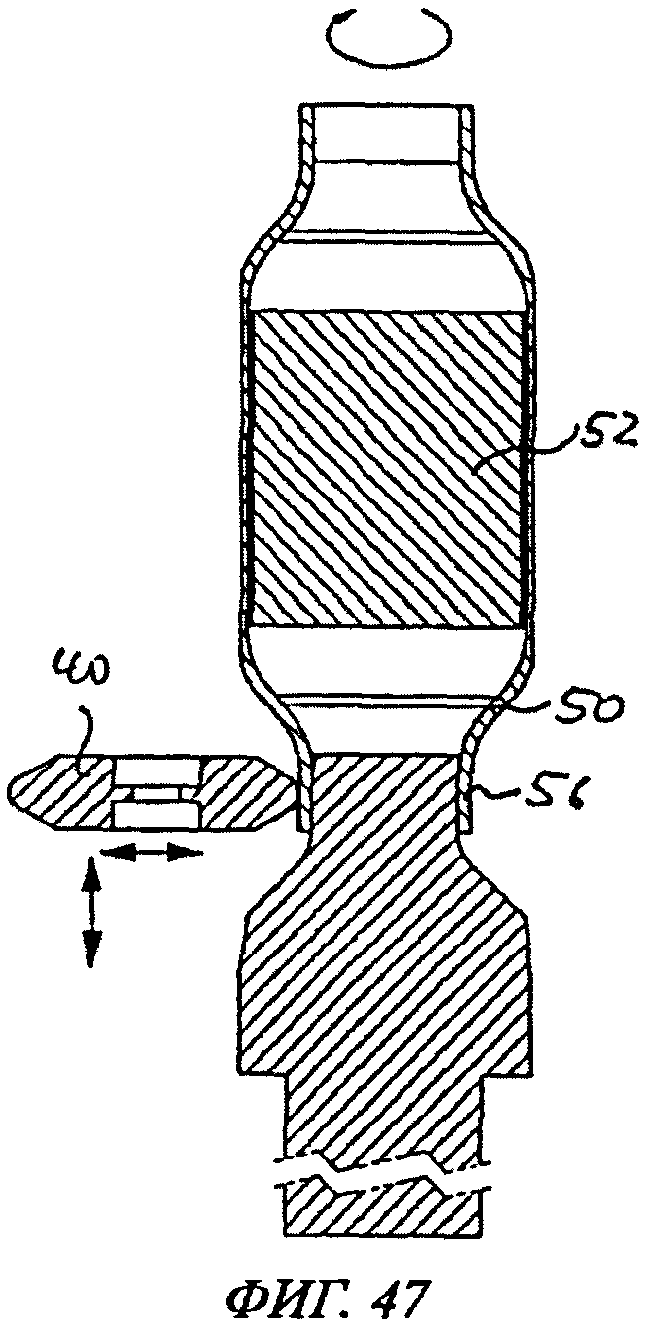
В третьей технологической операции при помощи измерительного устройства измеряют наружный диаметр каркаса 52 или внутренней керамической вставки, вставляемых в корпус 50 блока катализатора. Этот результат измерения сообщается механизму управления и сопоставляется с измеренным до этого внутренним диаметром и/или толщиной стенки заготовки. Управляющее устройство управляет перемещением формовочных роликов 40, оправки 20 и/или заготовки 10. При этом, в частности, внутренний диаметр заготовки 10 устанавливают или регулируют посредством осевого перемещения формовочных роликов 40 относительно оправки 20, и таким образом заготовку 10 вытягивают в размер, точно подходящий к желаемому внутреннему диаметру. Для управления с особенной точностью и чувствительностью предусмотрен при этом второй конический участок 26b, который имеет малую конусность. При преобразовании свободный конец заготовки 10 может удерживаться в центровочном или зажимном устройстве.
В четвертой технологической операции оправка 20 полностью удаляется из заготовки 10 и в нее вставляется каркас 52 или внутренняя керамическая вставка.
В пятой технологической операции окончательно формируют второй штуцер 56 корпуса блока катализатора или его последний конец.
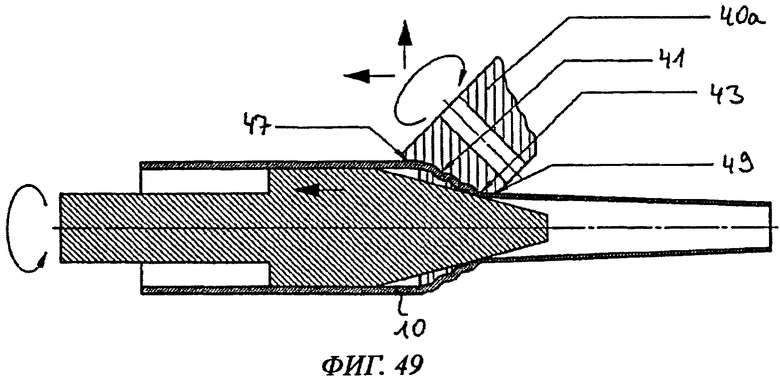
Седьмой вариант исполнения способа согласно изобретению представлен на фигурах 49 и 50. На фиг.49 показана операция обработки с формовочным роликом 40а, который можно также обозначить как "ролик с несколькими разными участками".
Увеличенное изображение ролика с несколькими разными участками представлено на фиг.50.
При использовании формовочного роликом 40а с несколькими участками или соответствующего валика с несколькими участками возможно повышение скорости обработке при вытяжке с утонением цилиндрических полых частей. Формовочный ролик 40а с несколькими разными участками имеет контур ролика с по меньшей мере двумя радиусами 41 формования и по меньшей мере одним радиусом 43 вытяжки. Благодаря этим по меньшей мере трем радиусам возможно одновременное преобразование формы заготовки 10 в нескольких местах. Перед радиусами 41 вдавливания и за ними соответственно расположены впадины 45. Впадины 45 служат для того, чтобы уменьшать поверхность соприкосновения между формовочным роликом 40а с несколькими участками и заготовкой 10. Кроме того, возможно использование впадин 45 для внесения смазочной и охлаждающей жидкости в промежуток между формовочным роликом 40а и заготовкой 10, чтобы уменьшать трение. В области самого большого диаметра формовочного ролика 40а с несколькими участками, который можно назвать диаметром раскрытия, расположена поверхность прижима 47, чтобы предотвращать образование утолщения в заготовки 10. За радиусом 43 вытяжки к нему примыкает выглаживающая поверхность 49 для выглаживания заготовки 10. Скользящая поверхность 49 заканчивается задним углом 49а.
Абсолютные значения радиусов и рабочих углов зависят от материала и должны устанавливаться эмпирическим путем.
На фиг.51 показан восьмой вариант исполнения способа согласно изобретению. Представлена обрабатывающая операция с применением оправки, имеющей два или большее количество внутренних роликов 39. Внутренние ролики 39 равномерно распределены по окружности оправки 20 и помещены там с возможностью вращения вокруг собственных осей. Внутренние ролики 39 выполнены без возможности поворота относительно продольной оси 32 оправки. Внутренние ролики 39 расположены без осевого смещения и радиального сдвига.
Количество внутренних роликов 39 зависит от внутреннего диаметра заготовки 10. На фиг.51 показаны два внутренних ролика 39, однако, могут быть предусмотрены три, четыре или большее количество внутренних роликов 39. Внешние ролики или формовочные ролики 40 по количеству и распределению соответствуют внутренним роликам 39, действуя соответственно как рабочие пары и вызывая преобразование формы.
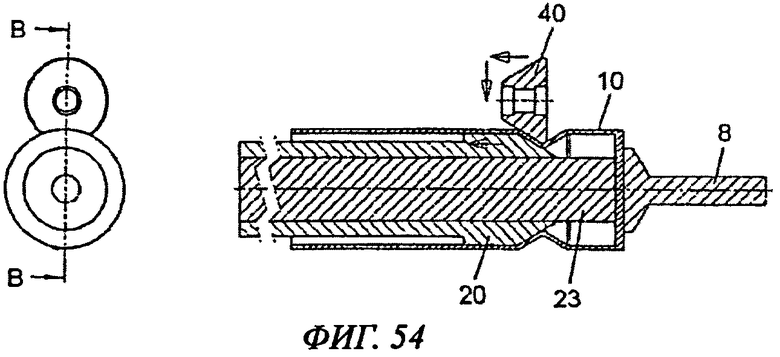
Восьмой вариант исполнения способа согласно изобретению показан на фигурах 52 - 58. Этот вариант исполнения относится к обработке заготовки способом ротационного выдавливания в процессе прямой раскатки. Исходная заготовку может представляет собой полуфабрикат цилиндрической или конической формы. На фиг.52 показана исходная заготовка 10 в форме стакана. Заготовка 10 имеет цилиндрическую боковую поверхность 17 и область 18 днища.
Оправка 20 выполнена в виде полой оправки, внутри которой расположена внутренняя оправка 23. Оправка 20 и внутренняя оправка 23 помещены с возможностью перемещения по отношению друг к другу в аксиальном направлении.
На фиг.53 заготовка 10 вставлена без возможности поворота между внутренней оправкой 23 и прижимным элементом 8, например диском съемника. Цилиндрическая боковая поверхность 17 заготовки 10 свободно прилегает к оправке 20. Оправка 20 имеет конический участок 26 и цилиндрический участок 28 в соответствии с предыдущими вариантами исполнения.
Формовочный ролик 40 помещают около перехода от конического участка 26 к цилиндрическому участку 28. В качестве первой технологической операции часть цилиндрической боковой поверхности 17 заготовки 10 подвергается контролируемой вытяжке. Под непосредственным воздействием давления между формовочным роликом 40 и оправкой 20 образуется зона пластичного состояния материала, в которой толщина стенки сокращается. При этом вытесненный материал течет в направлении осевой подачи формовочного ролика 40. При этом подача формовочного ролика осуществляется 40 и в радиальном, и в аксиальном направлении. Оправку 20 вытягивают назад в осевом направлении с постоянным уменьшением диаметра.
На фиг.54 показана промежуточная стадия этого процесса преобразования формы.
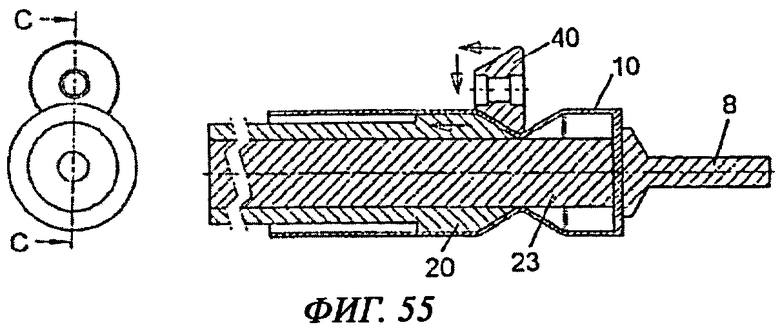
На фиг.55 процесс вытяжки закончен. Теперь вытянутая область заготовки прилегает к оправке 20.
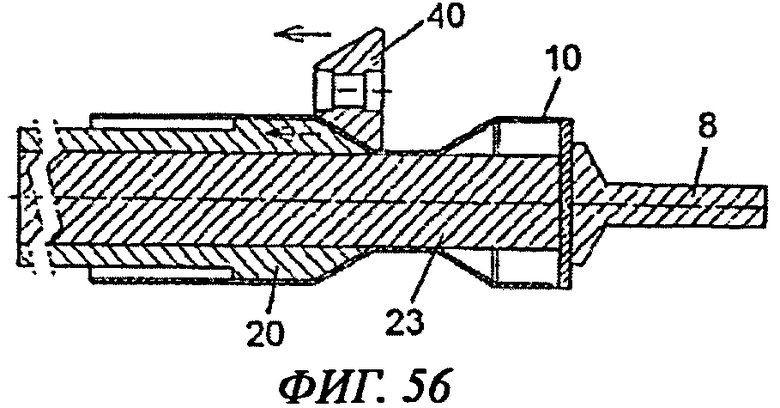
На фиг.56 показана дальнейшая технологическая операция, при которой заготовка 10 подвергается вытяжке на внутренней оправке 23 в цилиндрической форме при ротационном выдавливании в процессе прямой раскатки. При этом формовочные ролики 40 и оправку 20 перемещают в аксиальном направлении. Преобразование формы заготовки 10 происходит между формовочными роликами 40 и оправкой 20.
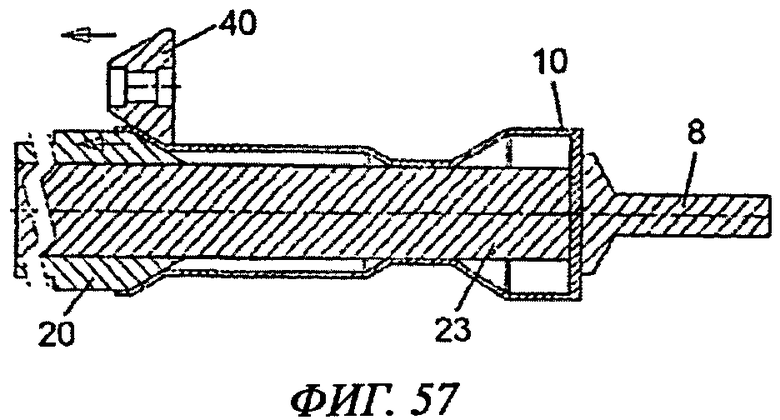
На фиг.57 видно, что дальнейшая частичная область заготовки 10 подвергается вытяжке между формовочным роликом 40 и оправкой 20 при ротационном выдавливании в процессе прямой раскатки и в последующем ходе формируется увеличенный диаметр отверстия.
Готовая сформированная заготовка 10 показана на фиг.58.
На фиг.59 показано устройство 80 согласно изобретению для ротационного выдавливания с обратной раскаткой. Устройство 80 имеет станину 82, шпиндельную бабку 84 и суппорт 86. Шпиндельная бабка 84 выполнена с возможностью аксиального перемещения относительно станины 82. Для аксиального перемещения шпиндельной бабки 84 предусмотрен привод 88 шпиндельной бабки.
На шпиндельной бабке 84 оправка 20 помещена с возможностью перемещения в аксиальном направлении относительно шпиндельной бабки 84 и относительно станины 82. В качестве осевого продолжения оправки 20 расположен подающий шток 34, который связан с оправкой 20 посредством прижимной головки 90. Прижимная головка 90 расположена между подающим штоком 34 и оправкой 20 и обеспечивает разделение при вращении между оправкой 20 и подающим штоком 34. Как только формовочные ролики 40 прижимают заготовку 10 к оправке 20, оправка 20 приводится во вращение через фрикционное соединение между формовочным роликом 40 и заготовкой 10. Прижимная головка 90 препятствует вращению подающего штока 34 совместно с ними. На конце подающего штока 34 расположен осевой привод 92 с защитой от проворачивания для перемещения оправки 20 и соответственно подающего штока 34 в аксиальном направлении.
Заготовка 10 на стороне, обращенной к шпиндельной бабке, вставлена в зажимной патрон 94. Между шпиндельной бабкой 84 и суппортом 86, а также за суппортом 86 возможно наличие люнетов 96 для поддерживания заготовки 10. Кроме того, устройство 80 включает в себя привод 98 по оси Z для подачи шпиндельной бабки 84 в аксиальном направлении.
С помощью устройства 80 заготовка 10, зажатая в шпиндельной бабке 84, перемещается в аксиальном направлении посредством осевого привода шпиндельной бабки 84. Это особенно предпочтительно, в частности, при обработке длинномерных заготовок 10, например для изготовления фонарных столбов, и уменьшает общую конструкционную длину устройства 80.
На фиг.60 показан вид устройства 80, представленного на фиг.52, в разрезе по линии А-А. На суппорте 86 расположены четыре формовочных ролика 40, приводимых в движение приводами в радиальном направлении вдоль радиальных осей 87 и в аксиальном направлении вдоль оси относительно оправки 20 или относительно основного шпинделя. Суппорт 86 жестко связан со станиной 82.
На фиг.61 проиллюстрировано еще одно устройство 80 для ротационного выдавливания в обратной раскатке. При этом варианте осуществления суппорт 86 расположен с возможностью перемещения на станине 82 в аксиальном направлении, а шпиндельная бабка 84 жестко связана со станиной 82. На суппорте, в частности, на его радиальной оси 87, 86 помещены с возможностью радиального перемещения формовочные ролики 40.
Еще одна, не показанная возможность состоит в том, что за суппортом 86 предусматривается задняя бабка или держатель.
При помощи способа согласно изобретению и устройства согласно изобретению имеется возможность особенно экономичной и прецизионной обработки любых заготовок трубообразной формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ МАШИНА ДЛЯ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ/РАСКАТКИ И СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ/РАСКАТКИ | 2016 |
|
RU2698236C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ | 2009 |
|
RU2509619C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ С УТОНЕНИЕМ СТЕНКИ ПОЛОЙ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МНОГОФАЗНОГО СПЛАВА | 2017 |
|
RU2650462C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО ТЕЛА ИЗ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ВИДЕ КРУГЛОЙ ЗАГОТОВКИ | 2007 |
|
RU2445181C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2007 |
|
RU2346776C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ЧАСТИЧНО ПРОФИЛИРОВАННЫХ ТРУБ | 2003 |
|
RU2338620C2 |
Изобретение относится к обработке металлов давлением, в частности к способу и устройству для ротационного выдавливания с утонением стенок. Трубную заготовку располагают вокруг оправки, приводят во вращение и преобразуют ее форму посредством подачи по меньшей мере одного формовочного ролика. Формовочный ролик во время преобразования формы перемещают относительно заготовки в осевом направлении. Причем оправка расположена с возможностью перемещения относительно заготовки в осевом направлении. Расширяются технологические возможности и повышается качество заготовок. 2 н. и 11 з.п. ф-лы, 61 ил.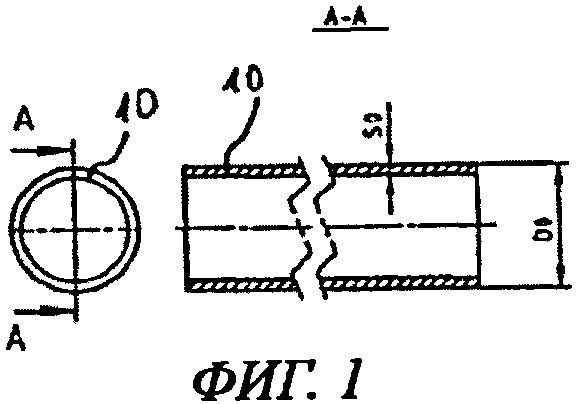
1. Способ ротационного выдавливания с утонением стенок, включающий расположение трубной заготовки (10) вокруг оправки (20), приведение во вращение и преобразование ее формы посредством подачи по меньшей мере одного формовочного ролика (40), причем
- толщину стенки трубной заготовки (10) уменьшают и трубную заготовку (10) удлиняют,
- в качестве оправки (20) для изготовления цилиндрических, и/или конических, и/или криволинейных полых изделий различной формы применяют универсальную оправку (20) с изменяющимся в осевом направлении наружным диаметром,
- формовочный ролик и оправку (20) во время преобразования формы приводят в относительное перемещение в осевом направлении по отношению к трубной заготовке (10), причем для образования переменного диаметра и/или переменной толщины стенки трубной заготовки (10) формовочный ролик (40) перемещают в осевом направлении по отношению к оправке (20),
- заготовку (10) вставляют в зажимной патрон (94), размещенный с возможностью вращения на шпиндельной бабке (84) и который приводят во вращательное движение, и
- оправку (20) размещают на шпиндельной бабке (84) и во время преобразования ее перемещают в аксиальном направлении относительно зажимного патрона (94) и шпиндельной бабки (84).
2. Способ по п.1, отличающийся тем, что осуществляют обратную раскатку, при которой материал трубной заготовки (10) течет в направлении, противоположном направлению подачи формовочного ролика (40).
3. Способ по п.1, отличающийся тем, что осуществляют прямую раскатку, при которой материал трубной заготовки (10) течет в направлении подачи формовочного ролика (40).
4. Способ по п.1, отличающийся тем, что формовочный ролик (40) и оправку (20) приводят в относительное перемещение в осевом направлении по отношению к трубной заготовке (10), причем для образования переменного диаметра и/или переменной толщины стенки трубной заготовки (10) формовочный ролик (40) перемещают относительно оправки (20) в осевом и радиальном направлении.
5. Способ по п.1, отличающийся тем, что для образования участка заготовки с постоянным диаметром и постоянной толщиной стенки формовочный ролик (40) перемещают с той же скоростью, что и оправку (20), относительно трубной заготовки (10).
6. Способ по п.1, отличающийся тем, что управляют посредством измерительно-управляющего устройства относительным перемещением формовочного ролика (40) в осевом и/или радиальном направлении относительно оправки (20) в зависимости от взаимного расположения формовочного ролика (40) и оправки (20) и в зависимости от заданного размера зазора между формовочным роликом (40) и оправкой (20).
7. Устройство для ротационного выдавливания с утонением стенок трубной заготовки (10) способом по одному из пп. 1-6, содержащее:
- оправку (20), выполненную с возможностью помещения внутри трубной заготовки (10), по меньшей мере один формовочный ролик (40) для подачи и преобразования формы трубной заготовки (10), поворотный привод для вращения трубной заготовки (10), зажимной патрон (94) для зажима трубной заготовки (10), который помещен с возможностью вращения посредством привода на шпиндельной бабке (84)
причем
- оправка (20) имеет наружный диаметр, изменяющийся в осевом направлении,
- формовочный ролик (40) и оправка (20) во время преобразования формы расположены с возможностью перемещения в осевом направлении относительно трубной заготовки (10), причем для получения переменного диаметра и/или толщины стенки трубной заготовки (10) формовочный ролик (40) установлен с возможностью перемещения в осевом направлении относительно оправки,
- оправка (20) расположена на шпиндельной бабке (84) с возможностью перемещения в аксиальном направлении относительно зажимного патрона (94) и относительно шпиндельной бабки (84).
8. Устройство по п.7, отличающееся тем, что оправка (20) имеет коническую, цилиндрическую и/или криволинейную форму.
9. Устройство по п.7, отличающееся тем, что на наружной поверхности оправки (20) имеется по меньшей мере один внутренний ролик (39).
10. Устройство по п.7, отличающееся тем, что привод вращения с зажимным патроном (94) для зажимания трубной заготовки (10) и/или суппорт (86) с по меньшей мере двумя формовочными роликами (40) выполнен с возможностью перемещения относительно станины (82) в аксиальном направлении.
11. Устройство по п.10, отличающееся тем, что формовочные ролики (40) расположены на суппорте (86) с возможностью перемещения в радиальном и/или аксиальном направлении.
12. Устройство по п.7, отличающееся тем, что предусмотрено измерительно-управляющее устройство для измерения длины, и/или толщины стенки, и/или диаметра трубной заготовки (10) и для управления радиальным перемещением формовочных роликов (40) и/или аксиальным перемещением формовочных роликов (40) относительно оправки (20).
13. Устройство по п.7, отличающееся тем, что предусмотрен подающий шток (34), который связан с оправкой (20) и имеет диаметр, меньший, чем максимальный диаметр оправки (20), и что предусмотрен аксиальный привод (92) для перемещения подающего штока (34).
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОБОЛОЧЕК СЛОЖНОГО ПРОФИЛЯ | 2006 |
|
RU2343035C2 |
| Способ изготовления полых осесимметричных деталей | 1990 |
|
SU1729661A1 |
| Способ обратного ротационного выдавливания полых деталей | 1974 |
|
SU522877A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ КРУПНОГАБАРИТНОГО КОРПУСА СТЫКОВОЧНОГО АГРЕГАТА КОСМИЧЕСКОГО АППАРАТА | 2002 |
|
RU2242319C2 |

