Изобретение касается способа для изготовления деталей в соответствии с ограничительной частью пункта 1 формулы изобретения.
Способ в соответствии с ограничительной частью пункта 1 формулы изобретения известен из DE 10 2005 057945 А1. При соответствующих способах обрабатываются прежде всего симметричные относительно вращения заготовки с помощью давильных роликов для изготовления, например, опорных роликов, деталей для автомобилей или газовых баллонов. В отношении нагрузки на такие изделия желательно усиление жесткости отдельных областей уже в процессе пластического деформирования. При использовании соответствующих изделий в большей мере нагружаются прежде всего центральные области, в результате чего является предпочтительным упрочнение материала в этой области. Особенно предпочтительным в данном случае является выполнение форм с вогнутыми или коническими внутренними поверхностями, которые было невозможно изготовить с помощью известных до сих пор методов ротационного выдавливания с утонением стенок.
По этой причине задачей изобретения является указание способа названного выше типа, с помощью которого из заготовки можно изготавливать детали с вогнутой или конечной внутренней поверхностью.
Эта задача решается с помощью способа с признаками пункта 1 формулы изобретения или машины для ротационного выдавливания с утонением стенок с признаками пункта 10. Предпочтительные формы исполнения приведены в зависимых пунктах формулы изобретения.
В соответствии с изобретением по первой форме исполнения заготовка, предпочтительно цилиндрическая труба, зажимается на оправках главной шпиндельной головки и задней бабки.
Шпиндельная головка и задняя бабка содержат соответствующие корпуса инструментов, каждый из которых расположен концентрически вокруг соответствующей оправки и обеспечивает внешнее центрирование заготовки. Оправки и корпуса инструментов проходят каждый параллельно оси машины, соответственно, продольной оси заготовки. Каждая оправка имеет наружные поверхности, которые сужаются в одном направлении, а именно, таким образом, что образуют негатив вогнутой или конической внутренней поверхности, подлежащей формовке в заготовке. Теперь в соответствии с изобретением один или предпочтительно несколько валков для ротационного выдавливания оказывают давление на наружную поверхность заготовки. При обработке обращенные друг к другу стороны обеих оправок удерживаются в контакте друг с другом. При этом оправки и корпуса инструментов перемещаются таким образом, что сначала происходит течение материала заготовки в промежуточном пространстве между оправкой задней бабки и соответствующим корпусом инструмента. Затем осуществляется движение корпуса инструмента главной шпиндельной головки и соответствующей оправки таким образом, что течение материала осуществляется по существу в направлении главной шпиндельной головки в область наружной поверхности соответствующей оправки, и изготавливается деталь с вогнутой или конической внутренней поверхностью.
Изобретение схематически поясняется ниже более подробно на основании чертежей, на которых показаны:
фиг.1 - продольное сечение через машину для ротационного выдавливания с утонением стенки, которая выполнена для осуществления соответствующего изобретению способа при зажиме заготовки и перед сведением оправок,
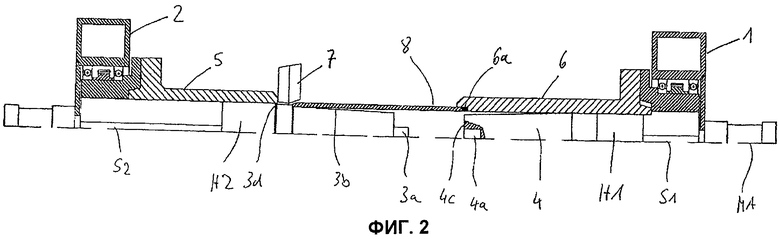
фиг.2 - машина по фиг.1 с зажатой заготовкой перед сведением оправок,
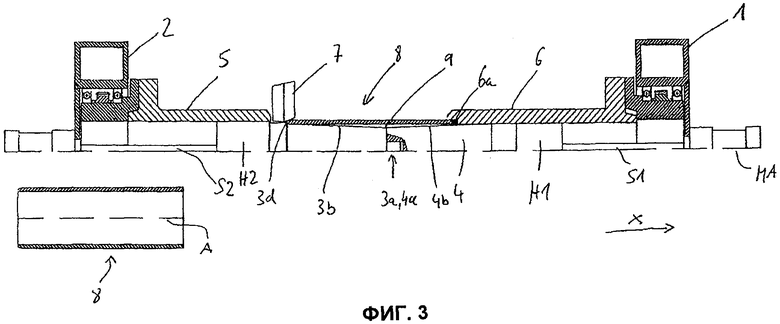
фиг.3 - машина по фиг.1 перед началом обработки заготовки,
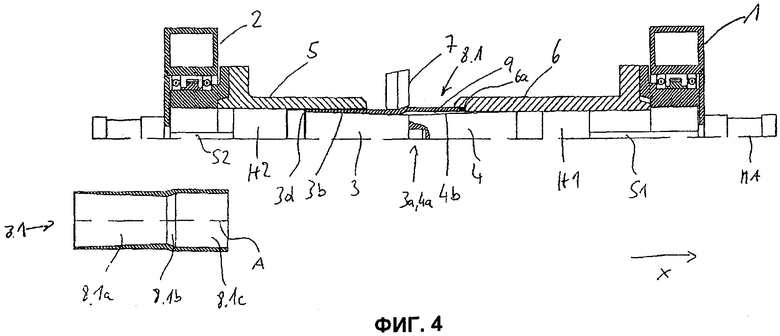
фиг.4 - деформационная ситуация после пластического деформировании части заготовки,
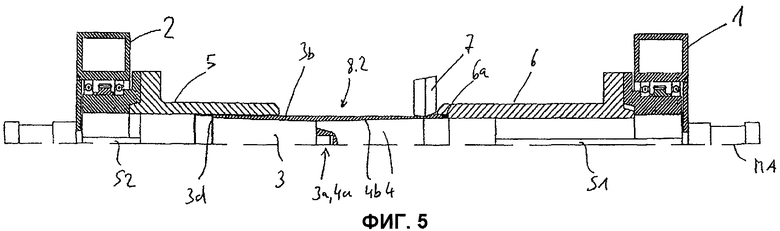
фиг.5 - деформационная ситуация перед завершением пластического деформирования заготовки,
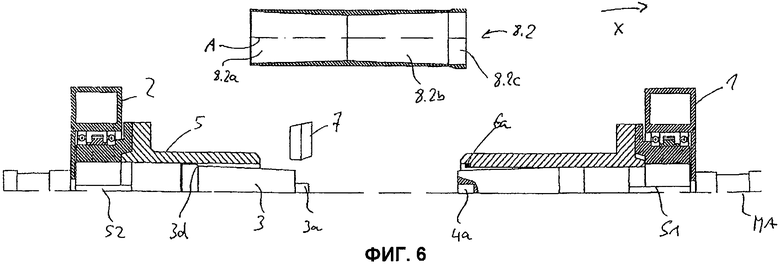
фиг.6 - машина для извлечения готовой детали,
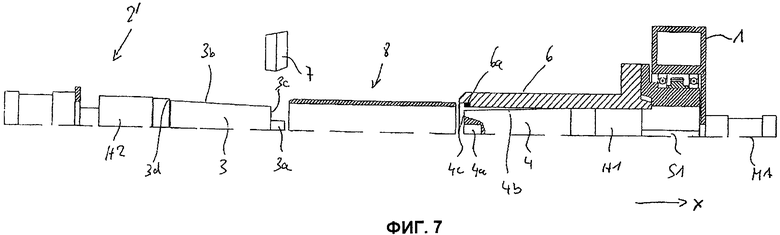
фиг.7 - следующая соответствующая изобретению форма исполнения в продольном сечении через машину для ротационного выдавливания, которая предназначена для осуществления соответствующего изобретению способа, при зажиме заготовки и перед сведением оправок,
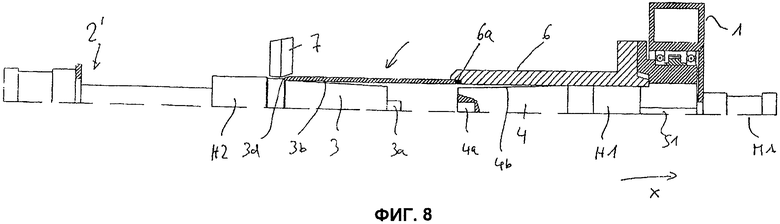
фиг.8 - машина по фиг.7 с зажатой заготовкой перед сведением оправок,
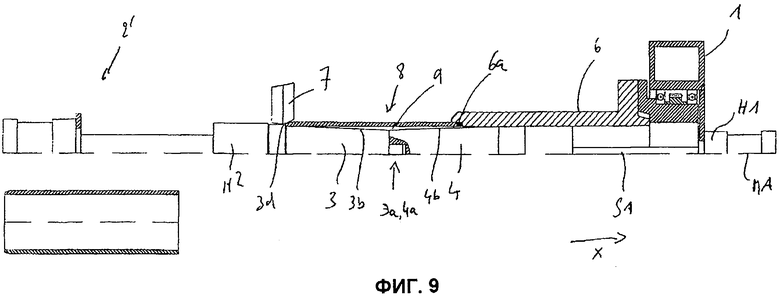
фиг.9 - машина по фиг.7 перед началом соответствующей изобретению обработки заготовки,
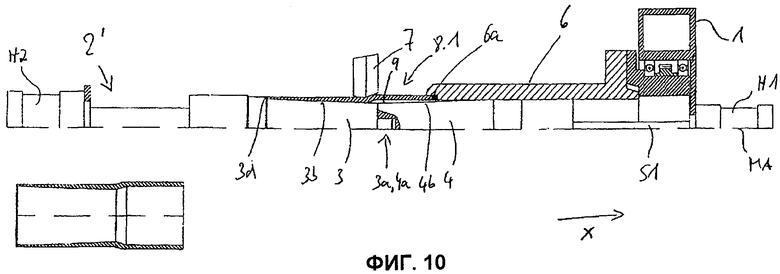
фиг.10 - деформационная ситуация после пластического деформирования части заготовки,
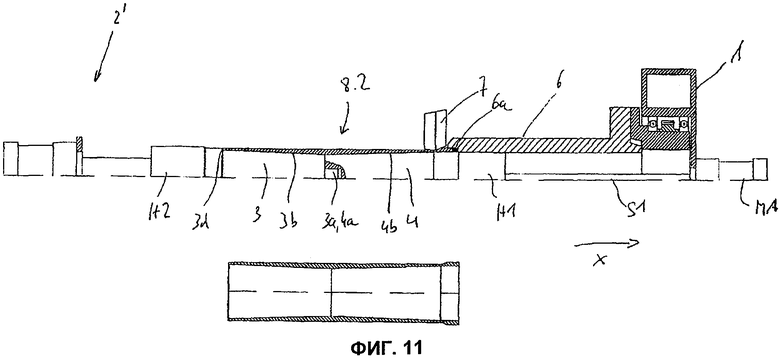
фиг.11 - деформационная ситуация в конце пластического деформирования заготовки,
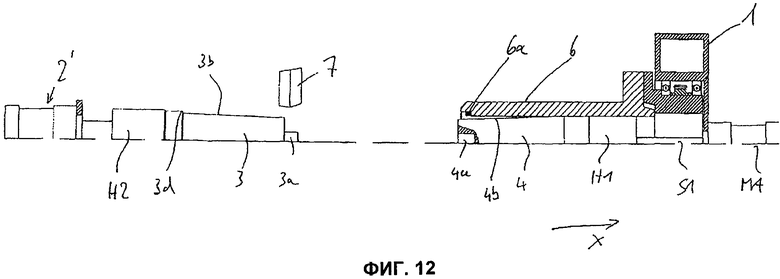
фиг.12 - машина для извлечения готовых деталей,
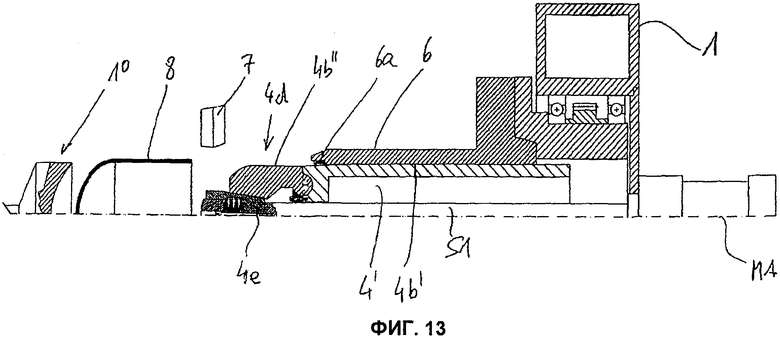
фиг.13 - третья форма исполнения соответствующей изобретению машины для ротационного выдавливания, продольное сечение, которая предназначена для изготовления бутылок с разжимной оправкой, перед зажимом заготовки,
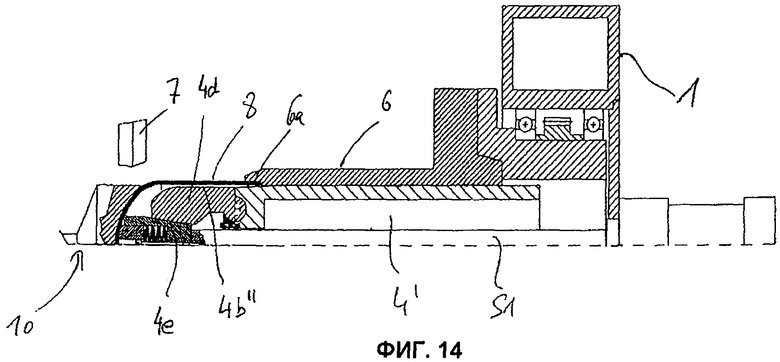
фиг.14 - машина по фиг.13 с зажатой заготовкой,
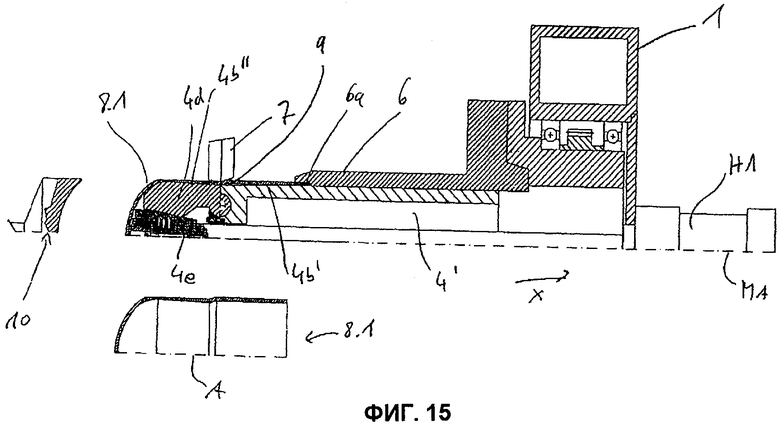
фиг.15 - машина по фиг.13 в деформационной ситуации после пластического деформирования одной части заготовки,
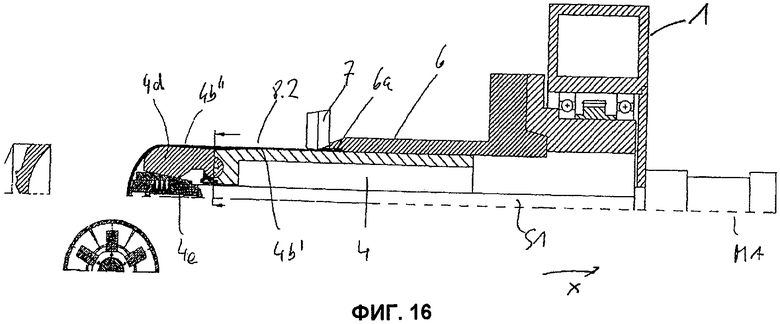
фиг.16 - деформационная ситуация в конце пластического деформирования заготовки,
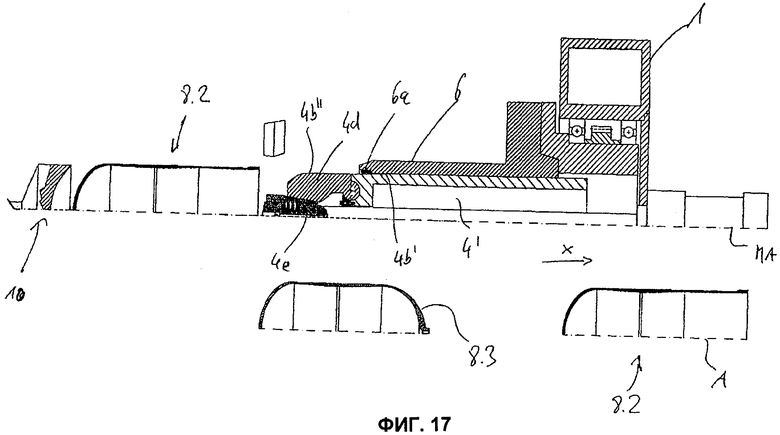
фиг.17 - машина при извлечении готовой детали.
На фиг.1-6 схематически изображена машина для ротационного выдавливания, с помощью которой может быть осуществлен соответствующий изобретению способ.
Изображенное на фиг.1 устройство содержит шпиндельную головку 1 и соответствующий корпус 6 инструмента с оправкой 4, которая может перемещаться в нем в осевом направлении. Корпус 6 инструмента и оправка 4 расположены на общей продольной оси МА, которая проходит через центр шпинделя S1 и пиноли S2 задней бабки. С помощью гидравлического цилиндра Н1 оправка 4 может смещаться относительно корпуса 6 инструмента в осевом направлении. Оправка 4, как и оправка 3, имеют каждая форму негатива внутренней поверхности готовой детали 8.2a и 8.2b. При этом наименьшие диаметры расположены в плоскости обращенных друг к другу торцовых поверхностей 3с и 4с оправок 3 и 4.
Корпус 6 инструмента напротив гнезда шпинделя содержит посадочное отверстие 6b с поводком 6а. Посадочное отверстие 6b имеет диаметр, равный внешнему диаметру заготовки 8, за счет чего заготовка 8 может крепиться с помощью этого посадочного отверстия 6b с центрированием относительно продольной оси МА. При вводе заготовки 8, фиг.1, поводок 6а служит сначала в качестве средства осевого позиционирования заготовки 8. Если заготовка 8 в начальной фазе пластического деформирования прижимается оправкой 3 задней бабки, поводок 6а захватывает ее при вращении шпинделя S1 посредством корпуса 6 инструмента. Во время пластического деформирования осевой зажим заготовки осуществляется посредством осевого усилия деформирования давильных роликов 7.
Задняя бабка 2 с пинолью S2 задней бабки и корпусом 5 инструмента в зависимости от размера подлежащей пластическому деформированию заготовки 8 может также оснащаться приводом, синхронно вращающимся со шпинделем S1 изделия. Пиноль задней бабки и корпус 5 инструмента расположены с центрированием относительно общей продольной оси МА и также вращаются вокруг ее.
Оправка 3 в корпусе 5 инструмента расположена с возможностью осевого перемещения с помощью гидравлического цилиндра Н2.
В зависимости от типа машины ротационного выдавливания головка 1 шпинделя и задняя бабка 2 независимо друг от друга смещаются к позиционированным в осевом направлении давильным роликам 7. В качестве альтернативы этому существует конструктивное решение, при котором давильные ролики 7 устанавливают с возможностью совместного перемещения на ход осевой подачи, причем в этом случае головка 1 шпинделя зафиксирована, а задняя бабка 2 расположена с возможностью перемещения. Последнее решение изображено на фиг. 1-6.
Оправка 3 имеет упорную поверхность 3d и в направлении негативной формы имеет внешний диаметр 3е, который соответствует внутреннему диметру заготовки 8. При установке заготовки 8 оправка посредством подачи гидравлического цилиндра Н2 вдвигается в заготовку 8, центрирует внешним диаметром 3е обращенную к оправке 3 сторону заготовки 8 и двигает ее в уже описанное центрирующее устройство 6b крепления 6 инструмента, чтобы прижать ее осевым давлением к поводку 6а. В этой рабочей фазе, фиг.2, заготовка удерживается с центрированием вручную или с помощью автоматического загрузочного устройства, пока не будет обеспечен зажим.
Корпус 5 инструмента, как изображено на фиг. 1-6, требуется только в том случае, если осуществляется привод пиноли S2 задней бабки. Если пиноль задней бабки не приводится в действие, функцию пиноли задней бабки выполняет оправка 3 с гидравлическим цилиндром Н2. Соответствующая форма исполнения изображена на фиг. 7-12.
После зажима заготовки 8 (фиг.2) оправка 4 движется в осевом направлении в направлении задней бабки 2 посредством подачи гидравлического цилиндра Н1, чтобы образовать единый узел с оправкой 3. При этом обе стороны 3с и 4с оправок 3 и 4 прижимаются друг к другу, причем центрирующая насадка 3а оправки 3 погружается в центрирующее отверстие 4а оправки 4. За счет этого с помощью обеих оправок 3 и 4 образуется форма негатива внутренней поверхности готовой детали. Длина обеих составляющих негатива 3b, 4b соответствует в совокупности длине готовой детали, которая сформована из заготовки 8. Если между составляющими негативами 3b, 4b и разделительной поверхностью 3с и/или разделительной поверхностью 4с предусмотрена цилиндрическая форма 8с с диаметром разделительной поверхности 3с или 4с, то длина готовой детали увеличивается на эти величины.
То же справедливо, если, как показано на фиг. 8.2, цилиндрическая форма 8с предусмотрена в области конца заготовки со стороны шпинделя. Альтернативно можно также сформировать дополнительную цилиндрическую форму 8с со стороны задней бабки.
Давильные ролики 7 движутся вне зажатой заготовки радиально в свои позиции, чтобы затем совместно выдвинуться в радиальном направлении к вращающейся заготовке 8, фиг.3. Совокупное вращение узла из заготовки 8, корпусов 5, 6 инструмента с оправками 3, 4, шпинделя S1 и пиноли S2 задней бабки осуществляется с помощью привода шпинделя S1 и, в зависимости от исполнения, также с помощью синхронно вращающегося привода пиноли S2 задней бабки.
В соответствии с изобретением для пластического деформирования по периметру заготовки 8 располагается один или предпочтительно несколько давильных роликов 7. Давильные ролики 7 располагаются по периметру в осевом направлении со скосом обкатки. Радиально давильные ролики 7 расположены в позиции относительно внешнего диаметра готовой детали 8.2, которая должна быть получена путем ротационного выдавливания заготовки 8. Если позиционированные вокруг центра продольной оси МА шпинделя S1 давильные ролики 7 совместно движутся в осевом направлении х за счет общей подачи к вращающейся заготовке 8, то вследствие контакта с заготовкой 8 они приводятся во вращение. При этом материал под воздействием осевого и радиального давления давильных роликов 7 в области между давильными роликами 7 и, прежде всего, соответствующим поперечным сечением оправки 3, изменяющимся вдоль оси, переходит в текучее состояние (фиг.4). Материал проникает в существующее свободное пространство 9 между оправкой 3 и давильным роликом 7, чтобы после заполнения объема свободного пространства 9, фиг.5, сместиться в направлении задней бабки 2, с установленным внешним диаметром готовой детали 8.2 и заданным сердечником 3 внутренним диаметром. За счет осевого упора 3d на оправке 3 задней бабки 2 эта оправка 3 захватывается текущим назад материалом пока материал за счет вытеснения течет назад. Допуски диаметров заготовки 8 по этой причине могут быть заметны только по длине прошедшей пластическое деформирование детали 8.2.
Поскольку обе оправки 3, 4 используются во взаимодействии, то они сдвигаются вытесненным материалом в направлении задней бабки 2, в то время как давильные ролики 7 совместно двигаются в направлении головки 1 шпинделя. При этом за счет вытеснения материала из заготовки 8 получается готовая деталь 8.2, наружный диаметр которой уменьшен по сравнению с диаметром заготовки 8, а внутренний диаметр представляет собой позитив обеих оправок 3, 4.
Пластическое деформирование завершается, когда давильные ролики 7 оказываются вблизи внешнего центрирования 6b заготовки, фиг. 5. После этого давильные ролики 7 по отдельности отводятся в свою радиальную исходную позицию и совместно - в их осевое исходное положение. Оправка 4 на стороне шпинделя разъединяется и отводится назад, оправка 3 на стороне задней бабки также отводится из сформованной детали 8.2. Для этого, если это необходимо, предусмотрен действующий снаружи съемник. После отвода задней бабки 2 формованная деталь 8.2 освобождается, фиг.6.
Формованная деталь 8.2 отличается уменьшенным наружным диаметром и внутренним диаметром, являющимся отпечатком контуров обеих оправок 3, 4.
При соответствующем изобретению способе на оправках используются выпуклые, имеющие коническую форму и цилиндрические контуры. Поскольку оправка или соединение из двух оправок в течение пластического деформирования, при котором материал течет, сдвигается вследствие избытка материала, который образуется в результате уменьшения поперечного сечения заготовки до поперечного сечения готовой детали, относительного движения между внутренней поверхностью детали и оправкой не возникает.
Оправка перемещается по оси в направлении степени свободы только в том случае, если присутствует избыток материала. Это означает, что претерпевший пластическое деформирование материал накатывается в осевом направлении на оправку и перемещает ее дальше только в том случае, если присутствует достаточное количество материала. Таким образом, происходит не относительное движение между оправкой и материалом, а только обкатывание в соответствии с контуром в осевом направлении. Это обкатывание материала в области давильных роликов может поддерживаться гидравлическим регулированием давления в цилиндрах Н1 и Н2 или также затрудняться.
При обкатывании материала во время пластического деформирования невозможно так называемое задирание между обоими элементами-материалом и наружной поверхностью оправки.
Допуски в области заготовки выбираются вытесненным материалом без влияния на свойства готовой детали, то есть различные толщины стенок заготовок не оказывают влияния на толщину стенок готовой детали, образованную давильными роликами; материал течет далее только в том случае, если достигнута заранее заданная толщина стенок готовой детали в соответствующей осевой плоскости. По этой причине влиянию допусков подвержена исключительно длина формованной детали. Скорость течения материала из области уменьшения поперечного сечения в соответствующей осевой плоскости заготовки в поперечное сечение соответствующей плоскости готовой детали формируется из избытка материала и скорости подачи давильных роликов. Это означает, что осевая скорость перемещения узла из обеих оправок зависит от уменьшения поперечного сечения в той или иной осевой плоскости заготовки при остающейся неизменной скорости подачи давильных роликов.
Тем самым с использованием этого способа во внутренней поверхности тела, симметричного относительного оси вращения, могут формироваться различные уступы, ступени и контуры, если эти ступени, уступы и контуры сужаются в диаметре в направлении места разделения сведенных оправок.
Это относится и к случаю, когда работа производится только с оправкой на стороне задней бабки. Далее, способ может применяться, если пластическому деформированию подвергается и при этом используется только одна часть тела, симметричного относительно оси вращения, в продольном направлении, при использовании одной или двух оправок.
Тем самым обеспечивается возможность в зависимости от последующей нагрузки детали так называемой балки на двух опорах с неизменным моментом сопротивления.
Свойства изготовленных в соответствии с этим способом деталей из цилиндрических заготовок присущи, в частности, газовым баллонам и опорным роликам.
На фиг.7-12 показана вторая соответствующая изобретению форма исполнения машины ротационного выдавливания с утонением стенок. Она отличается от конструкции по фиг.1-6 только тем, что сторона 2' задней бабки выполняет уже описанную выше функцию пиноли задней бабки, у которой на стороне задней бабки не предусмотрен корпус инструмента, и только закреплена оправка 3, которая может перемещаться с помощью гидравлического цилиндра Н2 в осевом направлении х. При пластическом деформировании оправка 3 под воздействием течения материала оттесняется назад в направлении стороны 2' задней бабки против усилия гидравлического цилиндра. В остальном способ протекает аналогично описанному выше со ссылкой на фиг.1-6 способу.
Альтернативный вариант изображен на фиг.13-17. В отличие от описанных выше форм исполнения это устройство оснащено только предусмотренной на стороне шпинделя разжимной оправкой 4'. Этот вариант предусмотрен, в частности, для пластического деформирования цилиндрических заготовок 8, у которых один конец закрыт, например газовых баллонов.
Разжимная оправка 4' содержит приблизительно соответствующий оправке 4 описанной выше формы исполнения соответствующий участок с конусообразной или конусной наружной поверхностью 4b', а также примыкающий к нему разжимной участок 4d, который содержит участки 4b'' поверхности, которые с помощью разжимного механизма 4е могут регулироваться относительно оси МА машины, так что этот участок приблизительно имеет форму оправки 3 описанных выше форм исполнения.
Сначала заготовка 8 надвигается своей открытой стороной на разжимную оправку 4', причем расположенный напротив оправки 4' толкатель 10 воздействует на закрытый конец заготовки 8 и толкает ее до упора 6а на корпус 6 инструмента головки 1 шпинделя, фиг.14. Толкатель 10 удерживает заготовку 8 относительно упора 6а, так что участок 4f оправки 4' с помощью разжимного механизма 4е может разжиматься, в результате чего за счет поверхностей 4b' и 4'' между внутренней стенкой заготовки 8 и оправкой 4' образуется описанное выше свободное пространство 9, которое соответствует негативу формы подлежащей формованию внутренней поверхности. Во время пластического деформирования с помощью давильных роликов материал вытесняется из заготовки 8 в промежуточное пространство 9, причем оправка 4' перемещается, фиг.15 и 16. После завершения процесса пластического деформирования готовая форма 8.2 извлекается после отвода назад оправки 4', фиг.17, и открытый конец формы 8.2 может подвергаться дальнейшей обработке для изготовления, например, газового баллона 8.3.
Пластическое деформирование с помощью давильных роликов осуществляется при описанной форме исполнения в двух направлениях, а именно в радиальном направлении путем уменьшения наружного диаметра заготовки 8 и в осевом направлении путем придания цилиндрической формы с новым, уменьшенным внешним диаметром. При этом давильные ролики 7 продвигаются при вращении заготовки 8 в направлении шпиндельной головки 1. Это ведет к тому, что вытеснение материала осуществляется в форме спирали и путем этого вытесненный материал (тангенциально) распределяется как в осевом, так и в окружном направлении оправки 3, 4, 4'. Причина этого заключается в вытеснении материала от большего диаметра к меньшему диаметру при одновременном вращении материала.
Материал течет радиально, к меньшему диаметру оправки 3, 4, 4' и заполняет полое пространство тангенциально вследствие вальцовочного вытеснения посредством вращения при одновременном движении подачи в осевом направлении; а также в осевом направлении, противоположно движению подачи, если имеется достаточный избыток материала.
Если в этой ситуации оправка 3, 4, 4' радиально удерживается от вращения, то материал должен перемещаться относительно оправки 3, 4, 4' в окружном направлении оправки. За счет этого на зафиксированной оправке возникает относительное движение формуемого тела относительно тела заготовки.
В соответствии с предпочтительной формой исполнения оправки 3, 4, 4' свободно подвижны в окружном направлении и в осевом направлении; за счет этого она может благодаря контакту с прошедшим пластическое деформирование материалом беспрепятственно согласовывать с ним свое движение в обоих названных направлениях. При этом в окружном направлении происходит успешное относительное движение в свободной от контакта области заготовки 8 относительно оправки 4, 4' на стороне шпинделя.
Перечень ссылочных обозначений
1 Шпиндельная головка
2 Задняя бабка
2' Пиноль
3 Оправка задней бабки
3а Цапфа
3b Поверхность оправки задней бабки
3с Торцовая сторона оправки задней бабки
3d Упор
3е Центрирующий диаметр оправки задней бабки
4, 4' Оправка инструментального шпинделя
4а Отверстие
4b, 4b', 4b'' Поверхности оправки инструментального шпинделя
4с Торцовая сторона оправки инструментального шпинделя
4d Разжимной участок
4е Разжимной механизм
5 Корпус инструмента задней бабки
6 Корпус инструмента шпинделя изделия
6а Захват
7 Давильный ролик
8 Заготовка
8.1 Обработанная заготовка
8.1а Первая область
8.1b Область перехода
8.1с Третья область
8.2 Готовая деталь
8.2а Первая область
8.2b Вторая область
8.2с Третья область
9. Полое пространство
10 Толкатель
А Продольная ось заготовки, соответственно, детали
МА Продольная ось для машины для ротационного выдавливания с утонением стенок
S1 Шпиндель
S2 Шпиндель задней бабки
Н1 Гидравлический цилиндр шпиндельной головки
Н2 Гидравлический цилиндр задней бабки
8.3 Газовый баллон
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ МАШИНА ДЛЯ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ/РАСКАТКИ И СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ/РАСКАТКИ | 2016 |
|
RU2698236C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ВЫСОКОВЯЗКИХ СПЛАВОВ НА ОСНОВЕ НИОБИЯ | 2004 |
|
RU2286225C2 |
| Устройство для ротационного выдавливания | 1976 |
|
SU770610A1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ | 1972 |
|
SU422500A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
| УСТАНОВКА ДЛЯ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2487774C1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| Способ чистовой обработки поверхности деталей типа тел вращения | 1989 |
|
SU1722797A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ КОНИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2007242C1 |
Изобретение относится к области обработки металлов давлением, в частности к изготовлению деталей пластическим деформированием. Заготовку зажимают на оправках главной шпиндельной головки и задней бабки и пластически деформируют с помощью по меньшей мере одного давильного ролика в готовую деталь, для чего надвигают участок заготовки на по меньшей мере одну первую оправку, которая установлена с возможностью перемещения параллельно продольной оси. Выравнивают оправки таким образом, что лежащая в заготовке верхняя поверхность образует приблизительно негатив формы внутренней поверхности, подлежащей формовке на заготовке. Выполняют относительное движение между заготовкой и давильным роликом в направлении, параллельном продольной оси при одновременном прижиме давильного ролика к заготовке, в результате чего материал заготовки под воздействием давильного ролика вытесняется таким образом, что оправка смещается вытесненным материалом. Расширяются технологические возможности. 2 н. и 14 з.п. ф-лы, 17 ил. 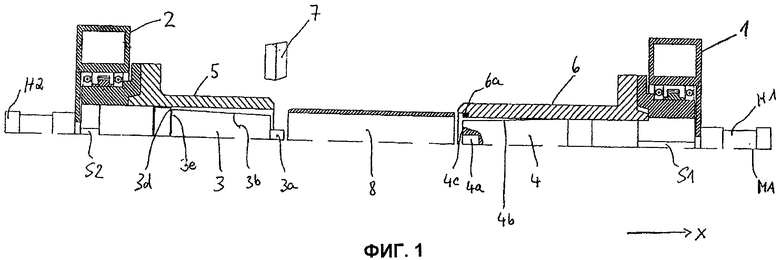
1. Способ изготовления деталей, при котором по существу цилиндрическую заготовку (8) с помощью по меньшей мере одного давильного ролика (7) подвергают пластическому деформированию в готовую деталь (8.2), при этом выполняют следующие этапы:
а) надвигают один участок заготовки (8) на, по меньшей мере, первую оправку (3, 4'), которая установлена с возможностью перемещения параллельно продольной оси (А) заготовки (8),
b) выравнивают оправку (3, 4') с образованием поверхностью (3b, 4b, 4b') заготовки формы примерного негатива для формы внутренней поверхности, подлежащей формованию на заготовке (8),
с) выполняют относительное движение между заготовкой (8) и давильным роликом (7) в направлении, параллельном продольной оси (А) при одновременном прижиме давильного ролика (7) к заготовке (8),
отличающийся тем, что этап с) выполняют таким образом, что материал заготовки (8) под воздействием давильного ролика (7) вытесняется с обеспечением продвижения оправки (3, 4') через вытесненный материал.
2. Способ по п.1, отличающийся тем, что после этапа а) надвигают следующий участок заготовки (8), который расположен напротив первого участка, на вторую оправку (4), установленную с возможностью перемещения параллельно продольной оси (А) заготовки (8), и затем первую (3) и вторую (4) оправки сводят друг с другом таким образом, что поверхности (3b, 4b) заготовки (8) образуют негатив формы внутренней поверхности, подлежащей формовке на заготовке (8).
3. Способ по п.2, отличающийся тем, что оправки (3, 4) в процессе прижима связаны между собой.
4. Способ по одному из пп. 1-3, отличающийся тем, что оправку или оправки (3, 4, 4') периодически выдвигают из заготовки (8) в осевом направлении через вытекающий материал и/или поворачивают.
5. Способ по п.4, отличающийся тем, что смещение происходит в направлении соединенного с задней бабкой (2) первого корпуса (5) инструмента, в котором с возможностью перемещения установлена первая оправка (3).
6. Способ по одному из пп. 1-3, отличающийся тем, что заготовку (8) с помощью находящегося на корпусе (5, 6) поводка (6а) надвигают на первую оправку (3).
7. Способ по п.6, отличающийся тем, что заготовку (8) при надвигании центрируют с помощью первого центрирующего устройства (3е) на первой оправке (3).
8. Способ по п.1, отличающийся тем, что используют по меньшей мере одну оправку (3, 4) в форме конуса или двойного конуса с конической или двойной конической наружной поверхностью (3b, 4b, 4b').
9. Способ по п.1, при котором пластическому деформированию подвергают только один участок заготовки (8), симметричной относительно оси вращения.
10. Машина для ротационного выдавливания с утонением стенок, в частности для изготовления деталей способом по одному из пп. 1-9, содержащая по меньшей мере одну установленную с возможностью перемещения параллельно оси машины (МА) оправку (3, 4, 4') для надвигания подлежащей пластическому деформированию заготовки (8) и по меньшей мере один давильный ролик (7) для пластического деформирования заготовки (8), причем по меньшей мере одна оправка (3, 4, 4') выполнена с наружной поверхностью, имеющей в области надвинутой заготовки (8) сужающийся участок, который образует по существу негатив формы внутренней поверхности, подлежащей формированию на заготовке (8), при этом по меньшей мере одна оправка (3, 4, 4') установлена таким образом, что при пластическом деформировании она смещается вытесняемым посредством давильных роликов из заготовки (8) материалом и/или поворачивается.
11. Машина для ротационного выдавливания по п.10, отличающаяся тем, что она содержит шпиндельную головку (1) с корпусом (6) инструмента и соответствующей оправкой (4), которая установлена с возможностью перемещения параллельно оси (МА) машины.
12. Машина для ротационного выдавливания по п.11, отличающаяся тем, что в ней предусмотрена задняя бабка (2) с соответствующей, установленной с возможностью перемещения параллельно оси (МА) машины оправкой (3), причем обе оправки (3, 4) расположены концентрически, причем обе оправки (3, 4) обращены друг к другу своими торцовыми сторонами (3с, 4с) и каждая из них сужается в направлении своей торцовой стороны (3с, 4с).
13. Машина для ротационного выдавливания по п.12, отличающаяся тем, что в ней предусмотрен приданный задней бабке, установленный с возможностью вращения параллельно оси (МА) машины корпус (5) инструмента.
14. Машина для ротационного выдавливания по одному из пп.11-13, отличающаяся тем, что одна оправка (3) содержит цапфу (3а), которая для центрирования с другой оправкой (4) может вводиться в предусмотренное на ней отверстие (4а).
15. Машина для ротационного выдавливания по п.10, отличающаяся тем, что по меньшей мере одна оправка (3, 4, 4') содержит центрирующий элемент для подлежащей приему заготовки (8).
16. Машина для ротационного выдавливания по п.10, отличающаяся тем, что оправка (4') выполнена с разжимным устройством.
| DE 102005057945 A1, 21.06.2007 | |||
| Устройство для ротационной вытяжки изделий со сложной поверхностью | 1990 |
|
SU1692302A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2009 |
|
RU2417854C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ РОТАЦИОННОЙ ВЫТЯЖКОЙ | 1994 |
|
RU2086330C1 |
| ГРЕДИТОР М.А | |||
| Давильные работы и ротационное выдавливание | |||
| - М.: Машиностроение, 1971, с.47, рис.28. | |||

