Таким образом, изменяя зазор в завиоимости от величины фактического удлинения заготовки, получим точные линейные и угловые размеры, определяющие профиль детали.
При обратном ротационном выдавливании цилиндрических деталей цеременного профиля, сочетающего участки с переменной и постоянной толщиной стенки, данная зависимость учитывает любые отклонения зазора в пределах допуска на изготовление заготовки и детали, тем самым обеспечивая точность липейпых размеров участков с постоянной толщиной стенки и точность угловых размеров участков с переменной толщиной стенки.
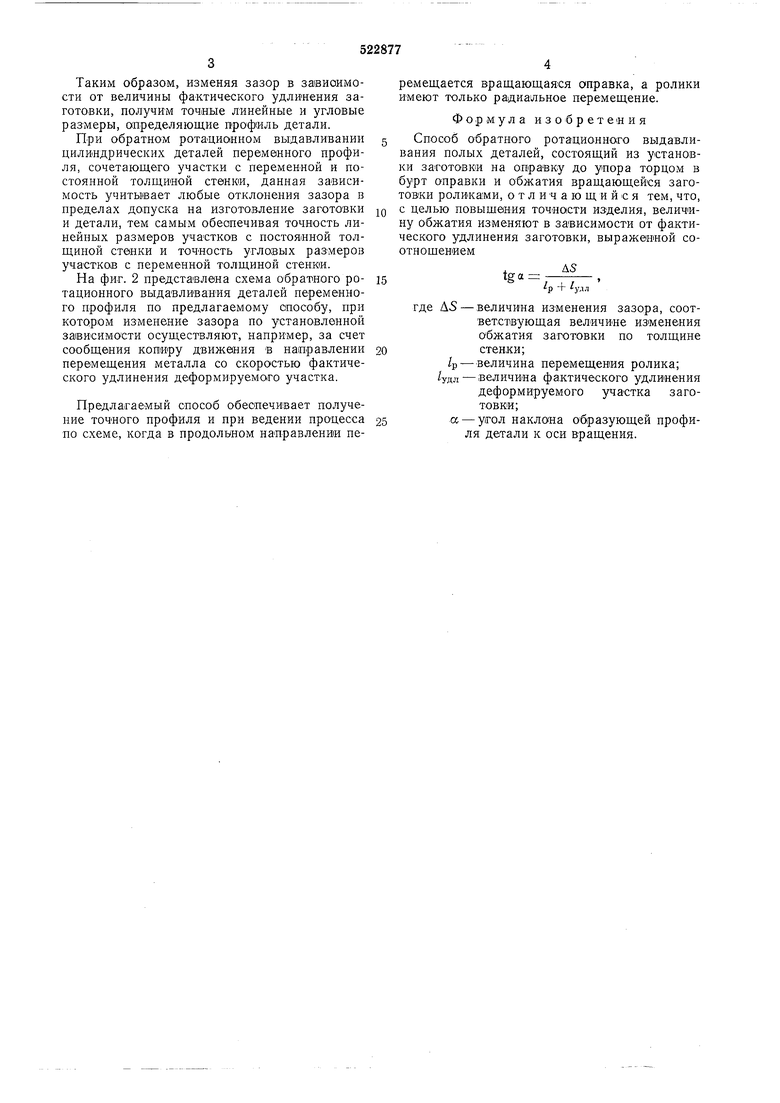
На фиг. 2 представлена схема обратного ротационного выдавливания деталей неременного профиля по предлагаемому способу, при котором изменение зазора по установленной зависимости осуществляют, например, за счет сообщения копиру движения в паиравлении перемещения металла со скоростью фактического удлинения деформируемого участка.
Предлагаемый способ обеспечивает получение точного профиля и при ведении процесса по схеме, когда в продольном направлении перемещается вращающаяся оправка, а ролики имеют только радиальное перемещение.
Формула изобретения
Способ обратного ротационного выдавливания полых деталей, состоящий из установки заготовки на олравку до упора торцом в бурт оправки и о бжатия вращающейся заготовки роликами, отличающийС я тем, что, с целью повышения точности изделия, величину обжатия изменяют в зависимости от фактического удлинения заготовки, выраженной соотношением
,Л5
Р Г У-1Л
где А5 - величина изменения зазора, соответствующая величине изменения обжатия заготовки по толщине стенки;
/р-величина перемещения ролика; удл-величина фактического удлинения деформируемого участка заготовки;
а - угол наклона образующей профиля детали к оси вращения.
Напрадление ud/}uffe - Hue azomoSки
1 Наппавление .. д1и/кения /304-ц- u
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых осесимметричных деталей | 1977 |
|
SU745584A1 |
| Способ изготовления полых осесимметричных тонкостенных деталей | 1989 |
|
SU1690931A1 |
| Станок для ротационного выдавливания | 1974 |
|
SU505468A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЖИВАЛЬНОЙ ОБОЛОЧКИ СО ЗНАЧИТЕЛЬНЫМ ПЕРЕПАДОМ ПРОФИЛЯ ОБЖАТИЕМ ЗА ОДИН ИЛИ НЕСКОЛЬКО ПРОХОДОВ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ | 2009 |
|
RU2434704C2 |
| Способ изготовления полых корпусных деталей | 1977 |
|
SU631238A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОЖИВАЛЬНЫХ И КОНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465976C1 |
| Устройство для ротационной обработки полых изделий | 1980 |
|
SU863082A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2009 |
|
RU2420367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПАРТИЙ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И НЕРЖАВЕЮЩИХ СТАЛЕЙ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ ОДНО ИЛИ НЕСКОЛЬКО ПЕРЕХОДНОЙ ОБРАБОТКОЙ ЛИСТОВОЙ ЗАГОТОВКИ | 2010 |
|
RU2454288C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ С УТОНЕНИЕМ СТЕНКИ ПОЛОЙ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МНОГОФАЗНОГО СПЛАВА | 2017 |
|
RU2650462C1 |

-v;v
лх X X х X у у у| / / //// / / // / /
x:WV A7XXXY -СХ,.V
iTl
oJn
4
U,
f
