Настоящее изобретение относится к области машиностроения и может быть использовано при шлифовании профильных деталей.
Из существующего уровня техники известен способ правки шлифовального круга с помощью алмазных роликов [Ипполитов Г.М. Абразивно-алмазная обработка М., Машиностроение, 1969 г., Глава VIII, стр.154-157].
Наиболее близким к заявленному техническому решению является способ правки шлифовального круга с выпуклым профилем с помощью алмазного ролика [US 3273555, В24В, 20.09.1966]. В этом способе ось вращения алмазного ролика располагается под прямым углом скрещивания к оси шлифовального круга, а алмазному ролику сообщается подача на врезание под углом к радиальному направлению шлифовального круга.
Недостатком данного технического решения является то, что возможность правки различных участков выпуклого профиля шлифовального круга цилиндрической поверхностью алмазного ролика ограничивается конструктивными элементами станка, расположенными вблизи зоны правки и ограничивающими подход алмазного ролика к отдельным участкам профиля. Это накладывает ограничения на возможность правки профильных шлифовальных кругов.
Задачей, на решение которой направленно заявляемое изобретение, является обеспечение правки любых участков выпуклых профилей шлифовальных кругов цилиндрической поверхностью алмазного ролика.
Поставленная задача решается за счет того, что в заявленном способе правки шлифовального круга с выпуклым профилем с помощью алмазного ролика правка производится цилиндрической поверхностью алмазного ролика, ось которого скрещивается с осью шлифовального круга, а в процессе правки осуществляется относительное перемещение алмазного ролика и шлифовального круга по трем линейным координатам и одной угловой координате, обеспечивающей изменение угла скрещивания.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является возможность правки алмазным роликом всего профиля шлифовального круга.
Сущность данного способа поясняется чертежами, на которых изображено:
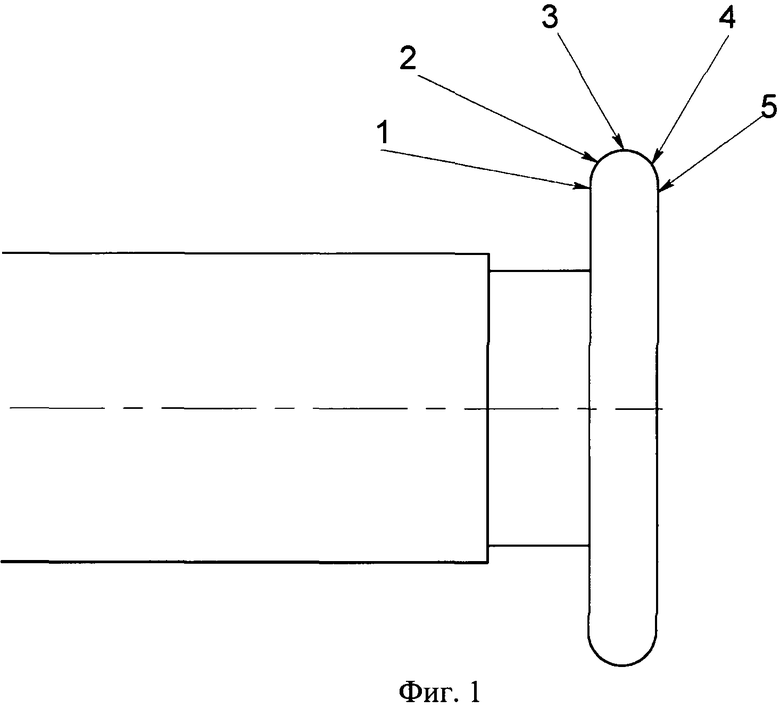
На фиг.1 - обозначение участков профиля шлифовального круга, подвергаемых правке, где: 1 - торцевой участок профиля с внутренней стороны, 2 - боковой участок профиля с внутренней стороны, 3 - периферийный участок профиля, 4 - боковой участок профиля с наружной стороны, 5 - торцевой участок профиля с наружной стороны.
На фиг.2 - правка торцевого участка профиля с внутренней стороны,
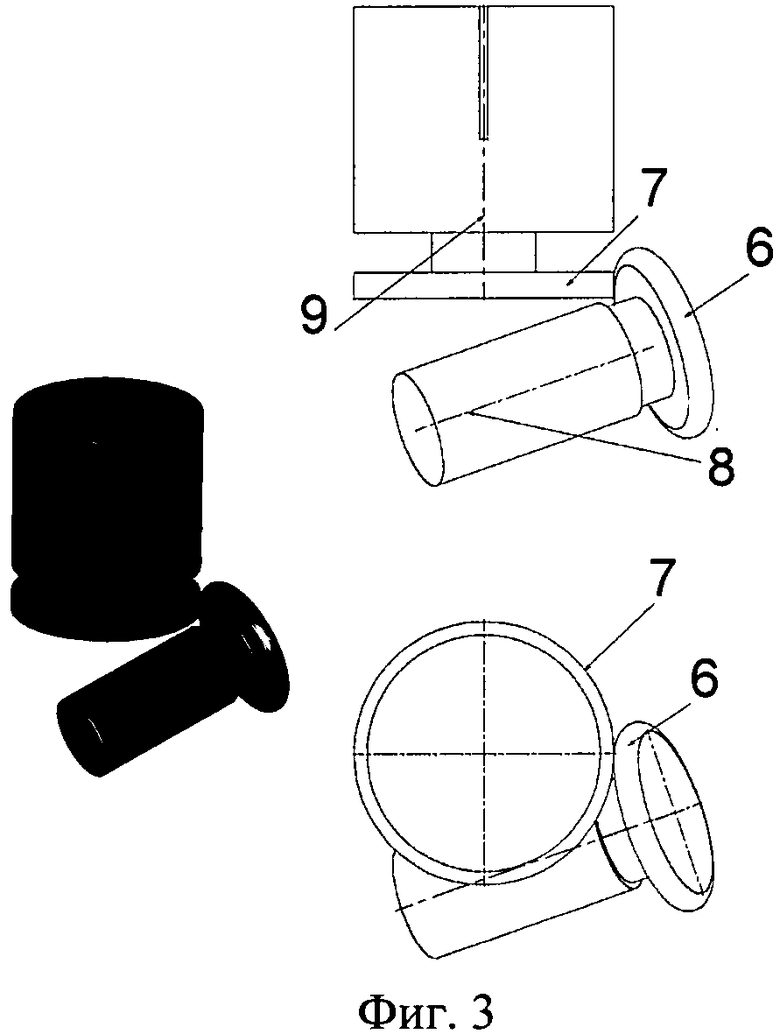
на фиг.3 - правка бокового участка профиля с внутренней стороны,
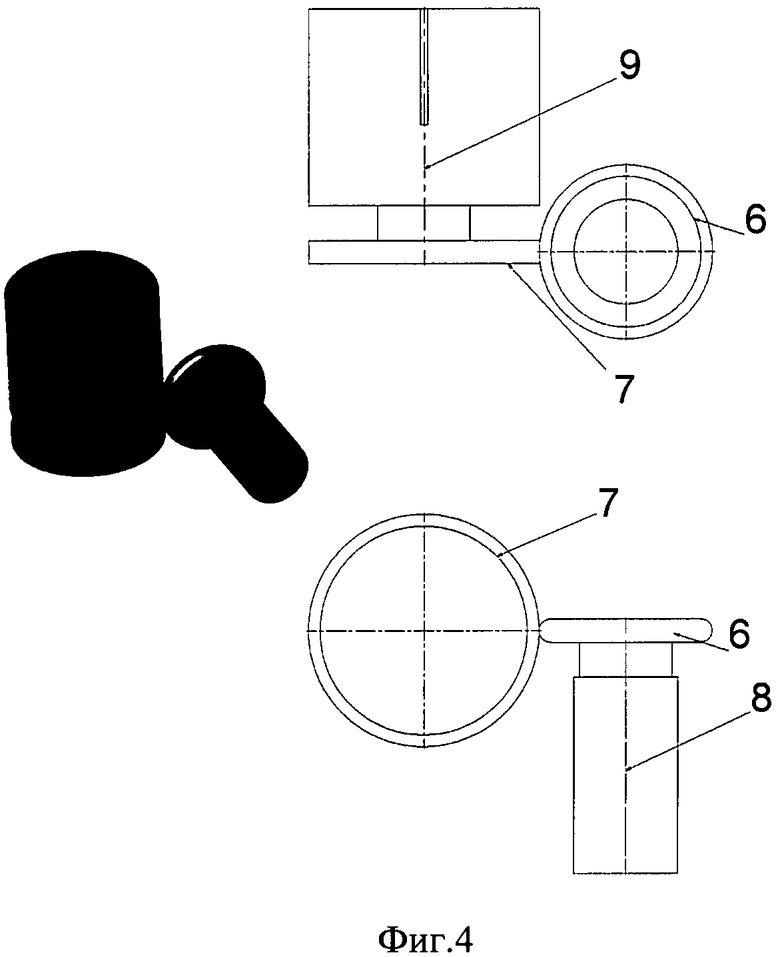
на фиг.4 - правка периферийного участка профиля,
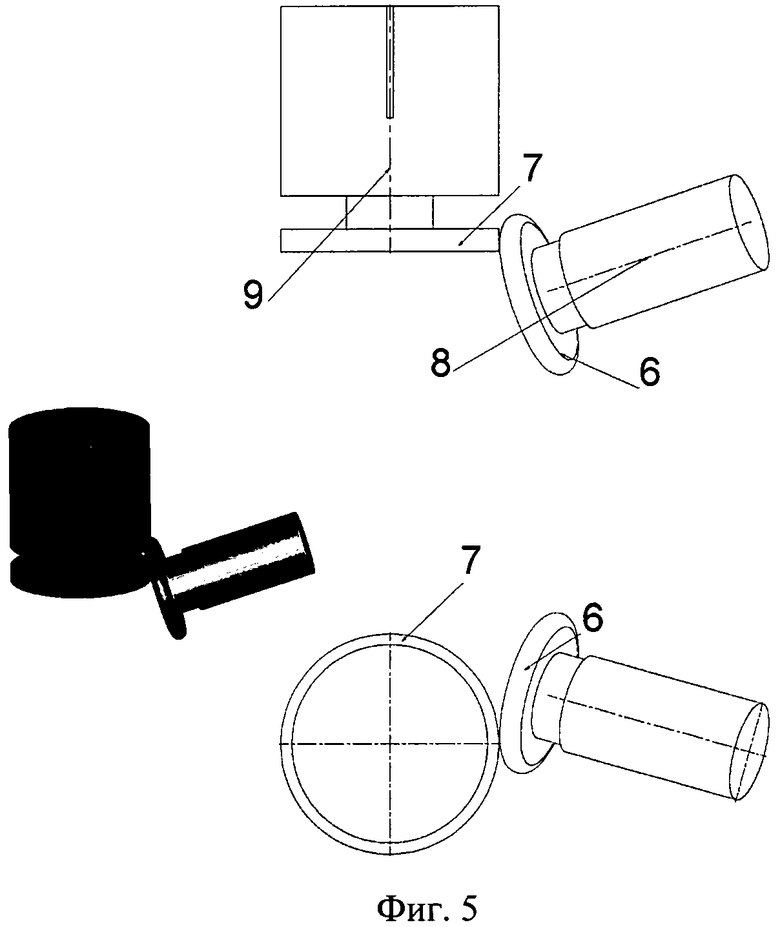
на фиг.5 - правка бокового участка профиля с наружной стороны,
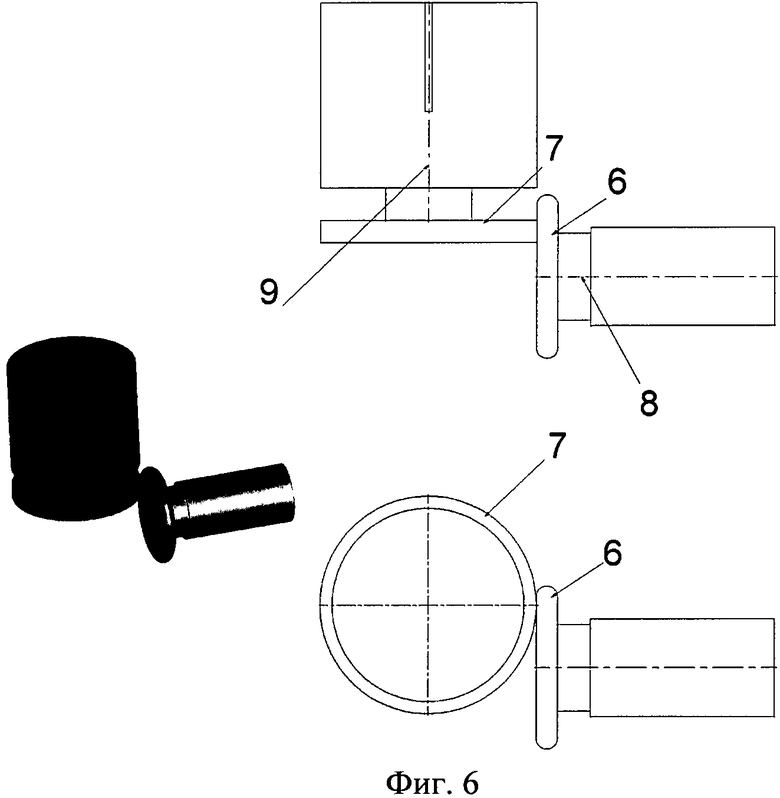
на фиг.6 - правка торцевого участка профиля с наружной стороны,
где:
6 - шлифовальный круг, 7 - алмазный ролик, 8 - ось шлифовального круга, 9 - ось алмазного круга.
Способ правки шлифовального круга с выпуклым профилем с помощью алмазного ролика осуществляется следующим образом. Правка производится цилиндрической поверхностью правящего ролика. Оси вращения шлифовального круга и правящего ролика скрещиваются. В процессе правки осуществляется относительное перемещение алмазного ролика и шлифовального круга по трем линейным координатам и одной угловой координате, обеспечивающей изменение угла скрещивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки фасонного шлифовального круга | 1988 |
|
SU1646818A1 |
| Способ правки профильного шлифовального круга | 1984 |
|
SU1140942A1 |
| Способ правки фасонного шлифовального круга | 1980 |
|
SU863316A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ правки фасонного шлифовального круга | 1966 |
|
SU443749A1 |
| Способ правки шлифовального круга | 1989 |
|
SU1689049A1 |
| Способ правки шлифовального круга роликом | 1981 |
|
SU975367A1 |
| Круглошлифовальный станок | 1985 |
|
SU1323345A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ФАСОННОГО АЛМАЗНОГО ШЛИФОВАЛЬНОГО КРУГА И СПОСОБ ПОДГОТОВКИ УСТРОЙСТВА К ПРОВЕДЕНИЮ ИЗМЕРЕНИЯ РЕЛЬЕФА ПРОФИЛЯ РАБОЧЕЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 1999 |
|
RU2183547C2 |
Изобретение относится к области машиностроения и может быть использовано при шлифовании профильных деталей. Производят правку шлифовального круга с выпуклым профилем цилиндрической наружной поверхностью правящего алмазного ролика. Оси вращения шлифовального круга и правящего ролика скрещивают. В процессе правки осуществляют изменения угла скрещивания с относительным перемещением алмазного ролика и шлифовального круга по трем линейным координатам и одной угловой координате. В результате обеспечивается возможность правки цилиндрической поверхностью алмазного ролика всего профиля шлифовального круга. 6 ил.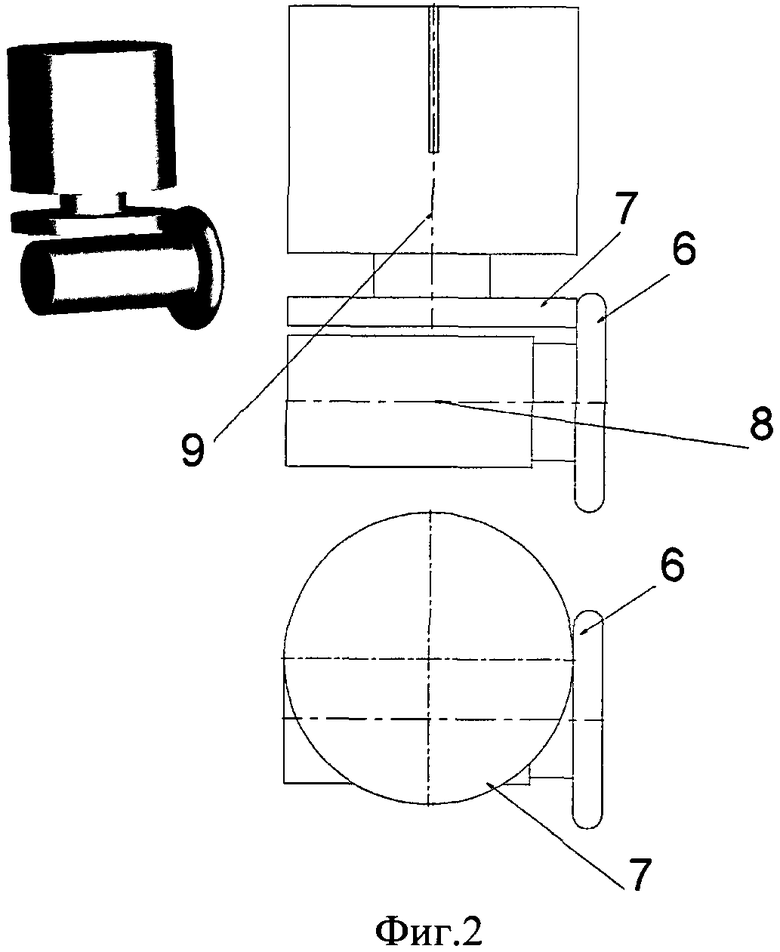
Способ правки шлифовального круга с выпуклым профилем посредством алмазного ролика, включающий правку цилиндрической поверхностью алмазного ролика, ось которого скрещивается с осью шлифовального круга, отличающийся тем, что в процессе правки осуществляется изменение угла скрещивания при относительном перемещение алмазного ролика и шлифовального круга по трем линейным координатам и одной угловой координате.
| US 3273555 A, 20.09.1966 | |||
| Способ правки шлифовального круга роликом | 1981 |
|
SU975367A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100179C1 |

