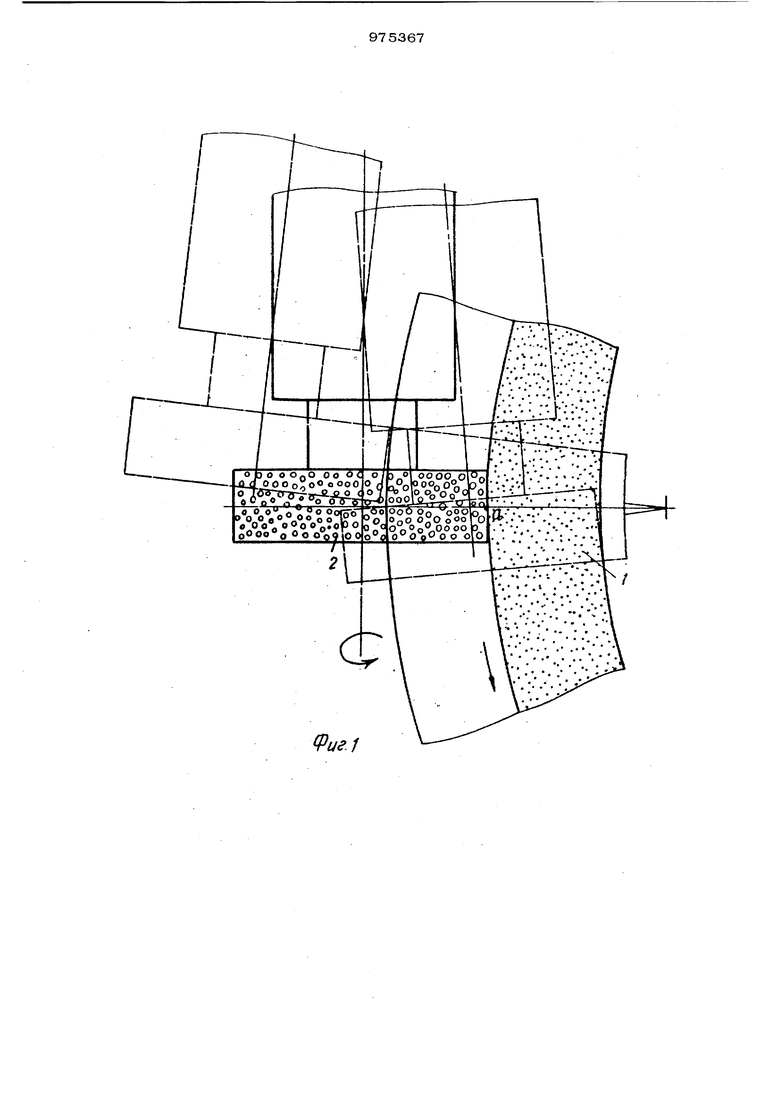
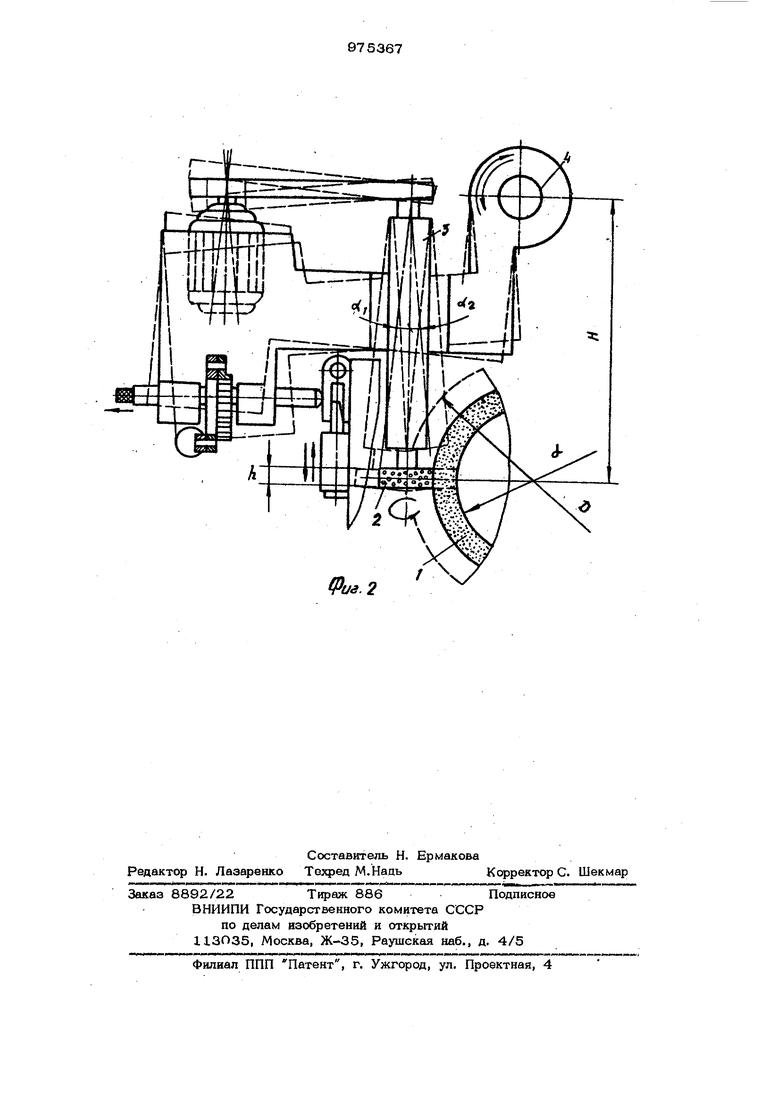
Изо етение относится к машиностроению и может быть использовано при шли фовании деталей. . Известен способ , шлифовальног круга роликом, согласно которому ось вращения ролика располагают под прямым углом скрещивания к оси шлифовального круга и сообщают ролику подачу на вре.зание под углом к радиальному явчправпению шлифовального круга 1. Этот способ не обеспечивает повышенное качество щэавки, так как время работы разных участков по высоте ролика одинаково, а скорость износа изменяется по мере уменьшения диаметра шлифовалького круга, что приводит к изменению условий правки. Целью изобретения является повышение качества главки. Эта цель достигается тем, что подачу на врезание осуществляют по дуге относительно оси, параллельной оси шлифовал ного круга. На фиг. 1 показана схема, иллюстрирующая предлагаемый способ щэавки; на фиг. 2 - вариант конструкции устройства, обеспечивающего правку по данному способу. Для правки шлифовального круга I исподьзуется ролик 2, ось которого расположена под прямым углом скрещивания к оси шлифовального круга. Правку осуществляют прк подаче родика на врезание под углом к радиальному направлению шлифовального круга. Это достигается благодаря подаче ролика по дуге относительно оси, параллельной оси шлифовального круга. При этом угол между текущим нащэавлением подачи на врезание и радиальным направлением шлифовального круга, постоянно изменяется. В устройстве для реализации пр едлагаемого способа для осуществления указанного приема подачи на врезание правящее приспособление 3 имеет шарн|ф 4,
ось расположена на расстоянии Н от оси шлифовального круга 1.
При правке круга диаметром D правящее приспособление 3 отклоняется на угол. d, а при правке круга диаметром d оно от клоняется на угол ot. Яа счет этого ролик 2 меняет точку d контакта с шлифовальным кругом таким образом, что она перемещается по всей высоте ролика. П р и. м е р. Проводилась Правка шлифовального круга 1 диаметром D 500 мм обрабатывающего поверхность качения колец подшипников, поэтому радиус рабочей поверхности правящего алмазного ролика 2 был равен радиусу о(5разующей поверхности качения обрабатываемых колец. Высота гфавящего алмазного ролику 2 ti 40 мм выбрана из соотношения -h сЗ-Цо где ot - угол наклона ролика в момент наименьшего износа шлифовального круга 1; d - диаметр отработанного щлифоваль ного круга. Предлагаемый способ реализовывали с помой1ью, правящего приспособления, в котором держателю ролика обеспечивали поворот под собственным весом относительно оси, параллельной оси вращения шлифовального круга 1, расстояние между осью вращения шлифовального круга 1 и осью поворота держателя ролика м а правящий алмазный ролик 2 устанавливали с возмсисностью вращения относительно оси, расположенной под прямым углом скрещивания к оси вращения шлифовального круга 1 в положении,,соответствующему среднему износу круга 1. Правящий алмазный ролик 2 устанавливали наклонно на угол d 5°6О за счет поворота держателя от щлифовального круга 1, затем приводили его во i aщение и осуществляли подачу к шлифоваль ному кругу 1 путем поворота держателя под собственным весом. Проводят щэсщесс гфавки круга 1. По окончании гфоцесса правки алмазный ролик 2 автоматически отводили от шлифоБального круга 1 на постоянную величину независимо от величины износа шлифовального круга 1. Таким образом, по мере износа шлифовального круга 1 в процессе обработки поверхности качения колец проводилась пр&ела шлифовального круга 1. Круг 1 правили до тех пор, пока диаметр его d стал равен 4ОО мм. За емя полного износа шлифовального круга I в гфавке последовательно приняла участие вся рабочая поверхность алмазного ролика 2. Использование предлагаемого способа позволяет ргщионально использовать поверхность ролика за счет выбора такой траектории подачи на врезание, которая обеспечивает стабильность условий правки при различной степени износа шлифовального круга. Это дает возможность уменьшить геометрический брак за счет улучшения качества правки шлифовального круга, повысить производительность труда на 2О%. Экономия от использования предлагаемого способа на одном бесцентровом круглощлифовальном станке за год может составить 6550 руб. Формула изобретения Способ iqiaBKH шлифовального круга роликом, согласно которому ось ращения ролике располагают под прямым углом скрещивания к оси шлифовального круга и сообщают ролику подачу на врезание под угпом к радиальному нащзавлению шлифовального круга, отличающийся тем, что, с целью повьшення качества {фввкн, подачу на юзание осуществляют по дуге относительно оси; параллельной ООН шлифовального круга. Источники информации, 1фивятыв во внимание при экспертизе 1. Патент США М 3273555, кл. 12511, 1061.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА С ВЫПУКЛЫМ ПРОФИЛЕМ С ПОМОЩЬЮ АЛМАЗНОГО РОЛИКА | 2011 |
|
RU2527103C2 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2006 |
|
RU2317188C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| Способ глубинного шлифования с правкой шлифовального круга | 1989 |
|
SU1703396A1 |
| ШПИНДЕЛЬНАЯ ШЛИФОВАЛЬНАЯ ГОЛОВКА | 1997 |
|
RU2120848C1 |
| Правящий инструмент | 1981 |
|
SU1007950A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100179C1 |
| Правящий фасонный инструмент | 1980 |
|
SU908583A1 |
| Круглошлифовальный станок | 1985 |
|
SU1323345A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |