1
Изобретение относится к шлифованию преимущественно режущих инструментов, имеющих профИльные канавки на своей поверхности.
Известны способы правки фасонного шлифовального круга двумя установленными на одной оси правящими кругами, рабочая поверхность каждого из которых соответствует части профиля круга.
Осуществление правки кругов, предназначенных, например, для шлифования канавок режущего инструмента, известными способами вызывает затруднения, так как на правящих кругах сложно наносить профиль в связи с ограниченностью места расположения профилирующих инструментов.
Предложенный способ отличается тем, что ось правящих инструментов располагают под углом скрещивания к оси шлифовального круга.
Это упрощает процесс правки кругов, так как увеличивается место для расположения профилирующих инструментов.
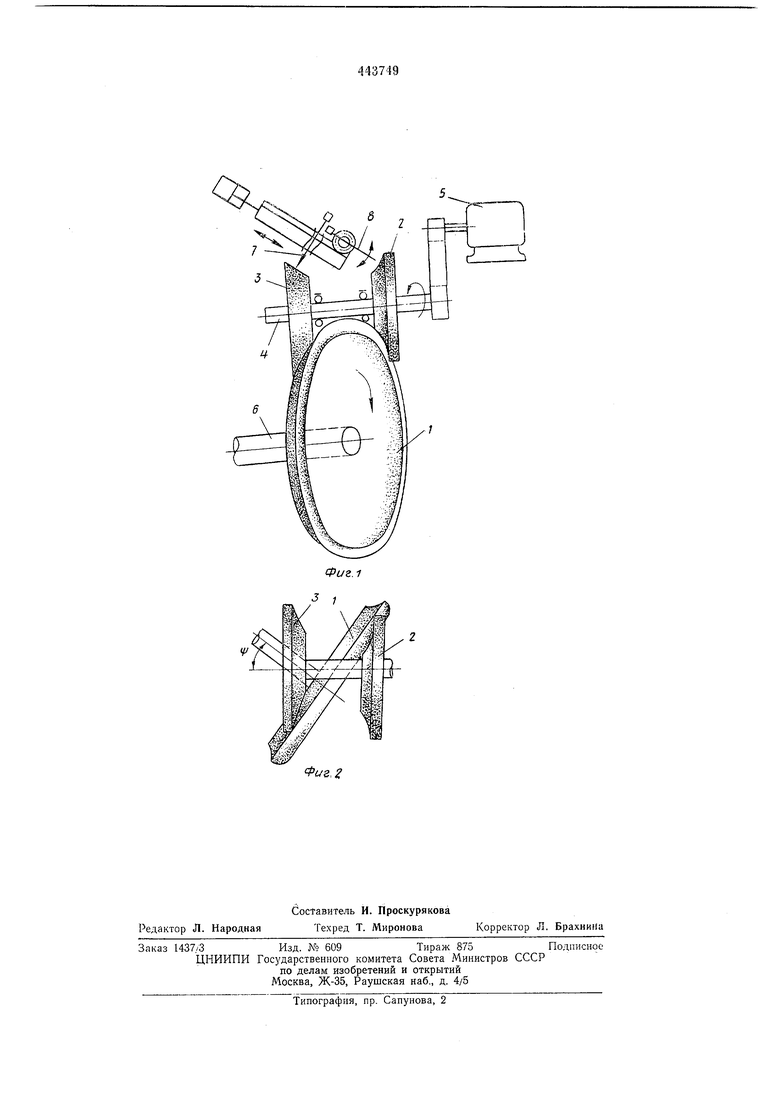
На фиг. 1 показана схема осуществления предложенного способа; на фиг. 2 - правящие и щлифовальный круги, вид сверху.
Правку щлифовального круга 1 осуществляют двумя правящими кругами 2 и 3, установленными на общей оси 4 и вращающимися от одного двигателя 5.
Ось 4 правящих кругов скрещивают с осью 6 шлифовального круга 1 на угол . За счет этого увеличивается расстояние между кругами 2 и 3, необходимое для размещения профилирующих инструментов 7 и 8.
На правящем круге 2 наносят с помощью профилирующего инструмента 7 профиль, соответствующий части профиля щлифовального круга 1. На втором правящем круге с помощью профилирующего инструмента 8 наносят профиль, соответствующий другой части профиля щлифовального круга.
В результате правки одновременно двумя правящими кругами на поверхности щлифовального круга образуется сразу весь требуемый фасонный профиль.
Предмет изобретения
20
Способ правки фасонного щлифовального круга двумя установленными на одной оси правящими кругами, рабочая поверхность каждого из которых соответствует части профиля круга, отличающийся тем, что, с целью упрощения процесса правки, например, кругов, предназначенных для шлифования канавок режущего инструмента, ось правящих кругов располагают под углом скрещивания
к ОС1 шлифовального круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки шлифовального круга | 1982 |
|
SU1060446A1 |
| Способ правки профильного шлифовального круга | 1984 |
|
SU1140942A1 |
| УСТРОЙСТВО для ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1970 |
|
SU268933A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Способ врезного шлифования профильной детали дисковым шлифовальным кругом с периодической правкой | 1981 |
|
SU956246A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2100181C1 |
| УСТРОЙСТВО для ПРАВКИ ШЛИФОВАЛБКОГО КРУГА АЛМАЗНБ1МИ КАРАНДАШАМИ | 1966 |
|
SU180107A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Устройство для электроэрозионного профилирования алмазных кругов | 1982 |
|
SU1127732A1 |
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526964A1 |