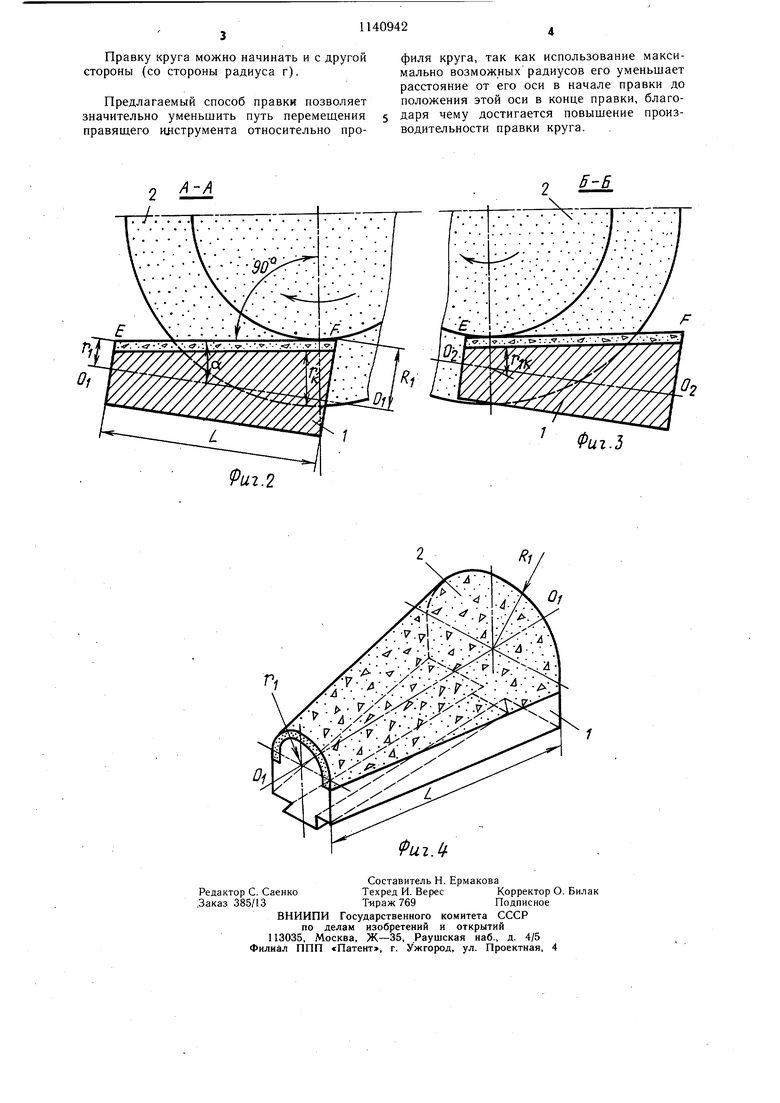
Изобретение относится к машиностроению и может быть использовано при шлифовании профильных деталей, Известен способ правки профильного шлифовального круга фасонным правящим инструментом с рабочей частью в виде фигуг ры вращения, которому сообщают вращение вокруг собственной оси, перемещение на врезание и дополнительное осевое перемещение 1. Однако .этот способ имеет ограниченные технологические возможности в связи с тем, что обеспечивает правку круга только одного профиля. Известен также способ правки профильного шлифовального круга фасонным правящим инструментом с рабочей частью в виде фигуры вращения, которому сообщают перемещение вдоль образующей шлифовального круга и поворот вокруг собственной оси 2. Однако данный способ не обеспечивает высокую производительность правки в связи с тем, что размеры зоны контакта правящего инструмента со шлифовальным кругом являются ограниченными. Известен способ правки профильного шлифовального круга фасонным правящим инструментом с рабочей частью в виде фигуры вращения, который перемещают вдоль образующей шлифовального круга с непрерывным качанием, причем в качестве правящего инструмента используют алмазный брусок 3. Однако известный способ не обеспечивает повышенную производительность правки профильного шлифовального круга, так как геометрические параметры зоны контакта правящего инструмента со шлифовальным кругом изменяются в процессе правки незначительно. Цель изобретения - повышение производительности способа правки профильного шлифовального круга. Поставленная цель достигается тем, что согласно способу правки профильного шлифовального круга фасонным правящим инструментом с рабочей частью в виде фигуры вращения, который перемещают вдоль образующей шлифовального круга с непрерывным качанием, ось правящего инструмента располагают под прямым углом скрещивания к оси шлифовального круга, сообщают правящему инструменту дополнительное перемещение вдоль его образующей, а качание осуществляют вокруг оси, параллельной его собственной оси и расположенной на расстоянии, меньшем его радиуса, лежащего на общей нормали к его образующей и к оси щлифовального круга. На фиг. 1 показан шлифовальный круг и два положения правящего инструмента при правке большого и малого радиусов; на фиг. 2 - разрез А-А на фиг. 1 (шлифовальный круг и правящий инструмент, касающийся круга своим большим радиусом); на фиг. 3 - разрез Б-Б на фиг. 1 (шлифовальный круг и правящий инструмент, касающ 1Йся круга своим малым радиусом); на фиг. 4 - вариант выполнения правящего инструмента. Фасонный правящий инструмент 1 с рабочей частью в виде фигуры 2 вращения используется для правки профильного щлифовального круга 3 с образующей 4. Правка осуществляется следующим образом. Правящий инструмент 1 подводят к шлифовальному кругу 3 таким образом, что образующая EF касательна кругу, причем правящий инструмент длиной L имеет рабочую поверхность в виде фигуры вращения с радиусом г, с одного торца и радиусом R с другого торца. Ось OjOi правящего инструмента 1 находится под углом «. к образующей EF. Правку, щлифовального круга 3 производят любым участком рабочей части правящего инструмента I посредством качания его относительно оси ОаОг и перемещения вдоль образующей 4 круга, при этом правящий инструмент перемещают в одну или другую сторону в направлении образующей EF. Ось ОгОг параллельна оси OiO, которая в свою очередь расположена под прймым углом скрещивания к оси щлифовального круга 3. Правку начинают с любой стороны профиля щлифовального круга. При этом контактирующий с кругом радиусный профиль правящего инструмента должен быть меньше или равным радиусу заправляемого им участка на круге. Прямолинейные участки профиля круга правят рабочей частью правящего инструмента с максимальным радиусом. Сначала правят, например, участок профиля круга с радиусом R рабочей частью правящего инструмента меньшего или равного радиуса, т. е. радиус качания правящего инструмента г, в точке контакта с шлифовальным кругом должен быть равен или меньше радиуса R. При переходе с участка профиля круга с радиусом R на прямолинейный участок CD правящий инструмент перемещают вдоль образующей EF таким образом, что точка контакта круга и правящего инструмента находится ближе к торцу с максимальным радиусом RI, при этом радиус качания правящего инструмента г должен быть равным или меньще радиуса Rj, далее при переходе с прямолинейного участка CD на участок с радиусом г правящий инструмент перемещают в направлении образующей EF к торцу с меньщим радиусом Гд, при этом радиус качания правящего инструмента г, должен быть равен или меньше радиуса г .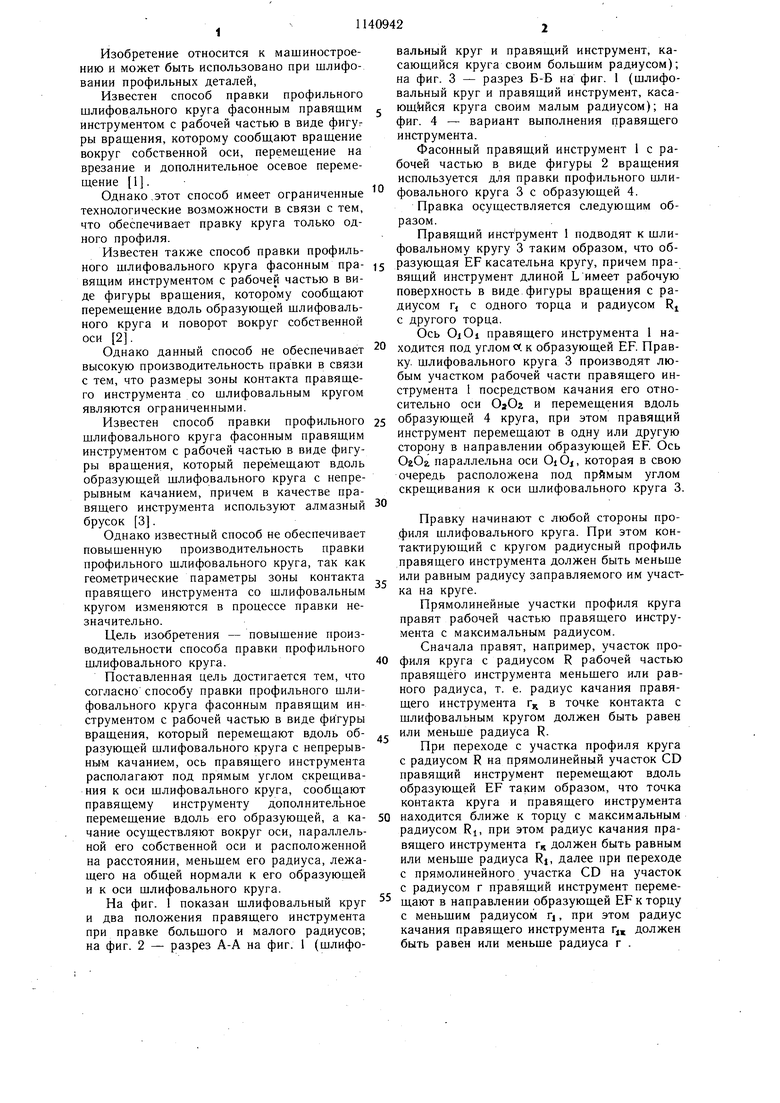
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки фасонного шлифовального круга | 1966 |
|
SU443749A1 |
| Способ правки фасонного шлифовального круга | 1988 |
|
SU1646818A1 |
| Способ правки шлифовального круга | 1982 |
|
SU1060446A1 |
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526965A1 |
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526964A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕ1МИ, ИМЕЮЩИЕ ПРОФИЛЬ ЧАСТИ ОКРУЖНОСТИ | 1971 |
|
SU292407A1 |
| Круглошлифовальный станок | 1985 |
|
SU1323345A1 |
| Устройство для правки шлифовального круга по дуге окружности | 1980 |
|
SU863315A1 |
| Устройство для правки фасонных шлифовальных кругов | 1960 |
|
SU141402A1 |
СПОСОБ ПРАВКИ ПРОФИЛБНОГО ШЛИФОВАЛЬНОГО КРУГА фасонным правящим инструментом с рабочей частью в виде фигуры вращения, который перемещают вдоль образующей щлифовального круга с непрерывным качанием, отличающийся тем, что, с целью повышения производительности, ось правящего инструмента располагают под прямым углом скрещивания к оси шлифовального круга, сообщают правящему инструменту дополнительное перемещение вдоль его образующей, а качание осуществляют вокруг оси, параллельной его собственной оси и расположенной на расстоянии, меньщем его радиуса, лежащего на общей нормали к его образующей и к оси шлифовального круга. (Л ;о 4 to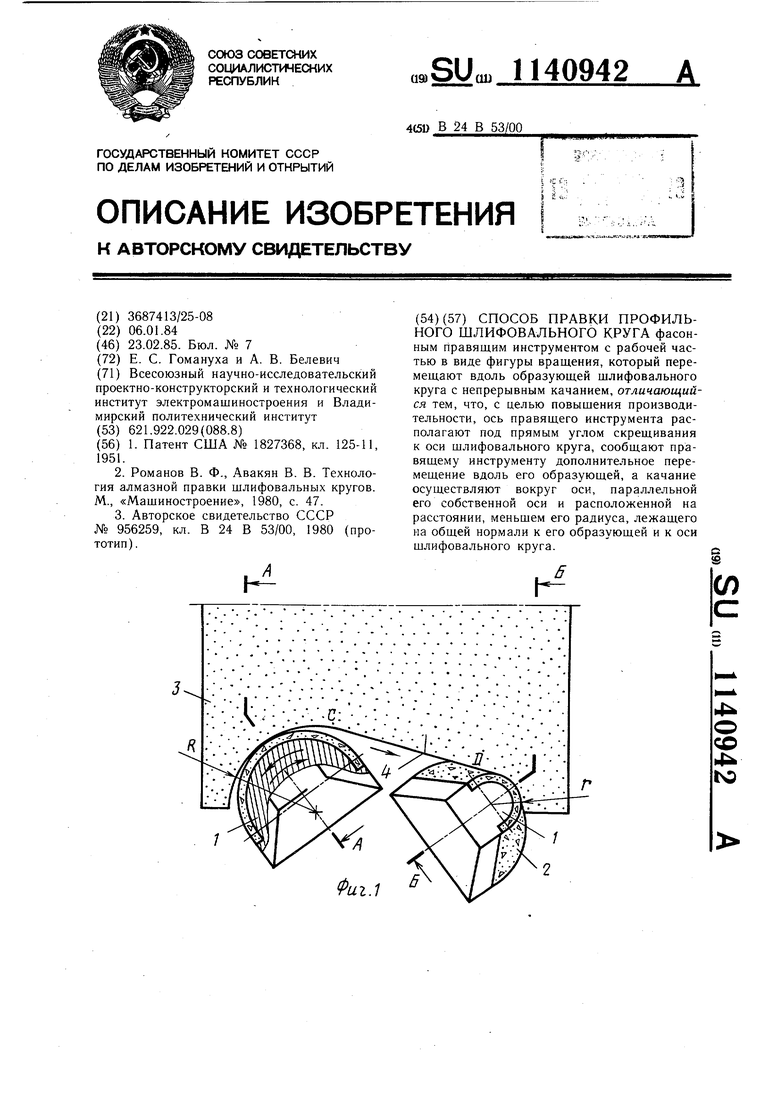
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Селективное оптическое покрытие | 1991 |
|
SU1827368A1 |
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ф., Авакян В | |||
| В | |||
| Технология алмазной правки шлифовальных кругов | |||
| М., «Машиностроение, 1980, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
