Изобретение относится к области корпусного судостроения и может быть применено при соединении сваркой деталей большой толщины.
Известен способ электронно-лучевой сварки титановых сплавов большой толщины (см. Мартынов В.Н., Хохловский А.С., Слива А.П. «Электронно-лучевая сварка сталей, алюминиевых и титановых сплавов большой толщины». - Сварочное производство, 2009, №12, с.22 - 25) - наиболее близкий аналог.
При формировании стыка на одной из деталей образуют подкладку из припуска, удаляемую при механической обработке после сварки стыка, которую ведут при вертикальном положении луча.
В этом способе при формировании стыка деталей большой толщины, соединяемых электронно-лучевая сваркой, оговаривается величина зазора между торцами деталей в стыке (до 0,3 мм), но не регламентируются размеры подкладки сварного соединения, которые гарантированно обеспечивают вывод дефектного корневого участка сварного соединения за пределы шва.
Поэтому выбор оптимальных размеров подкладки является наиболее критичным моментом, определяющим качество сварного соединения.
Применение подкладки большей или меньшей толщины и ширины приводит либо к излишнему расходу металла заготовки, либо к повышению вероятности образования корневых дефектов сварного соединения, что влечет за собой дополнительные затраты на их исправление.
Технической задачей предлагаемого изобретения является снижение дефектности сварных соединений деталей больших толщин из титановых сплавов при электронно-лучевой сварке.
Технический результат достигается тем, что в способе формирования стыка деталей большой толщины из титановых сплавов, соединяемых электронно-лучевой сваркой, заключающемся в образовании из припуска одной из деталей удаляемой при механической обработке после сварки стыка при вертикальном положении луча подкладки, толщину и ширину подкладки выполняют равной соответственно 0,25-0,35 и 0,10-0,15 от толщины стыка, при этом с обратной стороны подкладки напротив стыка выполняют риску глубиной 0,004-0,006 от толщины стыка, по которой визуально оценивают отсутствие непровара по выходу проплава.
Оптимальные параметры прокладки и глубина риски определены эмпирически в результате многочисленных экспериментов, в которых эти параметры варьировались.
Предлагаемые значения параметров позволяют обеспечить бездефектное формирование сварного.
На фиг.1 приведена конструкция стыка свариваемых деталей.
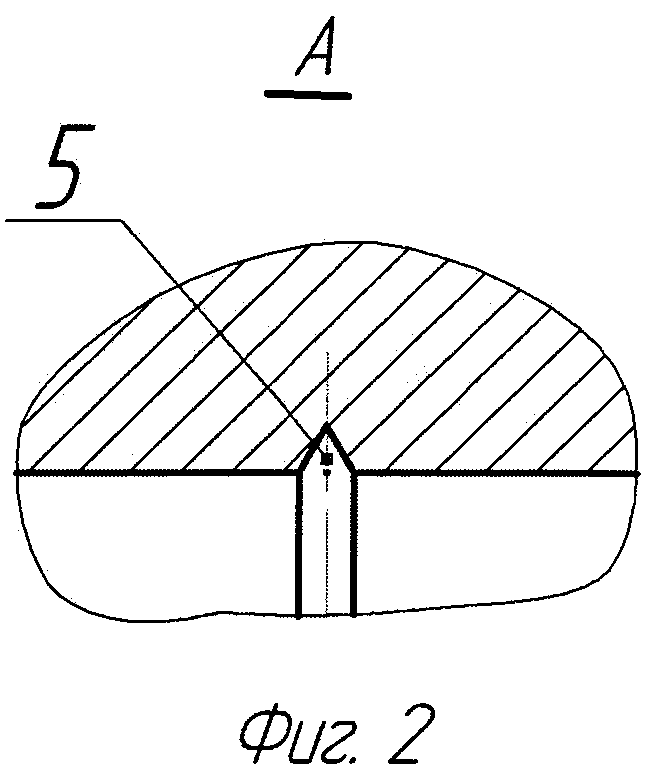
На фиг.2 показана выноска А фиг.1.
Способ осуществляется следующим образом.
Детали 1 и 2 с подготовленными кромками 3 собирают на прихватки со стороны подкладки 4 ручной аргонодуговой сваркой.
Прокладку 4 образуют на одной из деталей (из ее припуска).
Толщину и ширину прокладки 4 выполняют равной соответственно 0,25-0,35 и 0,10-0,15 от толщины стыка δ.
На свариваемых кромках выполняют разделку, позволяющую выполнять настройку по стыку дистанционно по монитору.
На обратной стороне подкладки 4 выполняют риску 5 по оси стыка глубиной 0,004-0,006 от толщины стыка δ, которая позволяет визуально оценить по выходу проплава отсутствие непровара.
Сварку производят в электронно-лучевой установке при вертикальном положении луча за три прохода, при этом настройку луча на стык осуществляют дистанционно на мониторе по разделке кромок 3.
Первый проход - формирующий, второй - дегазирующий, третий - разглаживающий, выполняемый расфокусированным лучом.
По окончании сварки оценивают визуально отсутствие непровара по выходу проплава на риске 5.
После этого проводят механическую обработку, снимая подкладку и наружное усиление для проведения контроля качества сварных швов.
Предлагаемая технология обеспечивает получение высококачественного сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки деталей | 2018 |
|
RU2681067C1 |
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
| Способ электронно-лучевой сварки тавровых соединений | 1987 |
|
SU1454610A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2247639C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ ТИТАНОВЫХ СПЛАВОВ | 2016 |
|
RU2644491C2 |
| Способ завершения шва при электронно-лучевой сварке | 1986 |
|
SU1349928A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ПЛИТЫ С ОРЕБРЁННОЙ ПОВЕРХНОСТЬЮ | 2016 |
|
RU2627553C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2350443C2 |
| СПОСОБ КОНТРОЛЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2301136C2 |
| Способ электронно-лучевой сварки горизонтальных швов на вертикальной стенке | 1988 |
|
SU1581518A1 |
Изобретение относится к области корпусного судостроения и может быть применено при соединении сваркой деталей большой толщины. Способ формирования стыка соединяемых деталей большой толщины из титановых сплавов при электронно-лучевой сварке включает образование подкладки из припуска одной из деталей. Подкладку удаляют при механической обработке после сварки стыка при вертикальном положении луча. Толщину и ширину подкладки выполняют равной соответственно 0,25-0,35 и 0,10-0,15 от толщины стыка. С обратной стороны подкладки напротив стыка выполняют риску глубиной 0,004-0,006 от толщины стыка, по которой визуально оценивают отсутствие непровара по выходу проплава. Предлагаемая технология обеспечивает получение высококачественного сварного соединения.2 ил.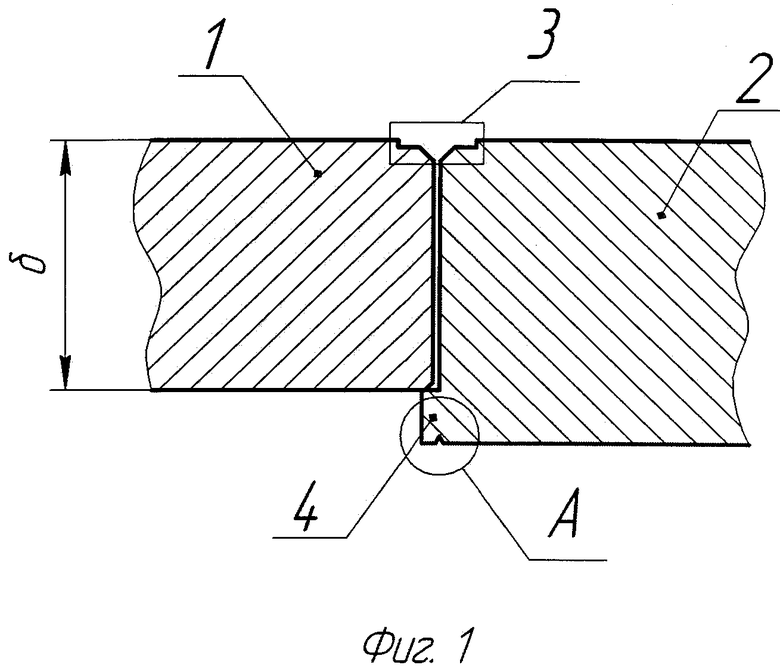
Способ формирования стыка соединяемых деталей большой толщины из титановых сплавов при электронно-лучевой сварке, включающий образование из припуска одной из деталей удаляемой при механической обработке после сварки стыка при вертикальном положении луча подкладки, отличающийся тем, что толщину и ширину подкладки выполняют равной соответственно 0,25-0,35 и 0,10-0,15 от толщины стыка, при этом с обратной стороны подкладки напротив стыка выполняют риску глубиной 0,004-0,006 от толщины стыка, по которой визуально оценивают отсутствие непровара по выходу проплава.
| Маятниковый круглопильный станок | 1931 |
|
SU28646A1 |
| КАТУШКА ДЛЯ НАМАТЫВАНИЯ ЛЕСЫ | 1933 |
|
SU36090A1 |
| US 6596411 B2, 22.07.2003 | |||
| JP 3018487 A, 28.01.1991 | |||

